
Microstructures, Composition and Tribological Behavior of TiCrN/MoS2–TiCr Coatings Deposited by Magnetron Sputtering


Abstract
1. Introduction
2. Materials and Methods
2.1. Coating Deposition
2.2. Coating Characterization
2.3. Friction and Wear Test
3. Results
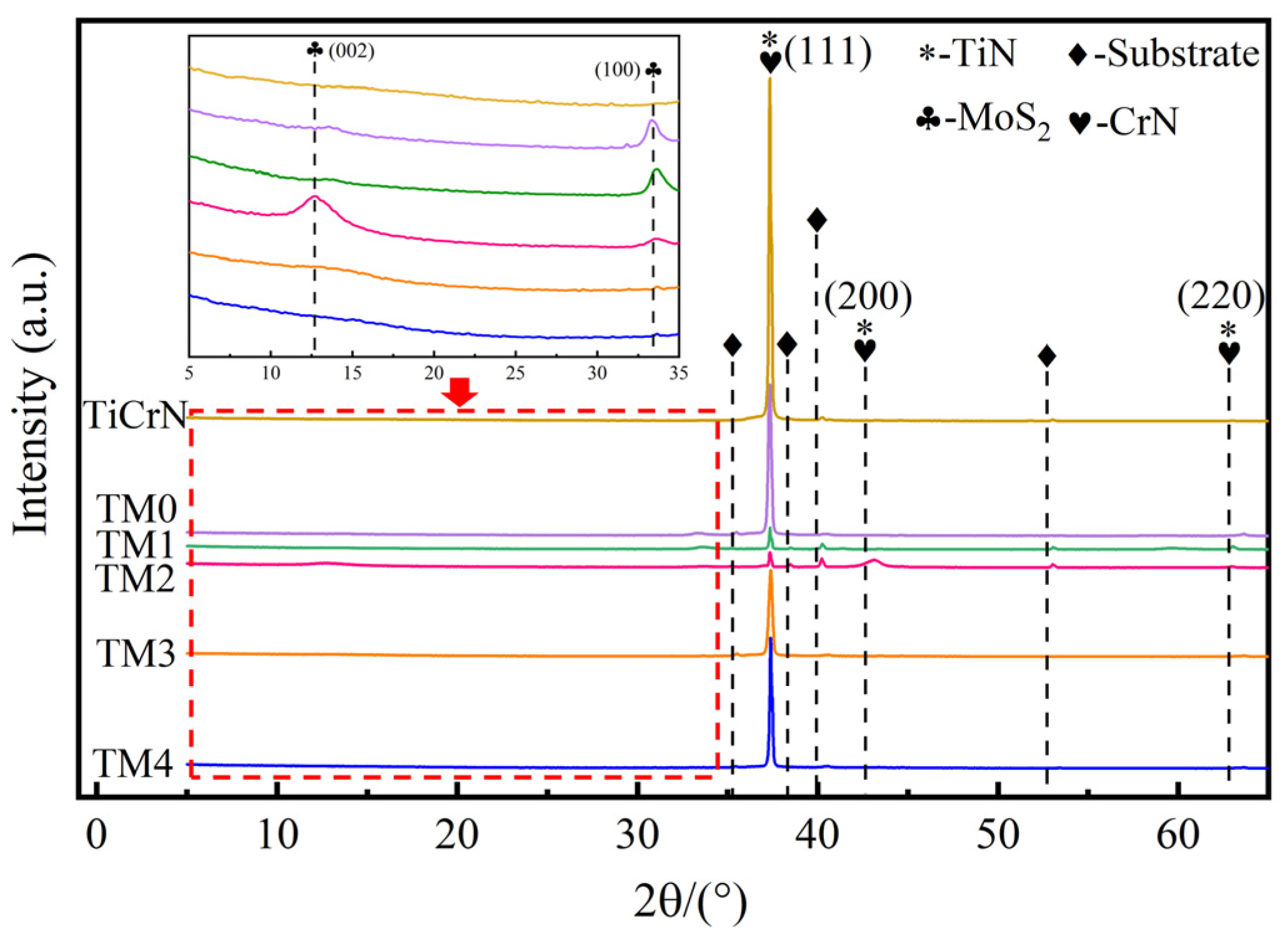
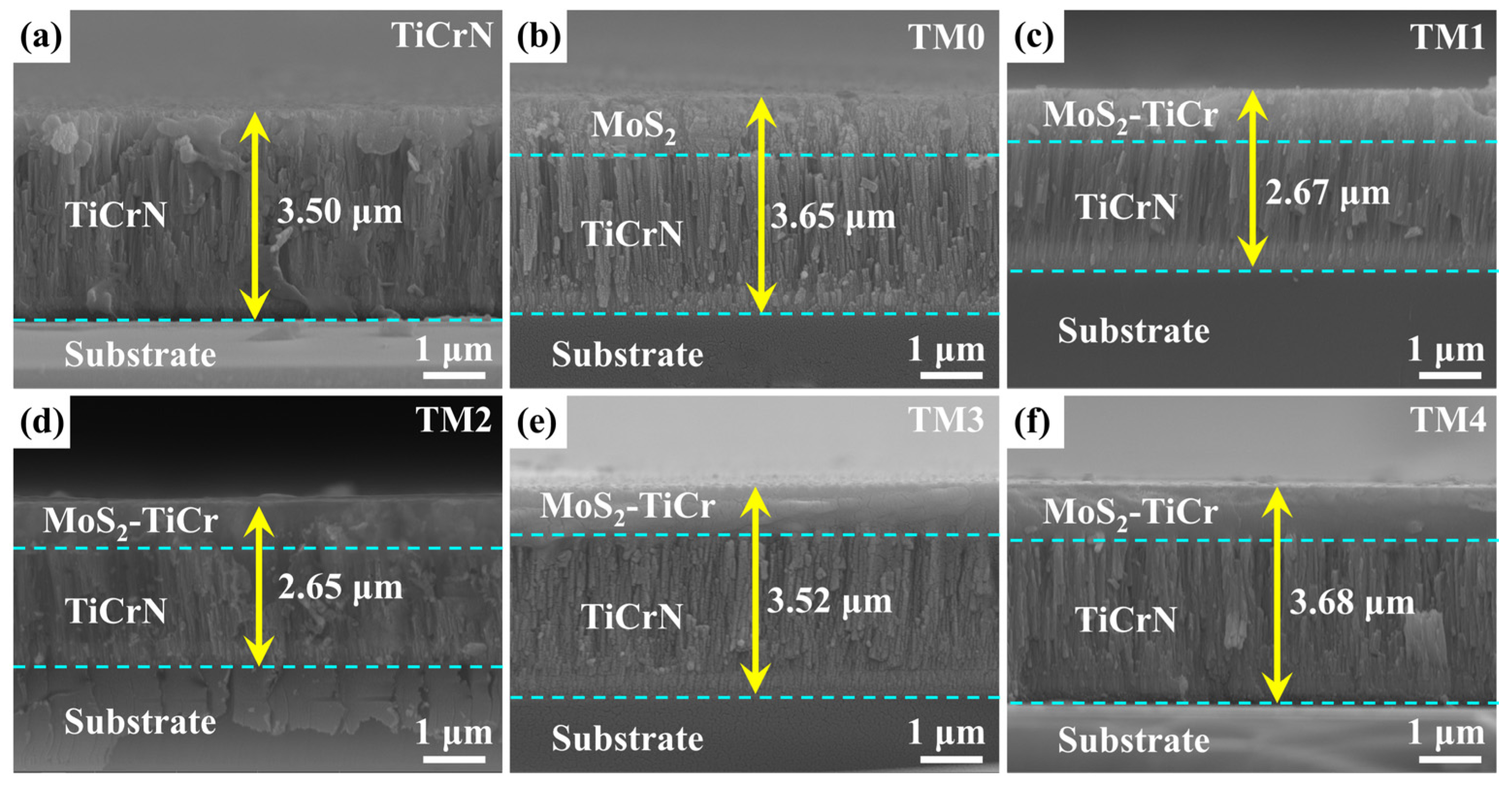
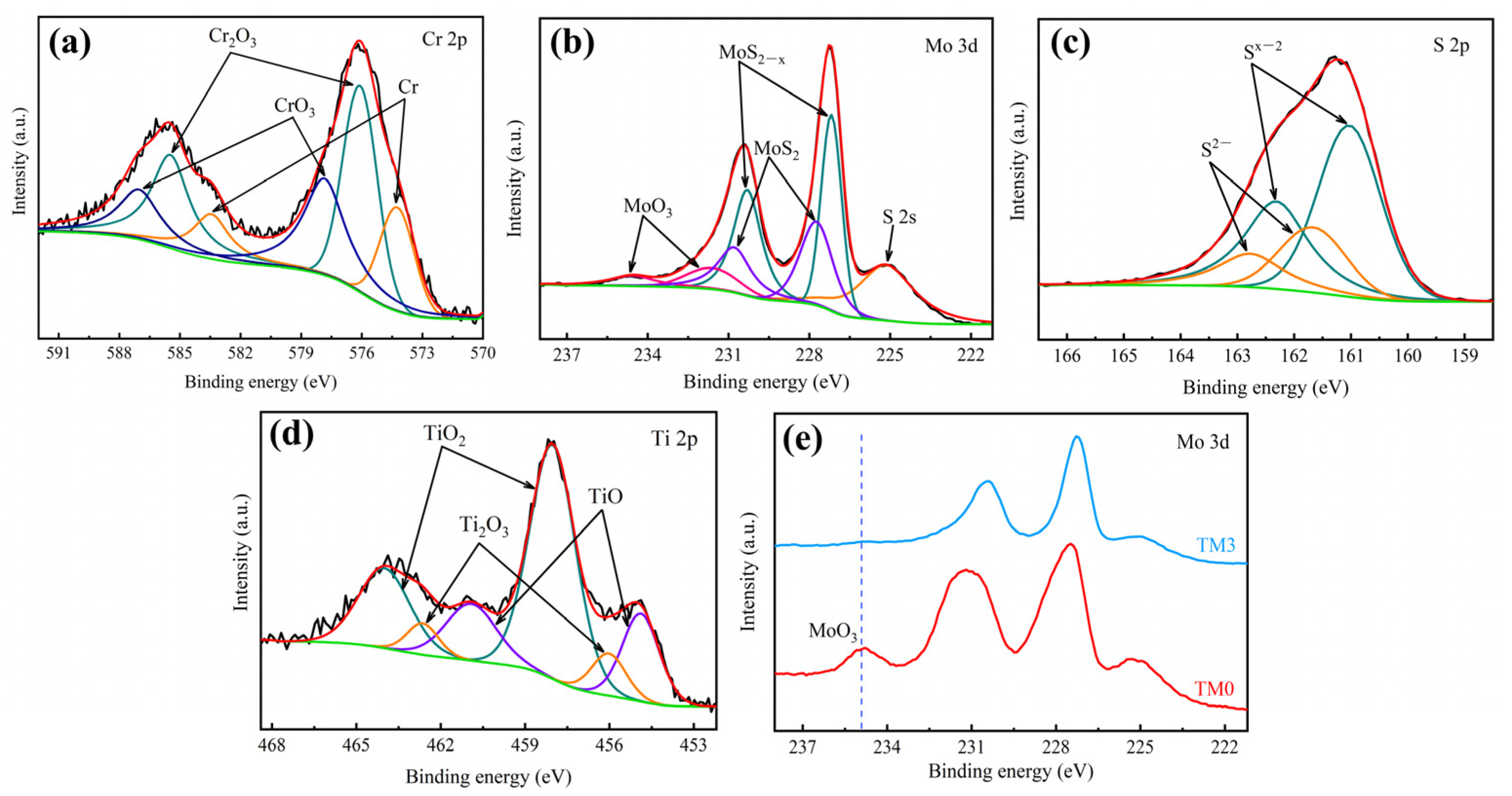
3.1. Structure and Morphology
3.2. Mechanical Properties
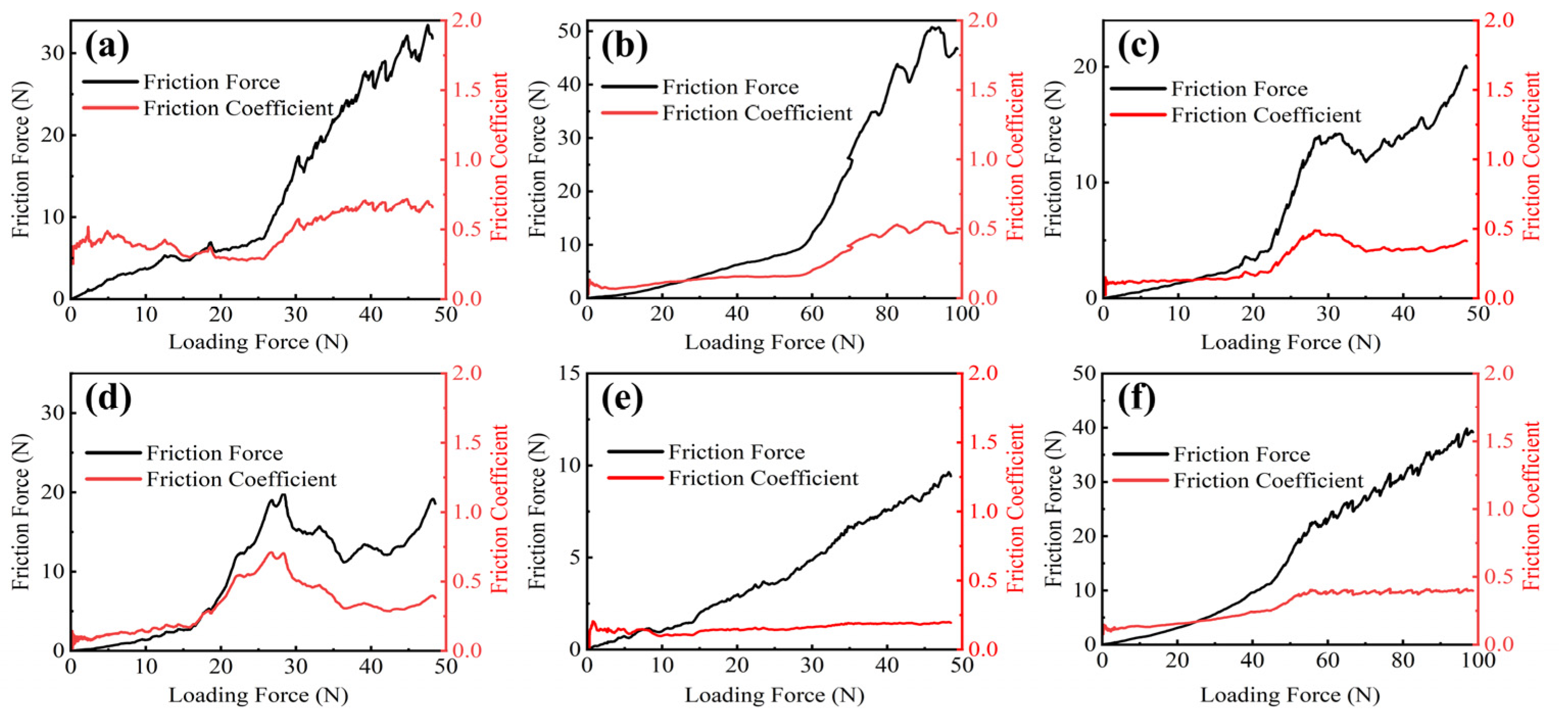
3.3. Tribology Performance
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Croccolo, D.; Agostinis, M.D.; Fini, S.; Olmi, G. Tribological properties of bolts depending on different screw coatings and lubrications: An experimental study. Tribol. Int. 2017, 107, 199–205. [Google Scholar] [CrossRef]
- Hegab, A.; Dahuwa, K.; Islam, R.; Cairns, A.; Khurana, A.; Shrestha, S.; Francis, R. Plasma electrolytic oxidation thermal barrier coating for reduced heat losses in IC engines. Appl. Therm. Eng. 2021, 196, 117316. [Google Scholar] [CrossRef]
- Kehal, A.; Saoula, N.; Abaidia, S.E.H.; Nouveau, C. Effect of Ar/N2 flow ratio on the microstructure and mechanical properties of Ti-Cr-N coatings deposited by DC magnetron sputtering on AISI D2 tool steels. Surf. Coat. Technol. 2021, 421, 127444. [Google Scholar] [CrossRef]
- Li, K.; Xu, G.; Huang, X.; Chen, Q.; Xie, Z.; Gong, F. Surface evolution analysis of CrxWyNz coatings on WC mold in glass molding process. Surf. Coat. Technol. 2020, 393, 125839. [Google Scholar] [CrossRef]
- Bai, H.; Zhong, L.; Kang, L.; Liu, J.; Zhuang, W.; Lv, Z.; Xu, Y. A review on wear-resistant coating with high hardness and high toughness on the surface of titanium alloy. J. Alloys Compd. 2021, 882, 160645. [Google Scholar] [CrossRef]
- Santecchia, E.; Hamouda, A.M.S.; Musharavati, F.; Zalnezhad, E.; Cabibbo, M.; Spigarelli, S. Wear resistance investigation of titanium nitride-based coatings. Ceram. Int. 2015, 41, 10349–10379. [Google Scholar] [CrossRef]
- Kameneva, A.; Karmanov, V. Physical and mechanical properties of the TixZr1−xN thin films. J. Alloys Compd. 2013, 546, 20–27. [Google Scholar] [CrossRef]
- Paksunchai, C.; Denchitcharoen, S.; Chaiyakun, S.; Limsuwan, P. Growth and Characterization of Nanostructured TiCrN Films Prepared by DC Magnetron Cosputtering. J. Nanomater. 2014, 2014, 1–9. [Google Scholar] [CrossRef]
- Li, S.; Deng, J.; Yan, G.; Zhang, K.; Zhang, G. Microstructure, mechanical properties and tribological performance of TiSiN–WS2 hard-lubricant coatings. Appl. Surf. Sci. 2014, 309, 209–217. [Google Scholar] [CrossRef]
- Lukaszkowicz, K.; Kubacki, J.; Balin, K.; Sondor, J.; Pancielejko, M. Characteristics of CrAlSiN+MoS2 coating deposited by cathodic arc and magnetron sputtering process. Vacuum 2019, 163, 360–367. [Google Scholar] [CrossRef]
- Lu, Y.; Deng, J.; Song, W.; Li, X.; Zhang, L.; Sun, J. Tribological performance of AlCrN–MoS2/PTFE hard-lubricant composite coatings. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2019, 234, 1355–1367. [Google Scholar] [CrossRef]
- Arslan, E.; Totik, Y.; Efeoglu, I. Comparison of structure and tribological properties of MoS2-Ti films deposited by biased-dc and pulsed-dc. Prog. Org. Coat. 2012, 74, 772–776. [Google Scholar] [CrossRef]
- Stoyanov, P.; Strauss, H.W.; Chromik, R.R. Scaling effects between micro- and macro-tribology for a Ti–MoS2 coating. Wear 2012, 274–275, 149–161. [Google Scholar] [CrossRef]
- Zhou, Z.; Wen, Q.; Wan, Z.; Sang, R. The effect of Ti content on the structural and mechanical properties of MoS2 Ti composite coatings deposited by unbalanced magnetron sputtering system. Phys. Procedia 2011, 18, 234–239. [Google Scholar] [CrossRef]
- Ding, X.Z.; Zeng, X.T.; He, X.Y.; Chen, Z. Tribological properties of Cr- and Ti-doped MoS2 composite coatings under different humidity atmosphere. Surf. Coat. Technol. 2010, 205, 224–231. [Google Scholar] [CrossRef]
- Lu, X.; Yan, M.; Yan, Z.; Chen, W.; Sui, X.; Hao, J.; Liu, W. Exploring the atmospheric tribological properties of MoS2-(Cr, Nb, Ti, Al, V) composite coatings by high throughput preparation method. Tribol. Int. 2021, 156, 106844. [Google Scholar] [CrossRef]
- Li, L.; Lu, Z.; Pu, J.; Wang, H.; Li, Q.; Chen, S.; Zhang, Z.; Wang, L. The superlattice structure and self-adaptive performance of C–Ti/MoS2 composite coatings. Ceram. Int. 2020, 46, 5733–5744. [Google Scholar] [CrossRef]
- Zhao, X.; Zhang, G.; Wang, L.; Xue, Q. The Tribological Mechanism of MoS2 Film under Different Humidity. Tribol. Lett. 2017, 65, 1–8. [Google Scholar] [CrossRef]
- Wang, Z.; Cai, Z.; Sun, Y.; Peng, J.; Zhu, M. Low velocity impact wear behavior of MoS2/Pb nanocomposite coating under controlled kinetic energy. Surf. Coat. Technol. 2017, 326, 53–62. [Google Scholar] [CrossRef]
- Chen, S.; Luo, D.; Zhao, G. Investigation of the Properties of TixCr1-xN Coatings Prepared by Cathodic Arc Deposition. Phys. Procedia 2013, 50, 163–168. [Google Scholar] [CrossRef]
- Kabir, M.S.; Munroe, P.; Zhou, Z.; Xie, Z. Structure and mechanical properties of graded Cr/CrN/CrTiN coatings synthesized by close field unbalanced magnetron sputtering. Surf. Coat. Technol. 2017, 309, 779–789. [Google Scholar] [CrossRef]
- Vierneusel, B.; Schneider, T.; Tremmel, S.; Wartzack, S.; Gradt, T. Humidity resistant MoS2 coatings deposited by unbalanced magnetron sputtering. Surf. Coat. Technol. 2013, 235, 97–107. [Google Scholar] [CrossRef]
- Banerjee, T.; Chattopadhyay, A.K. Structural, mechanical and tribological properties of pulsed DC magnetron sputtered TiN–WSx/TiN bilayer coating. Surf. Coat. Technol. 2015, 282, 24–35. [Google Scholar] [CrossRef]
- Kong, N.; Wei, B.; Li, D.; Zhuang, Y.; Sun, G.; Wang, B. A study on the tribological property of MoS2/Ti–MoS2/Si multilayer nanocomposite coating deposited by magnetron sputtering. RSC Adv. 2020, 10, 9633–9642. [Google Scholar] [CrossRef] [PubMed]
- Zhang, X.; Qiao, L.; Chai, L.; Xu, J.; Shi, L.; Wang, P. Structural, mechanical and tribological properties of Mo–S–N solid lubricant films. Surf. Coat. Technol. 2016, 296, 185–191. [Google Scholar] [CrossRef]
- Lu, C.; Jia, J.; Fu, Y.; Yi, G.; Feng, X.; Yang, J.; Zhou, Q.; Xie, E.; Sun, Y. Influence of Mo contents on the tribological properties of CrMoN/MoS2 coatings at 25–700 °C. Surf. Coat. Technol. 2019, 378, 125072. [Google Scholar] [CrossRef]
- Li, L.; Lu, Z.; Pu, J.; Hou, B. Investigating the tribological and corrosive properties of MoS2/Zr coatings with the continuous evolution of structure for high-humidity application. Appl. Surf. Sci. 2021, 541, 148453. [Google Scholar] [CrossRef]
- Lince, J.R.; Loewenthal, S.H.; Clark, C.S. Tribological and chemical effects of long-term humid air exposure on sputter-deposited nanocomposite MoS2 coatings. Wear 2019, 432–433, 202935. [Google Scholar] [CrossRef]
- Li, H.; Li, X.; Zhang, G.; Wang, L.; Wu, G. Exploring the Tribophysics and Tribochemistry of MoS2 by Sliding MoS2/Ti Composite Coating Under Different Humidity. Tribol. Lett. 2017, 65, 1–10. [Google Scholar] [CrossRef]
- Özkan, D.; Yılmaz, M.A.; Erdem, C.; Türküz, C.; Sulukan, E.; Yağcı, M.B. Wear and friction behavior of CrTiN/TiCN and CrTiN/CrCN multilayer composite coatings. Ceram. Int. 2022, 48, 13732–13747. [Google Scholar] [CrossRef]
- Gui, B.; Zhou, H.; Zheng, J.; Liu, X.; Feng, X.; Zhang, Y.; Yang, L. Microstructure and properties of TiAlCrN ceramic coatings deposited by hybrid HiPIMS/DC magnetron co-sputtering. Ceram. Int. 2021, 47, 8175–8183. [Google Scholar] [CrossRef]
- Li, Y.; Xie, M.; Sun, Q.; Xu, X.; Fan, X.; Zhang, G.; Li, H.; Zhu, M. The effect of atmosphere on the tribological behavior of magnetron sputtered MoS2 coatings. Surf. Coat. Technol. 2019, 378, 125081. [Google Scholar] [CrossRef]
- Yaqub, T.B.; Vuchkov, T.; Bruyère, S.; Pierson, J.F.; Cavaleiro, A. A revised interpretation of the mechanisms governing low friction tribolayer formation in alloyed-TMD self-lubricating coatings. Appl. Surf. Sci. 2022, 571, 151302. [Google Scholar] [CrossRef]
- Gu, L.; Ke, P.; Zou, Y.; Li, X.; Wang, A. Amorphous self-lubricant MoS2-C sputtered coating with high hardness. Appl. Surf. Sci. 2015, 331, 66–71. [Google Scholar] [CrossRef]
- Krauß, S.; Seynstahl, A.; Tremmel, S.; Meyer, B.; Bitzek, E.; Göken, M.; Yokosawa, T.; Zubiri, B.A.; Spiecker, E.; Merle, B. Structural reorientation and compaction of porous MoS2 coatings during wear testing. Wear 2022, 500–501, 204339. [Google Scholar] [CrossRef]
- Xu, J.; He, T.F.; Chai, L.Q.; Qiao, L.; Zhang, X.Q.; Wang, P.; Liu, W.M. Selective-releasing-affected lubricant mechanism of a self-assembled MoS2/Mo-S-C nanoperiod multilayer film sliding in diverse atmospheres. Phys. Chem. Chem. Phys. 2017, 19, 8161–8173. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | TiCrN | TM0 | TM1 | TM2 | TM3 | TM4 |
|---|---|---|---|---|---|---|
| Target current/power (A/W) | Ti-0.75 A Cr-230 W | MoS2-200 W | Ti-0.1 A Cr-35 W MoS2-200 W | Ti-0.15 A Cr-45 W MoS2-200 W | Ti-0.2 A Cr-55 W MoS2-200 W | Ti-0.25 A Cr-65 W MoS2-200 W |
| Samples | Atomic Percentage (at.%) | S/Mo | |||||
|---|---|---|---|---|---|---|---|
| Ti | Cr | N | S | Mo | O | ||
| TiCrN | 15.5 | 29.8 | 50.4 | - | - | 4.2 | - |
| TM0 | - | - | - | 59.7 | 34.1 | 6.2 | 1.7 |
| TM1 | 8.7 | 3.7 | - | 49.6 | 28.5 | 9.4 | 1.7 |
| TM2 | 9.4 | 6.0 | - | 45.9 | 27.5 | 10.9 | 1.6 |
| TM3 | 11.9 | 8.9 | - | 42.9 | 26.8 | 9.9 | 1.6 |
| TM4 | 16.6 | 11.9 | - | 40.2 | 22.2 | 8.8 | 1.8 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, X.; Lin, S.; Zhao, J.; Tang, Z. Microstructures, Composition and Tribological Behavior of TiCrN/MoS2–TiCr Coatings Deposited by Magnetron Sputtering. Coatings 2022, 12, 1844. https://doi.org/10.3390/coatings12121844
Yang X, Lin S, Zhao J, Tang Z. Microstructures, Composition and Tribological Behavior of TiCrN/MoS2–TiCr Coatings Deposited by Magnetron Sputtering. Coatings. 2022; 12(12):1844. https://doi.org/10.3390/coatings12121844
Chicago/Turabian StyleYang, Xiujie, Shixiang Lin, Jin Zhao, and Zhengqiang Tang. 2022. "Microstructures, Composition and Tribological Behavior of TiCrN/MoS2–TiCr Coatings Deposited by Magnetron Sputtering" Coatings 12, no. 12: 1844. https://doi.org/10.3390/coatings12121844
APA StyleYang, X., Lin, S., Zhao, J., & Tang, Z. (2022). Microstructures, Composition and Tribological Behavior of TiCrN/MoS2–TiCr Coatings Deposited by Magnetron Sputtering. Coatings, 12(12), 1844. https://doi.org/10.3390/coatings12121844