
The Effects on Thermal Efficiency of Yttria-Stabilized Zirconia and Lanthanum Zirconate-Based Thermal Barrier Coatings on Aluminum Heating Block for 3D Printer


Abstract
1. Introduction
2. Materials and Simulation
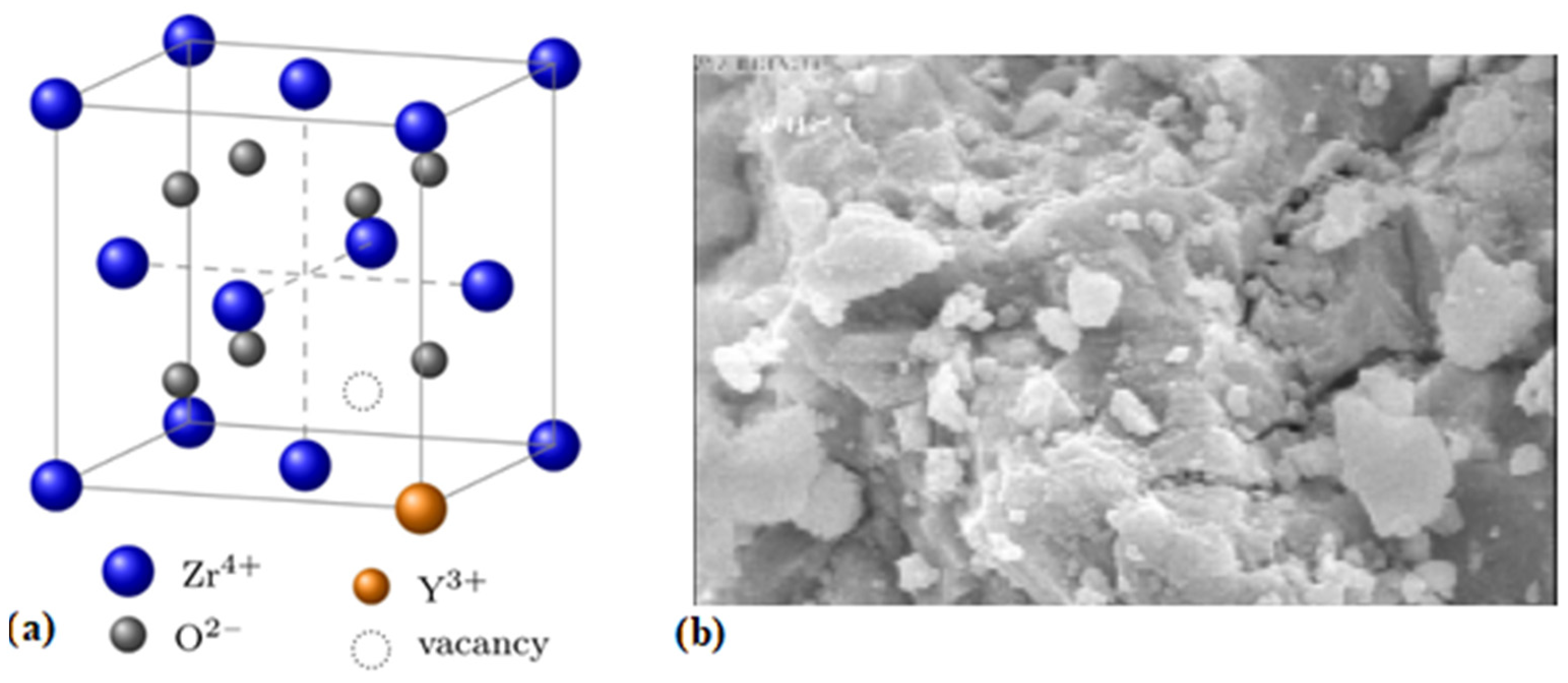
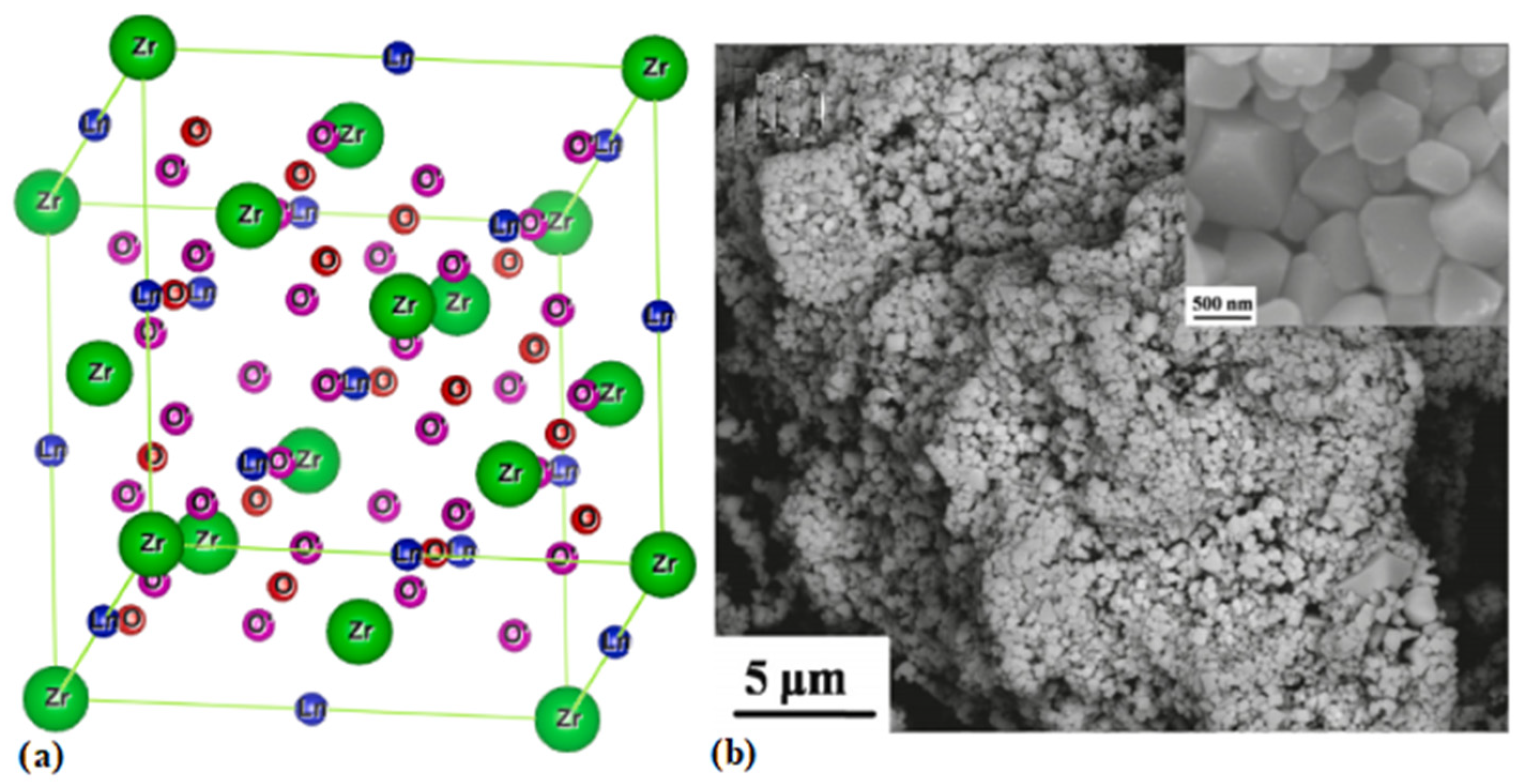
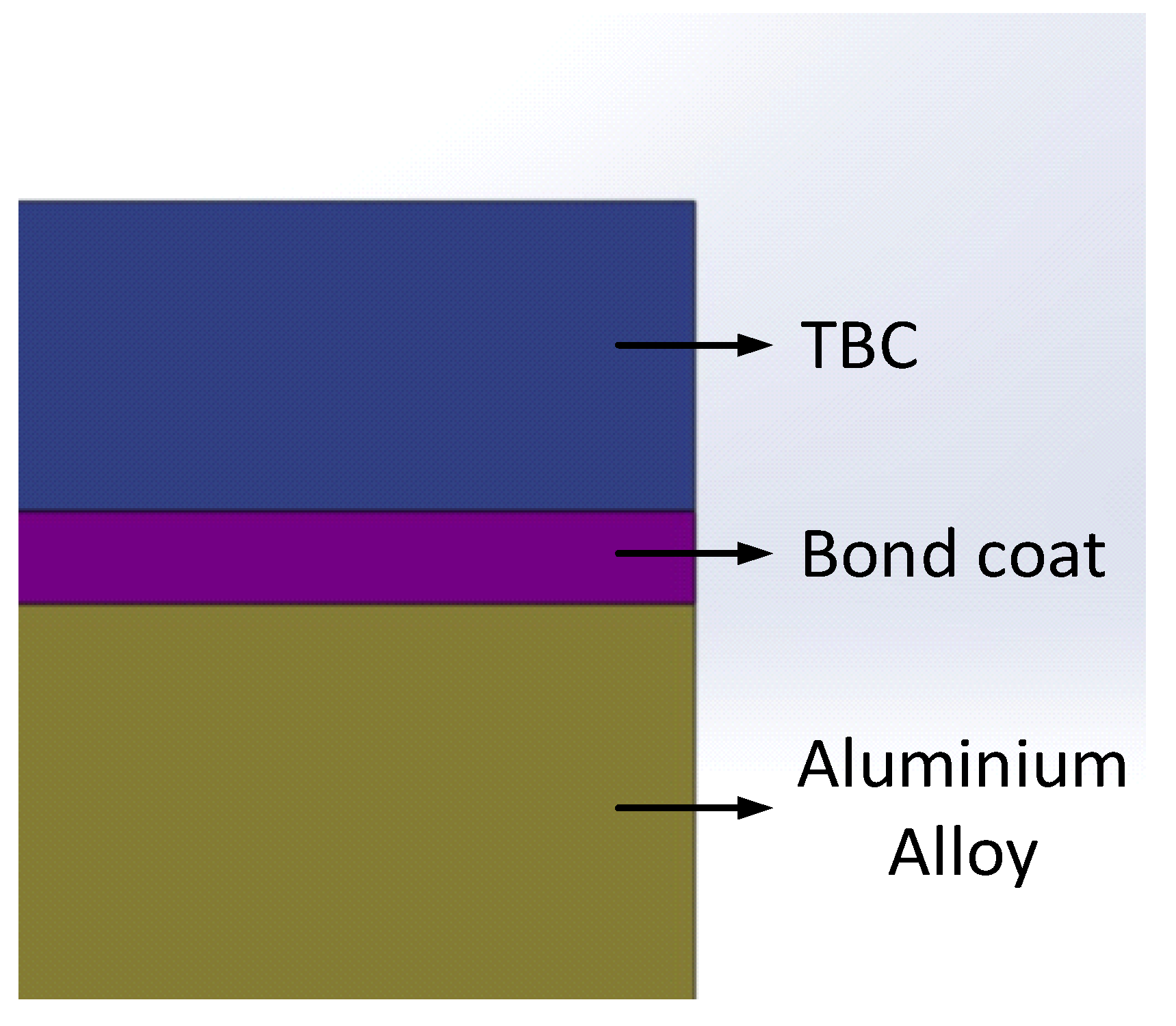
2.1. Materials
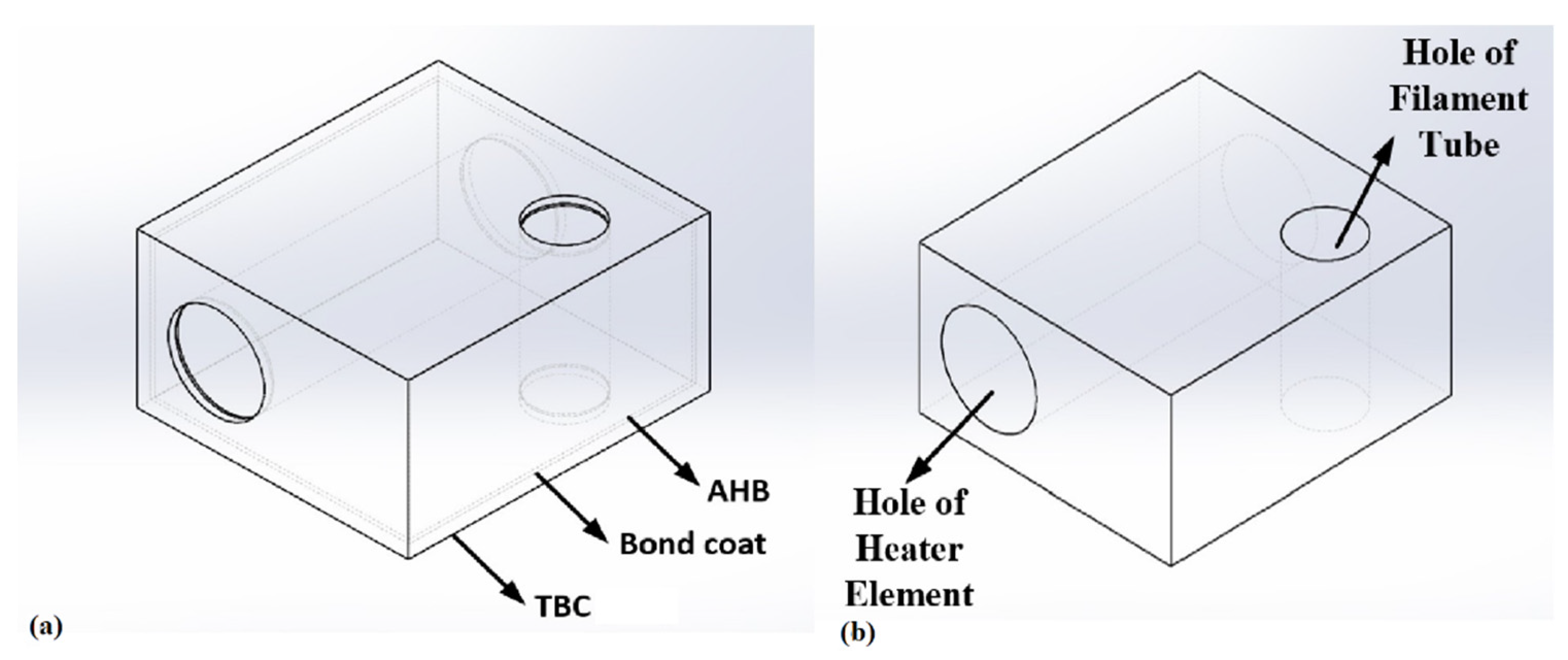
2.2. Numerical Modeling of the Thermal Problem
2.3. Simulation of Finite Element Analysis
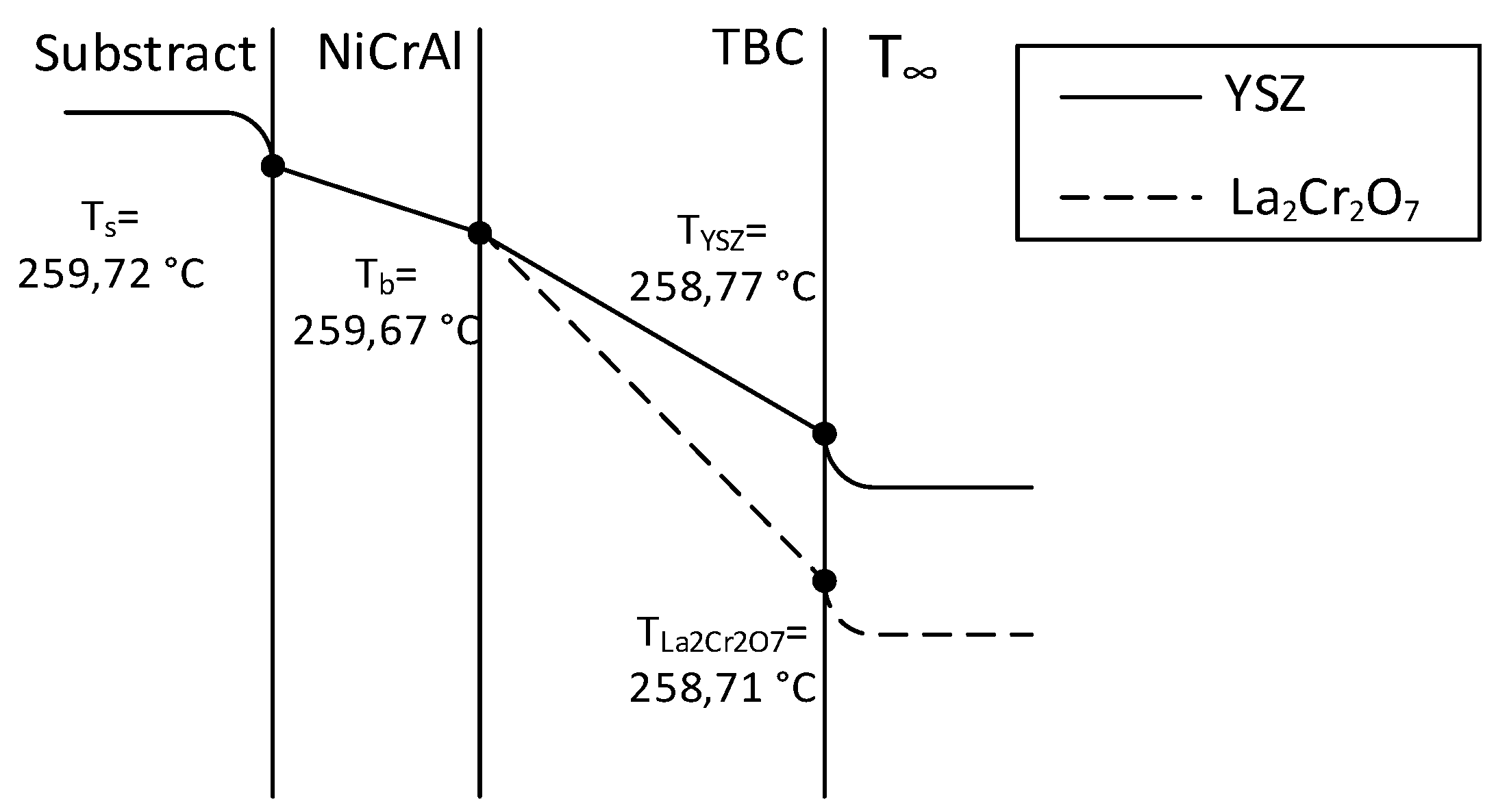
- The ambient temperature was 22 °C and the air was stagnant. The heat transfer coefficient was 5 W/m2 K between AHB and air;
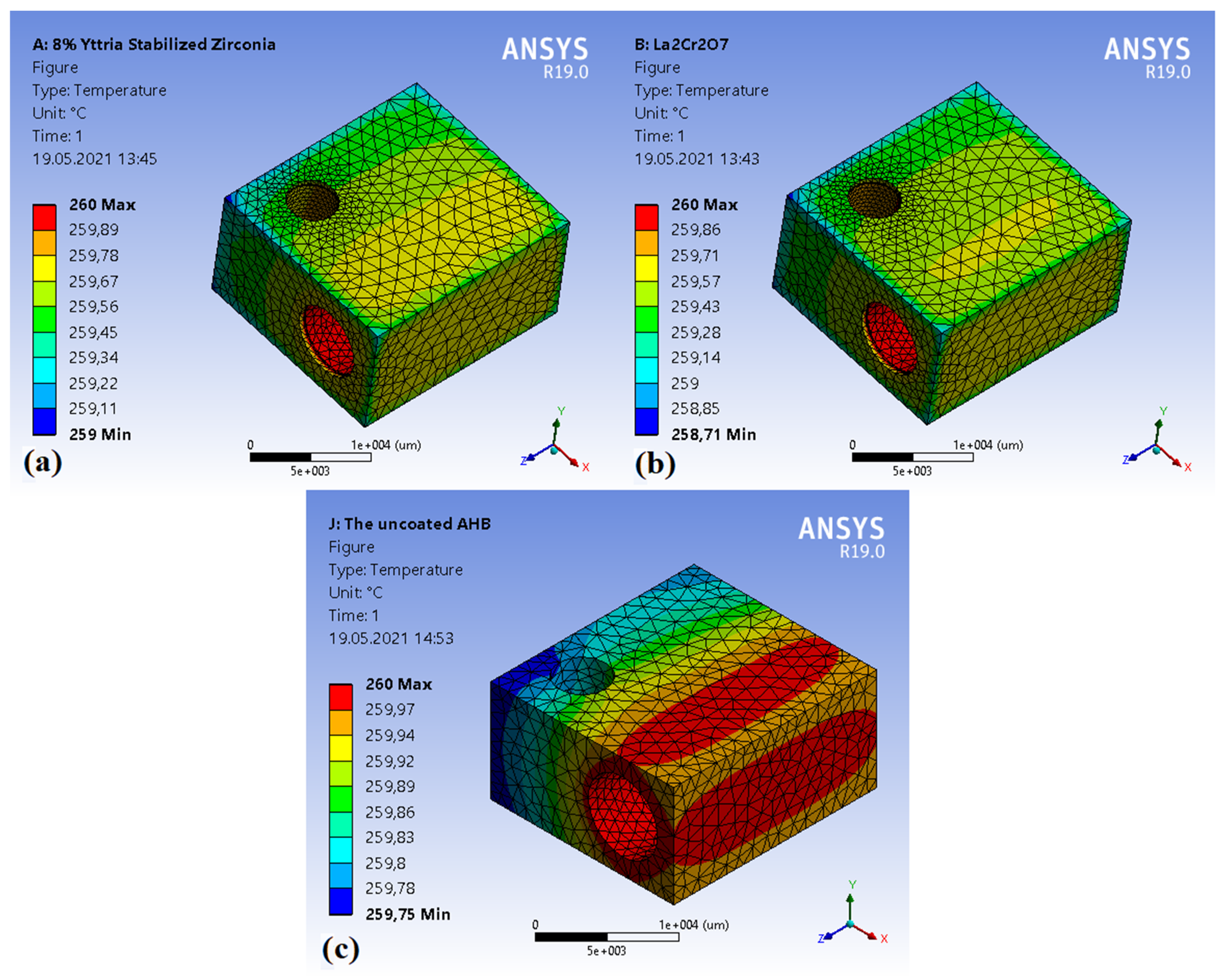
- Since the printing temperature for ABS material was 260 °C, the AHB temperature was 260 °C due to the extruder temperature.
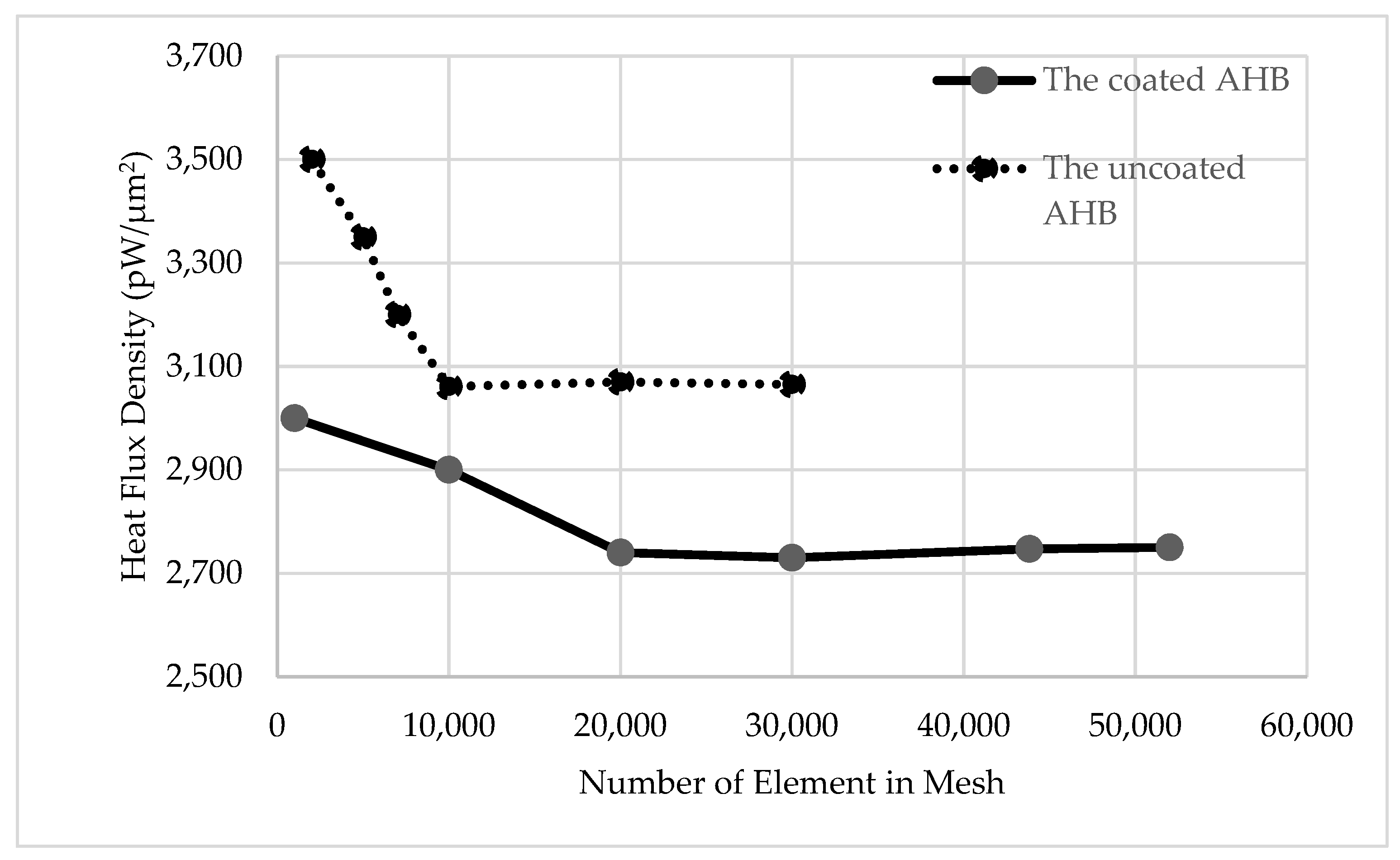
Mesh and Convergence Study
3. Results and Discussion
4. Conclusions
- The operating temperature of the AHB is lower than the maximum operating temperature of TBC materials. Therefore, thermal expansion and crack formation caused by temperature will be reduced [34]. Due to the low thermal expansion coefficient of YSZ, it will have a longer life than La2Cr2O7. The validity of using the coating method for 3D printers operating at high temperatures (approximately 500 °C) requires further experimental studies;
- YSZ and La2Cr2O7 coatings showed the same effects in preventing heat loss. Both coating materials are suitable for use at 260 °C. However, at higher temperatures, the difference between the thermal conductivity of the materials will be apparent. Cracks will occur on the material surfaces and their service life will be reduced [34]. In future studies, these effects could be examined through analysis and experiments that can be conducted at high temperatures;
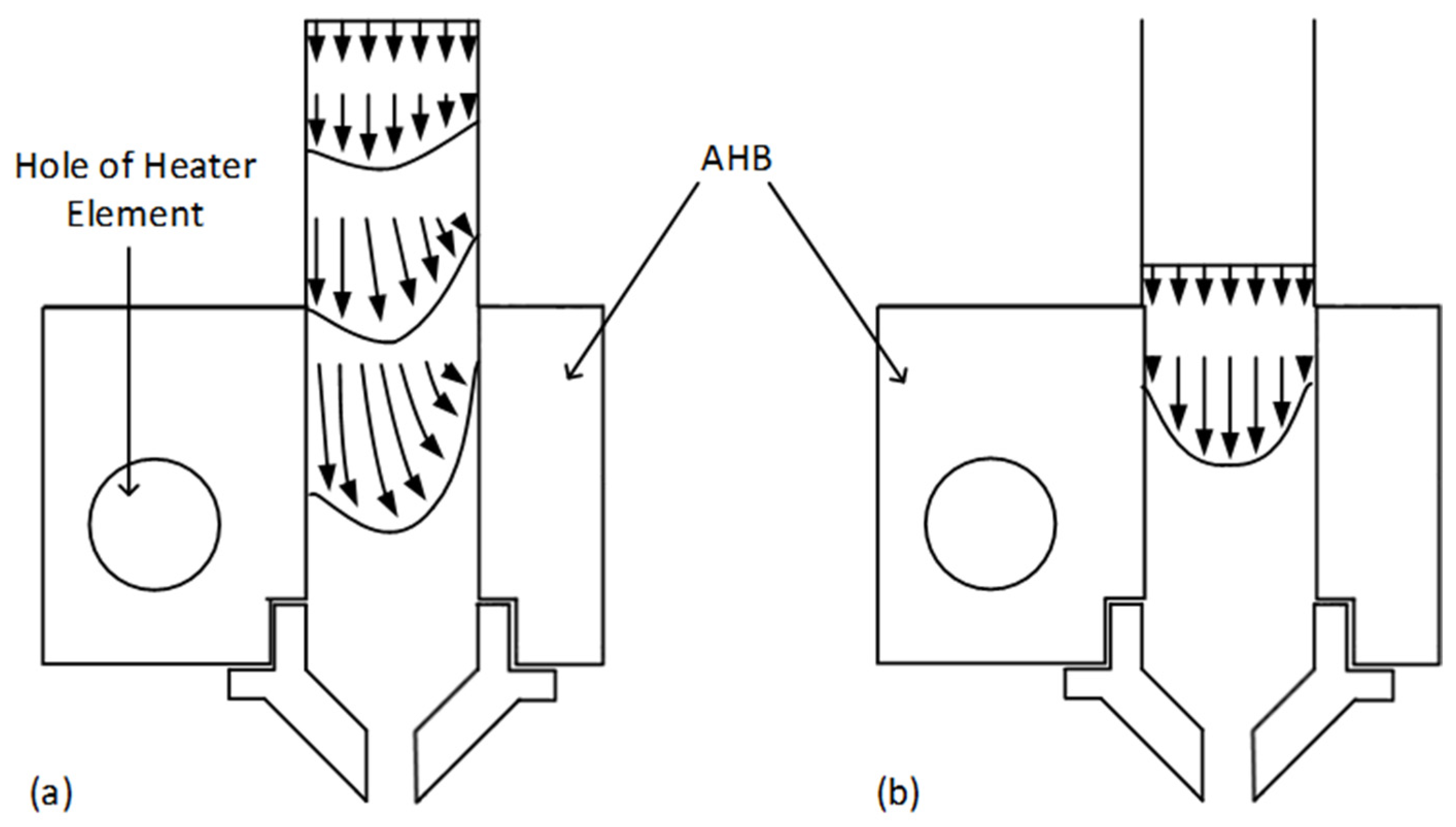
- The effect of the coating method on the melt flow velocity was investigated. The homogeneous temperature distribution of the coated models provided the flow velocity of the filament with a regular profile. It was found that TBC contributes to a laminar flow;
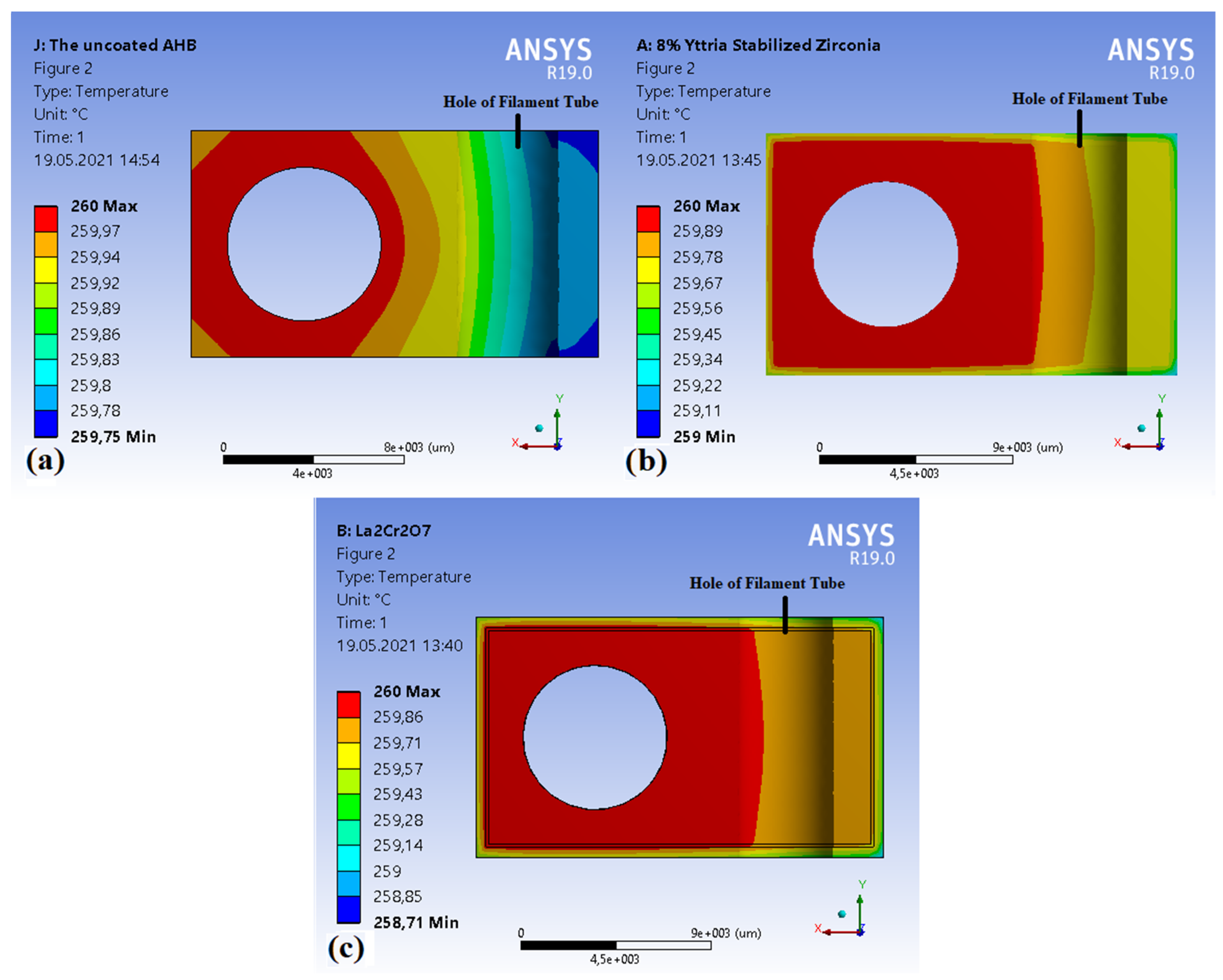
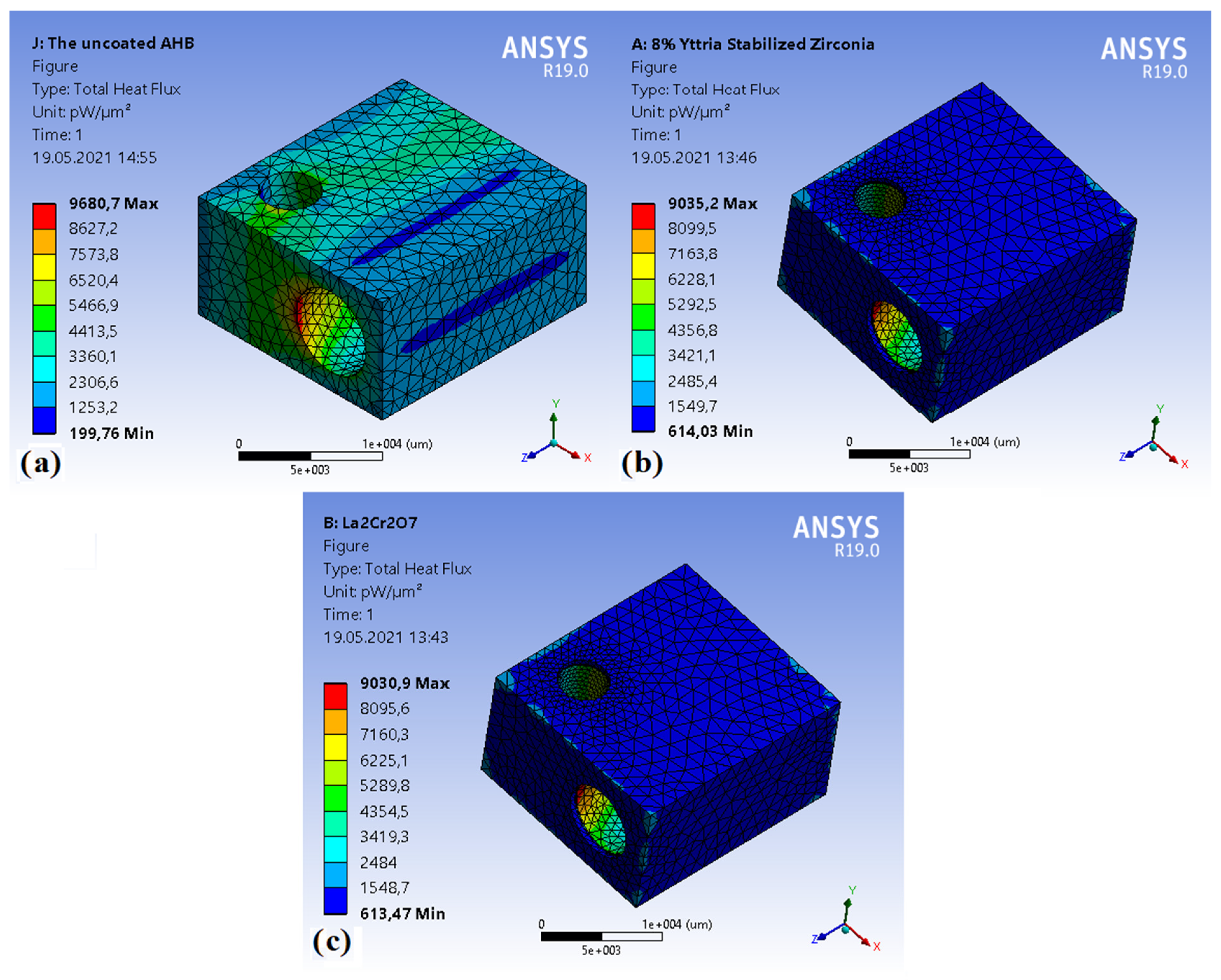
- TBC prevented heat loss. It contributed to the homogeneous distribution of heat on AHB;
- TBC affected the distribution of temperature on AHB by preventing heat loss. The temperature of the filament tube hole increased;
- The transfer of heat to the surrounding environment was prevented, and the heating time of AHB was shortened;
- Energy losses were prevented by increasing thermal efficiency. With the closed loop control method, when the temperature of the AHB decreases the heating element operates, and heating is provided. Reducing the heat flux prevents temperature fluctuations and the heater element works less. This reduces the energy consumption required for heating.
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- McIlroy, C.; Olmsted, P.D. Disentanglement effects on welding behaviour of polymer melts during the fused-filament-fabrication method for additive manufacturing. Polymer 2017, 123, 376–391. [Google Scholar] [CrossRef]
- Turner, B.N.; Gold, S.A. A review of melt extrusion additive manufacturing processes: II. Materials, dimensional accuracy, and surface roughness. Rapid Prototyp. J. 2015, 21, 250–261. [Google Scholar] [CrossRef]
- Wong, K.V.; Hernandez, A. A Review of Additive Manufacturing. ISRN Mech. Eng. 2012, 2012, 1–10. [Google Scholar] [CrossRef]
- Peng, F.; Vogt, B.D.; Cakmak, M. Complex flow and temperature history during melt extrusion in material extrusion additive manufacturing. Addit. Manuf. 2018, 22, 197–206. [Google Scholar] [CrossRef]
- Horn, T.J.; Harrysson, O.L.A. Overview of current additive manufacturing technologies and selected applications. Sci. Prog. 2012, 95, 255–282. [Google Scholar] [CrossRef] [PubMed]
- Guo, N.; Leu, M.C. Additive manufacturing: Technology, applications and research needs. Front. Mech. Eng. 2013, 8, 215–243. [Google Scholar] [CrossRef]
- Vaezi, M.; Seitz, H.; Yang, S. A review on 3D micro-additive manufacturing technologies. Int. J. Adv. Manuf. Technol. 2013, 67, 1721–1754. [Google Scholar] [CrossRef]
- Turner, B.N.; Strong, R.; Gold, S.A. A review of melt extrusion additive manufacturing processes: I. Process design and modeling. Rapid Prototyp. J. 2014, 20, 192–204. [Google Scholar] [CrossRef]
- Parandoush, P.; Lin, D. A review on additive manufacturing of polymer-fiber composites. Compos. Struct. 2017, 182, 36–53. [Google Scholar] [CrossRef]
- Vukicevic, M.; Mosadegh, B.; Min, J.K.; Little, S.H. Cardiac 3D Printing and Its Future Directions. JACC Cardiovasc. Imaging 2017, 10, 171–184. [Google Scholar] [CrossRef]
- Dizon, J.R.C.; Espera, A.H.; Chen, Q.; Advincula, R.C. Mechanical characterization of 3D-printed polymers. Addit. Manuf. 2018, 20, 44–67. [Google Scholar] [CrossRef]
- Enrique, L.; Vega-rios, A. Filament extrusion and its 3D printing of poly (lactic acid)/poly (styrene-Co-methyl methacrylate) blends. Appl. Sci. 2019, 9, 5153. [Google Scholar] [CrossRef]
- Gregor-Svetec, D.; Leskovšek, M.; Vrabič Brodnjak, U.; Stankovič Elesini, U.; Muck, D.; Urbas, R. Characteristics of HDPE/cardboard dust 3D printable composite filaments. J. Mater. Process. Technol. 2020, 276, 116379. [Google Scholar] [CrossRef]
- Singh, R.; Singh, G.; Singh, J.; Kumar, R. Investigations for tensile, compressive and morphological properties of 3D printed functional prototypes of PLA-PEKK-HAp-CS. J. Thermoplast. Compos. Mater. 2019. [Google Scholar] [CrossRef]
- Comminal, R.; Serdeczny, M.P.; Pedersen, D.B.; Spangenberg, J. Numerical modeling of the strand deposition flow in extrusion-based additive manufacturing. Addit. Manuf. 2018, 20, 68–76. [Google Scholar] [CrossRef]
- Osswald, T.A.; Puentes, J.; Kattinger, J. Fused filament fabrication melting model. Addit. Manuf. 2018, 22, 51–59. [Google Scholar] [CrossRef]
- Chacón, J.M.; Caminero, M.A.; García-Plaza, E.; Núñez, P.J. Additive manufacturing of PLA structures using fused deposition modelling: Effect of process parameters on mechanical properties and their optimal selection. Mater. Des. 2017, 124, 143–157. [Google Scholar] [CrossRef]
- Fleck, T.J.; Murray, A.K.; Gunduz, I.E.; Son, S.F.; Chiu, G.T.C.; Rhoads, J.F. Additive manufacturing of multifunctional reactive materials. Addit. Manuf. 2017, 17, 176–182. [Google Scholar] [CrossRef]
- Bellehumeur, C.; Li, L.; Sun, Q.; Gu, P. Modeling of bond formation between polymer filaments in the fused deposition modeling process. J. Manuf. Process. 2004, 6, 170–178. [Google Scholar] [CrossRef]
- Yang, C.; Tian, X.; Li, D.; Cao, Y.; Zhao, F.; Shi, C. Influence of thermal processing conditions in 3D printing on the crystallinity and mechanical properties of PEEK material. J. Mater. Process. Technol. 2017, 248, 1–7. [Google Scholar] [CrossRef]
- Manohar, B.; Jothi, M.; Udaykumar, R. The effects of thermal barrier coating on thermal stress and temperature distribution in a diesel engine piston for magnesia/yittria partially stabliliszed zirconia. Int. J. Res. Mech. Eng. Technol. 2015, 6, 9–15. [Google Scholar]
- Aabid, A.; Khan, S.A. Optimization of heat transfer on thermal barrier coated gas turbine blade. IOP Conf. Ser. Mater. Sci. Eng. 2018, 370, 012022. [Google Scholar] [CrossRef]
- Kumar, D.; Pandey, K.N.; Das, D.K. Thermal barrier coatings on aluminium-based alloy 2024 for high temperature protection subjected to thermal cyclic loading. Procedia Mater. Sci. 2014, 5, 1075–1080. [Google Scholar] [CrossRef][Green Version]
- Ciftyürek, E. %8 YSZ (İtriyum Ile Stabilize Edilmiş ZrO2) Termal Bariyer Kaplamaların (TBK) Üretilmesi ve Proses Parametreleri Optimizasyonu. Ph.D. Thesis, Istanbul Technical University, Istanbul, Turkey, 2009. [Google Scholar]
- Yesildal, R.; Günay, Y.Z. The coating with plasma spray method and research of spray characteristics. Deü Mühendislik Fakültesi Fen Ve Mühendislik Derg. 2007, 9, 59–76. [Google Scholar]
- Singh, G.; Bala, N.; Mishra, A. Comprehensive review on mcraly coatings: Structure, properties and future. Int. J. Adv. Sci. Technol. 2020, 29, 4867–4870. [Google Scholar]
- Guven Gok, M.; Goller, G. State of the art of gadolinium zirconate based thermal barrier coatings: Design, processing and characterization. Methods Film Synth. Coat. Proced. 2020. [Google Scholar] [CrossRef]
- Diltemiz, S.F. Thermal and Mechanical Properties Optimisation of Thermal Barrier Coatings. Ph.D. Thesis, Eskisehir Osmangazi University, Eskisehir, Turkey, 2010. [Google Scholar]
- Khaloobagheri, M.; Janipour, B.; Askari, N.; Shafiee Kamal Abad, E. Characterisation of powder metallurgy Cu-ZrO2 composites. Adv. Prod. Eng. Manag. 2013, 8, 1–8. [Google Scholar] [CrossRef]
- Vagner, P.; Guhlke, C.; Milos, V.; Müller, R.; Fuhrmann, J. A continuum model for yttria-stabilized zirconia incorporating triple phase boundary, lattice structure and immobile oxide ions. J. Solid State Electrochem. 2019, 23, 2907–2926. [Google Scholar] [CrossRef]
- Hayashi, H.; Saitou, T.; Maruyama, N.; Inaba, H.; Kawamura, K.; Mori, M. Thermal expansion coefficient of yttria stabilized zirconia for various yttria contents. Solid State Ion. 2005, 176, 613–619. [Google Scholar] [CrossRef]
- Kushwaha, A.K.; Mishra, S.P.; Vishwakarma, M.K.; Chauhan, S.; Jappor, H.R.; Khenata, R.; Bin Omran, S. Theoretical study of thermal conductivity, mechanical, vibrational and thermodynamical properties of Ln2Zr2O7 (Ln = La, Nd, Sm, and Eu) pyrochlore. Inorg. Chem. Commun. 2021, 127, 1–10. [Google Scholar] [CrossRef]
- Huang, Z.; Li, F.; Jiao, C.; Liu, J.; Huang, J.; Lu, L.; Zhang, H.; Zhang, S. Molten salt synthesis of La2Zr2O7 ultrafine powders. Ceram. Int. 2016. [Google Scholar] [CrossRef]
- Karabaş, M.; Bal, E. New generation thermal barrier coating materials. Electron. J. Mach. Technol. 2015, 12, 57–64. [Google Scholar]
- Itoh, Y.; Saitoh, M. Mechanical properties of overaluminized MCrAlY coatings at room temperature. J. Eng. Gas Turbines Power 2005, 127, 807–813. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Thermal Conductivity (W/m K) | Thermal Expansion × 10e−6 (1/K) | Specific Heat (J/kg K) |
|---|---|---|---|
| NiCrAl | 16.1 | 12 | 764 |
| YSZ | 2.2 | 10.9 | 620 |
| La2Cr2O7 | 1.5 | 9.5 | N/A |
| Material | Number of Elements | Average Skewness Quality |
|---|---|---|
| Uncoated AHB | 10,053 | 0.28612 |
| Coated AHB | 43,825 | 0.37147 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Demir, H. The Effects on Thermal Efficiency of Yttria-Stabilized Zirconia and Lanthanum Zirconate-Based Thermal Barrier Coatings on Aluminum Heating Block for 3D Printer. Coatings 2021, 11, 792. https://doi.org/10.3390/coatings11070792
Demir H. The Effects on Thermal Efficiency of Yttria-Stabilized Zirconia and Lanthanum Zirconate-Based Thermal Barrier Coatings on Aluminum Heating Block for 3D Printer. Coatings. 2021; 11(7):792. https://doi.org/10.3390/coatings11070792
Chicago/Turabian StyleDemir, Hasan. 2021. "The Effects on Thermal Efficiency of Yttria-Stabilized Zirconia and Lanthanum Zirconate-Based Thermal Barrier Coatings on Aluminum Heating Block for 3D Printer" Coatings 11, no. 7: 792. https://doi.org/10.3390/coatings11070792
APA StyleDemir, H. (2021). The Effects on Thermal Efficiency of Yttria-Stabilized Zirconia and Lanthanum Zirconate-Based Thermal Barrier Coatings on Aluminum Heating Block for 3D Printer. Coatings, 11(7), 792. https://doi.org/10.3390/coatings11070792