3.1. Frictional Force and Friction Coefficient
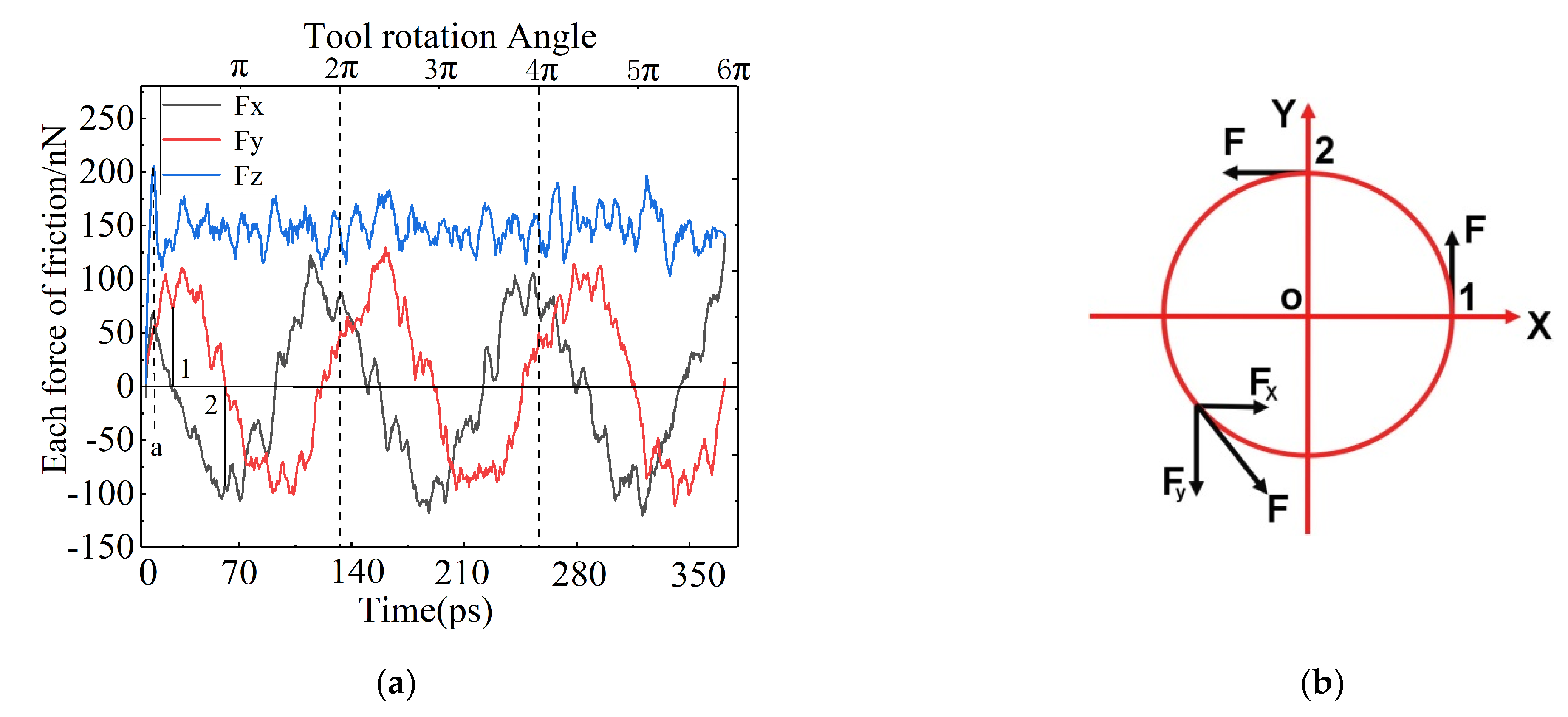
In the process of grinding the ball against the workpiece repeatedly, the forces in
X, Y and
Z directions are extracted, as shown in
Figure 3a. The force in the
Fz direction changes drastically at the initial stage of friction, and it rapidly increases to 200 nN at a in the figure. This is because the grinding ball begins to press down, and the workpiece is elastically deformed, causing the force in the
Fz direction to continue to increase. Then it enters the stage of stable friction, the change tends to be smooth and fluctuates at 150 nN. In addition, the component force along the
X and
Y directions changes periodically, which the force value at the peak and trough is about 100 nN. This is because the friction of the grinding ball is repeated rotation, and the direction of rotation of the grinding ball changes with the time step, as shown in
Figure 3b, causing the component force curve to fluctuate in a trigonometric function curve.
Theoretically, when the values of
Fx or
Fy are 0, the force in the other direction should be the maximum, as shown by points 1 and 2 in
Figure 3b. However, at 1 and 2 points in
Figure 3a, the values of
Fy and
Fx are not the maximum values. This is because the workpiece material is not uniform, resulting in the formation of the chip is not continuous. When the grinding ball rubs to position 2 (point 2 in
Figure 3b). Because the formation of wear debris is discrete, as well as the grain boundaries and defect structures generated during the friction process, the formation of wear debris accumulation and dislocation defects at the grain boundaries hinder the grinding ball. Therefore, the
Fy value at point 2 is not the maximum, but appear later.
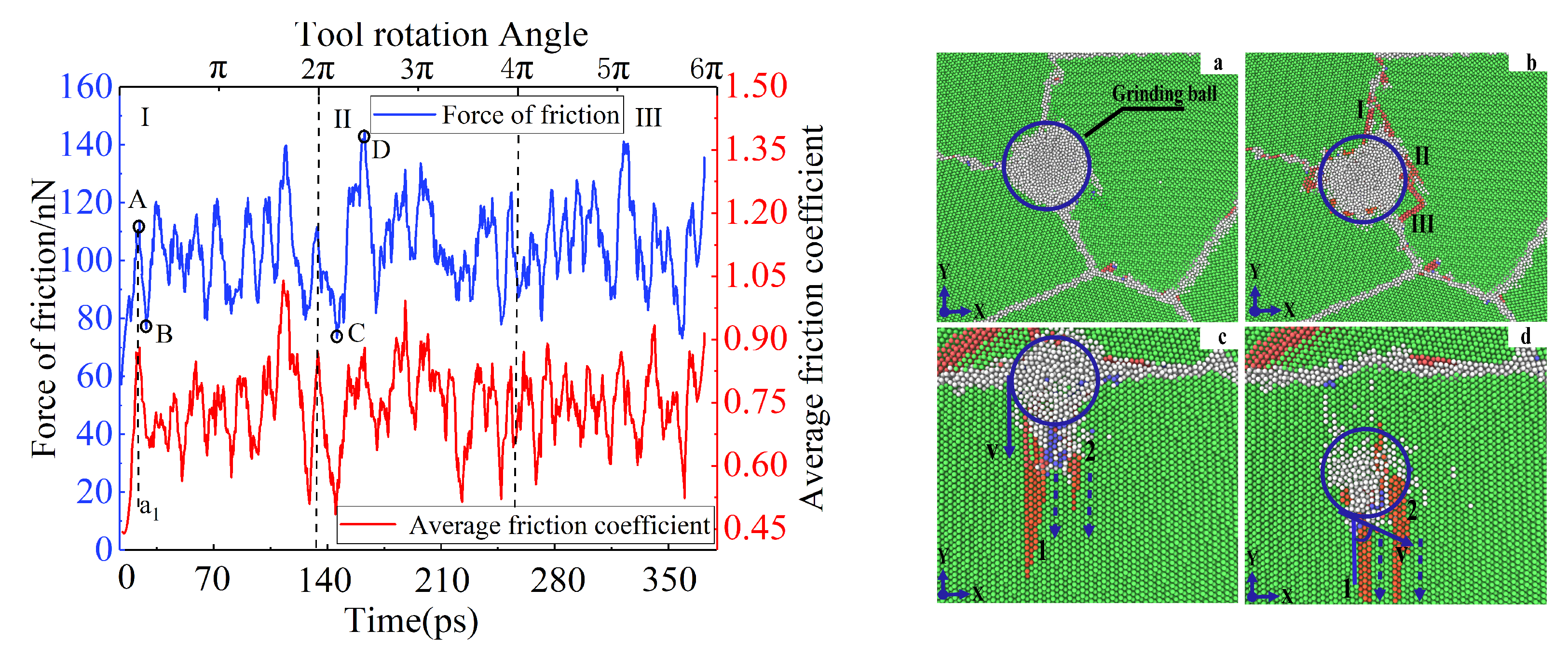
In order to further explore the reasons for the influence of friction fluctuations, the component forces
Fx and
Fy (nN) in the two directions are combined. The total frictional force
F (nN) is obtained by the formula:
The changes of frictional force and friction coefficient with time step are shown in
Figure 4, which are represented by blue and red curves, respectively. The curve changes in two stages with distinct characteristics (initial friction stage and stable friction stage). At the initial stage of friction, the frictional force rapidly increases to 110 nN at A point as shown in
Figure 4. This is because the grinding ball is initially pressed down, and the workpiece is in the elastic deformation stage. At this time, there is no dislocation defect around the grinding ball, as shown in
Figure 4a, which does not cause damage to the internal atoms of the workpiece, and so the frictional force is continuously increasing. After that, it enters the stage of stable friction, and the change tends to be gentle. The frictional force begins to gradually decrease to 75 nN at B point as shown in
Figure 4. It can be seen that plastic deformation occurs inside the workpiece, and more defects are generated around the grinding ball. The defects are connected with each other around the grinding ball, forming a stable defect structure. The surface plastic deformation has occurred as shown in
Figure 4b I, II and III. With the friction of the grinding ball, the friction value at C point in
Figure 4 is smaller, because during the friction process, the dislocation slip direction (shown 1 and 2 at c in
Figure 4) is consistent with the moving direction of the grinding ball. At this time, the defect has less hindrance to the movement of the grinding ball, so the frictional force is smaller. However, the frictional force at d point is relatively larger. Due to the dislocation slip direction (shown 1 and 2 at d in
Figure 4) being almost perpendicular to the speed of the grinding ball, the resulting dislocation defects have a greater hindrance to the movement of the grinding ball. Thus, the frictional force becomes larger. Moreover, the friction coefficient is the ratio of the frictional force to the vertical component force. It can be observed from the figure that the friction coefficient of the first friction fluctuates greatly. During the second and third frictions, the amplitude of the curve fluctuates slightly, showing low amplitude and high frequency fluctuations. This is due to the fact that, in the process of first friction that the contact area between the grinding ball, the workpiece is larger, and the temperature generated by the friction is higher, resulting in a larger fluctuation in the amplitude of the friction coefficient. The next two frictions are repeated frictions, and the surface of the workpiece has been destroyed at this moment. Due to the high temperature hardening parts of the atoms on the surface, the contact area between the grinding ball and the workpiece is lesser, so the curve of friction coefficient fluctuates smoothly.
3.2. Debris Accumulation and Flow Direction
The study of wear debris formation and flow direction is also of great significance.
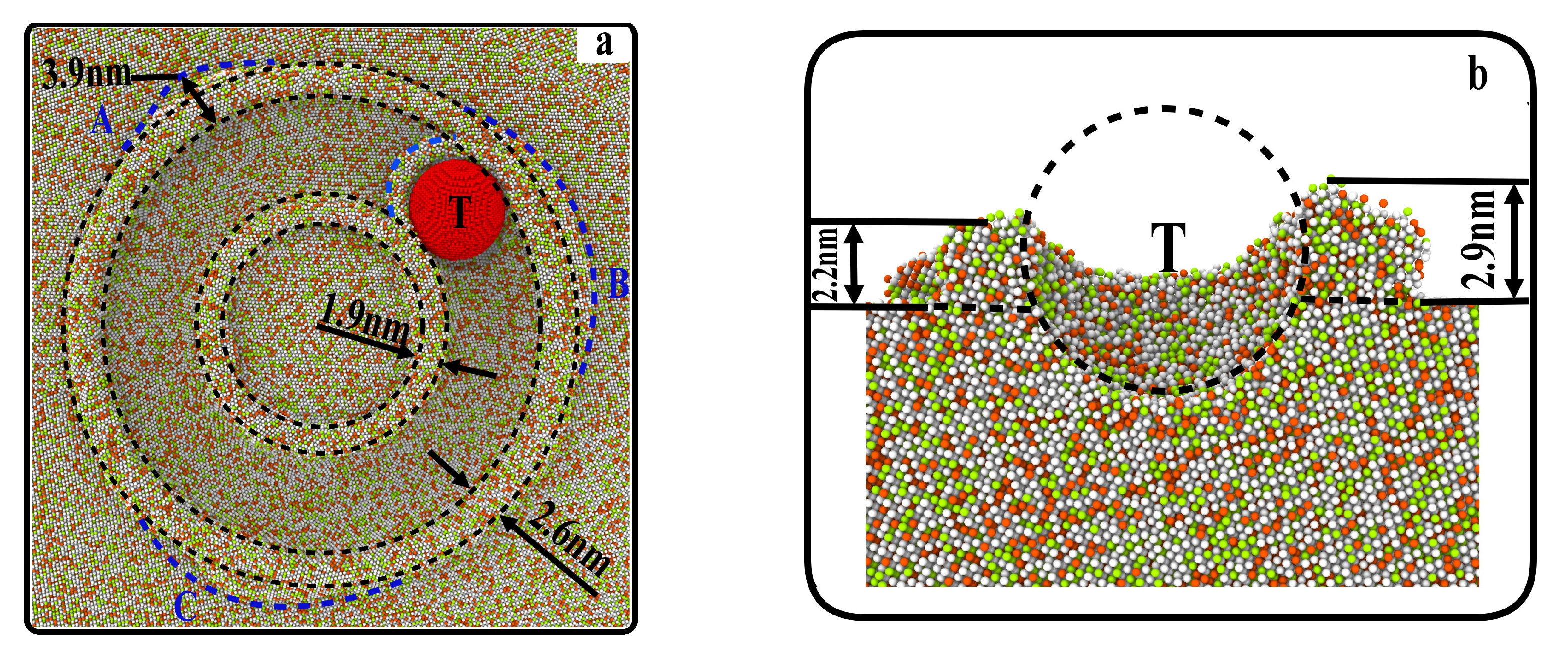
Figure 5a shows the overall topography after friction. It can be seen that the wear debris in front of the grinding ball is crescent shaped. The debris accumulation mainly flows to the outside of the grinding groove, while the debris formation in the inside is lesser. This is because the farther the debris atom in front of the ball is from the center of rotation, the greater the centrifugal force, and it is thus easier to be separated to the outside by the ball. In addition, the thickness of the outside chip atoms is not uniform, and there are obviously protruding chip atoms, as shown at A, B and C in
Figure 5a. Due to the movement direction not being consistent with the direction of the most easily sliding surface of the atoms in the grain, an increase of frictional force of the grinding ball is observed; the debris generated by friction accumulates, which hinders the formation of frictional force and defects, thus making the outer debris form a convex accumulation at A, B and C. It can be seen from
Figure 5b that the debris height of the inner and outer sides is 2.2 nm and 2.9 nm respectively, and the debris height of the outer side is greater than that of the inner side. This further indicates that the debris atoms are more likely to be distributed to the outer side, resulting in the debris height of the outer side being greater than that of the inner side. In order to further explore the detailed flow direction distribution of debris atoms, the following is to analyze the displacement vector of debris atoms.
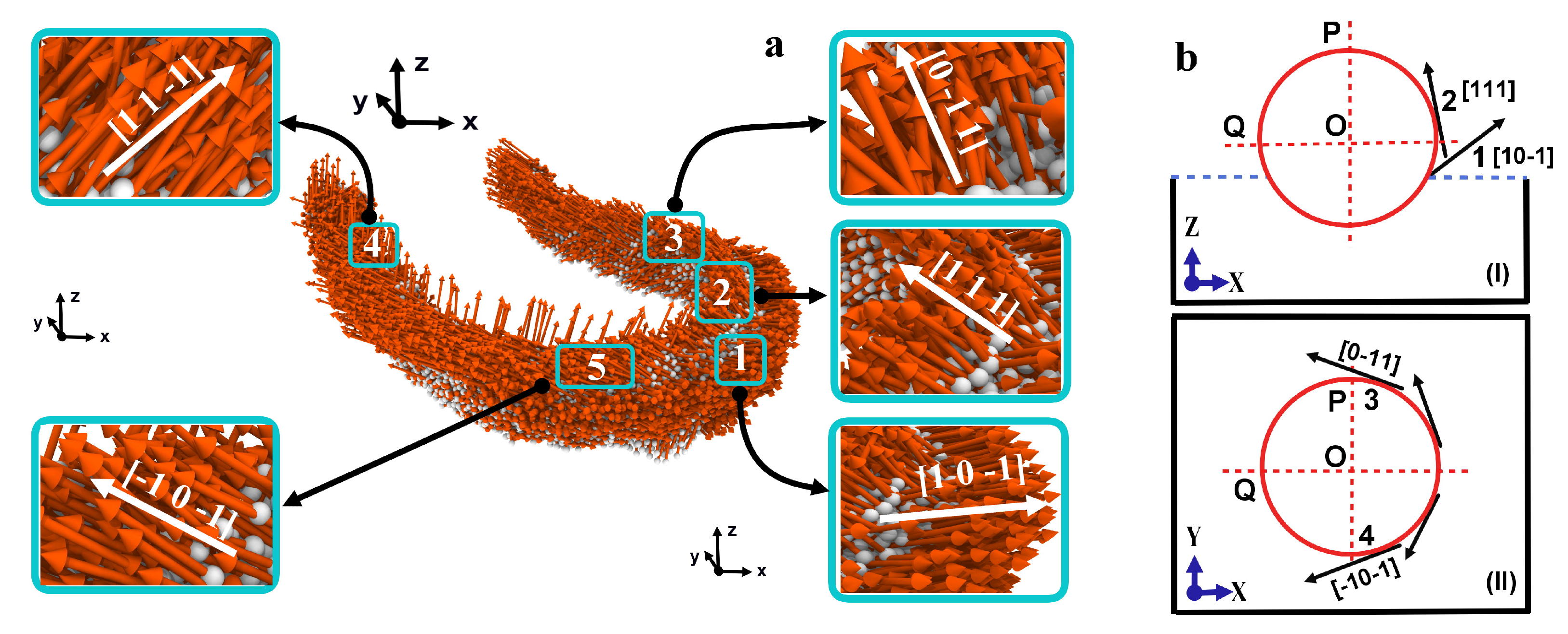
Figure 6a shows the displacement vector diagram of atom debris, and
Figure 6b is the diagram of atom flow corresponding to
Figure 6a. There are obviously different atomic displacement trends in
Figure 6a. It can be seen that the atomic displacement at position 1 is along the [10−1] direction. These atoms are located below the maximum horizontal radius of the grinding ball, mainly squeezed by the grinding ball, resulting in displacement trend along the oblique top of the direction of motion. It is the main source of power for the development of defects to the non-friction area on the surface. The atomic displacement at position 2 is along the [111] direction in the
Figure 6a, and moving obliquely backward along the surface of the grinding ball. This is because the atoms at point 2 are located at the maximum horizontal radius of the grinding ball, at this time, it is pushed by the atoms at position 1 to make it move upward. With the debris continue to increase, both sides begin to split, forming atoms at positions 3 and 4 along the [0−11] and [−10−1] direction. These two parts of atoms mainly flow to the inner and outer sides of the grinding groove, and repeated friction causes the accumulation of wear debris. Finally, the abrasive debris atoms on both sides are distributed to 5 positions, and the atomic displacement is in the direction of [11−1]. In this moment, there is no friction and extrusion of the grinding ball, these atoms begins to elastically recover and move to the inside of the grinding groove.
3.3. Grinding Groove Morphology and Defects
Figure 7 shows the depth of the grinding groove after three applications of friction. It can be seen that the depth of the grinding groove increases rapidly at the beginning of friction. When the grinding ball is rubbed from the initial position to 20 degrees, the depth of the grinding groove tends to be stable and fluctuating. This is because the grinding ball starts to press down, and the damage to the workpiece material increases continuously. In addition, during the first friction that the fluctuating amplitude of the grinding groove is larger, and the average depth is deeper than that of the last two frictions. The reason is during the first friction that the workpiece after fully relaxation at this time has no residual stress on the surface, which has less hindrance to the grinding ball and removes more material. Due to the influence of the grain boundary and the depth of the grinding groove changes in a wave shape, as shown in
Figure 7. This shows that the grain boundary has an obstructive effect on the movement of the grinding ball. The internal stress and the potential energy of the atoms at the grain boundary are higher than the internal [
27], which leads to the strengthening effect of the grain boundary in the workpiece [
28]. Herein, we move on to further analysis of the number of atoms of wear debris after repeated friction.
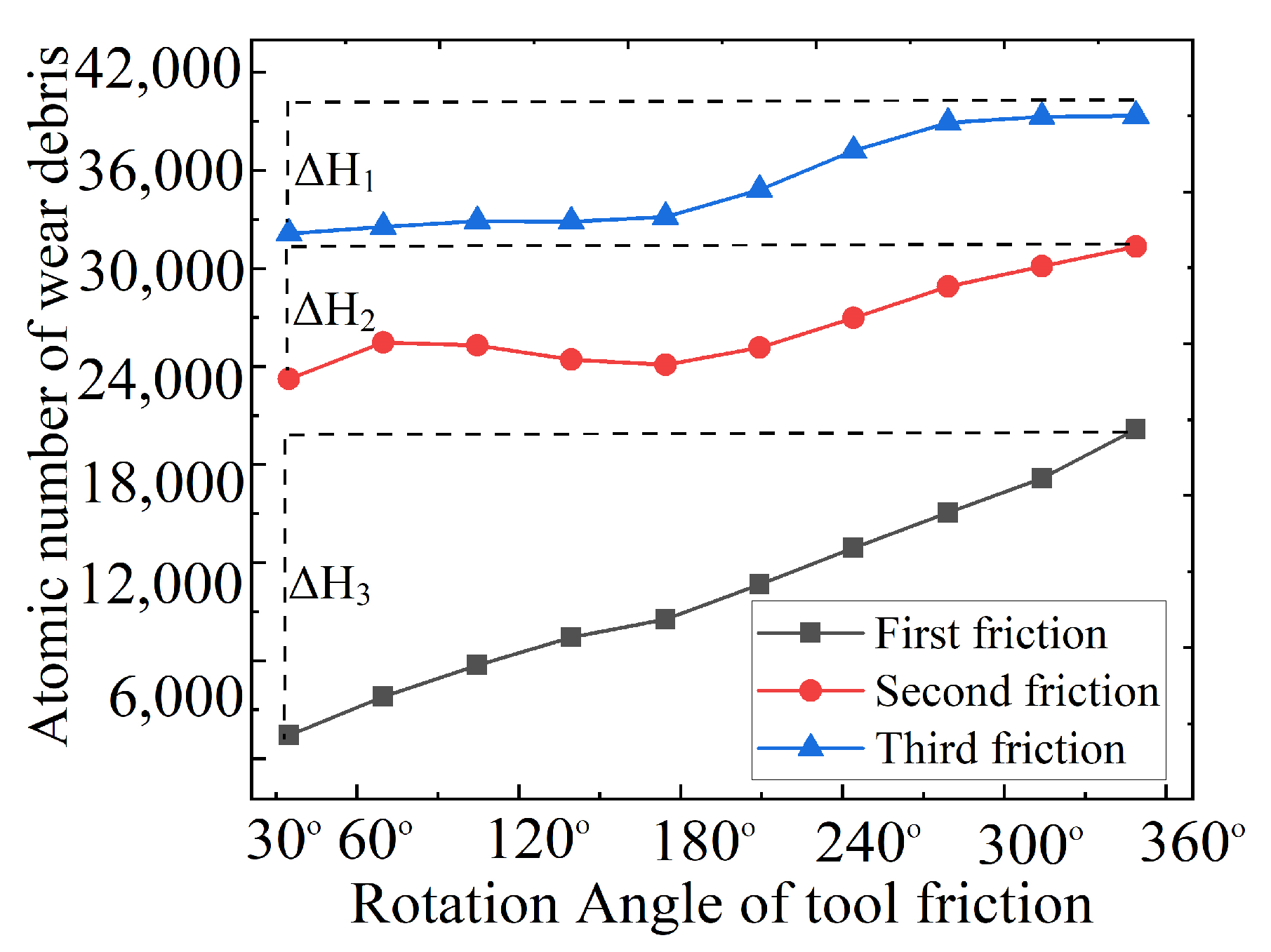
Figure 8 shows the number of wear debris atoms after three frictions. It can be observed from the figure that, after the grinding ball rubs the workpiece three times, the slopes of the three curves increase linearly and positively. In the first friction, the most debris atoms are removed, while in the repeated friction, the number of debris atoms decreases in turn. This is because the grinding ball and the workpiece are in saturation contact during the first friction, and the contact area between the grinding ball and the workpiece is larger, so more debris atoms are removed. When friction is repeated, more grinding heat is generated due to the first friction, which leads to deformation of the surface of the workpiece, and leaving residual stress on the surface layer, which increases its hardness. Therefore, the wear debris atoms during repeated friction decrease sequentially.
In order to explore the micro-change mechanism of the grain boundary on the formation of defects, this paper studies the nucleation change law of the internal defects of the workpiece when the grinding ball rubs to the grain boundary.
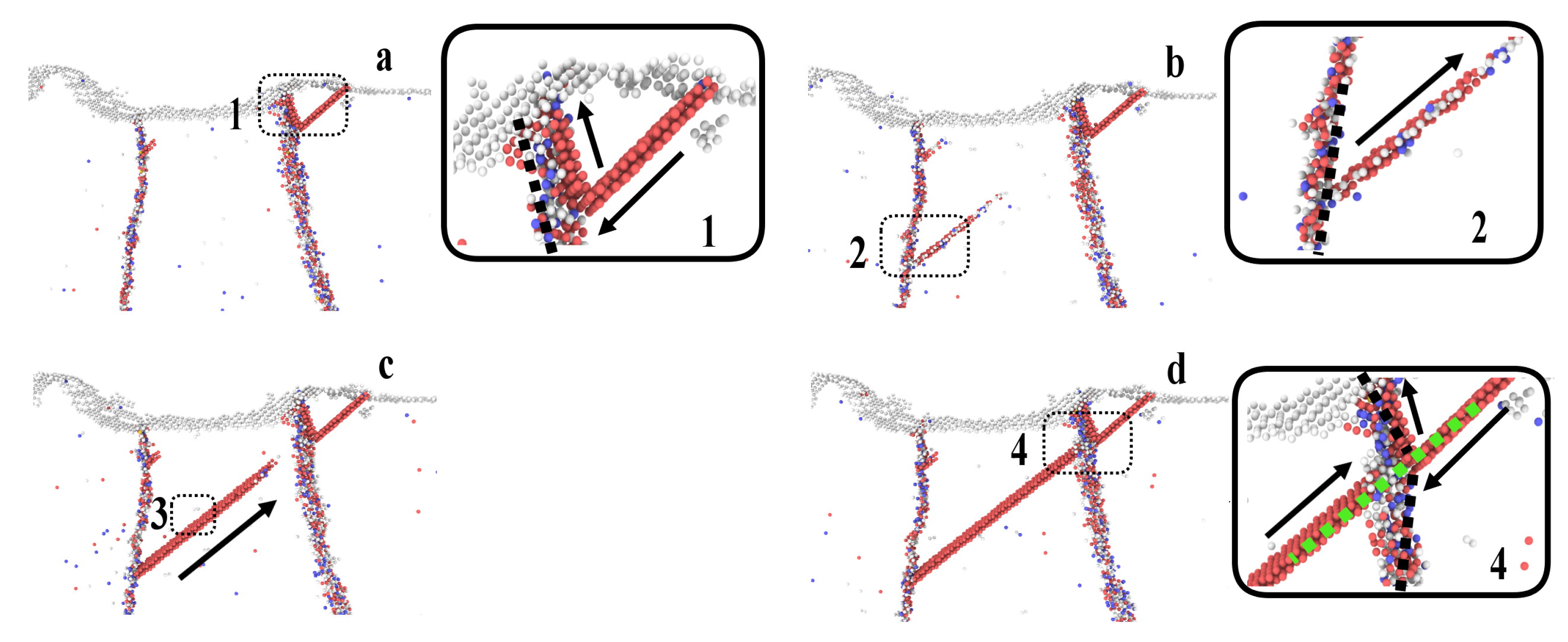
Figure 9 shows the process diagram of the grain boundary affecting defect nucleation. It can be seen in
Figure 9a that the nucleation defect begins under the surface of the workpiece (shown at position 1). With the friction of the grinding ball, the defect develops inward until it reaches the grain boundary interface, where the grain boundary blocks the expansion of dislocation slip, as shown by 1 in
Figure 9a. This is due to the strengthening effect of the grain boundary, and it forms a barrier to the development of stacking fault defects, so that the defects cannot pass through the grain boundary [
29]. However, a new defect is formed at the other side of the grain boundary, which is coplanar with the most slippery surface in the direction of the defect, as shown by 2 in
Figure 9b.
This is because with the friction of grinding ball that the internal energy of the workpiece increases continuously. Although the stacking fault defect at this point cannot pass through the grain boundary, the slip of the upper fault has, in fact, been extending and transferring energy forward, resulting in the formation of new stacking fault defects. The grain boundary on the left blocks the stacking fault defects again, which makes the reverse accumulation and extension increase at the grain boundary, as shown at 3 in
Figure 9c. Finally, the defects extend to the right grain boundary and that is destroyed when the energy collected by stacking faults is strong enough, as shown by 4 in
Figure 9d. A channel for releasing energy is formed and the energy inside the workpiece is released on the friction surface.
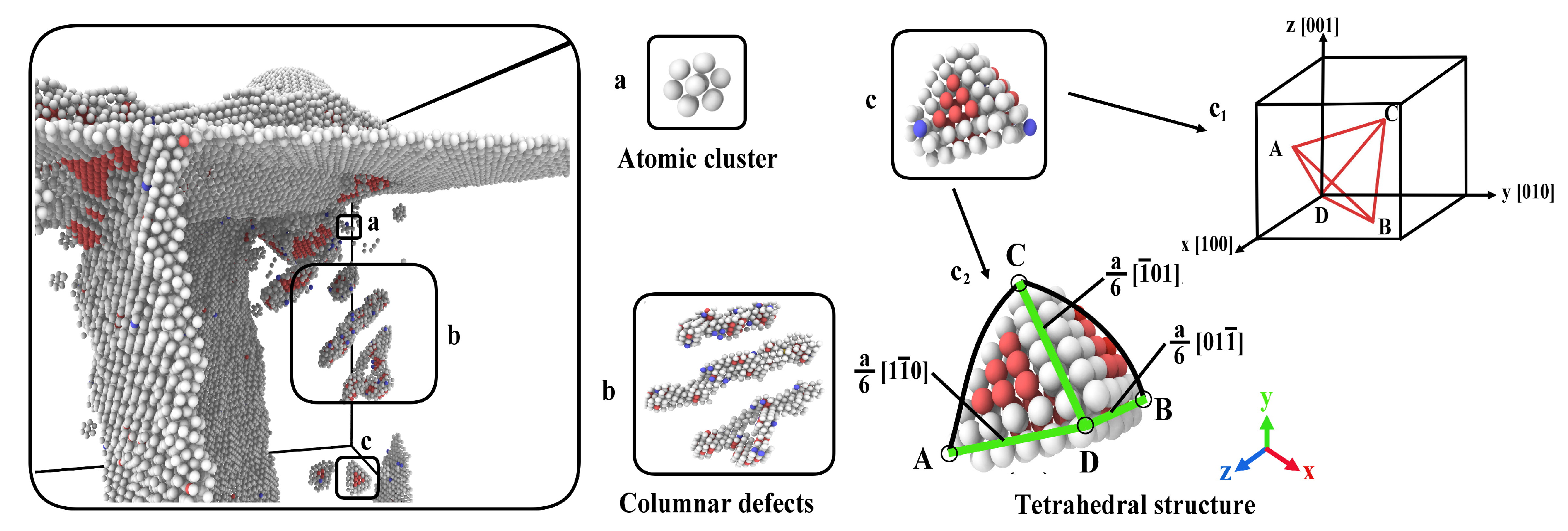
Figure 10 shows the different kinds of defects in the workpiece after the grinding ball rubs across the grain boundary. It can be seen from the
Figure 10a is an atomic cluster [
11],
Figure 10b is a columnar dislocation defect [
23], and
Figure 10c is the stacking fault tetrahedron [
25]. The reason is that with the increase of grinding heat caused by friction, the migration rate of atoms in the workpiece is accelerated and the defect atoms attract each other and stack tightly to form atomic clusters and columnar dislocation defects. In addition, the stored energy starts to release, which makes the dislocation defect move towards the friction surface. The subsurface stress drives the dislocation nucleation and finally induces the formation of stacking fault tetrahedron. Crystal planes (11−1), (1−11), (−111) and (111) are the four slip planes of FCC crystal, as shown in
Figure 10c1. The dislocations generated during friction mainly move on the four slip planes. With the development of friction, the tetrahedron does not change its shape and size because this special and complex defect structure has its own stability.
The defect atoms at the bottom of the grinding ball are important indicators that affect the quality of the subsurface.
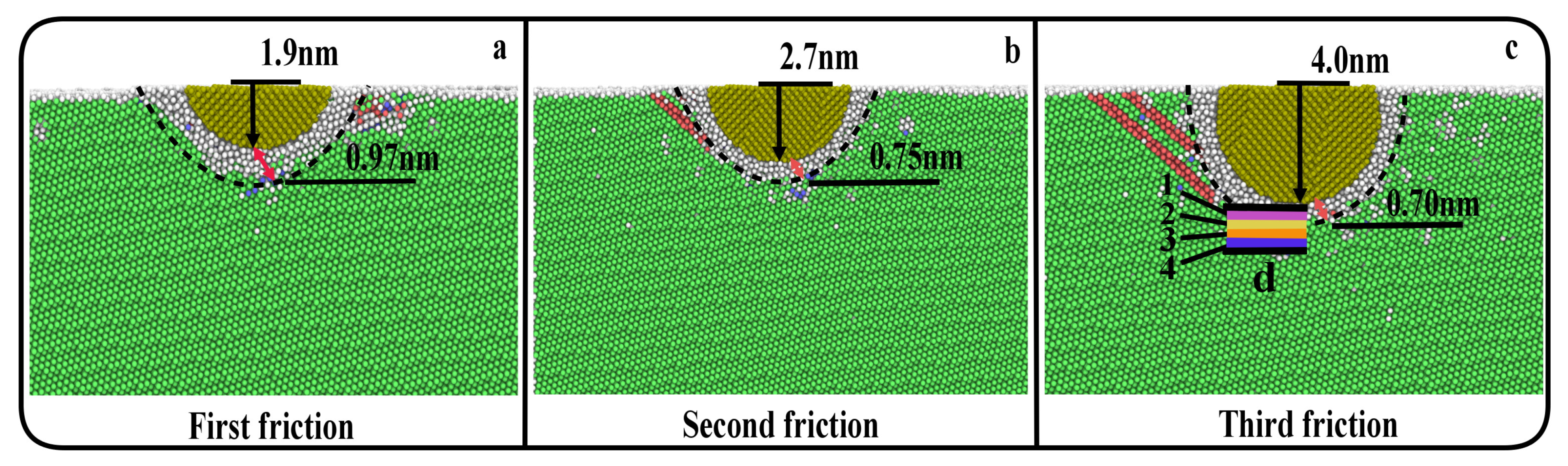
Figure 11 shows the cross section of grinding ball position after three times of friction. It can be observed from the figure that the depth of grinding ball is increasing, while the thickness of the metamorphic layer at the bottom decreases in turn. After the first two times of friction, the thickness of metamorphic layer changes greatly, but the latter two times change little. This is because when the grinding ball first rubs, there is no residual stress in the workpiece after relaxation and the degree of plastic damage of the workpiece is large. This results in a large range of defect layer at the bottom. The second and third friction is the repeated friction on the machined surface. Due to the phenomenon of cooling and hardening, a large amount of residual stress remains on the friction surface, which results in higher surface hardness and strong resistance to deformation. This hinders the movement of the grinding ball, so the defect thickness is further smaller.
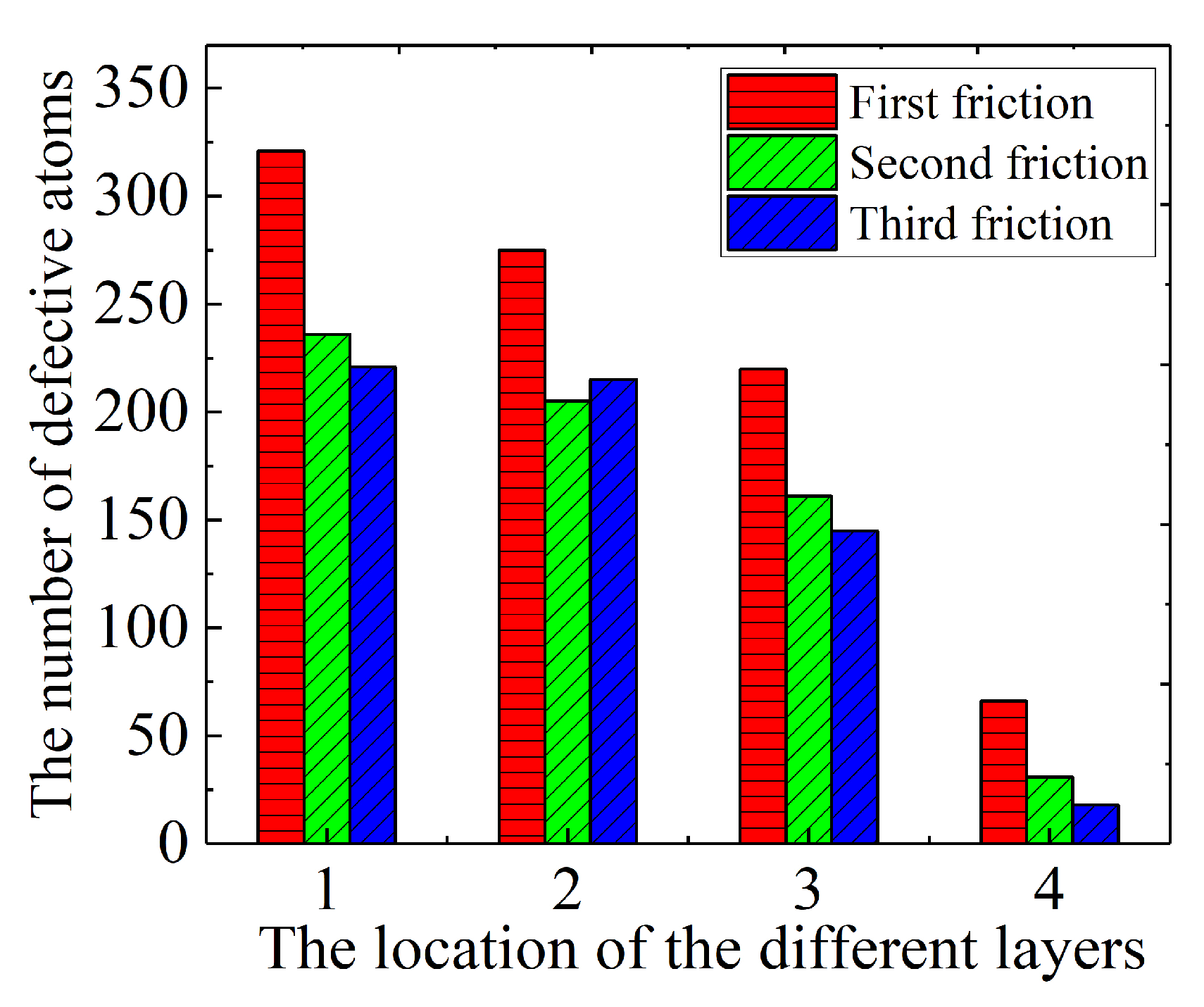
In order to further accurately analyze and judge the main location of subsurface defect atoms. Stratified statistics were made for the subsurface atoms after three frictions, as shown by d in
Figure 11c. It is divided into four layers and each layer with a thickness of 0.35 nm. The number of defect atoms in different layers is obtained, as shown in
Figure 12. It can be observed from the figure that the number of defective atoms at position 1 is the most and at layer 4 is the least. This is due to the temperature and energy produced in friction process are transferred to the higher layer 1, which has the largest damage degree, resulting in the most defective atoms. The atoms in layer 4 are far away from the grinding ball, so fewer defective atoms are generated. Moreover, in the same layer, the number of defect atoms produced by the first and second friction changes greatly, while the number of defect atoms produced by the last two friction changes little. When rubbing the workpiece just after relaxation for the first time, the damage to the workpiece atoms is large, resulting in more defective atoms generated. However, the last two frictions are repetitive frictions on the machined surface, and it can be seen that repeated friction causes less damage to the interior of the workpiece.
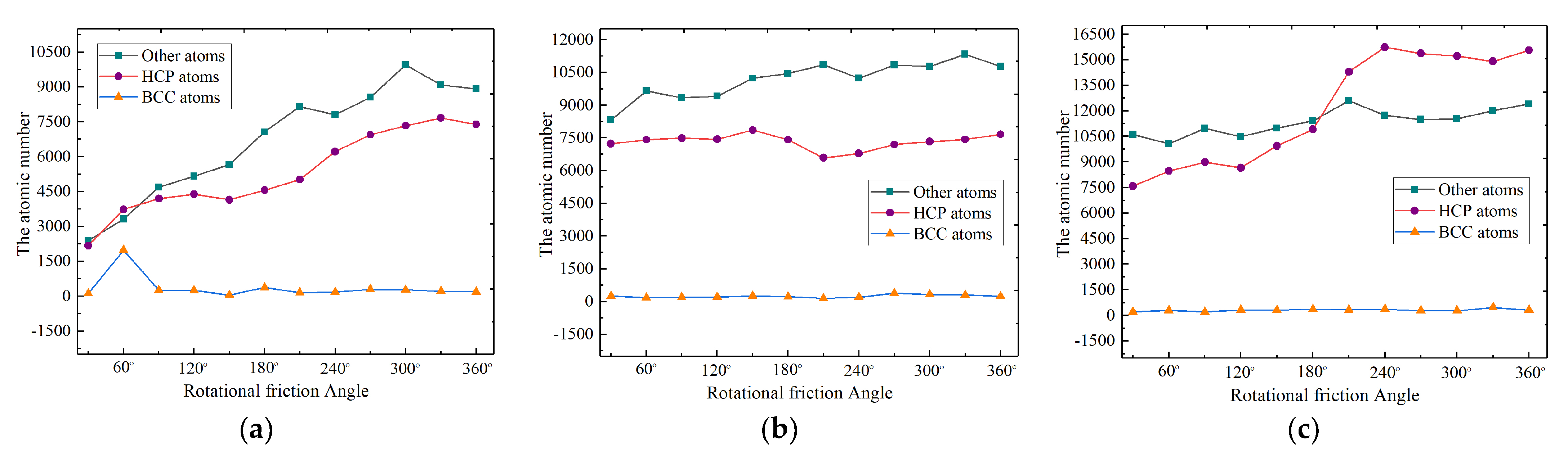
Figure 13 shows the number of HCP, BCC and other defects in the workpiece after three frictions. It can be seen from the figure that the number of HCP and other defect atoms increases rapidly in the first friction, and the number of defect atoms increases slowly and tends to fluctuate in the second friction. It is clear that, when the grinding ball rubs the workpiece for the first time, the damage to the interior of the workpiece is greater. The energy stored inside increases, which causes the frequency of atomic thermal motion to accelerate, resulting in the formation of more defective atoms inside. The next two frictions are repeated frictions, and at this time, the internal energy release of the workpiece reaches an equilibrium state. Hence, the internal damage of the workpiece is less when the friction is repeated. When the grinding ball rotates to 240 degrees in the third friction, the number of HCP atoms increases rapidly. This is because a large number of stacking faults are accumulated due to the hindering effect of the grain boundary, as shown in
Figure 13c. Corresponding to the previous
Figure 7, it can be seen that the depth of grinding groove gradually decreases.
3.4. Friction Characteristics of Different Grain Sizes
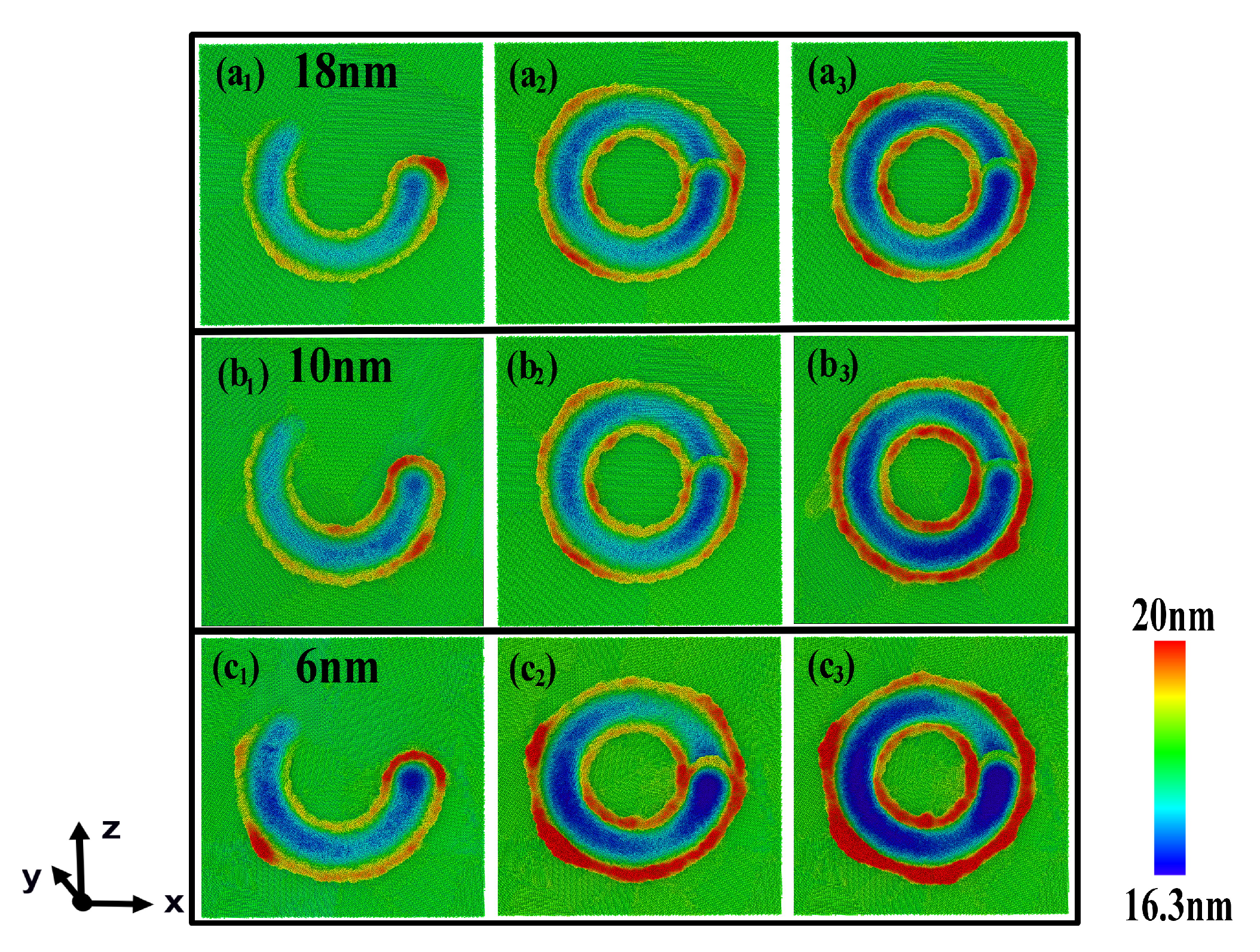
In order to further explore the changing characteristics when rubbing workpieces with different grain sizes, we color the displacement of the workpiece along the
Z direction, as shown in
Figure 14a1–c3. These are the surface topography of the workpiece, with grain size of 18 nm, 10 nm and 6 nm after three frictions, respectively. It can be seen that the grain size is 18 nm, the displacement of the chip atoms on the friction surface of the workpiece is large. When the grain size is 6 nm, the displacement of the atom becomes smaller.
This shows that as the grain size decreases during the friction process, the depth of the grinding groove gradually deepens. This is because the material softens as the grain size of polycrystalline nickel decreases [
30]. First, polycrystalline materials follow the Hall–Petch relationship [
31], leading to the hardening of polycrystalline materials. When the average grain size is below the critical value (approximately 15–25 nm for FCC metals), and the yield stress of the nanocrystalline material decreases with the decrease of the average grain size [
32]. Polycrystalline materials will follow the anti-Hall–Petch relationship, and further reduction of grain size will lead to material softening. In this article, the material with smaller grain size is used, so the material softens during the friction process.
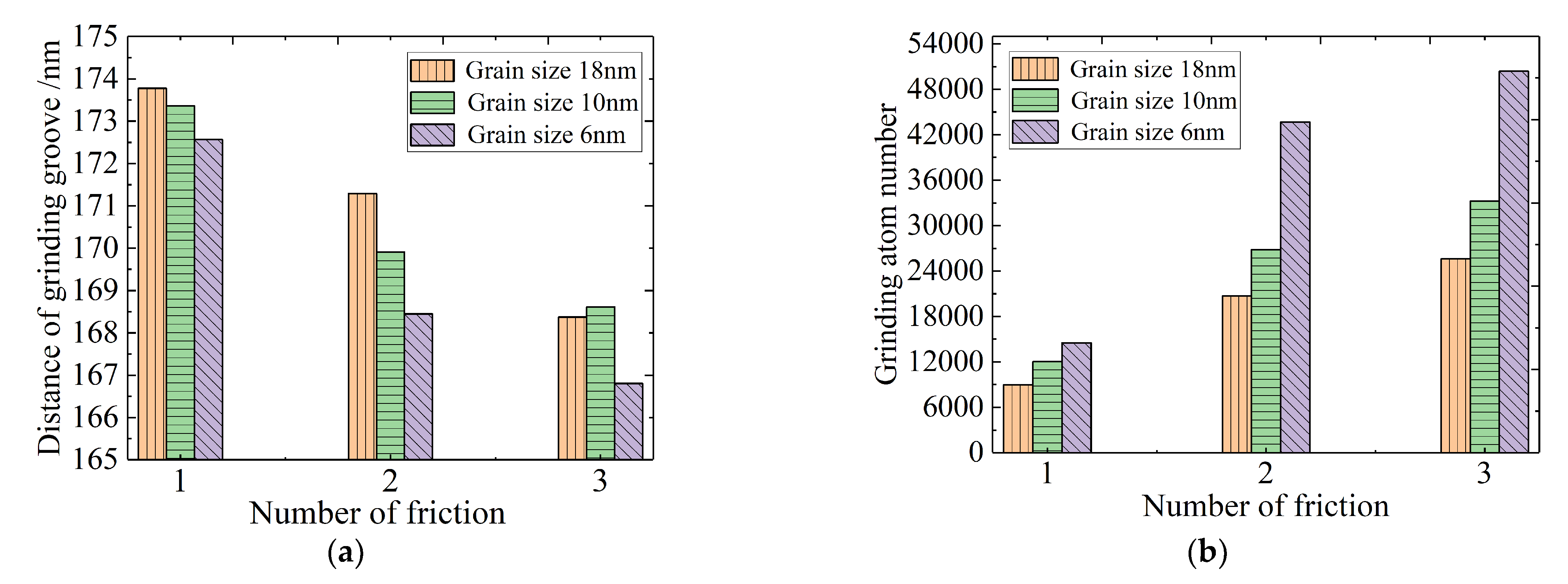
Figure 15 shows a bar graph of the depth of the grinding groove and the number of atoms of the discharged wear debris under different grain sizes. It can be seen from
Figure 15a that the height of the orange, green, and purple histograms decreases in sequence, and the same pattern appears in the second and third repeated frictions. Corresponding to the atomic number chart of abrasive debris discharged in
Figure 15b, the height of the three bar charts increases successively with the decrease of grain size. This shows that as the grain size decreases that the workpiece material tends to soften to a certain extent, and the friction causes the depth of the grinding groove to gradually deepen. Thus, the number of discharged debris atoms also increases. It is further verified that, with the decrease of grain size, polycrystalline materials follow a certain anti-Hall–Petch relationship [
31].
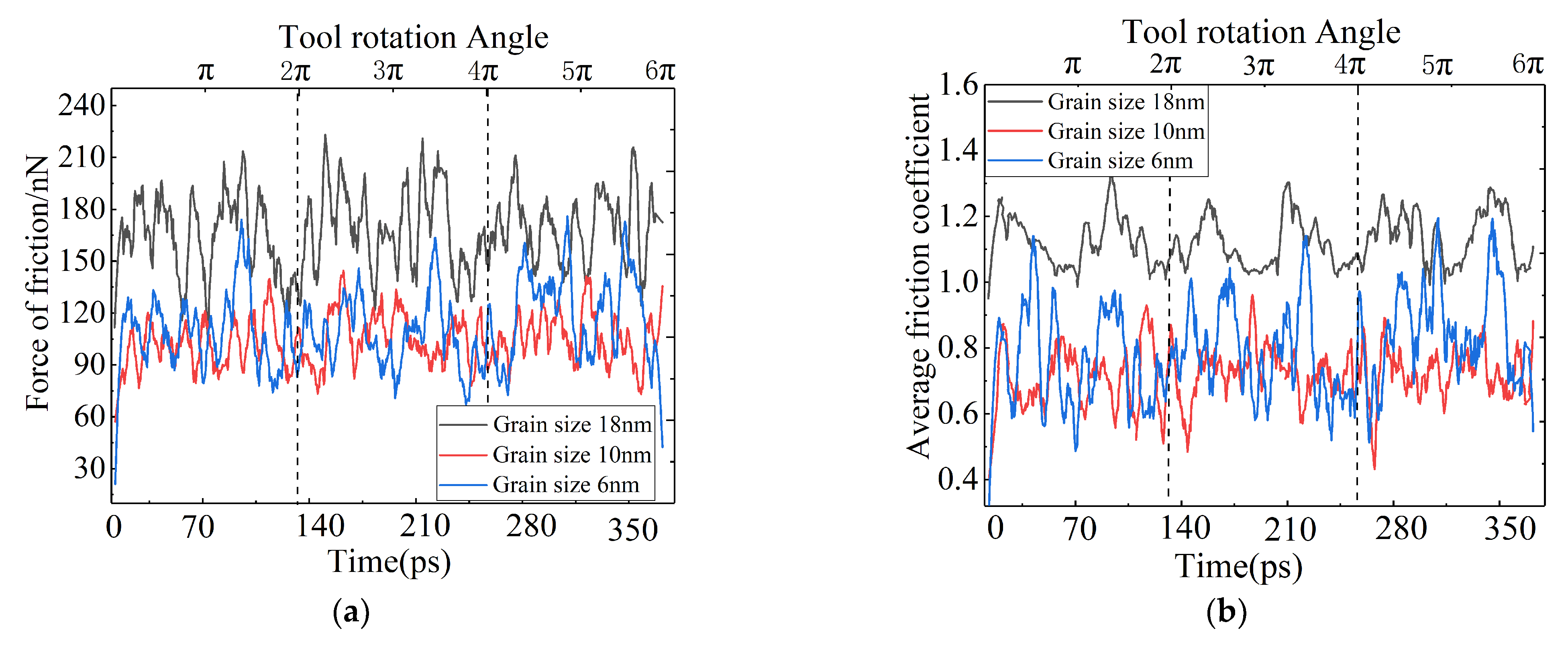
To further explore the changing law of frictional force and friction coefficient of workpieces with different grain sizes. In
Figure 16a,b graphs of frictional force and average friction coefficient of different grain sizes are shown, respectively. When the grain size is 18 nm, the frictional force is the largest and fluctuates around 165 nN, as shown in
Figure 16a. While the grain size is 6 nm, the frictional force is the least, and the curve fluctuates with high frequency and small amplitude. This is because as the grain size decreases and the workpiece material softens, resulting in the reduction of frictional force in the crystal. Due to the grain boundary hinders the movement of the grinding ball, which the friction force fluctuates with high frequency and small amplitude. Similarly, it can be seen in
Figure 16b that the average friction coefficient values of the three curves fluctuate around 1.15, 0.85, and 0.70, which shows that as the grain size decreases, the material softens, and the average friction coefficient also decreases. Due to crystal orientation of polycrystalline materials being different, the frictional force and friction coefficient fluctuates and oscillates. This is because when the direction of grinding ball movement is parallel to the direction of the crystal, and thus, the frictional force is small, leading to a smaller friction coefficient. When the friction direction is inconsistent with the crystal orientation, the movement of the grinding ball is hindered by the crystal orientation, which increases the frictional force and friction coefficient [
32,
33,
34]. This provides a theoretical basis for the study of the surface quality after different grain size friction and the wear force analysis of the grinding ball.
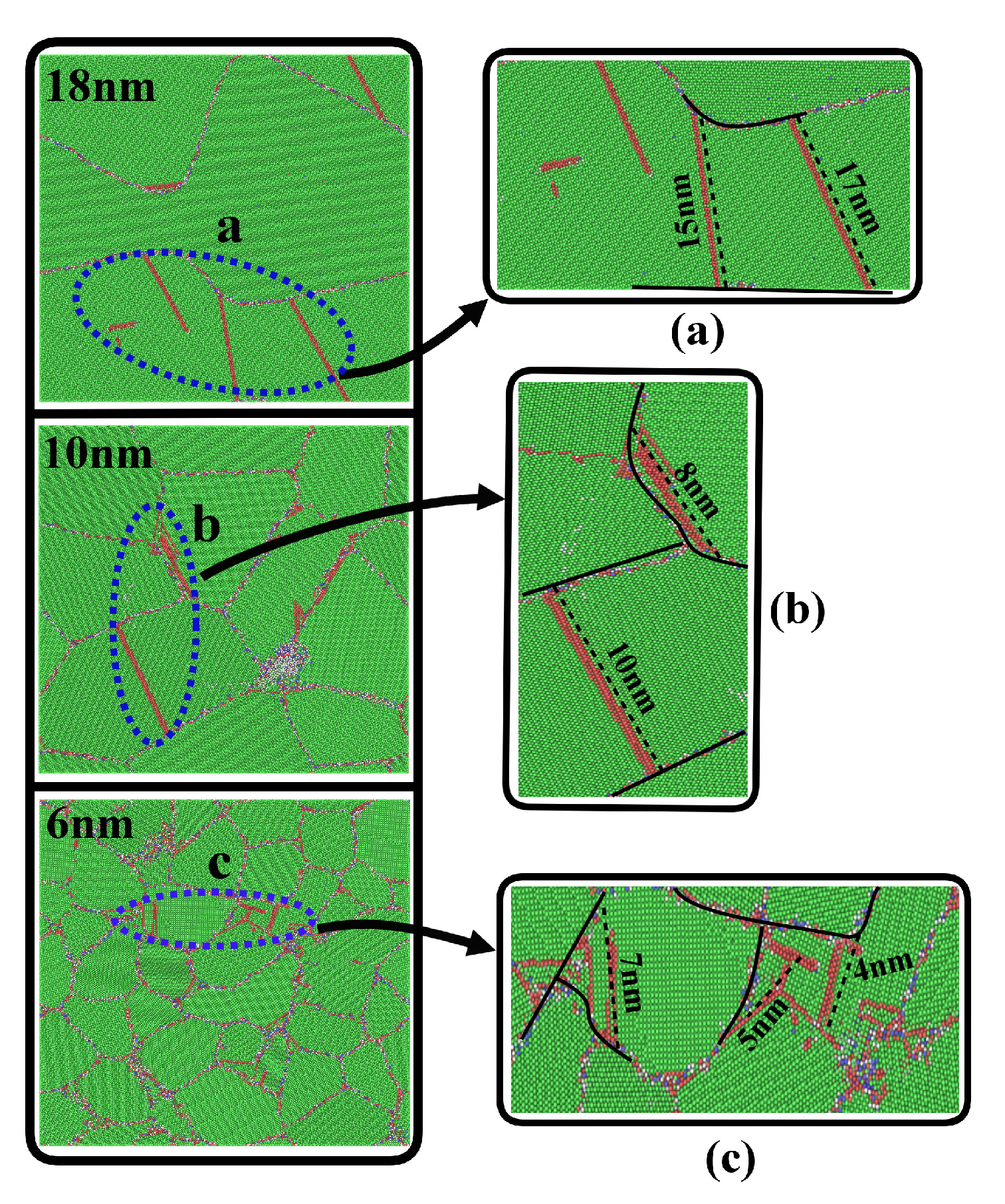
Figure 17 shows the internal damage diagram of the workopiece with different grain sizes. When the grain size is 18 nm, larger damage defects exist inside, as shown in
Figure 17a. Instead, the grain size is 10 and 6 nm, and the damage defects inside the crystal also gradually become smaller, as shown in
Figure 17b,c. However, it is mainly distributed between the grain boundary, which indicates that the smaller the grain size, the lesser the defect size inside the crystal. This is because in the process of dislocations being transferred inside the polycrystalline nickel matrix, there is a loosely distributed and disordered grain boundary structure in the polycrystalline nickel. The grain boundary structure can effectively hinder the dislocation structure expansion and absorb the energy generated in the friction process [
35]. Therefore, the range of nucleation expansion of dislocation is restricted, leading to the distribution of dislocation defects between grain boundaries of the polycrystalline nickel matrix.
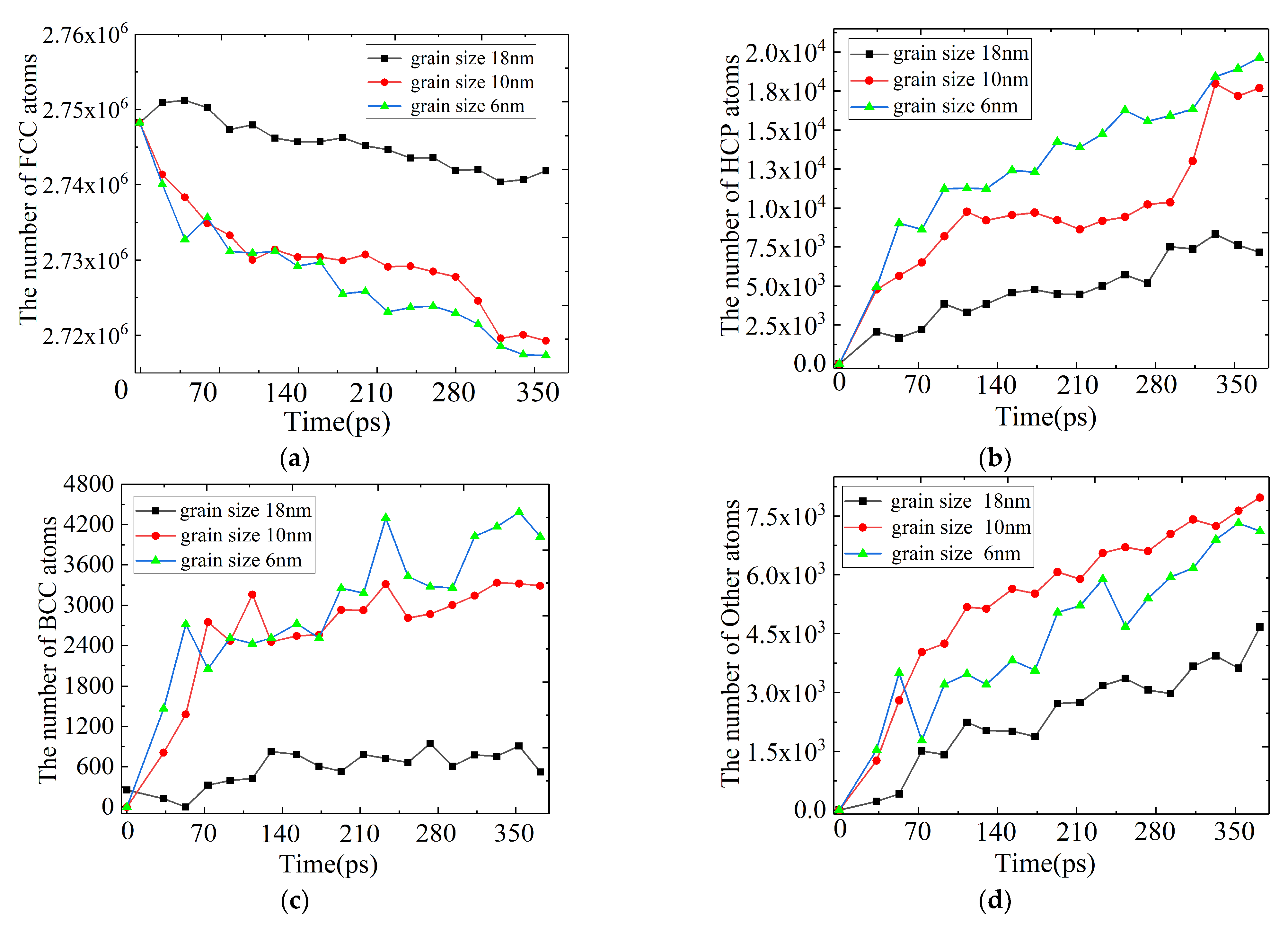
Figure 18a–d shows the changes in the number of FCC, BCC, HCP and amorphous defect atoms after third frictions. When rubbing a workpiece with a smaller grain size, it forms the largest number of body-centered cubic structure atoms and HCP atoms. In the workpiece with large grain size, the number of these atoms is small, and there is a big change in a certain stage. This is because when the grain size is small, the grain boundary structure inside the workpiece is more distributed, and the friction of the grinding ball causes the internal energy and temperature to increase. Due to the obstruction of the grain boundary, the migration of atoms is hindered, resulting in the formation of more defects at the grain boundary. In a workpiece with a large grain size, there is no obstruction by the grain boundary at this time, and larger dislocation defects will be generated during the friction process, resulting in an increase in the number of HCP atoms. According to the previous analysis, when the grain size is 10 nm, the friction workpiece material tends to soften. With the increase in the number of frictions, the friction and squeezing of the atoms of the workpiece further increases the energy and temperature of the internal atoms, which makes the atoms easy to be destroyed to form amorphous atoms, resulting in an increase in the generation of defects, and is positively correlated with the friction time step.























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}