

Jointing of CFRP/5083 Aluminum Alloy by Induction Brazing: Processing, Connecting Mechanism, and Fatigue Performance


Abstract
1. Introduction
2. Materials and Methods
2.1. Raw Materials Preparation
2.2. Induction Brazing
2.3. Tensile Performance Test
2.4. High-Cycle Fatigue Testing
3. Results
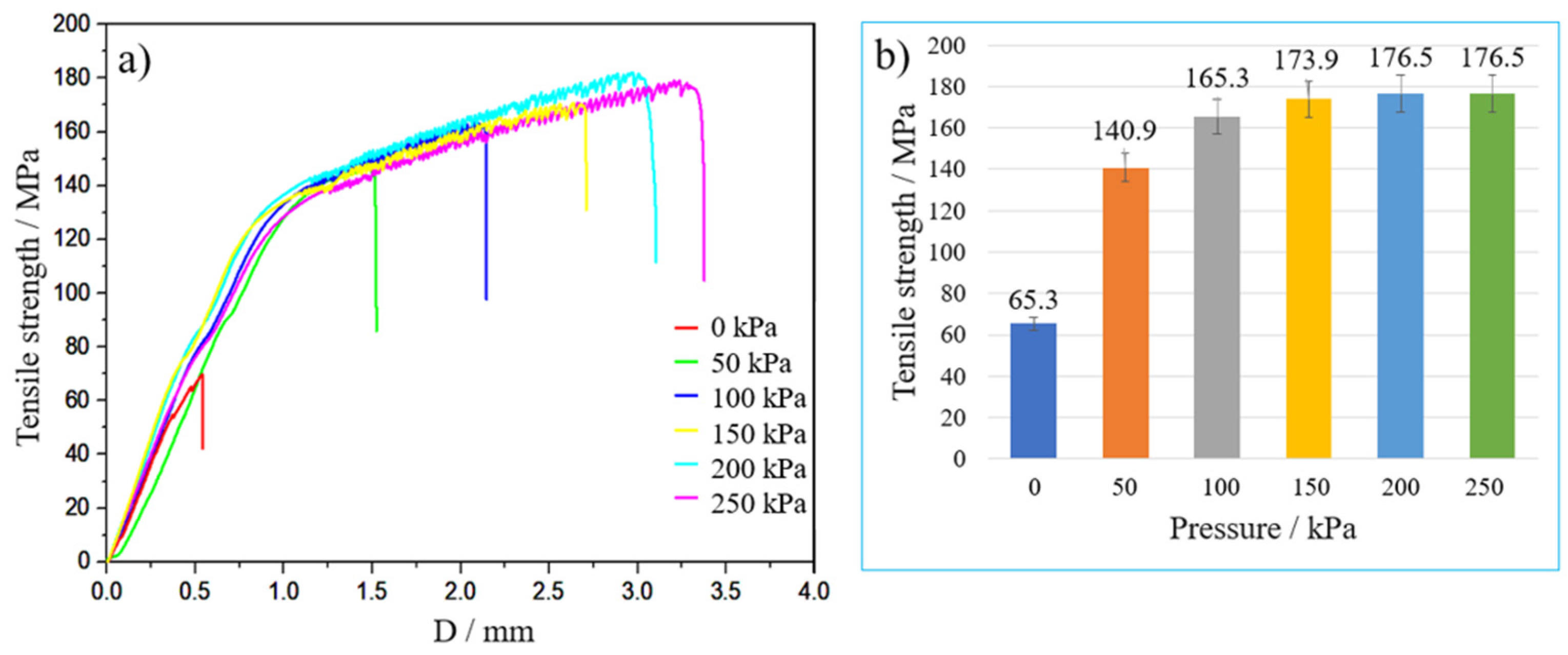
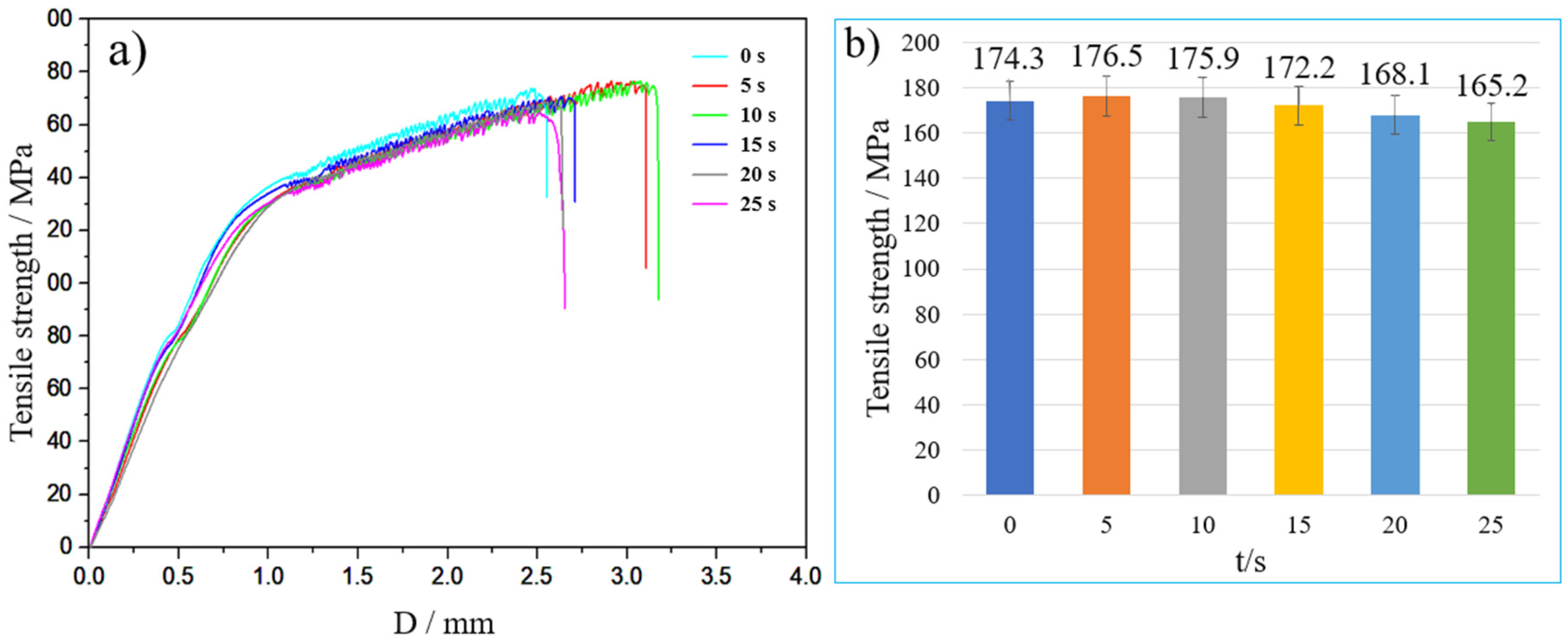
3.1. The Effect of Processing Parameters on Forming Quality
3.2. High Cycle Fatigue Performance
4. Discussion
4.1. CFRP/5083 Connection Mechanism
4.2. Fatigue Fracture Mechanism
5. Conclusions
6. Expectation
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Nomenclature
| CFRP | - | Carbon fiber reinforced polymer |
| HCF | - | High-cycle fatigue |
| MPa | Mean normal stress | |
| MPa | Maximum normal stress | |
| MPa | Minimum normal stress | |
| MPa | Alternating stress amplitude | |
| - | Stress ratio | |
| MPa | Stress level | |
| N | cycle | Number of cycles to failure |
| XPS | - | X-ray photoelectron spectroscopy |
References
- Batuwitage, C.; Fawzia, S.; Thambiratnam, D.; Al-Mahaidi, R. Evaluation of bond properties of degraded CFRP-strengthened double strap joints. Compos. Struct. 2017, 173, 144–155. [Google Scholar] [CrossRef]
- Shan, M.; Guo, K.; Gou, G.; Fu, Z.; Yang, B.; Lu, W. Effect of anodizing on galvanic corrosion behavior of T300 CFRP/5083P-O Al bolted joints. Mater. Corros. 2020, 71, 409–418. [Google Scholar] [CrossRef]
- Lambiase, F. Mechanical behaviour of polymer–metal hybrid joints produced by clinching using different tools. Mater. Des. 2015, 87, 606–618. [Google Scholar] [CrossRef]
- Hu, J.; Zhang, K.; Yang, Q.; Cheng, H.; Liu, S.; Yang, Y. Fretting behaviors of interface between CFRP and coated titanium alloy in composite interference-fit joints under service condition. Mater. Des. 2017, 134, 91–102. [Google Scholar] [CrossRef]
- Wei, R.; Wang, X.; Chen, C.; Zhang, X. Effect of surface treatment on the interfacial adhesion performance of aluminum foil/CFRP laminates for cryogenic propellant tanks. Mater. Des. 2017, 116, 188–198. [Google Scholar] [CrossRef]
- Jung, K.W.; Kawahito, Y.; Takahashi, M.; Katayama, S. Laser direct joining of carbon fiber reinforced plastic to zinc-coated steel. Mater. Des. 2013, 47, 179–188. [Google Scholar] [CrossRef]
- Zhang, Z.; Shan, J.; Tan, X.; Zhang, J. Improvement of the laser joining of CFRP and aluminum via laser pre-treatment. Int. J. Adv. Manuf. Technol. 2017, 90, 3465–3472. [Google Scholar] [CrossRef]
- Zhang, Z.; Shan, J.; Tan, X. Evaluation of the CFRP grafting and its influence on the laser joining CFRP to aluminum alloy. J. Adhes. Sci. Technol. 2018, 32, 390–406. [Google Scholar] [CrossRef]
- Tan, X.; Zhang, J.; Shan, J.; Yang, S.; Ren, J. Characteristics and formation mechanism of porosities in CFRP during laser joining of CFRP and steel. Compos. Part B Eng. 2015, 70, 35–43. [Google Scholar] [CrossRef]
- Esteves, J.V.; Goushegir, S.M.; dos Santos, J.F.; Canto, L.B.; Hage, E.; Amancio-Filho, S.T. Friction spot joining of aluminum AA6181-T4 and carbon fiber-reinforced poly(phenylene sulfide): Effects of process parameters on the microstructure and mechanical strength. Mater. Des. 2015, 66, 437–445. [Google Scholar] [CrossRef]
- André, N.M.; Goushegir, S.M.; dos Santos, J.F.; Canto, L.B.; Amancio-Filho, S.T. Friction Spot Joining of aluminum alloy 2024-T3 and carbon-fiber-reinforced poly(phenylene sulfide) laminate with additional PPS film interlayer: Microstructure, mechanical strength and failure mechanisms. Compos. Part B Eng. 2016, 94, 197–208. [Google Scholar] [CrossRef]
- Goushegir, S.M. Friction spot joining (FSpJ) of aluminum-CFRP hybrid structures. Weld World 2016, 60, 1073–1093. [Google Scholar] [CrossRef]
- Balle, F.; Wagner, G.; Eifler, D. Ultrasonic spot welding of aluminum sheet/carbon fiber reinforced polymer—Joints. Materwiss Werksttech 2007, 38, 934–938. [Google Scholar] [CrossRef]
- Lionetto, F.; Balle, F.; Maffezzoli, A. Hybrid ultrasonic spot welding of aluminum to carbon fiber reinforced epoxy composites. J. Mater. Process. Technol. 2017, 247, 289–295. [Google Scholar] [CrossRef]
- Balle, F.; Huxhold, S.; Emrich, S.; Wagner, G.; Kopnarski, M.; Eifler, D. Influence of Heat Treatments on the Mechanical Properties of Ultrasonic Welded AA 2024/CF-PA66-Joints. Adv. Eng. Mater. 2013, 15, 837–845. [Google Scholar] [CrossRef]
- Balle, F.; Huxhold, S.; Wagner, G.; Eifler, D. Damage Monitoring of Ultrasonically Welded Aluminum/CFRP-Joints by Electrical Resistance Measurements. Procedia Eng. 2011, 10, 433–438. [Google Scholar] [CrossRef]
- Nagatsuka, K.; Xiao, B.; Wu, L.; Natata, K.; Saeki, S.; Kitamoto, Y.; Iwamoto, Y. Dissimilar materials joining of metal/carbon fiber reinforced plastic by resistance spot welding. Quart. J. Jpn. Weld. Soc. 2018, 32, 505–512. [Google Scholar]
- Zhu, J.W.Y.W. An Experimental Study on the Strength and Life Comparison of the Dismaterial Lap and Butt Weld at High Temperature. Gas Turb. Exp. Res. 2003, 4, 18–20. [Google Scholar]
- Nobile, R.; Panella, F.W.; Pirinu, A.; Saponaro, A. Full-field monitoring methods for damage analysis on aeronautical CFRP specimens under fatigue loads. Mater. Sci. Eng. 2022, 1214, 12008. [Google Scholar] [CrossRef]
- Huang, J.; Yang, H.; Liu, W.; Zhang, K.; Huang, A. Confidence level and reliability analysis of the fatigue life of CFRP laminates predicted based on fracture fatigue entropy. Int. J. Fatigue 2022, 156, 106659. [Google Scholar] [CrossRef]
- He, Z.; Luo, Q.; Li, Q.; Zheng, G.; Sun, G. Fatigue behavior of CFRP/Al adhesive joints—Failure mechanisms study using digital image correlation (DIC) technique. Thin Wall. Struct. 2022, 174, 109075. [Google Scholar] [CrossRef]
- Kapidžić, Z.; Granados, D.L.Á.; Arias, J.A.M.; Aguilera, M.J.Q.; Rodríguez, J.P.C.; Callejas, J.C.G. Bolt fatigue in CFRP joints. Int. J. Fatigue 2022, 164, 107138. [Google Scholar] [CrossRef]
- Strzelecki, P.; Sempruch, J.; Nowicki, K. Comparing Guidelines Concerning Construction of the S-N Curve within Limited Fatigue Life Range. Pol. Marit. Res. 2015, 22, 67–74. [Google Scholar] [CrossRef]
- Yu, Y.; You, S.; Du, J.; Zhang, P.; Dai, Y.; Liu, M.; Jiang, B.; Ren, N.; Zou, J. Ti3+-self-doped TiO2 with multiple crystal-phases anchored on acid-pickled ZIF-67-derived Co3O4@N-doped graphitized-carbon as a durable catalyst for oxygen reduction in alkaline and acid media. Chem. Eng. J. 2021, 403, 126441. [Google Scholar] [CrossRef]
- Arangdad, K.; Yildirim, E.; Detwiler, A.; Cleven, C.D.; Burk, C.; Shamey, R.; Pasquinelli, M.A.; Freeman, H.; El-Shafei, A. X-ray photoelectron spectroscopy study on the photodegradation of copolyester model compounds. J. Appl. Polym. Sci. 2021, 138, 49661. [Google Scholar] [CrossRef]
- Melandri, S.; Evangelist, L.; Canola, S.; Sa’adeh, H.; Calabrese, C.; Coreno, M.; Grazioli, C.; Prince, K.C.; Negri, F.; Maris, A. Chlorination and tautomerism: A computational and UPS/XPS study of 2-hydroxypyridine ⇌ 2-pyridone equilibrium. Phys. Chem. Chem. Phys. 2020, 22, 13440–13455. [Google Scholar] [CrossRef]
- Zhang, Z.; Shan, J.-G.; Tan, S.-H.; Zhang, J. Effect of anodizing pretreatment on laser joining CFRP to aluminum alloy A6061. Int. J. Adhe. Adhes. 2016, 70, 142–151. [Google Scholar] [CrossRef]
- Singh Raman, R.K.; Jafari, S.; Harandi, S.E. Corrosion fatigue fracture of magnesium alloys in bioimplant applications: A review. Eng. Fract. Mech. 2015, 137, 97–108. [Google Scholar] [CrossRef]
- Horstemeyer, M. High cycle fatigue of a die cast AZ91E-T4 magnesium alloy. Acta Mater. 2004, 52, 1327–1336. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Si | Cu | Mg | Zn | Mn | Ti | Cr | Fe | Al |
|---|---|---|---|---|---|---|---|---|
| ≤0.40 | ≤0.10 | 4.0–4.9 | ≤0.25 | 0.40–1.0 | ≤0.15 | 0.05–0.25 | 0–0.4 | Bal. |
| Scheme 2. | H2SO4 | H3PO4 | H3BO3 | H2O |
|---|---|---|---|---|
| Concentration | 120 g/L | 60 g/L | 3 g/L | Bal. |
| No. | T [°C] | t [s] | P1 [kPa] | P2 [kPa] |
|---|---|---|---|---|
| 1 | 290 | 5 | 0 | 0 |
| 2 | 50 | 5 | ||
| 3 | 100 | 16.7 | ||
| 4 | 150 | 40 | ||
| 5 | 200 | 43.3 | ||
| 6 | 250 | 83.3 |
| No. | T [°C] | P [kPa] | t [s] |
|---|---|---|---|
| 1 | 290 | 200 | 0 |
| 2 | 5 | ||
| 3 | 10 | ||
| 4 | 15 | ||
| 5 | 20 | ||
| 6 | 25 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Guo, K.; Gou, G.; Lv, H.; Shan, M. Jointing of CFRP/5083 Aluminum Alloy by Induction Brazing: Processing, Connecting Mechanism, and Fatigue Performance. Coatings 2022, 12, 1559. https://doi.org/10.3390/coatings12101559
Guo K, Gou G, Lv H, Shan M. Jointing of CFRP/5083 Aluminum Alloy by Induction Brazing: Processing, Connecting Mechanism, and Fatigue Performance. Coatings. 2022; 12(10):1559. https://doi.org/10.3390/coatings12101559
Chicago/Turabian StyleGuo, Kang, Guoqing Gou, Hang Lv, and Meile Shan. 2022. "Jointing of CFRP/5083 Aluminum Alloy by Induction Brazing: Processing, Connecting Mechanism, and Fatigue Performance" Coatings 12, no. 10: 1559. https://doi.org/10.3390/coatings12101559
APA StyleGuo, K., Gou, G., Lv, H., & Shan, M. (2022). Jointing of CFRP/5083 Aluminum Alloy by Induction Brazing: Processing, Connecting Mechanism, and Fatigue Performance. Coatings, 12(10), 1559. https://doi.org/10.3390/coatings12101559