
The Relationship between Cyclic Multi-Scale Self-Organized Processes and Wear-Induced Surface Phenomena under Severe Tribological Conditions Associated with Buildup Edge Formation


 ,
,  ,
,
Abstract
:1. Introduction
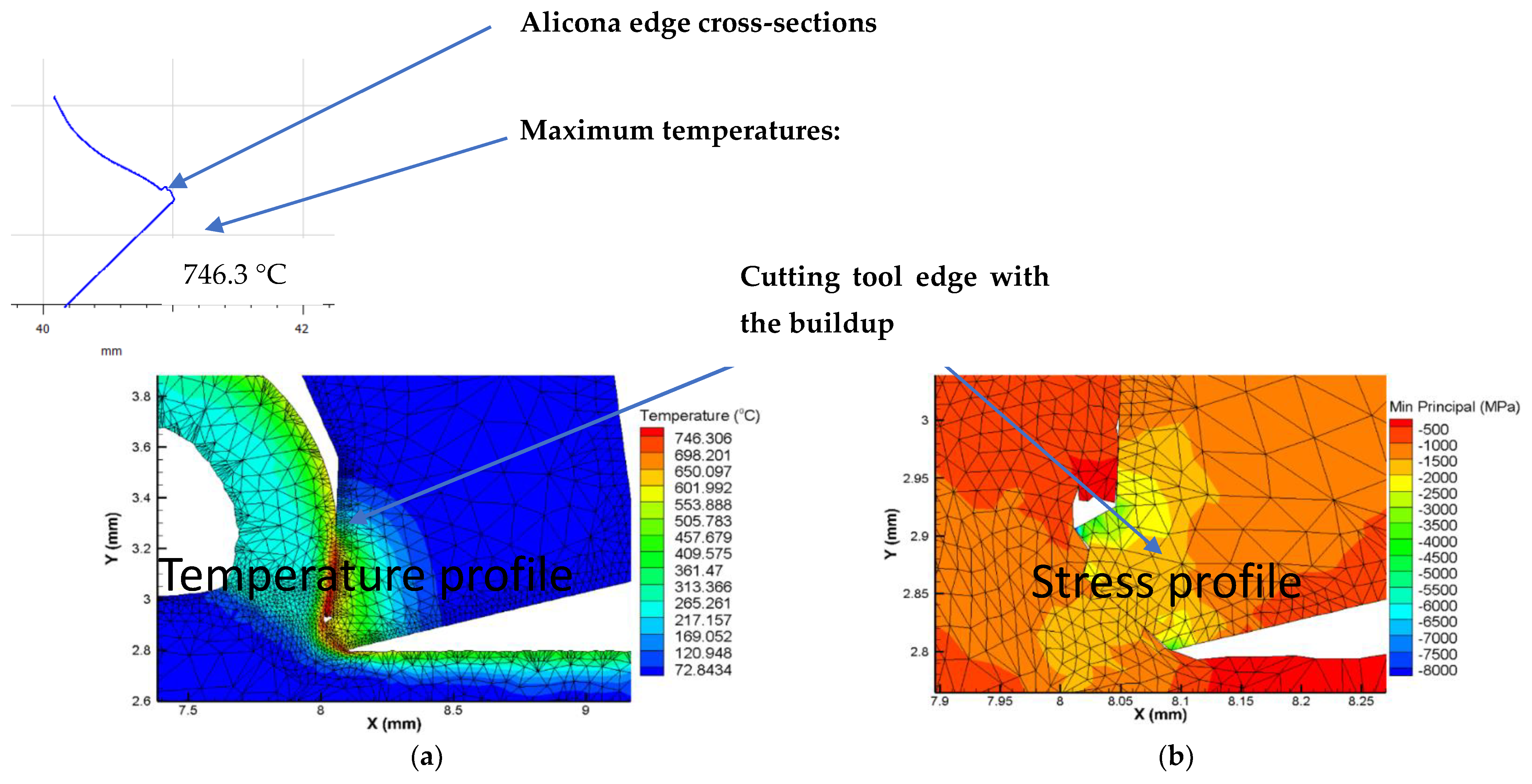
2. Finite Element Process Modeling
3. Materials and Methods
4. Results and Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Glansdorff, P.; Nicolis, G.; Prigogine, I. The thermodynamic stability theory of non-equilibrium states. Proc. Nat. Acad. Sci. USA 1974, 71, 197–199. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Fox-Rabinovich, G.S.; Totten, G. Self-Organization during Friction: Advance Surface Engineered Materials and Systems Design; CRC Press, Taylor and Francis Group: Boca Raton, NW, USA, 2006; pp. 3–450. [Google Scholar]
- Bak, P.; Tang, C.; Wiesenfeld, K. Self-organized criticality. Phys. Rev. A 1988, 38, 364. [Google Scholar] [CrossRef]
- Bak, P.; Tang, C. Earthquakes as a self-organized critical phenomenon. J. Geophys. Res. B 1989, 94, 15635–15637. [Google Scholar] [CrossRef] [Green Version]
- Bak, P. How Nature Works: The Science of Self-Organized Criticality; Springer: Berlin/Heidelberg, Germany, 1999; p. 155. [Google Scholar]
- Sekhar, J.A. The description of morphologically stable regimes for steady state solidification based on the maximum entropy production rate postulate. J. Mater. Sci. 2011, 46, 6172–6190. [Google Scholar] [CrossRef]
- Houls, G.T.; Puzkin, A.M. Constitutive Modelling of Granular Materials; Kolymbas, D., Ed.; Springer: Berlin/Heidelberg, Germany, 2000; pp. 319–331. [Google Scholar]
- Fox-Rabinovich, G.; Paiva, J.M.; Gershman, I.; Aramesh, M.; Covelli, D.; Yamamoto, K.; Dosbaeva, G.; Veldhuis, S. Control of self-organized criticality through adaptive behavior of nano-structured thin film coatings. Entropy 2016, 18, 290. [Google Scholar] [CrossRef] [Green Version]
- Fox-Rabinovich, G.; Kovalev, A.; Gershman, I.; Wainstein, D.; Aguirre, M.H.; Covelli, D.; Paiva, J.; Yamamoto, K.; Veldhuis, S. Complex behavior of nano-scale tribo-ceramic films in adaptive pvd coatings under extreme tribological conditions. Entropy 2018, 20, 989. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Kovalev, A.; Rashkovskiy, A.; Fox-Rabinovich, G.; Veldhuis, S.; Beake, B. Regularities of tribooxidation and damageability at the early stage of wear of single-layer (TiAlCrSiY)N and multilayer (TiAlCrSiY)N/(TiAlCr)N Coatings in the Case of High-Speed Cutting. Prot. Met. Phys. Chem. Surf. 2016, 52, 517–525. [Google Scholar] [CrossRef]
- Beake, B.D.; Ning, L.; Gey, C.; Veldhuis, S.C.; Komarov, A.; Weaver, A.; Khanna, M.; Fox-Rabinovich, G.S. Wear performance of different PVD coatings during hard wet end milling of H13 tool steel. Surf. Coat. Technol. 2015, 279, 118–125. [Google Scholar] [CrossRef]
- Fox-Rabinovich, G.S.; Kovalev, A.I.; Shuster, L.S.; Bokiy, Y.F.; Dosbayeva, G.K.; Wainstein, D.L.; Mishina, V.P. On characteristic features of alloying HSS-based deformed compound powder materials with consideration for tool self-organization at cutting. 2. Cutting tool friction control due to the alloying of the HSS-based deformed compound powder material. Wear 1998, 214, 279–286. [Google Scholar] [CrossRef]
- Plasson, R.; Kondepudi, D.K.; Bersini, H.; Commeyras, A.; Asakura, K. Emergence of homochirality in far-from-equilibrium systems: Mechanisms and role in prebiotic chemistry. Chirality 2007, 19, 589–600. [Google Scholar] [CrossRef]
- Landsberg, P.T. Stability and dissipation: Non-equilibrium phase transition in semiconductors. Eur. J. Phys. 1980, 1, 31. [Google Scholar] [CrossRef]
- Vidal, C.; Pacault, A. Non-Equilibrium Dynamics in Chemical Systems. In Proceedings of the International Symposium, Bordeaux, France, 3–7 September 1984. [Google Scholar]
- Steinchen-Sanfeld, A.; Sanfeld, A. Chemical and hydrodynamic stability of an interface with an autocatalytic reaction. Chem. Phys. 1973, 1, 156–160. [Google Scholar] [CrossRef]
- Petrov, V.; Gaspar, V.; Masere, J.; Showalter, K. Controlling chaos in the Belousov—Zhabotinsky reaction. Nature 1993, 361, 240–243. [Google Scholar] [CrossRef]
- Keener, J.P.; Tyson, J. Spiral waves in the belousov-zhabotinskii reaction. Phys. D Nonlinear Phenom. 1986, 21, 2–3. [Google Scholar] [CrossRef]
- Glezer, M.; Permyakova, I.E. Melt-Quenched Nanocrystals, Melt-Quenched Nano-Crystals; CRC Press, Taylor and Francis Group: Boca Raton, NW, USA, 2013; p. 327. [Google Scholar]
- Glezer, A.M.; Tomchuk, A.A.; Sundeev, R.V.; Gorshenkov, M.V. Two-phase model of the structure formed upon severe plastic deformation in α-Fe and FeNi alloy. Mater. Lett. 2015, 161, 360–364. [Google Scholar] [CrossRef]
- Tu, L.; Liu, X.; Wua, F.; Zhang, H. Excitation energy migration dynamics in upconversion nanomaterials. Chem. Soc. Rev. 2015, 6, 1331–1345. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Henner, V.K.; Yukalov, V.I.; Kharebov, P.B.; Yukalova, E.P. Collective spin dynamics in magnetic nanomaterials. J. Phys. Conf. Ser. 2008, 129, 012015. [Google Scholar] [CrossRef]
- Fichter, L.S.; Pyle, E.J.; Whitmeyer, S.J. Expanding evolutionary theory beyond darwinism with elaborating, self-organizing, and fractionating complex evolutionary systems. J. Geosci. Educ. 2018, 58, 58–64. [Google Scholar] [CrossRef]
- Awazu, A.; Kaneko, K. Self-organized criticality of a catalytic reaction network under flow. Phys. Rev. E 2009, 80, 010902. [Google Scholar] [CrossRef] [Green Version]
- Cross, M.C.; Hohenberg, P.C. Pattern formation outside of equilibrium. Rev. Mod. Phys. 1993, 65, 851. [Google Scholar] [CrossRef] [Green Version]
- Kostetskaya, N.B. Mechanism of deformation, failure and debris forming in mechanical and chemical friction. J. Frict. Wear 1990, 11, 108–154. [Google Scholar]
- Wright, P.; Trent, E. Metal Cutting, 4th ed.; Butterworth-Heinemann: Boston, MA, USA, 2000; pp. 237–238. [Google Scholar]
- Kabaldin, Y.G.; Kojevnikov, N.V.; Kravchuk, K.V. HSS cutting tool wear resistance study. J. Frict. Wear 1990, 11, 130–135. [Google Scholar]
- Fox-Rabinovich, G.S.; Gershman, I.S.; Yamamoto, K.; Biksa, A.; Veldhuis, S.C.; Beake, B.D.; Aguirre, M.H.; Kovalev, A.I. Self-organization during friction in complex surface engineered tribosystems. Entropy 2010, 12, 275–288. [Google Scholar] [CrossRef]
- Gershman, S.; Bushe, N.A. Elements of Thermodynamics and Self-Organization during Friction. In Self-Organization during Friction: Advance Surface Engineered Materials and Systems Design; Fox-Rabinovich, G.S., Totten, G., Eds.; CRC Press, Taylor and Francis Group: Boca Raton, NW, USA, 2006; pp. 14–56. [Google Scholar]
- Liu, C.; Goel, S.; Llavori, I.; Stolf, P.; Giusca, C.L.; Zabala, A.; Kohlscheen, J.; Paiva, J.M.; Endrino, J.L.; Veldhuis, S.C.; et al. Benchmarking of several material constitutive models for tribology, wear, and other mechanical deformation simulations of Ti6Al4V. J. Mech. Behav. Biomed. Mater. 2019, 97, 126–137. [Google Scholar] [CrossRef]
- He, Q.; Paiva, J.M.; Kohlscheen, J.; Beake, B.D.; Veldhuis, S.C. An integrative approach to coating/carbide substrate design of CVD and PVD coated cutting tools during the machining of austenitic stainless steel. Ceram. Int. 2020, 46, 5149–5158. [Google Scholar] [CrossRef]
- Kopezky, C.V.; Andreeva, A.V.; Sukhomlin, G.D. Multiple twinning and specific properties of Σ = 3n boundaries in FCC crystals. Acta Metall. Mater. 1991, 39, 1603–1615. [Google Scholar] [CrossRef]
- Aouadi, S.M.; Gao, H.; Martini, A.; Muratore, C. Lubricious oxide coatings for extreme temperature applications: A review. Surf. Coat. Technol. 2014, 257, 266–277. [Google Scholar] [CrossRef]
- Sánchez-Muñoz, L.; García-Guinea, J.; Beny, J.M.; Rouer, O.; Campos, R.; Sanz, J.; De Moura, O.J. Mineral self-organization during the orthoclase-microcline transformation in a granite pegmatite. Eur. J. Miner. 2008, 20, 439–446. [Google Scholar] [CrossRef]
- Shoja, S.; Mortazavi, N.; Lindahl, E.; Norgren, S.; Bäcke, O.; Halvarsson, M. Microstructure investigation of textured CVD alumina coatings. Int. J. Refract. Met. Hard Mater. 2020, 87, 105125. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material Properties | |||
|---|---|---|---|
| Property | Workpiece | Tool | Alumina |
| Thermal conductivity (W/m °C) | 17 | 58 | 12 |
| Heat Capacity (J/kg °C) | 500 | 205 | 451 |
| Density (kg/m3) | 8000 | 15,700 | 3980 |
| Elastic Modulus (GPa) | 195 | 640 | 413 |
| Poisson Ratio | 0.27 | 0.21 | 0.33 |
| Coolant Properties | |||
| Density (kg/m3) | 2800 | - | |
| Heat Transfer Coefficient (W/m2 K) | 10,000 | - | |
| Coolant type | Flood | - | |
| Coolant Initial Temperature (°C) | 20 | - | |
| Friction | |||
| Friction Coefficient | 0.5 | - | |
| Cutting Data | ||||||
|---|---|---|---|---|---|---|
| Machining Operation | Cutting Tool | Workpiece Material | Hardness HRC | Speed m/min | Feed mm/rev | Depth of Cut mm |
| Semi-finish turning, Wet machining | Kennametal CNMG 120408 Grade KCM25 turning inserts | Stainless Steel (UNS S 30400) | 20–22 | 320 | 0.2 | 1 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fox-Rabinovich, G.; Gershman, I.S.; Locks, E.; Paiva, J.M.; Endrino, J.L.; Dosbaeva, G.; Veldhuis, S. The Relationship between Cyclic Multi-Scale Self-Organized Processes and Wear-Induced Surface Phenomena under Severe Tribological Conditions Associated with Buildup Edge Formation. Coatings 2021, 11, 1002. https://doi.org/10.3390/coatings11081002
Fox-Rabinovich G, Gershman IS, Locks E, Paiva JM, Endrino JL, Dosbaeva G, Veldhuis S. The Relationship between Cyclic Multi-Scale Self-Organized Processes and Wear-Induced Surface Phenomena under Severe Tribological Conditions Associated with Buildup Edge Formation. Coatings. 2021; 11(8):1002. https://doi.org/10.3390/coatings11081002
Chicago/Turabian StyleFox-Rabinovich, German, Iosif S. Gershman, Edinei Locks, Jose M. Paiva, Jose L. Endrino, Goulnara Dosbaeva, and Stephen Veldhuis. 2021. "The Relationship between Cyclic Multi-Scale Self-Organized Processes and Wear-Induced Surface Phenomena under Severe Tribological Conditions Associated with Buildup Edge Formation" Coatings 11, no. 8: 1002. https://doi.org/10.3390/coatings11081002
APA StyleFox-Rabinovich, G., Gershman, I. S., Locks, E., Paiva, J. M., Endrino, J. L., Dosbaeva, G., & Veldhuis, S. (2021). The Relationship between Cyclic Multi-Scale Self-Organized Processes and Wear-Induced Surface Phenomena under Severe Tribological Conditions Associated with Buildup Edge Formation. Coatings, 11(8), 1002. https://doi.org/10.3390/coatings11081002