Experimental Study on Tool Wear and Delamination in Milling CFRPs with TiAlN- and TiN-Coated Tools



Abstract
1. Introduction
2. Materials and Methods
3. Results and Discussion
3.1. Analysis of Tool Wear
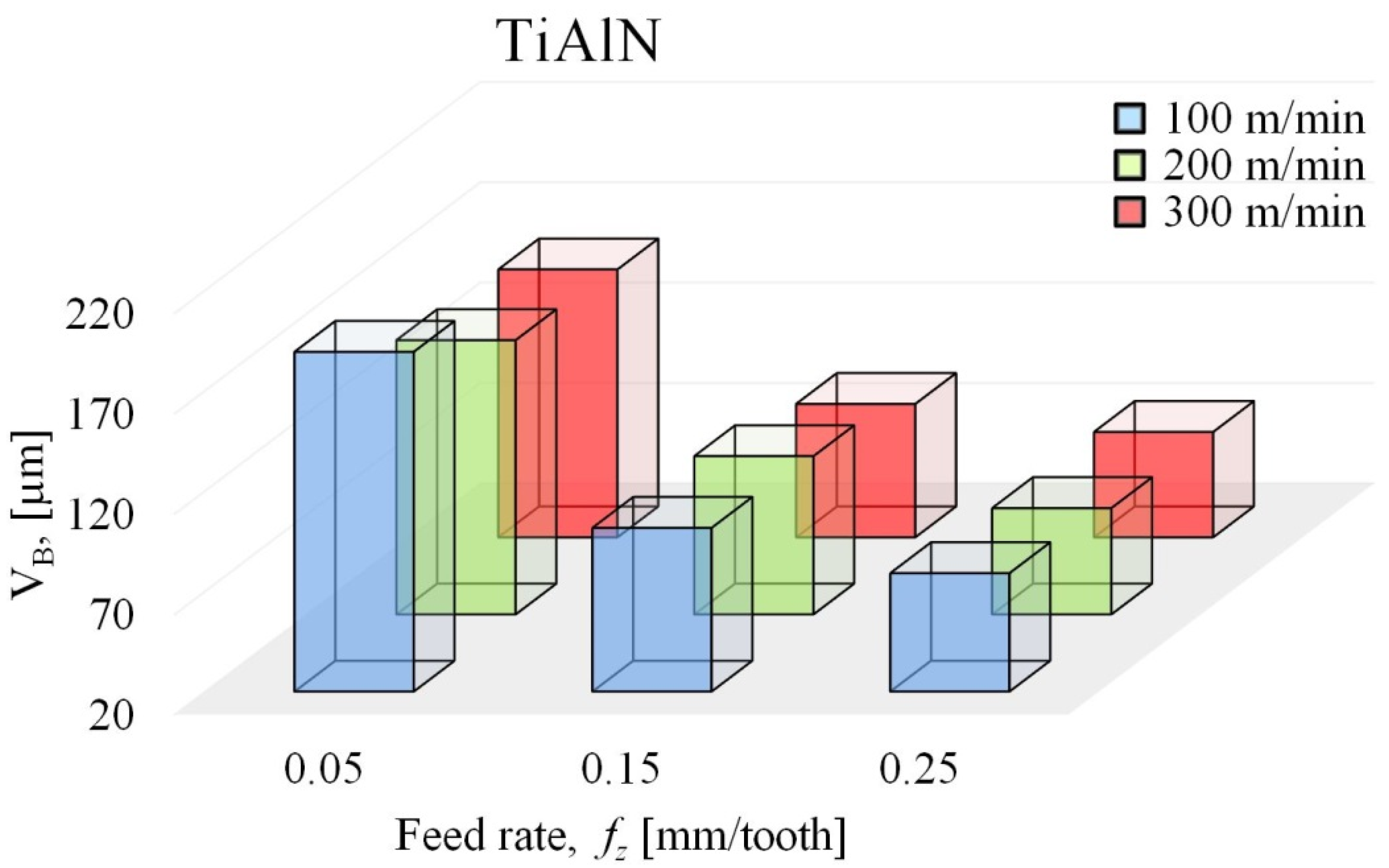
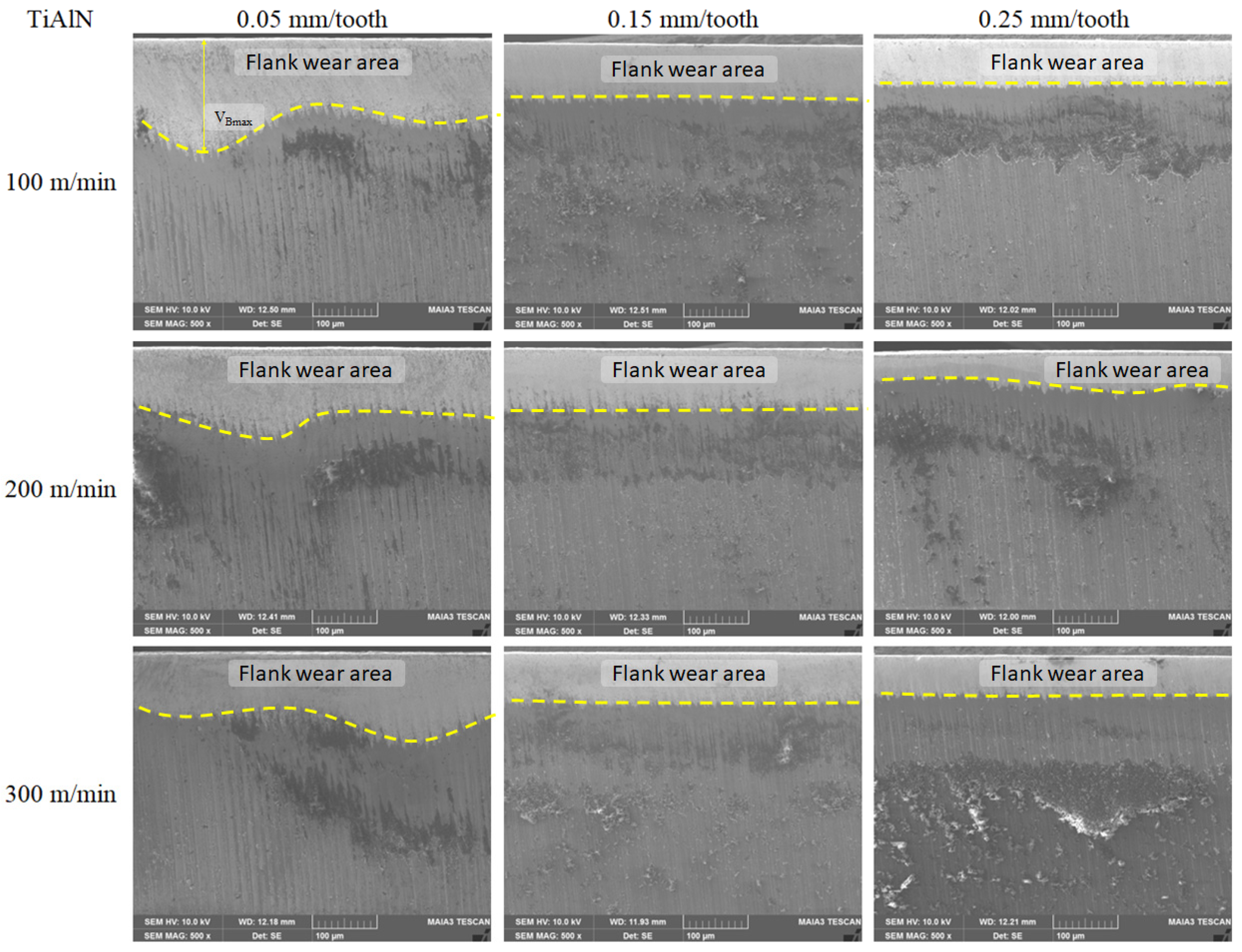
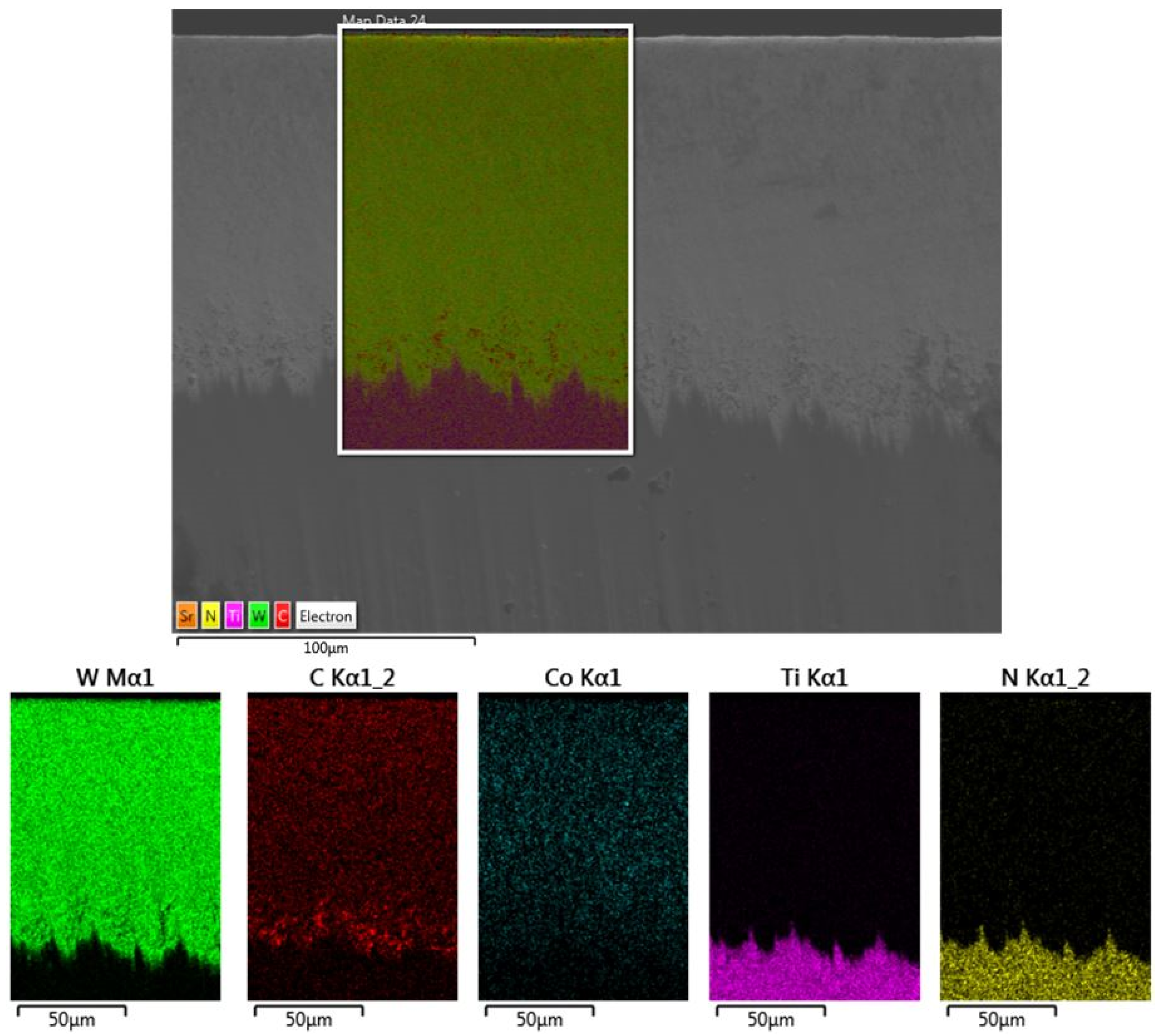
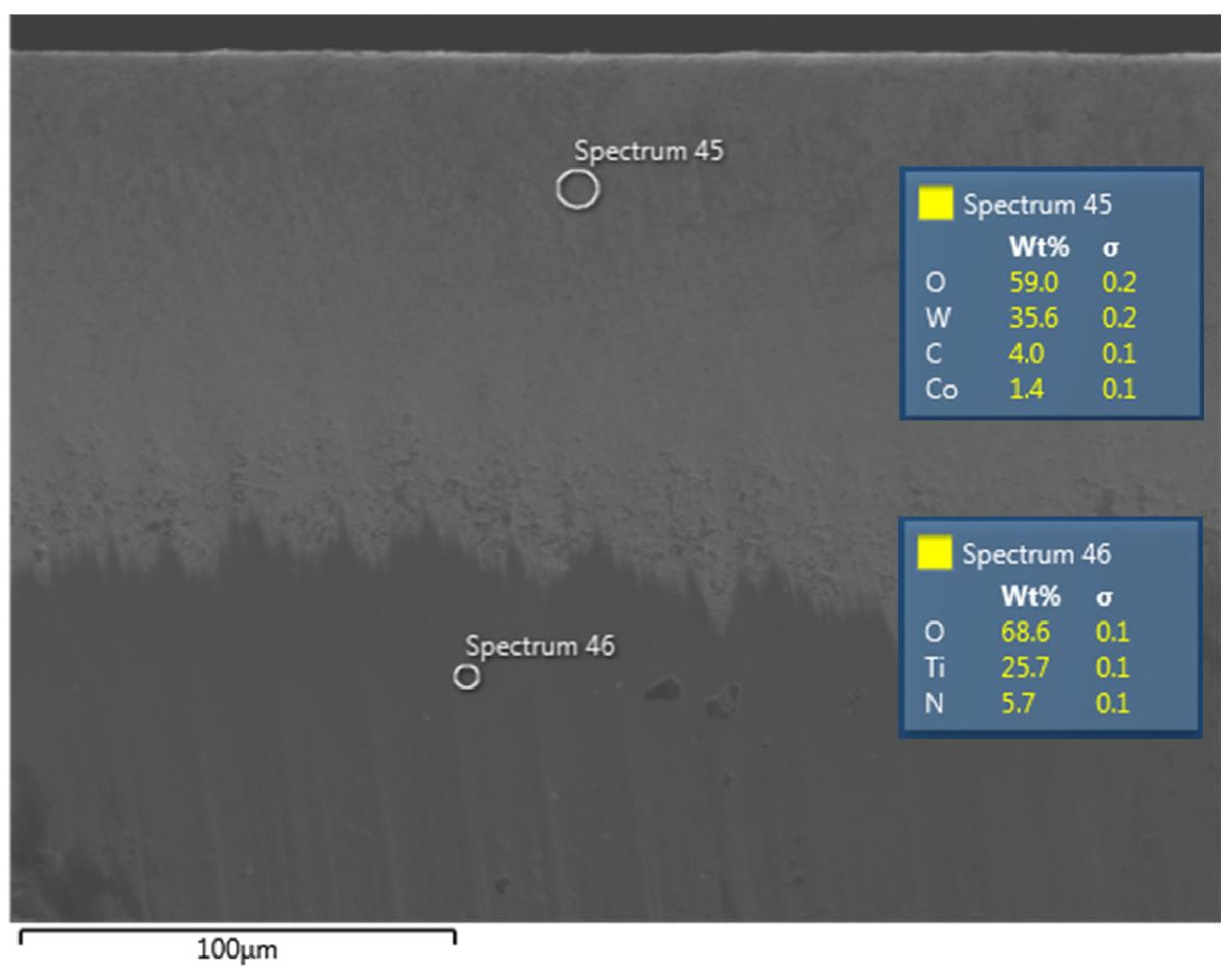
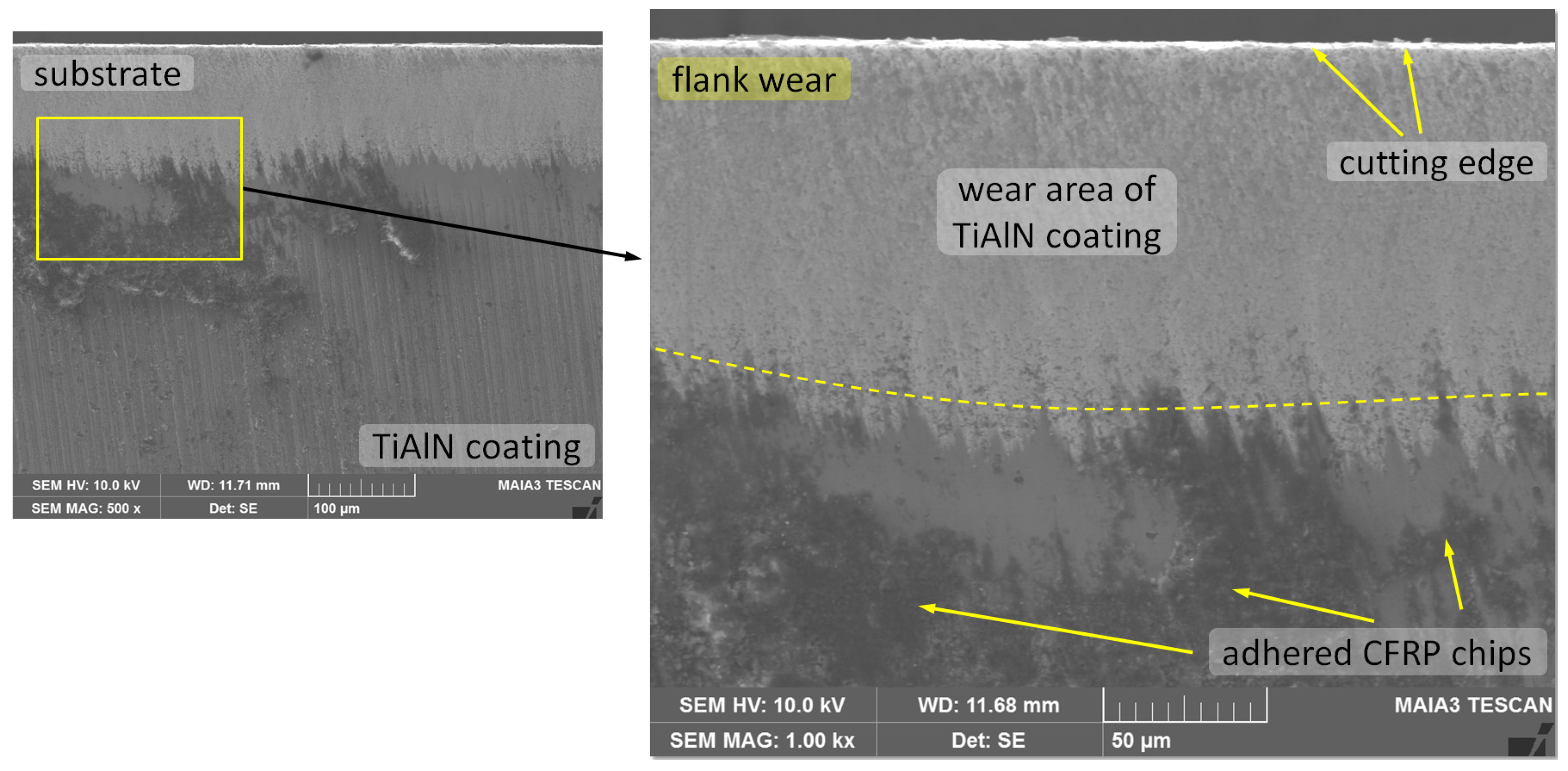
3.1.1. TiAlN-Coated Tools
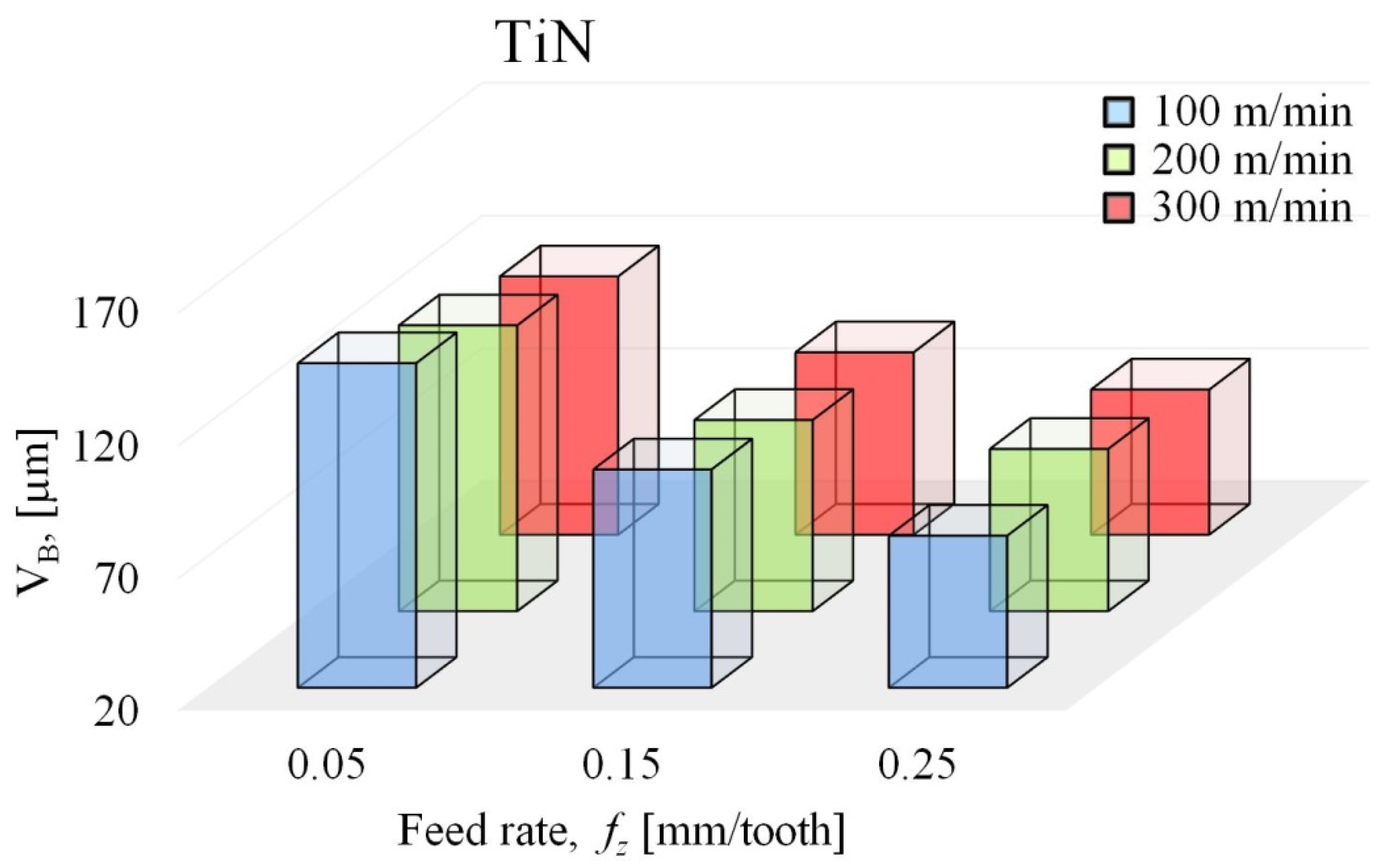
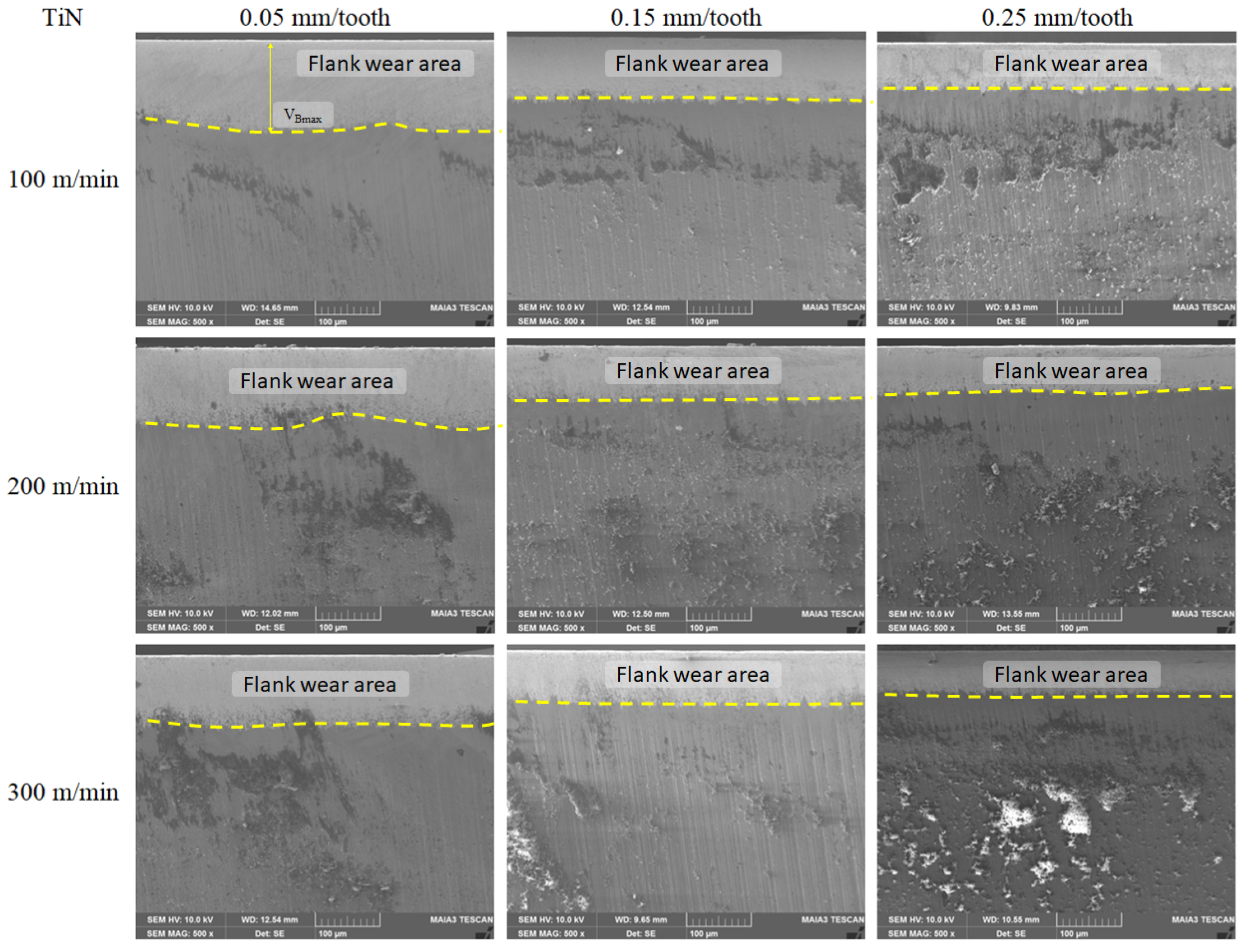
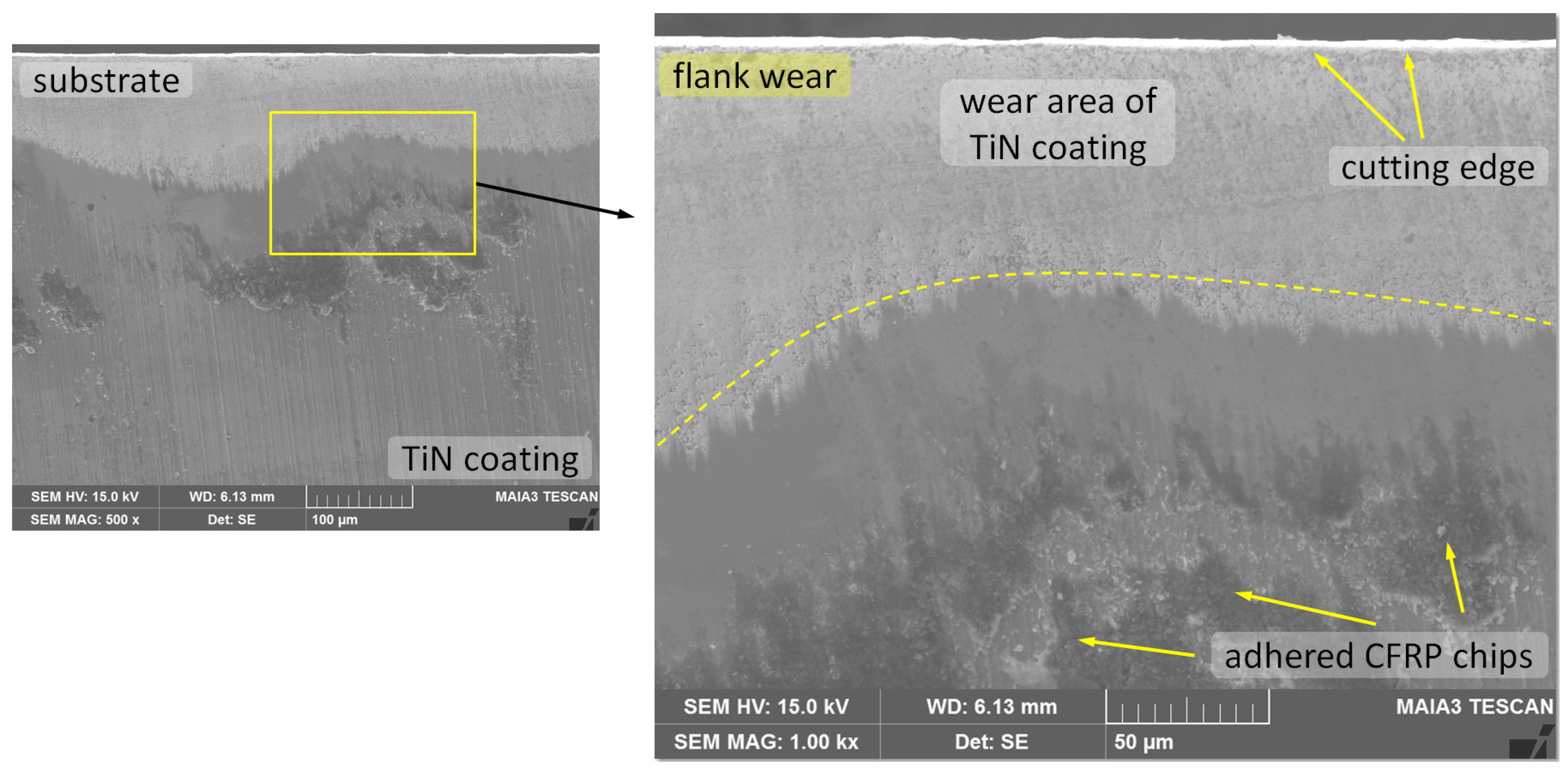
3.1.2. TiN-Coated Tools
3.2. Analysis of Delamination Damage Mechanism on TiAlN- and TiN-Coated Tools
4. Conclusions
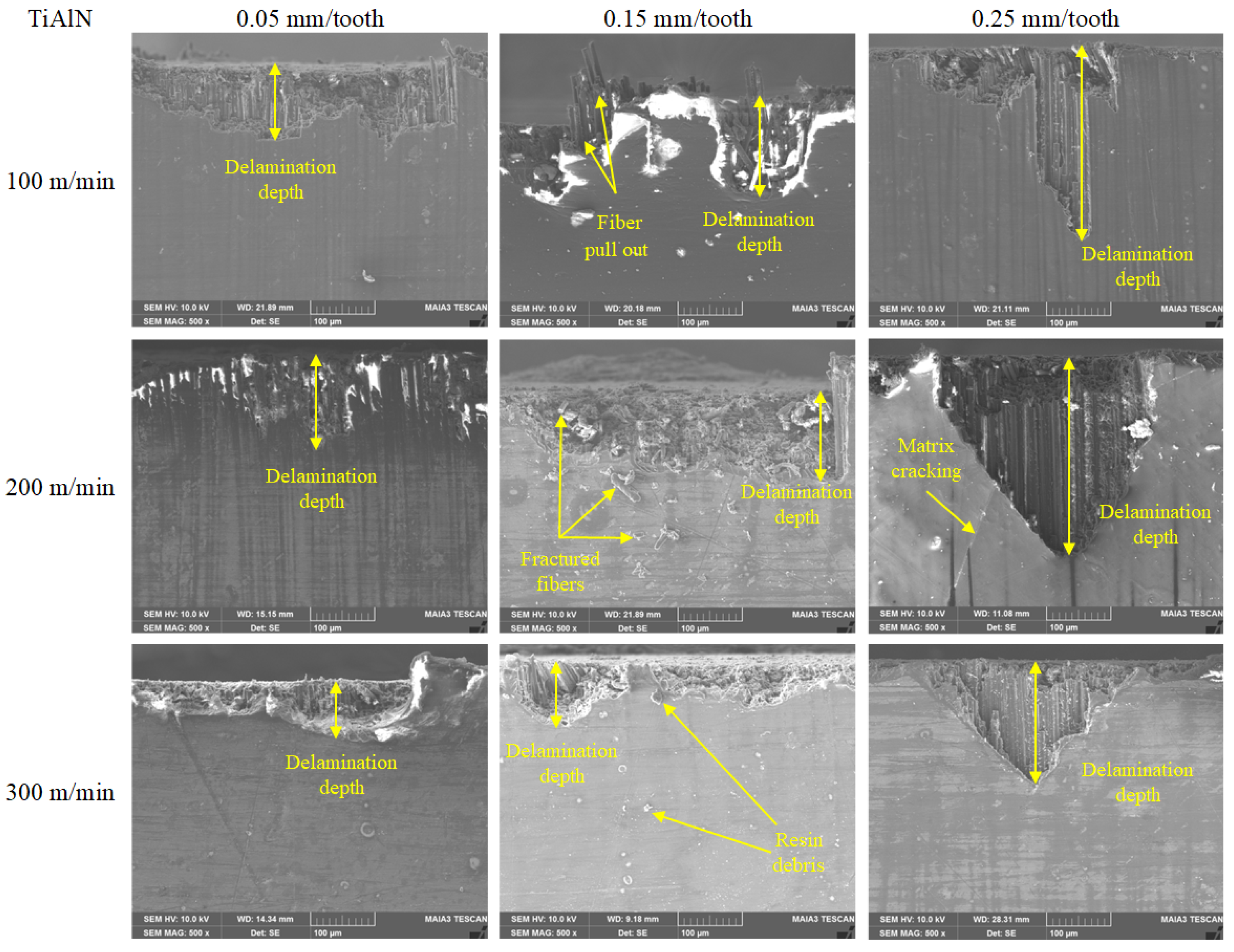
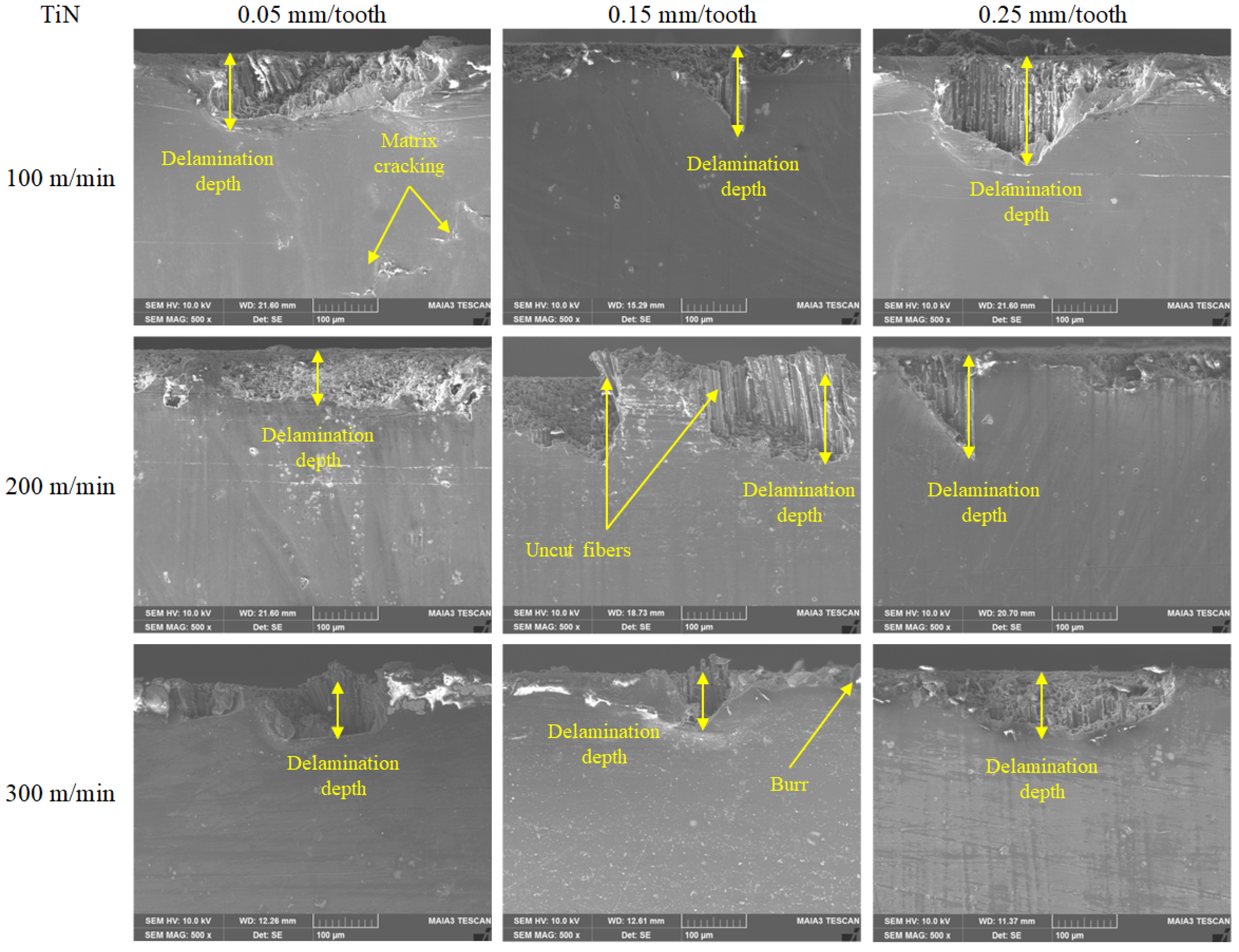
- As reported in various studies, failures, such as delamination, tool wear, fiber pull-out, uncut fibers and thermal damage, occur during the machining of CFRPs. When compared with other related works, such in-depth microstructural investigation of these failures has been carried out for the first time in the present study.
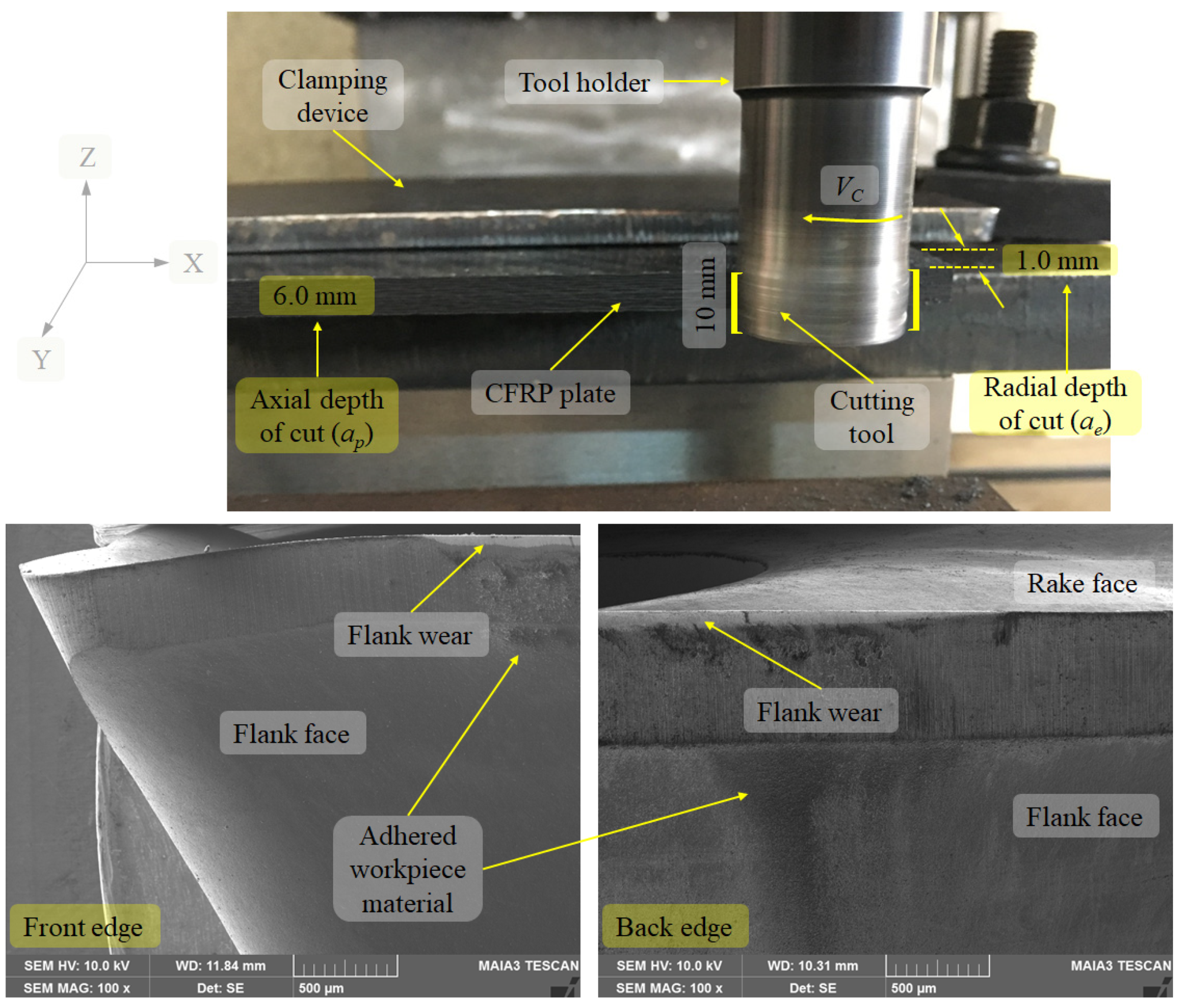
- During the milling operations, the wear VB arising from the abrasive characteristic of CFRP composites was detected on TiAlN- and TiN-coated tools. According to the wear results, the highest wear value (189.30 µm) was obtained on the TiAlN-coated tool, at a 0.05 mm/tooth feed rate and a 100 m/min cutting speed. The lowest wear value (72.50 µm) was obtained on the TiAlN-coated tool at a 0.25 mm/tooth feed rate and a 300 m/min cutting speed. For the 0.05 mm/tooth feed rate, the wear VB values were lower when compared to the TiAlN-coated cutting tool.
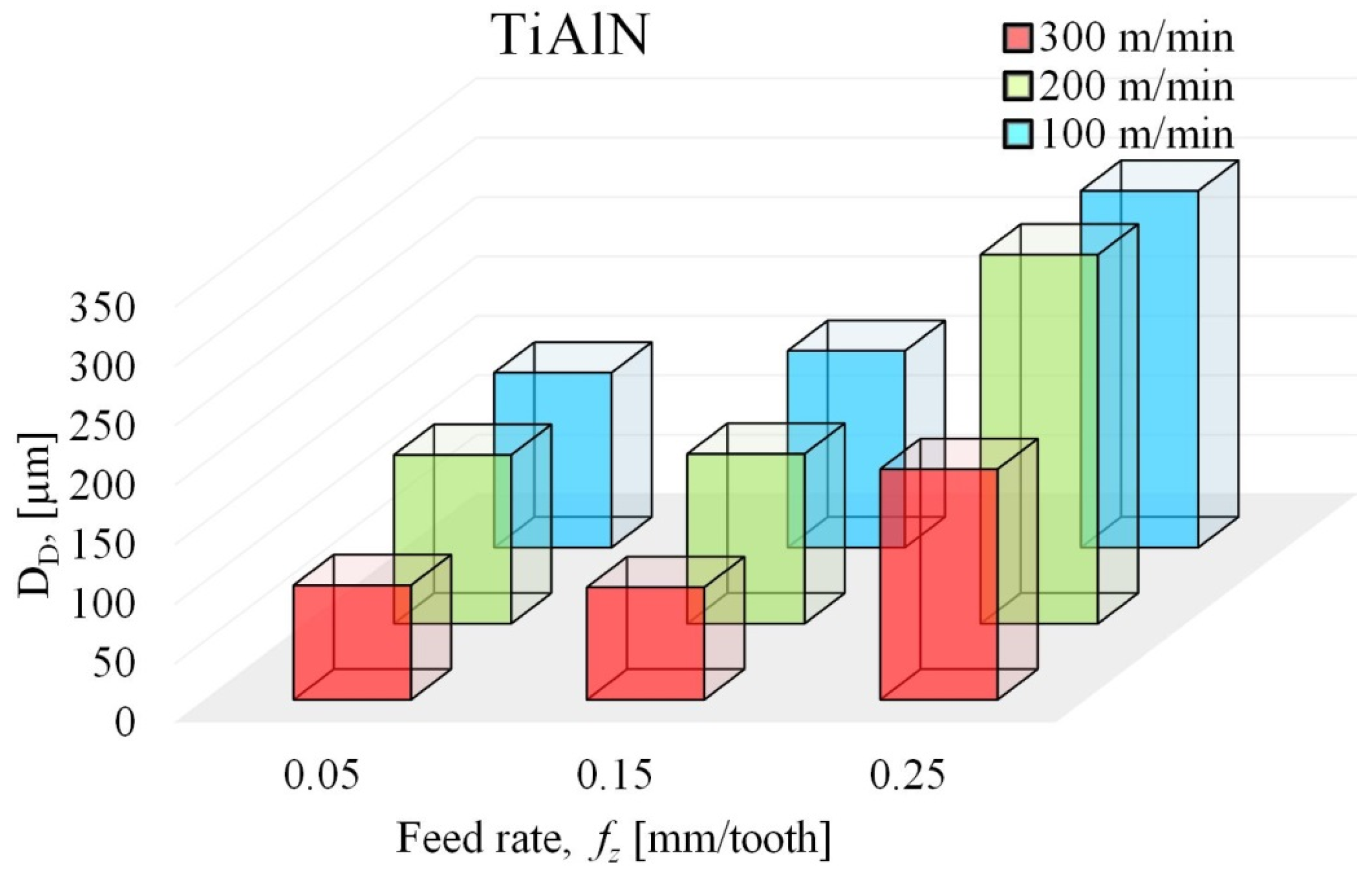
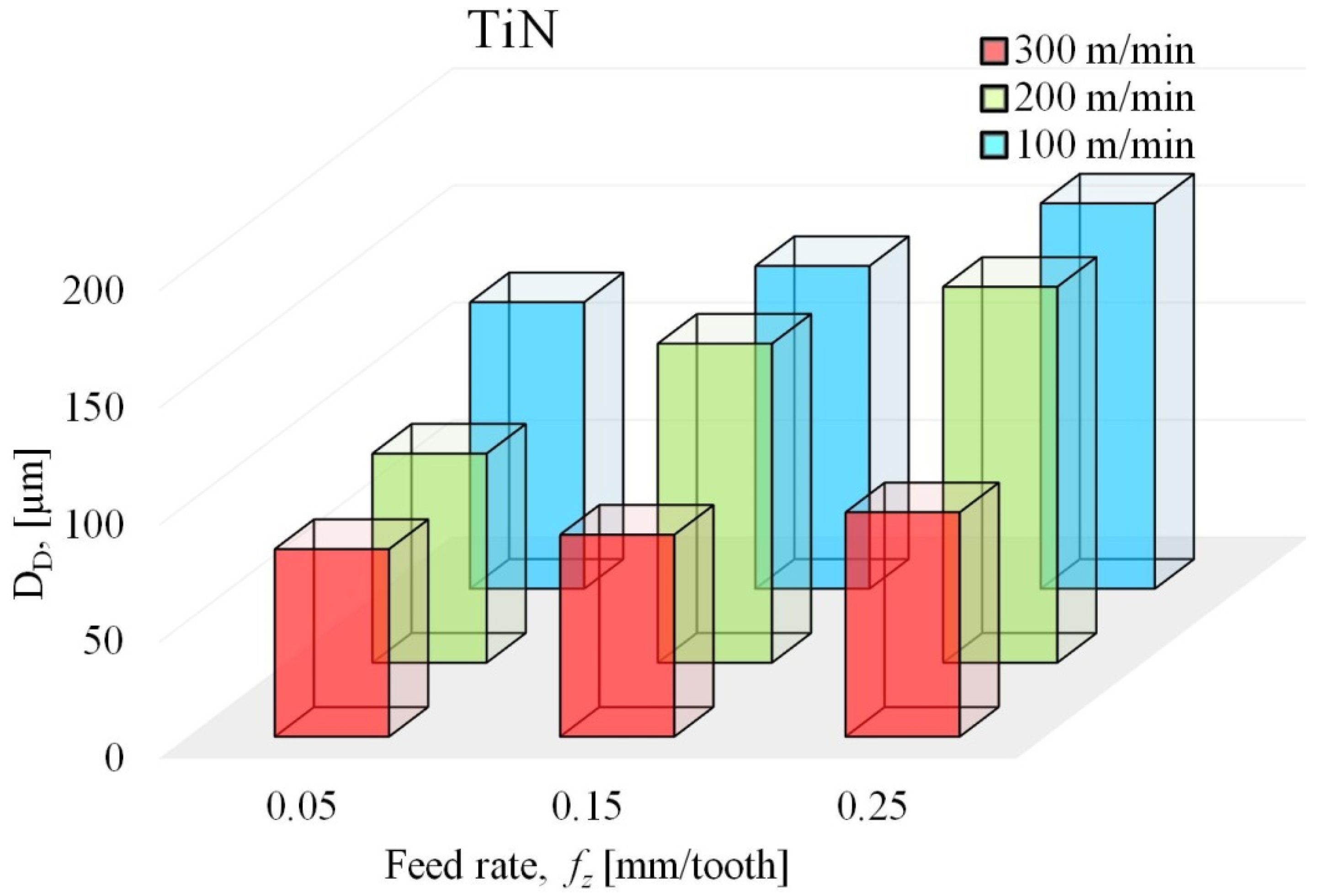
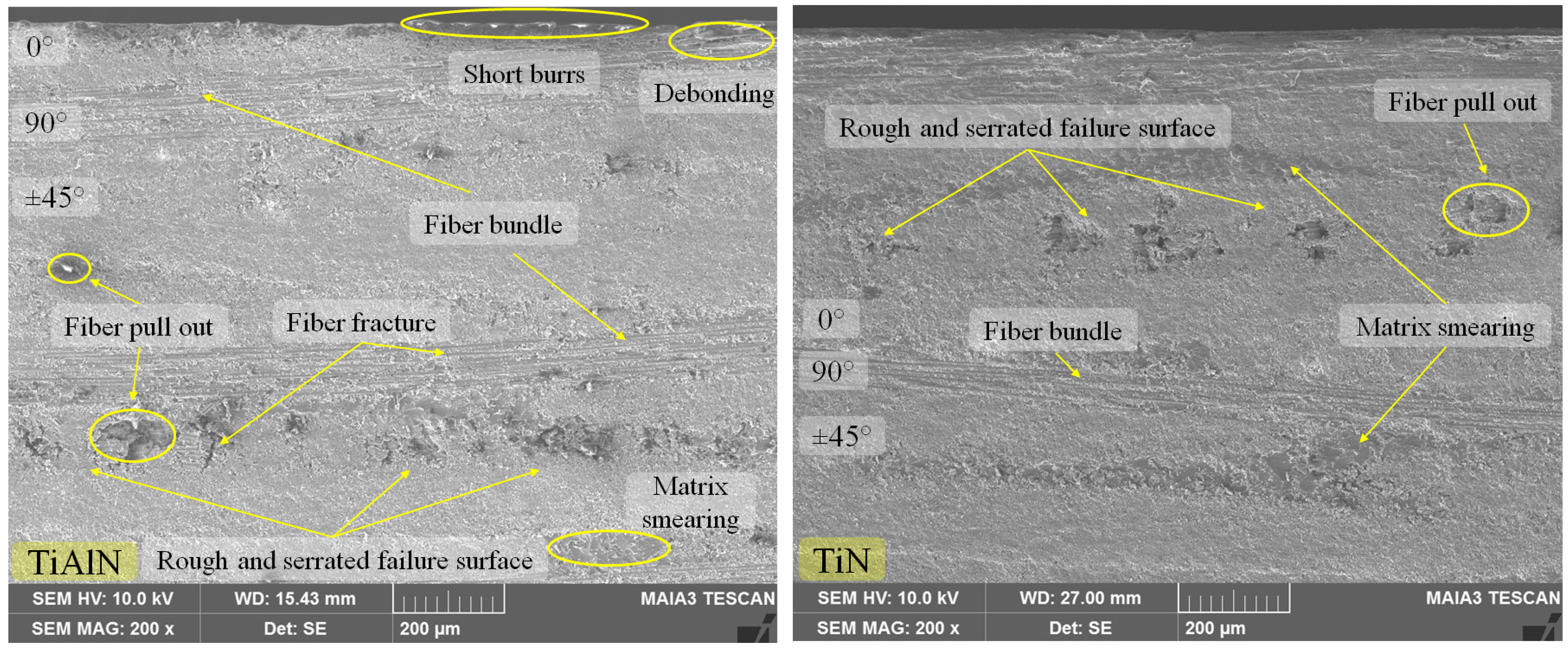
- In the milling of CFRP composites with TiAlN- and TiN-coated tools, the delamination depth increases depending on the feed rates, due to the abrasive, heterogeneous structure of the material, and its resistance against plastic deformation. The results obtained for varying feed rates show that the best results were obtained with a 0.15 mm/tooth feed rate and a delamination depth value of 86.21 µm, used on the TiN-coated tool. The highest delamination depth value of 310.41 µm was obtained on the TiAlN-coated tool at 0.25 mm/tooth feed rate. Feed rate was found to be the most influential parameter in the machining of CFRP materials. All delamination depth results for the CFRP composite materials, obtained after milling with coated cutting tools, remained under the accepted limit in the aviation industry.
- The defects on the CFRP’s surface occurred during experiments at high feed rates (0.25 mm/tooth). With the feed rate increases, the amount of material in the cutting tool increases, and this results in a deterioration of the machined surface.
- In terms of fiber orientation angles, at 0° and 90° orientation the work piece material and the cutting tool did not suffer any damage. On the other hand, at ±45° fiber orientation angles, higher surface damage was observed during milling.
- SEM images at the delamination depth showed the influence of parameters on surface damage. Each feed rate caused a different damage; in particular, high cutting speeds led to more visual damages. Thus, the increase of the amount of material on the cutting tool results in the deterioration of the machined surface.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Nguyen-Dinh, N.; Hejjaji, A.; Zitoune, R.; Bouvet, C.; Salem, M. New tool for reduction of harmful particulate dispersion and to improve machining quality when trimming carbon/epoxy composites. Compos. Part A Appl. Sci. Manuf. 2020, 131, 105806. [Google Scholar] [CrossRef]
- Nguyen-Dinh, N.; Bouvet, C.; Zitoune, R. Influence of machining damage generated during trimming of CFRP composite on the compressive strength. J. Compos. Mater. 2020, 54, 1413–1430. [Google Scholar] [CrossRef]
- Tsokanas, P.; Loutas, T.; Nijhuis, P. Interfacial Fracture Toughness Assessment of a New Titanium–CFRP Adhesive Joint: An Experimental Comparative Study. Metals 2020, 10, 699. [Google Scholar] [CrossRef]
- Babu, G.D.; Babu, K.S.; Gowd, B.U.M. Effect of machining parameters on milled natural fiber-reinforced plastic composites. J. Adv. Mech. Eng. 2013, 1, 1–12. [Google Scholar] [CrossRef]
- Mazumdar, S.K. Composites Manufacturing: Materials, Product, and Process Engineering, 1st ed.; CRC Press: Boca Raton, NY, USA, 2001; pp. 99–149. [Google Scholar]
- Mallick, P.K. Fiber-Reinforced Composites: Materials, Manufacturing, and Design, 3rd ed.; Taylor and Francis: New York, NY, USA, 2008; pp. 64–71. [Google Scholar]
- Gay, D.; Hoa, S.V.; Tsai, S.W. Composite Materials, Design and Applications, 3rd ed.; CRC Press: New York, NY, USA, 2003. [Google Scholar]
- Deborah, D.C. Carbon Fiber Composites, 1st ed.; Butterworth-Heinemann Publisher: Boston, MA, USA, 1994. [Google Scholar]
- Devi, K.; Sheikh-Ahmad, J.; Twomey, J. Prediction of cutting force s in helical end milling fiber reinforced polymers. Int. J. Mach. Tools Manuf. 2010, 50, 882–891. [Google Scholar]
- Jahanmir, S.; Ramulu, M.; Koshy, P. Machining of Ceramics and Composites; Marcel Dekker: New York, NY, USA, 1999. [Google Scholar]
- Iliescu, D.; Gehin, D.; Gutierrez, M.E.; Girot, F. Modeling and Tool Wear in Drilling of CFRP. Int. J. Mach. Tools Manuf. 2010, 50, 204–213. [Google Scholar] [CrossRef]
- Marques, A.T.; Durao, L.M.; Magalhaes, A.G.; Silva, J.F.; Tavares, J.M.R.S. Delamination analysis of carbon fibre reinforced laminates: Evaluation of a special step drill. Compos. Sci. Technol. 2009, 69, 2376–2382. [Google Scholar] [CrossRef]
- Chardon, G.; Klinkova, O.; Rech, J.; Drapier, S.; Bergheau, J.M. Characterization of friction properties at the work material/cutting tool interface during the machining of randomly structured carbon fibers reinforced polymer with carbide tools under dry conditions. Tribol. Int. 2011, 81, 300–308. [Google Scholar] [CrossRef]
- Dandekar, C.R.; Shin, Y.C. Modeling of machining of composite materials: A review. Int. J. Mach. Tools Manuf. 2012, 57, 102–121. [Google Scholar] [CrossRef]
- Hocheng, H.; Puw, H.Y.; Huang, Y. Preliminary study on milling of unidirectional carbon fibre-reinforced plastics. Compos. Manuf. 1993, 4, 103–108. [Google Scholar] [CrossRef]
- Kiliçkap, E.; Yardimeden, A.; Yahya, Ç.H. Investigation of experimental study of end milling of CFRP composite. Sci. Eng. Compos. Mater. 2015, 22, 89–95. [Google Scholar] [CrossRef]
- Dold, C.; Henerichs, M.; Bochmann, L.; Wegener, K. Comparison of ground and laser machined polycrystalline diamond (PCD) tools in cutting carbon fiber reinforced plastics (CFRP) for aircraft structures. Procedia CIRP 2012, 1, 178–183. [Google Scholar] [CrossRef]
- Ozkan, D.; Panjan, P.; Gok, M.S.; Karaoglanli, A.C. Investigation of machining parameters that affects surface roughness and cutting forces in milling of CFRPs with TiAlN and TiN coated carbide cutting tools. Mater. Res. Express 2019, 6, 095616. [Google Scholar] [CrossRef]
- Rech, J. Influence of cutting tool coatings on the tribological phenomena at the tool–chip interface in orthogonal dry turning. Surf. Coat. Technol. 2006, 200, 5132–5139. [Google Scholar] [CrossRef]
- Bhatnacar, N.B.; Ramakrishnan, N.; Naik, N.K.; Komanduri, R.B. On the Machining of Fiber Reinforced Plastic (FRP) Composite Laminates. Int. J. Mach. Tools Manuf. 1995, 35, 701–716. [Google Scholar] [CrossRef]
- Davim, J.P.; Reis, P. Damage and dimensional precision on milling carbon fiber-reinforced plastics using design experiments. J. Mater. Process. Technol. 2005, 160, 160–167. [Google Scholar] [CrossRef]
- Sheikh-Ahmad, J.; Urban, N.; Cheraghi, H. Machining Damage in Edge Trimming of CFRP. Mater. Manuf. Process. 2012, 27, 802–808. [Google Scholar] [CrossRef]
- Wang, H.; Qin, X.; Li, H. Machinability analysis on helical milling of carbon fiber reinforced polymer. J. Adv. Mech. Des. Syst. Manuf. 2015, 9, 1–11. [Google Scholar] [CrossRef]
- Ucar, M.; Wang, Y. End-milling machinability of a carbon fiber reinforced laminated composite. J. Adv. Mater. 2005, 37, 46–52. [Google Scholar]
- Isbilir, O.; Ghassemieh, E. Delamination and wear in drilling of carbon-fiber reinforced plastic composites using multilayer TiAlN/TiN PVD-coated tungsten carbide tools. J. Reinf. Plast. Compos. 2012, 31, 717–727. [Google Scholar] [CrossRef]
- Hocheng, H.; Tsao, C.C. The path towards delamination-free drilling of composite materials. J. Mater. Process. Technol. 2005, 167, 251–264. [Google Scholar] [CrossRef]
- Khashaba, U. Delamination in drilling GFR-thermoset composites. Compos. Struct. 2004, 63, 313–327. [Google Scholar] [CrossRef]
- Advanced Composite Materials-Chapter 7. Available online: https://www.faa.gov/regulations_policies/handbooks_manuals/aircraft/media/amt_airframe_hb_vol_1.pdf (accessed on 22 June 2020).
- ISO 1832. Indexable inserts for cutting tools–Designation; International Standards Organization (ISO): Geneva, Switzerland, 1991. [Google Scholar]
- ISO 5608. Turning and copying tool holders and cartridges for indexable inserts-Designation; International Organization for Standardization (ISO): Geneva, Switzerland, 1995. [Google Scholar]
- An, Q.; Ming, W.; Cai, X.; Chen, M. Study on the cutting mechanics characteristics of high-strength UD-CFRP laminates based on orthogonal cutting method. Compos. Struct. 2015, 131, 374–383. [Google Scholar] [CrossRef]
- Cadorin, N.; Zitoune, R. Wear signature on hole defects as a function of cutting tool material for drilling 3D interlock composite. Wear 2015, 332, 742–751. [Google Scholar] [CrossRef]
- Nor Khairusshima, M.K.; Hassan, C.C.; Jaharah, A.G.; Na, A.K.M. Tool Wear and Surface Roughness on Milling Carbon Fiber-reinforced Plastic using Chilled Air. J. Asian Sci. Res. 2012, 2, 593. [Google Scholar]
- Samy, G.S.; Kumaran, S.T.; Uthayakumar, M. An analysis of end milling performance on B4C particle reinforced aluminum composite. J. Aust. Ceram. Soci. 2017, 53, 373–383. [Google Scholar] [CrossRef]
- Madhavan, V.; Lipczynski, G.; Lane, B.; Whitenton, E. Fiber orientation angle effects in machining of unidirectional CFRP laminated composites. J. Manuf. Process. 2015, 20, 431–442. [Google Scholar] [CrossRef]
- Seid Ahmed, Y.; Paiva, J.M.; Covelli, D.; Veldhuis, S.C. Investigation of coated cutting tool performance during machining of super duplex stainless steels through 3D wear evaluations. Coatings 2017, 7, 127. [Google Scholar] [CrossRef]
- Sheikh-Ahmad, J.Y. Machining of Polymer Composites; Springer: New York, NY, USA, 2009. [Google Scholar]
- Sahin, M.; Misirli, C.; Ozkan, D. Characteristic properties of AlTiN and TiN coated HSS materials. Ind. Lubr. Tribol. 2015, 67, 172–180. [Google Scholar] [CrossRef]
- ISO 8688-2. International Standard for Tool Life Testing in End Milling—Part 2, 1st ed.; International Standard Organization: Geneva, Switzerland, 1989. [Google Scholar]
- Tamin, M.N. Damage and Fracture of Composite Materials and Structures; Springer: Heidelberg, Germany, 2012. [Google Scholar]
- Liu, G.; Chen, H.; Huang, Z.; Gao, F.; Chen, T. Surface Quality of Staggered PCD End Mill in Milling of Carbon Fiber Reinforced Plastics. Appl. Sci. 2017, 7, 199. [Google Scholar] [CrossRef]
- Hintze, W.; Hartmann, D. Modeling of delamination during milling of unidirectional CFRP. Procedia CIRP 2013, 8, 444–449. [Google Scholar] [CrossRef]
- Nurhaniza, M.; Ariffin, M.K.; Mustapha, F.; Baharudin, B.T. Analyzing the effect of machining parameters setting to the surface roughness during end milling of CFRP-Aluminium composite laminates. Int. J. Manuf. Eng. 2016, 2016, 1–9. [Google Scholar] [CrossRef]
- Kecik, K.; Rusinek, R.; Warminski, J.; Weremczuk, A. Chatter control in the milling process of composite materials. J. Phys. Conf. Ser. 2012, 382, 012012. [Google Scholar] [CrossRef]
- Ozkan, D.; Gok, M.S.; Gokkaya, H.; Karaoglanli, A.C. Machining effects on delamination failure in milling MD-CFRPs with uncoated carbide tools. Emerg. Mater. Res. 2019, 8, 1–13. [Google Scholar] [CrossRef]
- Wang, H.; Sun, J.; Li, J.; Li, W. Roughness modelling analysis for milling of carbon fibre reinforced polymer composites. Mater. Technol. 2015, 30, A46–A50. [Google Scholar] [CrossRef]
- Zitoune, R.; Collombet, F.; Lachaud, F.; Piquet, R.; Pasquet, P. Experiment–calculation comparison of the cutting conditions representative of the long fiber composite drilling phase. Compos. Sci. Technol. 2005, 65, 455–466. [Google Scholar] [CrossRef]
- Oliveria, T.L.L.; Zitoune, R.; Ancelotti, A.C., Jr.; da Cunha, S.S., Jr. Smart machining: Monitoring of CFRP Milling using AE and IR. Compos. Struct. 2020, 112611. [Google Scholar] [CrossRef]
- Cadorin, N.; Zitoune, R.; Seitier, P.; Collombet, F. Analysis of damage mechanism and tool wear while drilling of 3D woven composite materials using internal and external cutting fluid. J. Compos. Mater. 2014, 49, 2687–2703. [Google Scholar] [CrossRef]
- An, Q.; Wang, C.; Xu, J.; Liu, P.; Chen, M. Experimental investigation on hard milling of high strength steel using PVD-AlTiN coated cemented carbide tool. Int. J. Refract. Met. Hard Mater. 2014, 43, 94–101. [Google Scholar] [CrossRef]
- Karpat, Y.; Bahtiyar, O.; Deger, B. Mechanistic force modeling for milling of unidirectional carbon fiber reinforced polymer laminates. Int. J. Mach. Tools Manuf. 2012, 56, 79–93. [Google Scholar] [CrossRef]
- Slamani, M.; Chatelain, J.F.; Hamedanianpour, H. Comparison of two models for predicting tool wear and cutting force components during high speed trimming of CFRP. Int. J. Mater. Form. 2015, 8, 305–316. [Google Scholar] [CrossRef]
- Hintze, W.; Hartmann, D.; Schütte, C. Occurrence and propagation of delamination during the machining of carbon fibre reinforced plastics (CFRPs)-An experimental study. Compos. Sci. Technol. 2011, 71, 1719–1726. [Google Scholar] [CrossRef]
- Chatterjee, A. Thermal degradation analysis of thermoset resins. J. Appl. Polym. Sci. 2009, 114, 1417–1425. [Google Scholar] [CrossRef]
- Sheikh-Ahmad, J.Y.; Dhuttargaon, M.; Cheraghi, H. New tool life criterion for delamination free milling of CFRP. Int. J. Adv. Manuf. Technol. 2017, 92, 2131–2143. [Google Scholar] [CrossRef]
- Xu, J.; Li, C.; Mi, S.; An, Q.; Chen, M. Study of drilling-induced defects for CFRP composites using new criteria. Compos. Struct. 2018, 201, 1076–1087. [Google Scholar] [CrossRef]
- Ozkan, D.; Gok, M.S.; Karaoglanli, A.C. Carbon fiber reinforced polymer (CFRP) composite materials, their characteristic properties, industrial application areas and their machinability. Eng. Design Applications III 2020, 124, 235–253. [Google Scholar]
- Hao, G.; Liu, Z.; Liang, X.; Zhao, J. Influences of TiAlN Coating on Cutting Temperature during Orthogonal Machining H13 Hardened Steel. Coatings 2019, 9, 355. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| CFRP Plate | Weave Type | Twill Weave (2/2) |
|---|---|---|
 | Fabric area weight | 200 gr/m2 |
| Prepreg area weight | 395 gr/m2 | |
| Fiber volume fraction | 50% | |
| Number of plies | 24 | |
| Ply thickness of each layer | 0.25 mm | |
| Resin type | Epoxy | |
| Resin content | 9% | |
| Tensile strength (0°) | 2300 MPa | |
| E-Modulus (0°) | 126 Gpa | |
| Carbon fiber type | High tenacity (HT) fiber | |
| Number of filaments per roving | 3 K roving (K = 1000 filaments) | |
| Manufacturing Method | Vacuum bagging |
| Coating | TiAlN | TiN |  | Symbol | Dimensions |
| Coated method | Physical Vapor Deposition (PVD) | PVD | (mm) | ||
| Coating thickness | 3.46 ± 0.5 µm | 4.96 ± 0.5 µm | la | 10 | |
| ISO code | R390-11 T304E | R390-11 T304E | rε | 0.4 | |
| Grade | NL H13A | NL H13A | S | 3.59 | |
| Tool holder | R390-025A25-11L | NL H13A | iW | 6.8 | |
| Lubricant | dry machining | bs | 0.9 | ||
| Experiments | Cutting Speed | Feed Rate | Radial Depth of Cut | Axial Depth of Cut |
|---|---|---|---|---|
| Vc [m/min] | fz [mm/tooth] | ae [mm] | ap [mm] | |
| 1–4–7 | 100 | 0.05–0.15–0.25 | 1 | 6 |
| 2–5–8 | 200 | 0.05–0.15–0.25 | 1 | 6 |
| 3–6–9 | 300 | 0.05–0.15–0.25 | 1 | 6 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ozkan, D.; Panjan, P.; Gok, M.S.; Karaoglanli, A.C. Experimental Study on Tool Wear and Delamination in Milling CFRPs with TiAlN- and TiN-Coated Tools. Coatings 2020, 10, 623. https://doi.org/10.3390/coatings10070623
Ozkan D, Panjan P, Gok MS, Karaoglanli AC. Experimental Study on Tool Wear and Delamination in Milling CFRPs with TiAlN- and TiN-Coated Tools. Coatings. 2020; 10(7):623. https://doi.org/10.3390/coatings10070623
Chicago/Turabian StyleOzkan, Dervis, Peter Panjan, Mustafa Sabri Gok, and Abdullah Cahit Karaoglanli. 2020. "Experimental Study on Tool Wear and Delamination in Milling CFRPs with TiAlN- and TiN-Coated Tools" Coatings 10, no. 7: 623. https://doi.org/10.3390/coatings10070623
APA StyleOzkan, D., Panjan, P., Gok, M. S., & Karaoglanli, A. C. (2020). Experimental Study on Tool Wear and Delamination in Milling CFRPs with TiAlN- and TiN-Coated Tools. Coatings, 10(7), 623. https://doi.org/10.3390/coatings10070623