3.1. Base Material
The theoretical density of sintered substrate was determined by the content and density of the structural constituents, which amounted to 15.65 g/cm
3 for WC powder, 8.95 g/cm
3 for Co powder, 5.77 kg/m
3 for VC powder, and 6.43 g/cm
3 for Cr
2C
3. The degree of sintered samples’ porosity was determined by comparing the theoretical and measured densities, as shown in
Table 2.
The measured density values correlate to the theoretical values; therefore, obtained density values indicate the presence of a non-porous structures. In the case of the η-phase presence, it would be possible to detect densities higher than theoretical density because W
6Co
6C or W
3Co
3C carbides possess higher densities than WC and Co constituents, which was not the case here. Magnetic and coercivity properties testing results are presented in
Table 3.
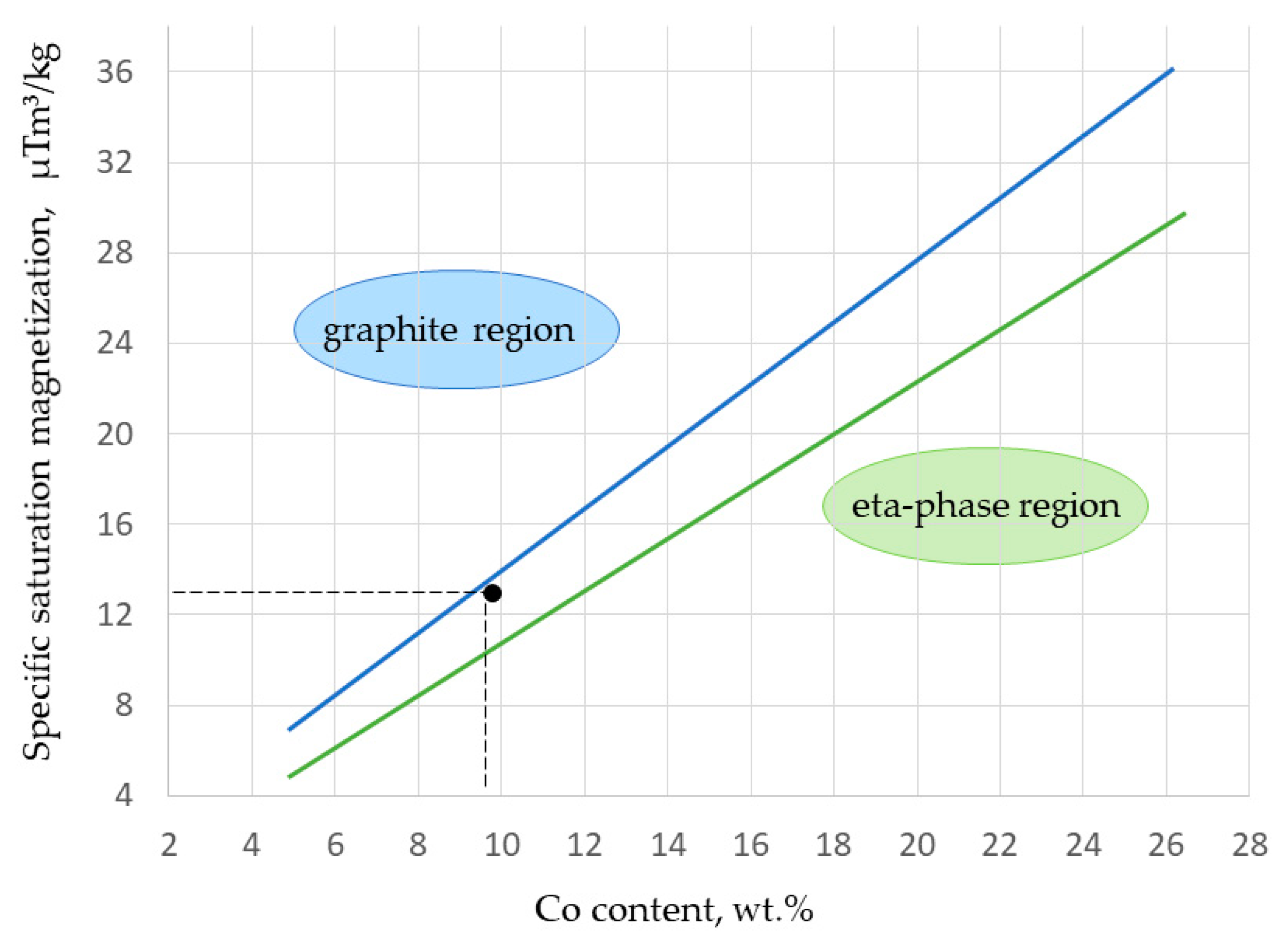
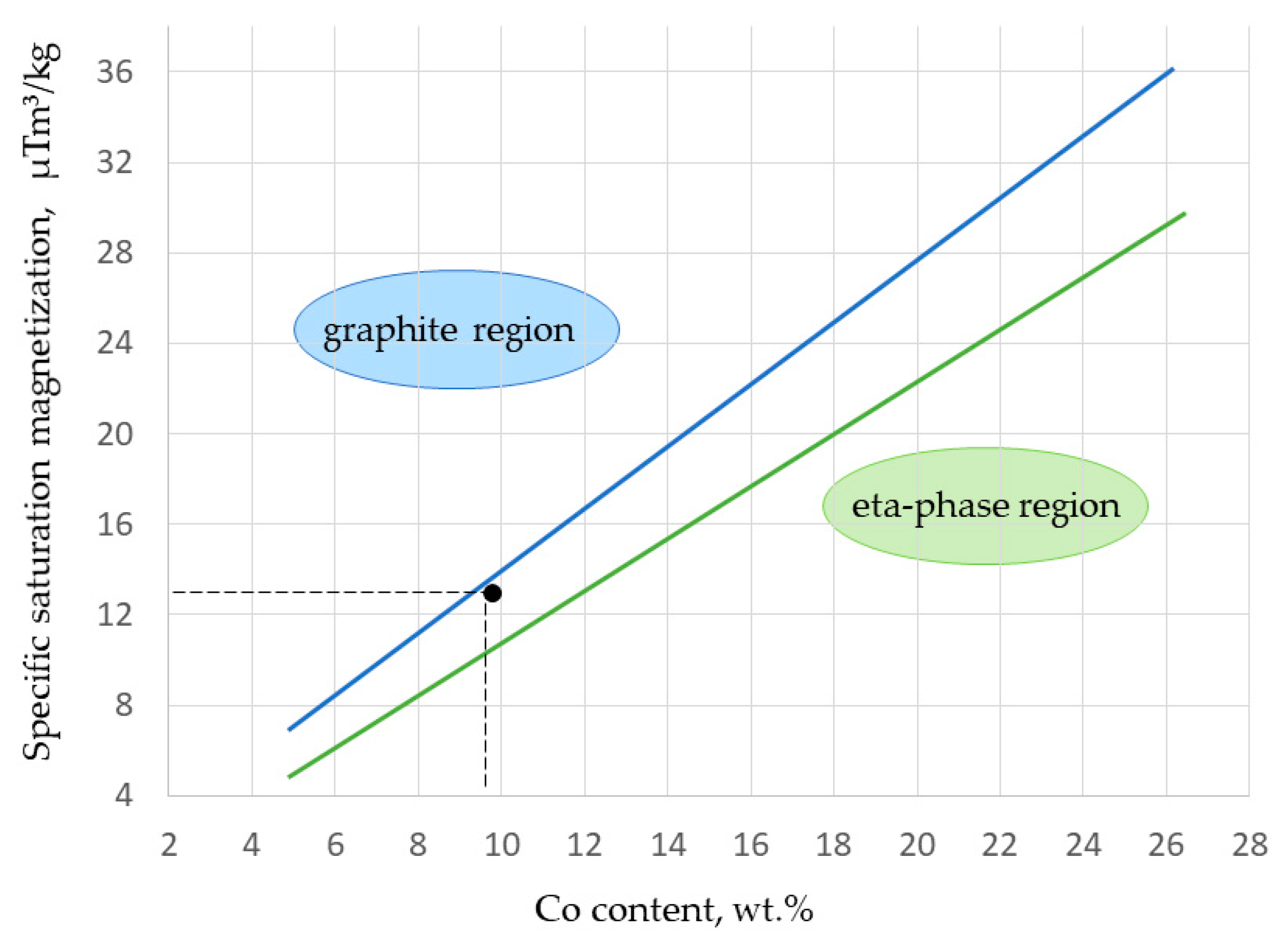
Analysis of the magnetic properties results indicates the absence of microstructural defects such as eta-phase or graphite formation, thus confirming the proper adjustment of the sintering atmosphere,
Figure 3. Coercive properties analysis was used as a method of indirect confirmation of nano grain size structure after sintering. The average value of the coercive force of 41.73 kA/m indicates the nano WC grain size (<0.2 µm) achieved by the proper contents of grain grow inhibitors (VC, Cr
2C
3) adjusted to the WC and Co content [
39].
Surface roughness parameters were measured on an as-sintered surface and on a polished surface,
Table 4.
Analysis of the measured mechanical properties including hardness, fracture toughness, and Young’s modulus indicates the formation of very hard cermet with average hardness of 2014.5 HV30, as shown in
Table 5. When comparing the substrate hardness value with literature data for commercially available materials of similar chemical composition, superior hardness values are detected with still relatively high fracture toughness [
50,
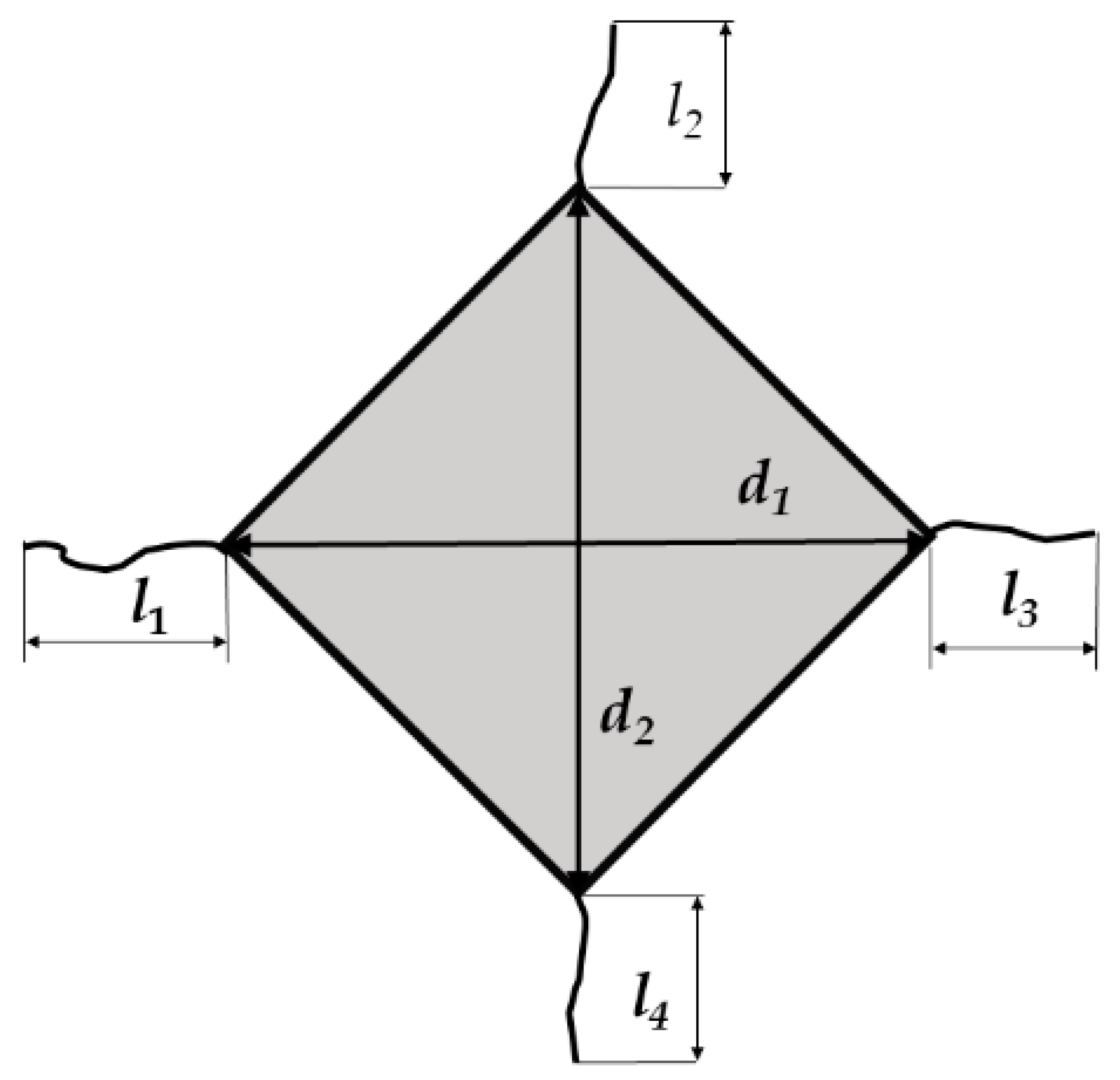
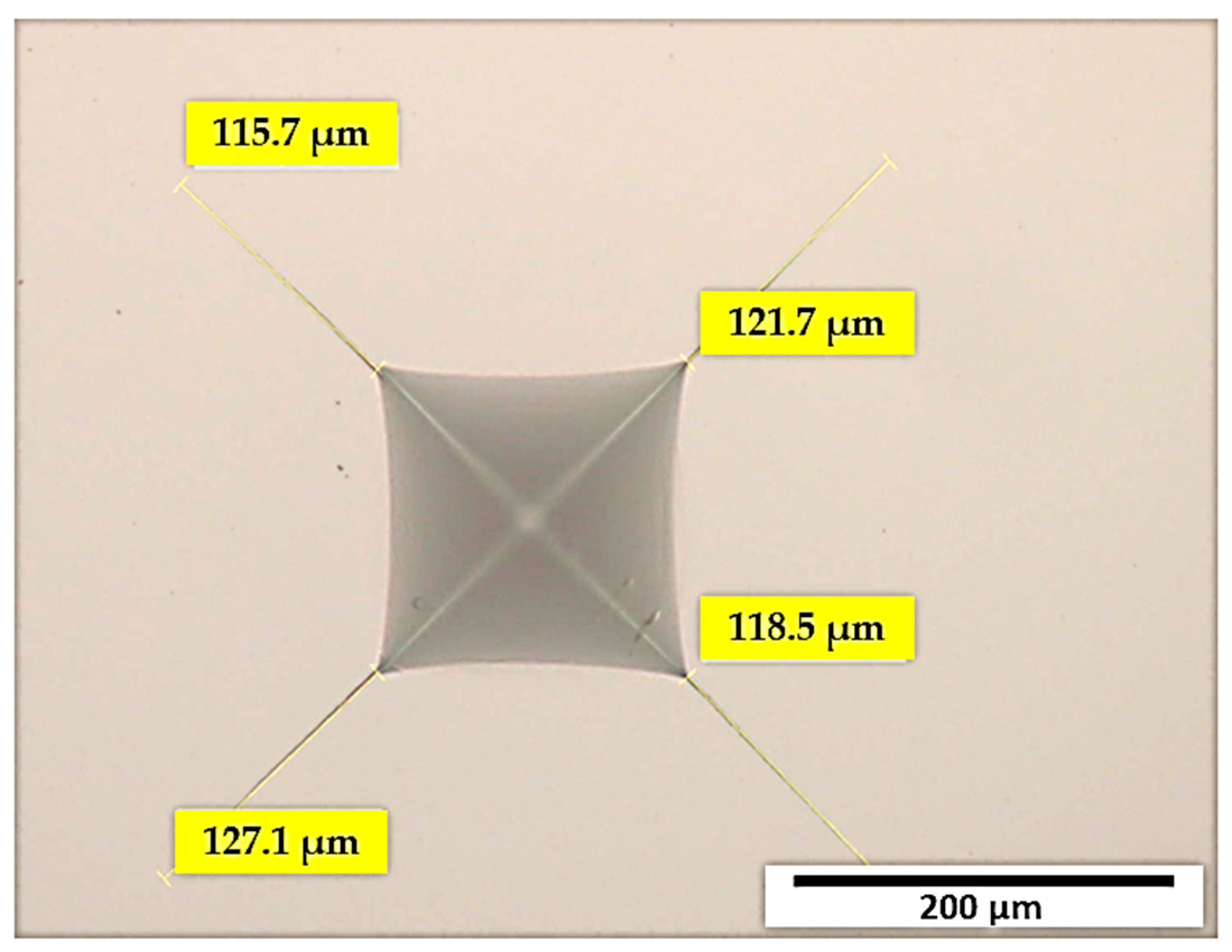
51]. The cracks that originate from the tip of the Vickers imprint are shown in
Figure 4.
Figure 5 presents the characteristic force–displacement curves obtained by nanoindentation measurements, by which Young’s modulus value of 503.6 GPa was determined. The following values provided by the diamond indenter manufacturer were used:
νi = 0.075 (indenter’s Poisson coefficient),
Ei = 890 GPa (indenter’s modulus of elasticity), and
νs = 0.225 (Poisson’s ratio of cemented carbide with 10 wt.% Co) [
36,
44,
52,
53].
Comparison of the WC-10Co surface optical micrograph (
Figure 6) with the photomicrographs specified in ISO 4499-4:2016 [
54] indicates the absence of microstructural defects (cracks, pores, unbound carbon) on the submicron level. The degree of porosity and content of unbound carbon can be classified as A00 and C00, respectively [
54,
55]. These results correlate with values of density and magnetic properties.
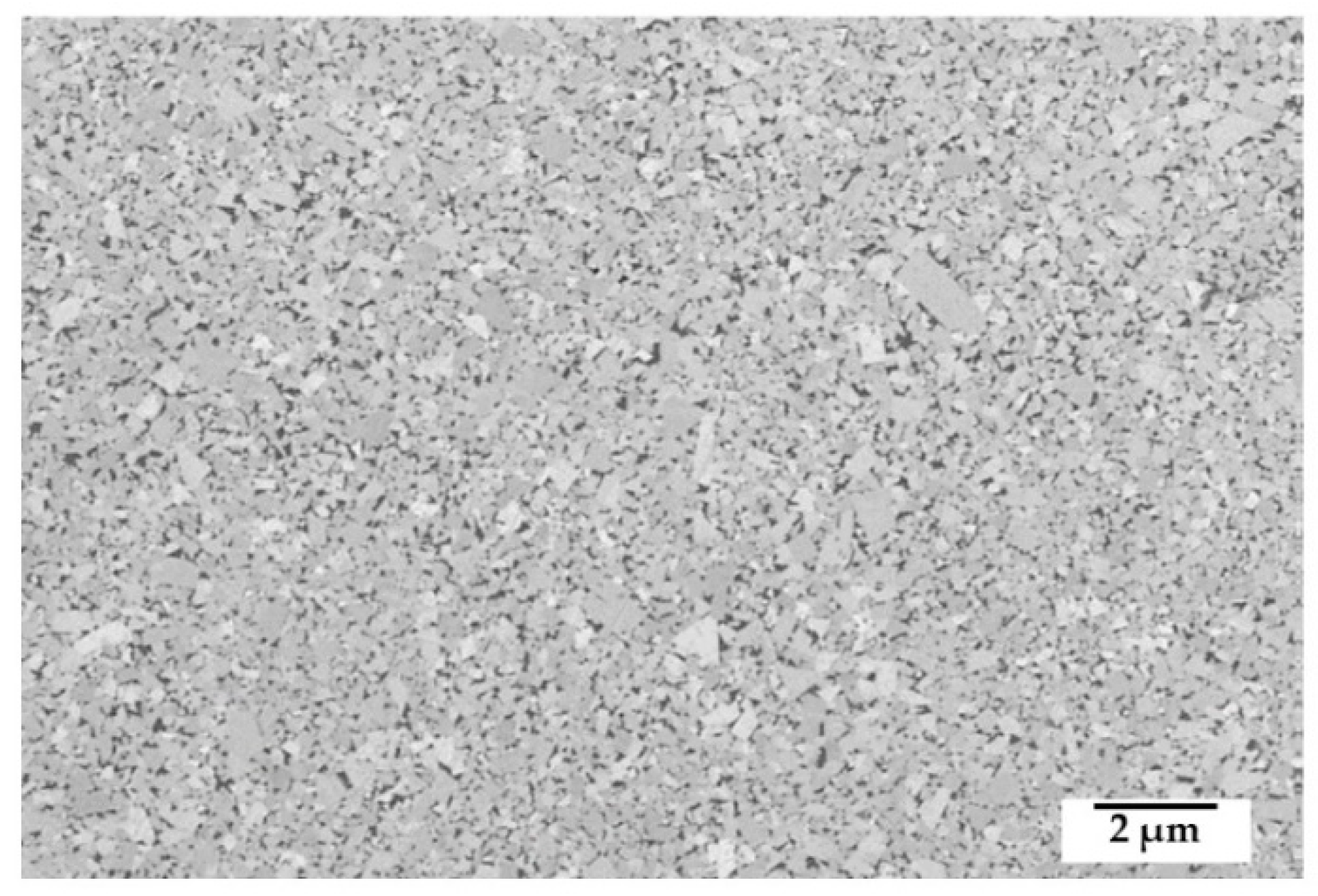
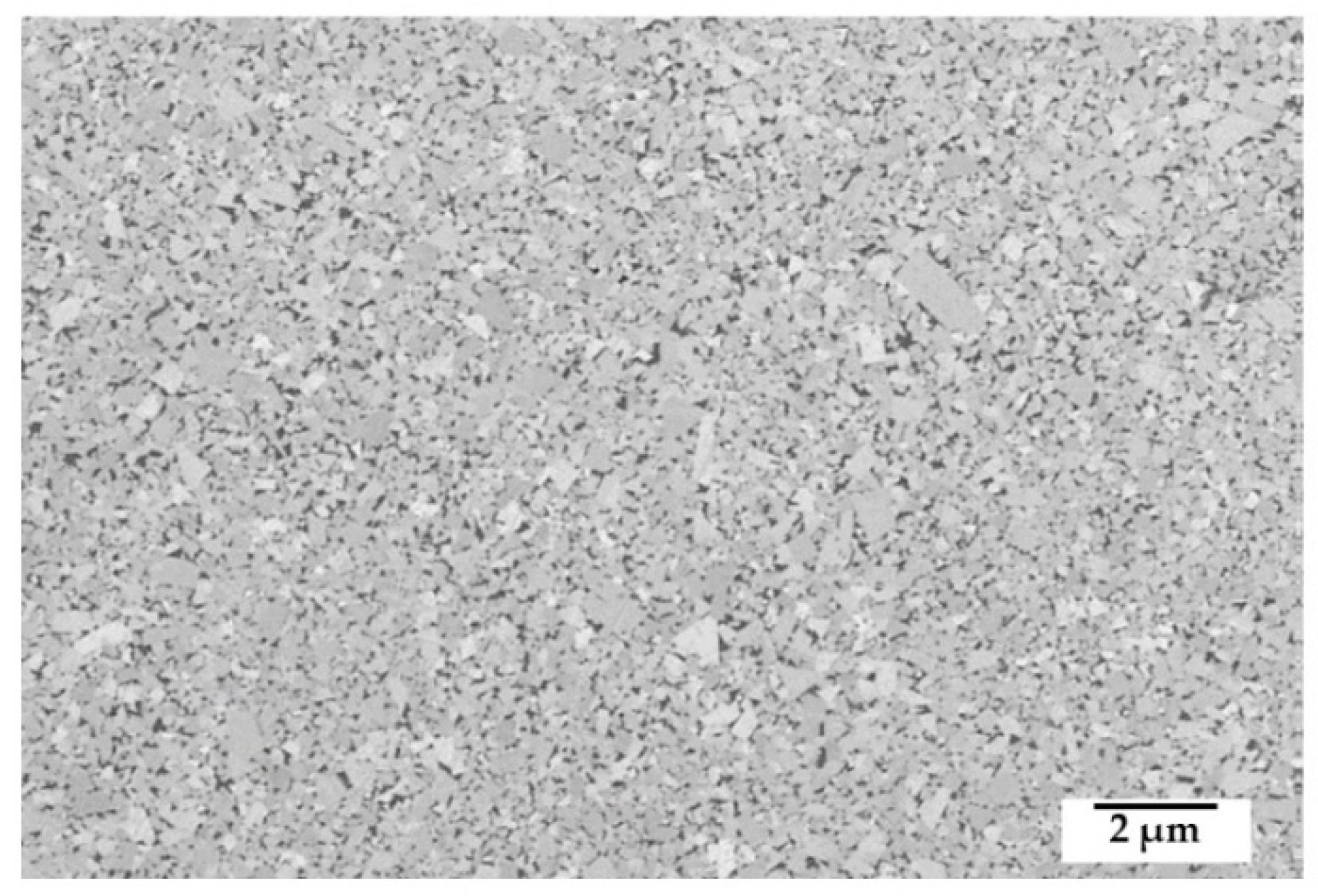
Figure 7 presents the electron micrograph of the WC-10Co substrate at 5000× magnification.
The FESEM micrograph of the sintered sample points to a homogeneous microstructure composed of very fine WC carbide grains of polygonal shape uniformly distributed in the Co matrix. The microstructure defects such as carbide grouping and excessive grain growth were not detected. The carbide grain size was determined by the AGI method on FESEM micrograph at a magnification of 20,000 times, as shown in
Figure 8.
The average value of WC grain size of 197.03 ± 0.63 nm was measured. It is evident that the sintering was not affected on the grain growth and the carbide grains remained in the nanoscale range. This is also confirmed the results of coercive measurements.
XRD analysis of the WC-Co sample showed the presence of two crystal phases: WC constituent with an HCP (hexagonal close packed) lattice and Co constituent with an FCC (face-centered cubic) structure,
Figure 9.
3.2. Coating
The coating of unpolished (as-sintered) surface of substrate with roughness parameters present in
Table 6 was intended to imitate the industrial PACVD process, and thus bring it closer to wider commercialization.
The coating roughness analysis on unpolished surface showed slightly higher characteristic parameters. The value Ra is similar before and after coating. Increasing the Rz parameter can be related to the dedusting of the samples before the coating itself. Inert gas ions hitting the surface of the sample caused the outbreak of softer cobalt particles from the surface.
The coating thickness results show the TiBN coating to be the thinnest. The TiN coating is almost twice as thick with thicknesses of 3.10 µm. The thickest is TiCN coating with an average thickness of 5.33 µm.
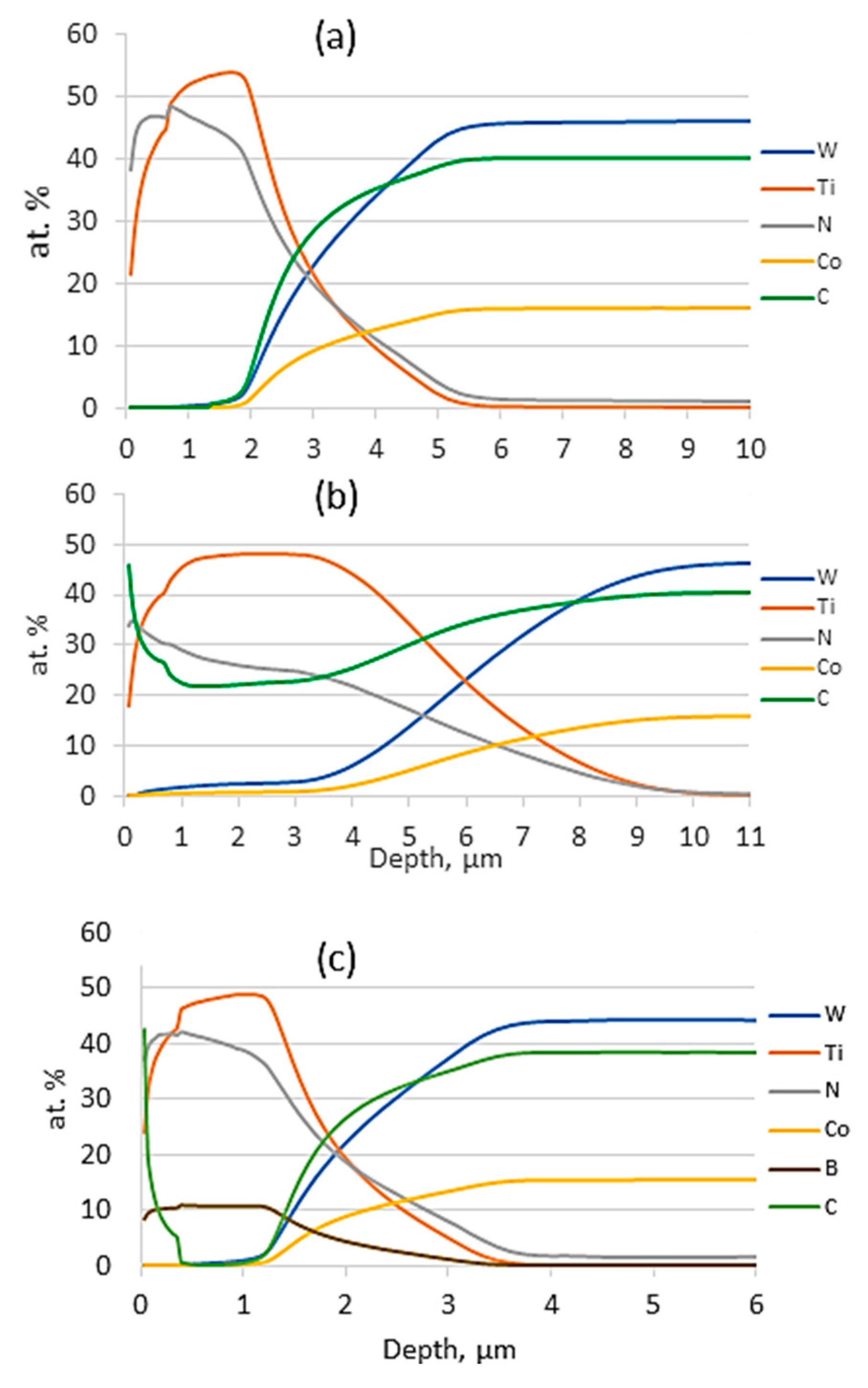
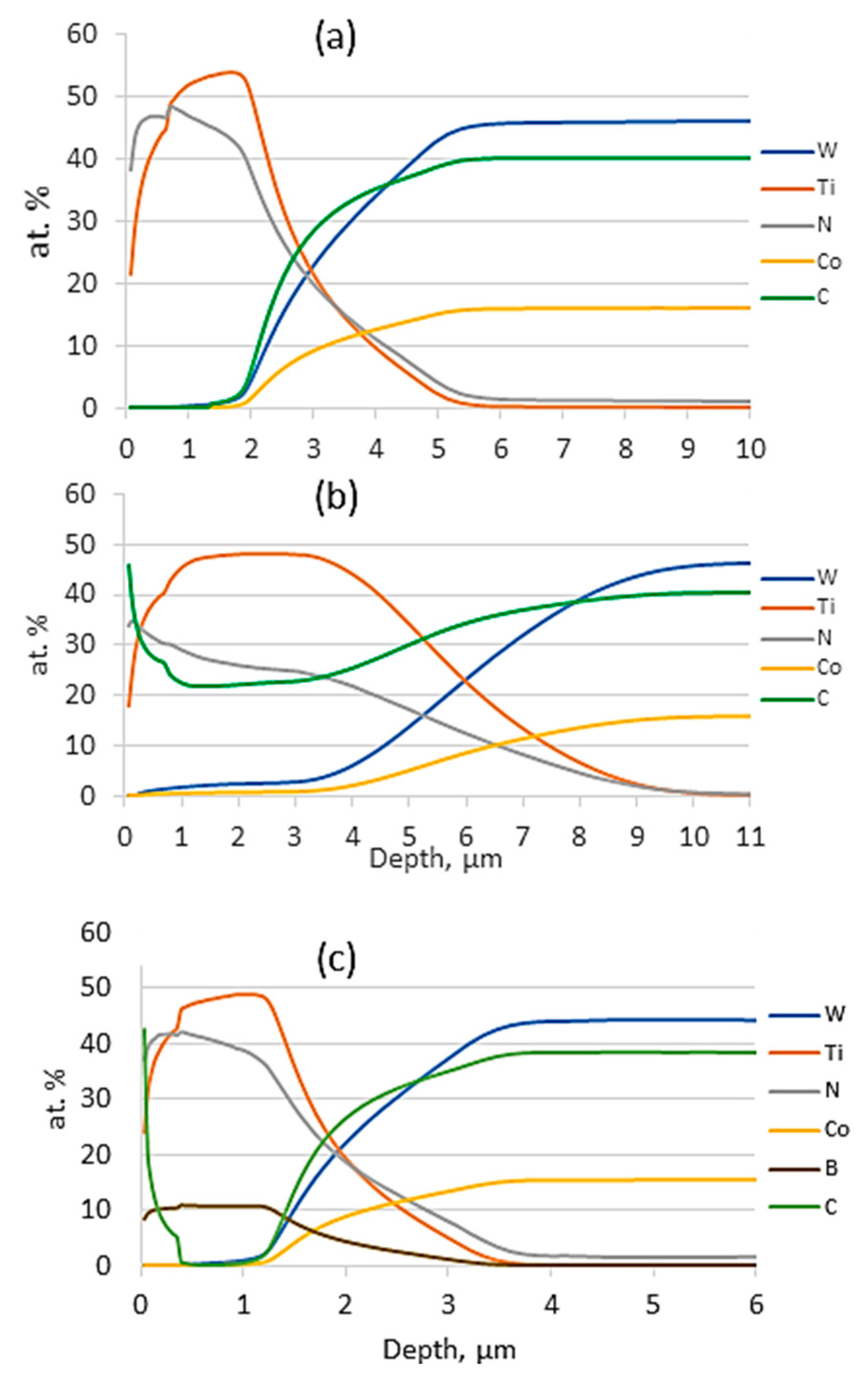
The results of the QDP analysis are shown in
Figure 10. QDP analysis of the WC-10Co-TiN sample shows dominant presence of Ti and N up to a depth of ~3 μm, after which W, C, and Co content is detected, indicating substrate material. For the WC-10Co-TiCN sample, Ti, N, and C are present in a layer of ~5.2 μm in depth. In the TiCN coating, C is mainly concentrated in the upper layer of the coating, indicating the existence of a final TiCN layer formed by a relatively long deposition time of 1000 s, while N is mostly pronounced in the backing TiN layer at a depth of ~0.2 μm and, from there, decreases towards the coating/substrate interface. This confirms the existence of a supporting TiN layer and a gradual transition from the TiN to the TiCN layer. With the TiBN coating, the B content increases on the surface of the coating, while the N content decreases. A high B content on the surface itself with a slightly lower N content indicates the formation of a TiB
2 top layer. The N content reaches a maximum at a depth of ~0.3 μm owing to the formation of a relatively thick TiN layer deposited for 1200 s, after which its content decreases because of transition into 30 gradient TiN/TiB
2 alternations. At a depth of ~2 μm, the content of Ti, B, and N decreases to zero with a simultaneous increase in W, C, and Co owing to the transition of the coating to the substrate, which is characteristic of other samples as well, but at slightly greater depths.
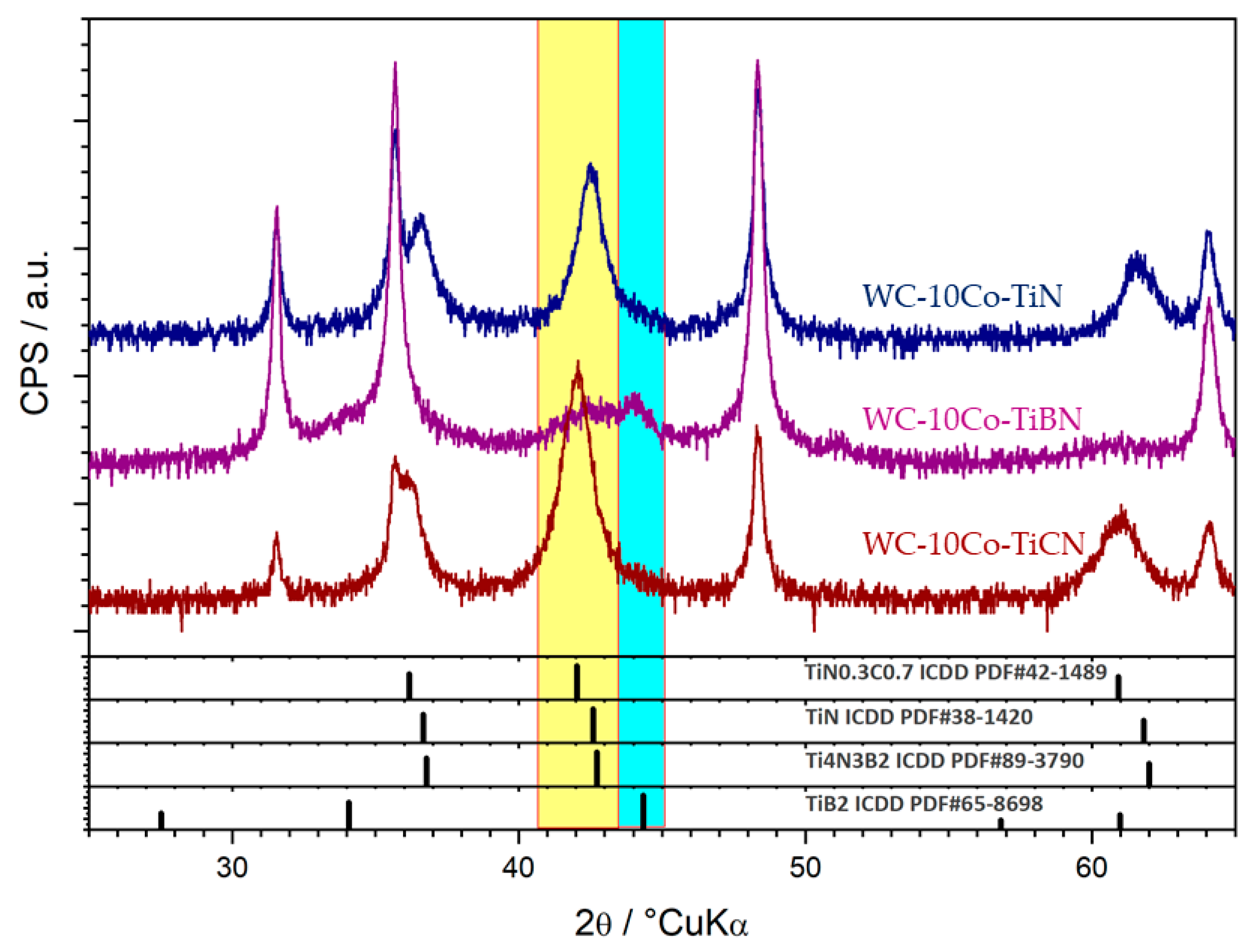
The results of the XRD analysis performed on three samples, each with a different type of coating, are shown in
Figure 11. Samples of WC-Co cemented carbides coated with uniform layer consisted of the following: (1) interchanging titanium nitride and boron titanium layers, (2) titanium nitride, and (3) interchanging titanium nitride and titanium carbide layers. The major phase is the hexagonal P-6m2 tungsten carbide (WC, ICDD PDF#51-0939), which is the characteristic of the substrate. Surface treatments are manifested as follows: weak peak at 44° 2θ suggests the presence of hexagonal P6/mmm titanium boride (TiB
2, ICDD PDF#65-8698) in trace amounts. A weak and much broader peak at 42° 2θ suggests the presence of cubic Fm-m3 titanium nitride (TiN, ICDD PDF#38-1420), and basically the same can be said for cubic Fm-m3 titanium carbide (TiC, ICDD PDF#65-8805). Cubic Fm-m3 titanium carbonitride (TiC0.7N0.3, ICDD PDF#42-1489) may possibly be observed in traces as well. The broadness of the peak at 42° 2θ may indicate the presence of an additional phase, instead of titanium nitride or overlapping with titanium nitride; the titanium boronitride (Ti
4N
3B
2, ICDD PDF#87-3790). The titanium nitride, titanium carbide, titanium carbonitride, and titanium boronitride phases are almost isostructural, with very similar diffraction patterns, thus not allowing definite assignation. The XRD analysis confirmed that the coating does not cause the forming of microstructural defects (η-phase, unbound carbon) in the surface layers of the substrate.
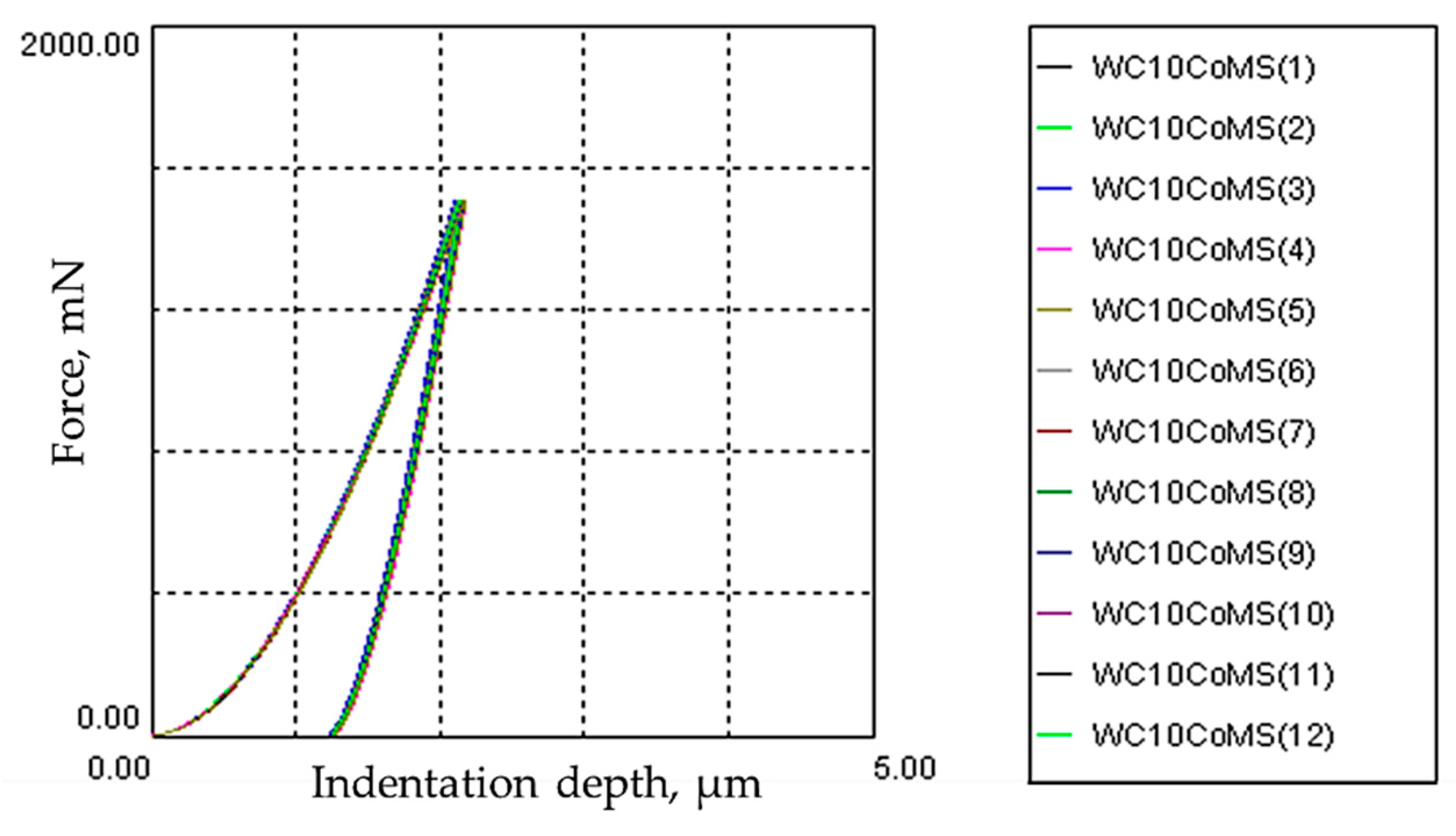
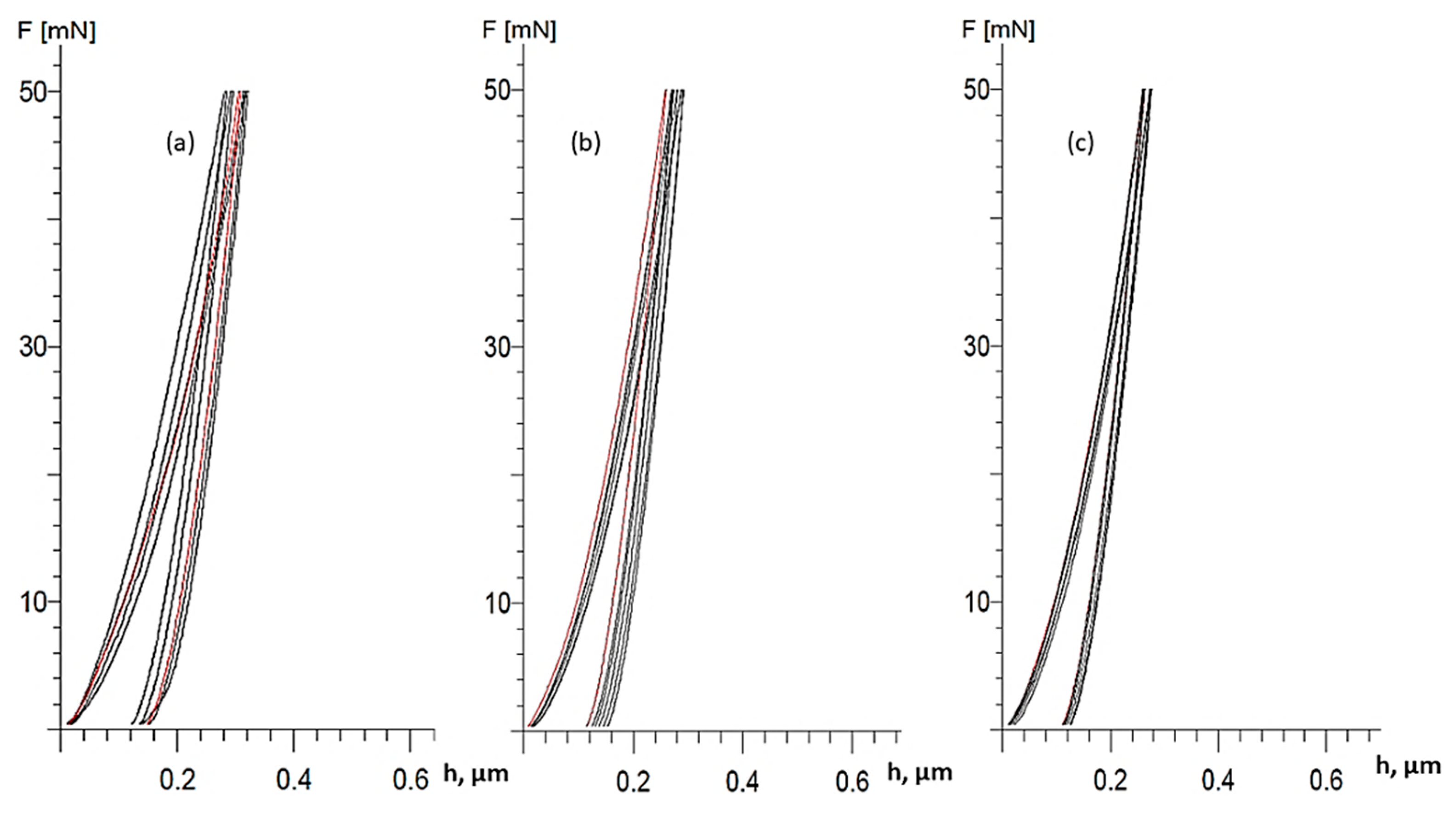
Using the force (
F)–indentation depth (
h) curves (
Figure 12) obtained by nanoindentation, the values of the indentation Young’s modulus (
EIT) of the coatings were determined.
Table 7 presents the results of
EIT and coatings’ microhardness.
A very high microhardness of the TiBN layer ranging from 3631 HV0.005 to 3732 HV0.005 was measured. TiBN coating exhibited the highest microhardness and modulus of elasticity values with lowest indentation depth values when compared with TiN and TiCN coating.
Considering the relatively small test forces and the achieved indentation depths, many times smaller than the thickness of the coatings, it is evident that the hardness of the substrate did not affect the hardness results of the coating itself. The scatterings of the measured hardness values are not as large as could be expected owing to the applied low indentation load and the high sensitivity of the method.
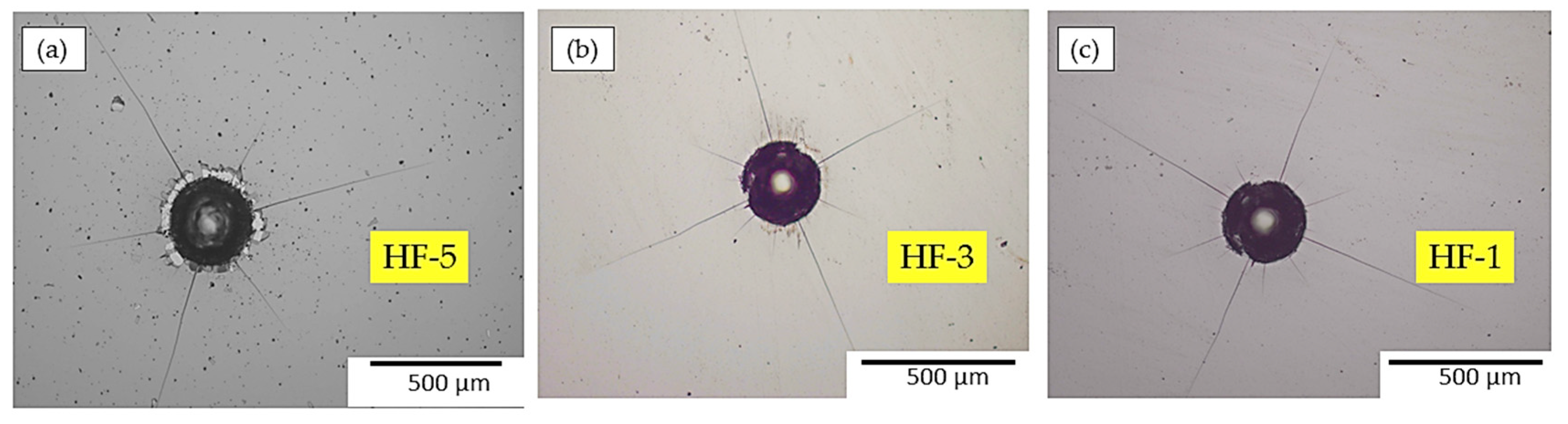
The Rockwell method was used as a method for a quick and simple testing of the adequate coating adhesion. The adhesion testing was performed with five indentations per each coating. Visual analysis of the cracks and delamination of the coating at indentation area caused by localized stresses and deformation was conducted,
Figure 13. These phenomena are classified into several classes in accordance with VDI 3198 [
56].
The sample with TiN coating exhibited adhesion in the classes HF-5, which means mostly satisfactory adhesion with low delamination (peeling) of the coating. However, it is this occurrence of delaminated areas that suggests that the TiN coating can hardly withstand adverse exploitation conditions. A sample with TiCN coating is characterized by better adhesion class HF3, which indicates the absence of delamination or its slight appearance with a larger number of cracks that form around the impression. The specimen with TiBN coating showed the best adhesion of class HF1 with the appearance of few small cracks around the impression.
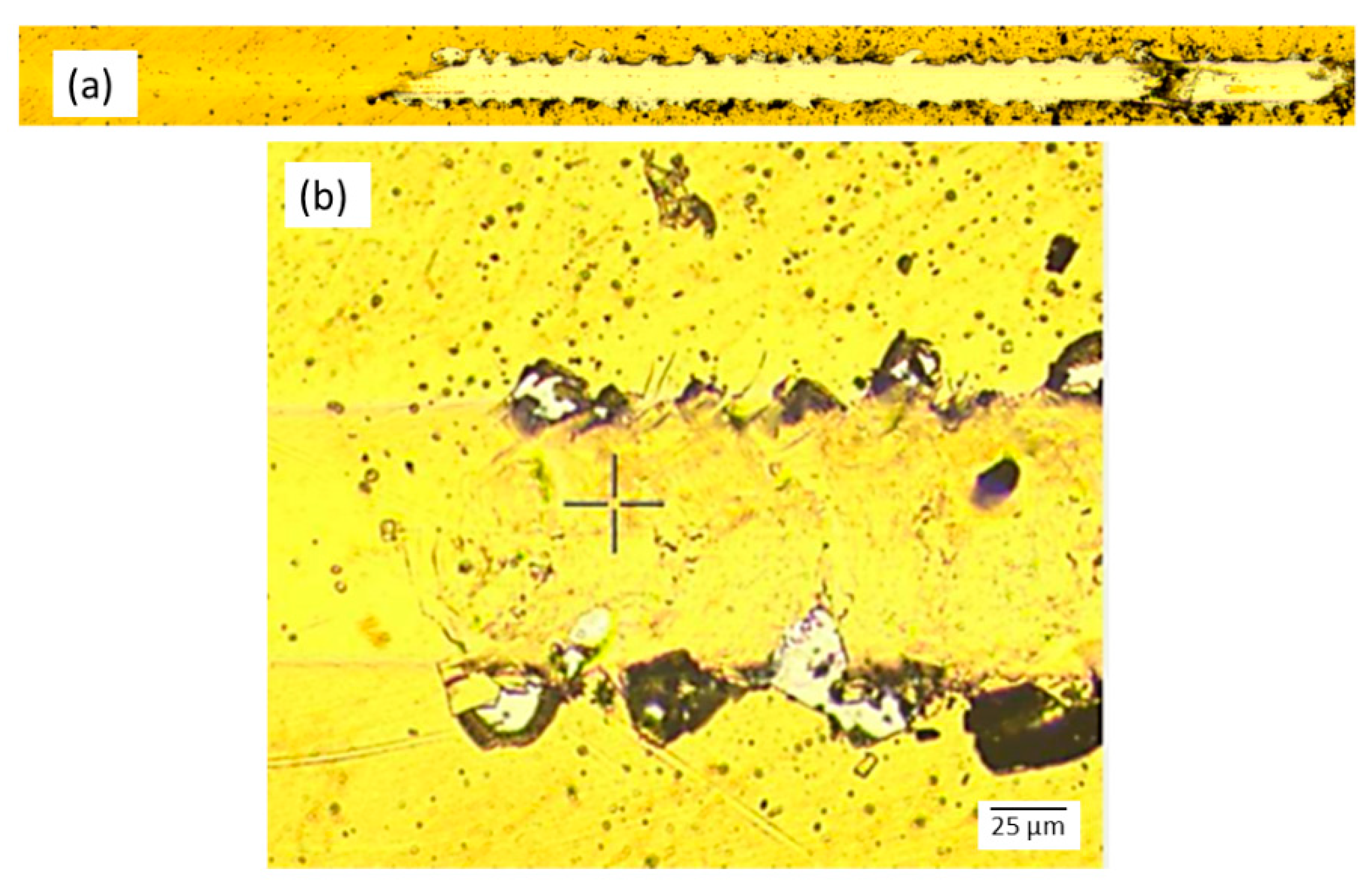
The results of the scratch test confirmed the indications obtained by the Rockwell test,
Table 8. The lowest average critical fracture force (
Lc2) of 27.11 N was obtained for TiN coating. Higher quality TiCN coating showed average values of 35.52 N, while no occurrence of delamination was detected for TiBN coating even at a force of 50 N. The TiN coating exhibited separation and delamination, which occurred even at low forces equal to
Lc2,
Figure 14. A higher force of about 46 N was required to penetrate the TiCN coating.
The TiBN coating and its coating process can be considered very successful in terms of adhesion, as it was able to withstand a maximum force of 50 N without traces of separation and penetration.











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}