1. Introduction
Thermally modified wood (TMW) is considered as an available, dimensionally stable and durable material. TMW products are commonly used as nonstructural material for various indoor and above-ground outdoor applications, e.g., flooring, cladding or decking. It is known that different processes of thermal modification and operating conditions [
1] causes different changes in chemical composition [
2,
3,
4], physical, mechanical properties and durability [
5,
6,
7,
8], as well as surface energy and color of TMW [
9,
10]. One of the main advantages of thermal modification at a temperature above 180 °C is the dimensional stability improvement of wood. Wood is a hygroscopic material, which means it readily absorbs moisture. Thermal modification is reported to increase the dimensional stability of the wood significantly [
11,
12,
13]. At that high temperature, hemicelluloses and lignin structures in the wood will go through irreversible changes that make this effect permanent in the wood [
14,
15].
Coating is necessary to protect the attractive appearance and color of thermally modified wood [
16]. Higher dimensional stability of TMW translates to less swelling and shrinkage [
17,
18,
19]; thus, in general, they should create fewer stresses for a coating’s film [
20]. Additionally, the hydrophilicity of TMW has great impact on the coating process and coating performance. Due to the migration of fats, resins and other non-polar or less polar substances contained in wood as well as due to the degradation of hydroxyl groups in wood polysaccharides, the wood surface becomes more hydrophobic [
21,
22]. Due to this fact, painting-based oil well wetted the surface of TMW. Conversely, when applying water-borne coatings, the time of curing and penetration is prolonged due to the lower water surface absorption and changed polarity of wood [
23]. Petrič et al. [
24] reported good wetting of oil-treated Scots pine wood by waterborne coatings. In the works of Altgen and Militz [
25], the penetration of coating systems based on a solvent-borne oil, a waterborne alkyd-reinforced acrylate paint and a waterborne acrylate paint into Norway spruce and Scots pine TMW was analysed. They found that the penetration of coating systems into TMW did not differ from unmodified wood, although an excessive penetration of solvent-borne oil was found occasionally for TMW. The adhesion strength of waterborne coatings depended on the system that was used. Additionally, Nejad et al. [
20] investigated the weathering performance of exterior penetrating stains when applied to oil-treated wood. They found better color stability and overall better general appearance ranking and lower moisture uptake of heat-treated woods than coated untreated wood samples. In the work of Herrera et al. [
26], the changes in visual appearance, the surface topography, and the wood-coating interactions of UV-hardened solvent-free and water-borne polyurethane coating on ash TMW were observed due to artificial accelerated ageing in a UV chamber. In addition, the mechanical resistance of oils and waxes on beech TMW was also studied in our previous work [
27].
Coatings based on natural and synthetic oils and waxes, or in their mixture with aqueous dispersions, belong to the group of “green coatings” or “ecological coatings”. Oils fall into category of penetrating finishes which enhance the natural wood gain and appearance. Still, oils fill the wood lumens and cavities, not being chemically bonded to the wood cell walls. Vegetable oil such as linseed oil, tall oil and tung oil are very efficient against water uptake when used for treating wood surfaces. However, they have limiting quality characteristics such as low hardness, problematic light stability, and low resistance to liquids—detergents, food, and chemicals [
28]. They are poorly resistant to application to the surface of stressed wood products such as kitchen worktop surfaces and wood flooring. The price ranges of these coating materials are different with respect to the chemical composition of the film-forming components. The most expensive oil-wax coatings contain pure natural products such as vegetable oils, beeswaxes, carnauba wax and others [
29].
The presented work deals with the evaluation of selected mechanical and resistance properties of oil and wax wood surface finishes and their dependence on the type of the wooden substrate (native and thermally modified oak wood) that provide a comprehensive view of the quality and performance of these ones.
2. Materials and Methods
2.1. Material
In the experiments, Turkey oak (Quercus cerris L.) heartwood was used. The test samples were made from sound boards:
wood without thermal modification (native) with drying temperature 100 °C and an average density of ρ0 = 761 kg/m3 and a moisture content of 8% ± 2%;
wood thermally modified at 175 °C for 4 h (TMW 175 °C) with an average density of ρ0 = 771 kg/m3 and a moisture content of 5% ± 2%;
wood thermally modified at 195 °C for 4 h (TMW 195 °C) with an average density of ρ0 = 700 kg/m3 and a moisture content of 4% ± 1%.
Wood and their thermal modification according to industrial production standards at given temperatures was provided by the company TECHNI—PAL (Polkanová, Staré Hory, Slovakia). The dimensions of boards were 1000 × 100 × 20 mm3 (longitudinal × radial × tangential). For each surface finish and type of substrate, five boards were selected randomly. The surface of test specimens was grinded with sandpapers with grid numbers of 60 and 80.
2.2. Surface Finishing Process
The test specimens were coated with commercial coatings for interior such as:
Linseed oil (Novochema, Levice, Slovakia) without siccative—used to make a base coat on wood or other absorbent surfaces, under coatings of oil or synthetic coating materials;
Hard wax oil (Renojava s.r.o., Prešov, Slovakia)—a mixture of hard wax oil, siccative, and aliphatic solvent. It is used to finish all types of parquets and interior furniture with both normal and high loads;
Hard wax (Adler-Werk Lackfabrik Johann Berghofer GmbH & Co KG, Schwaz, Austria)—hard wax, free of solvents, based on natural oils and wax. It contains linseed oil, bees wax, carnauba wax, and cobalt-zircone siccative.
The following surface finishes were made:
Linseed oil: one coat of Linseed oil with average film thickness of 30 ± 10 µm;
Linseed oil + oil: undercoat = one coat of Linseed oil + finishing coat = two coats of Hard wax oil—the average film thickness of 80 ± 10 µm;
Wax: one coat of Hard wax with average film thickness of 30 ± 10 µm.
The surface finishes were made according to the recommendations listed in the technical sheets. The coatings were applied and cured at a temperature of (23 ± 2) °C and a relative air humidity of (50 ± 5)%. The drying time between the first and second application was 24 h. Before the next application, the coating was ground by hand with sandpaper with grid number of P240. After finishing, the samples were conditioned at a temperature of (23 ± 2) °C and a relative humidity of (50 ± 5)% for 14 days. Then the mechanical resistance and properties were investigated. The coating film thickness was measured with Thickness Gauge (type PosiTector® 200 from DeFelsko Corporation, Ogdensburg, NY, USA) working on the ultrasonic principle.
2.3. Adhesion
The adhesion of the coating films on thermally modified wood and unmodified wood was evaluated by Pull-off test according to the standard STN EN ISO 4624 [
30] and by Cross-cut test according to the standard STN EN ISO 2409 [
31]. The adhesion was measured on 5 samples per surface finish and 2 measurements were performed on each sample.
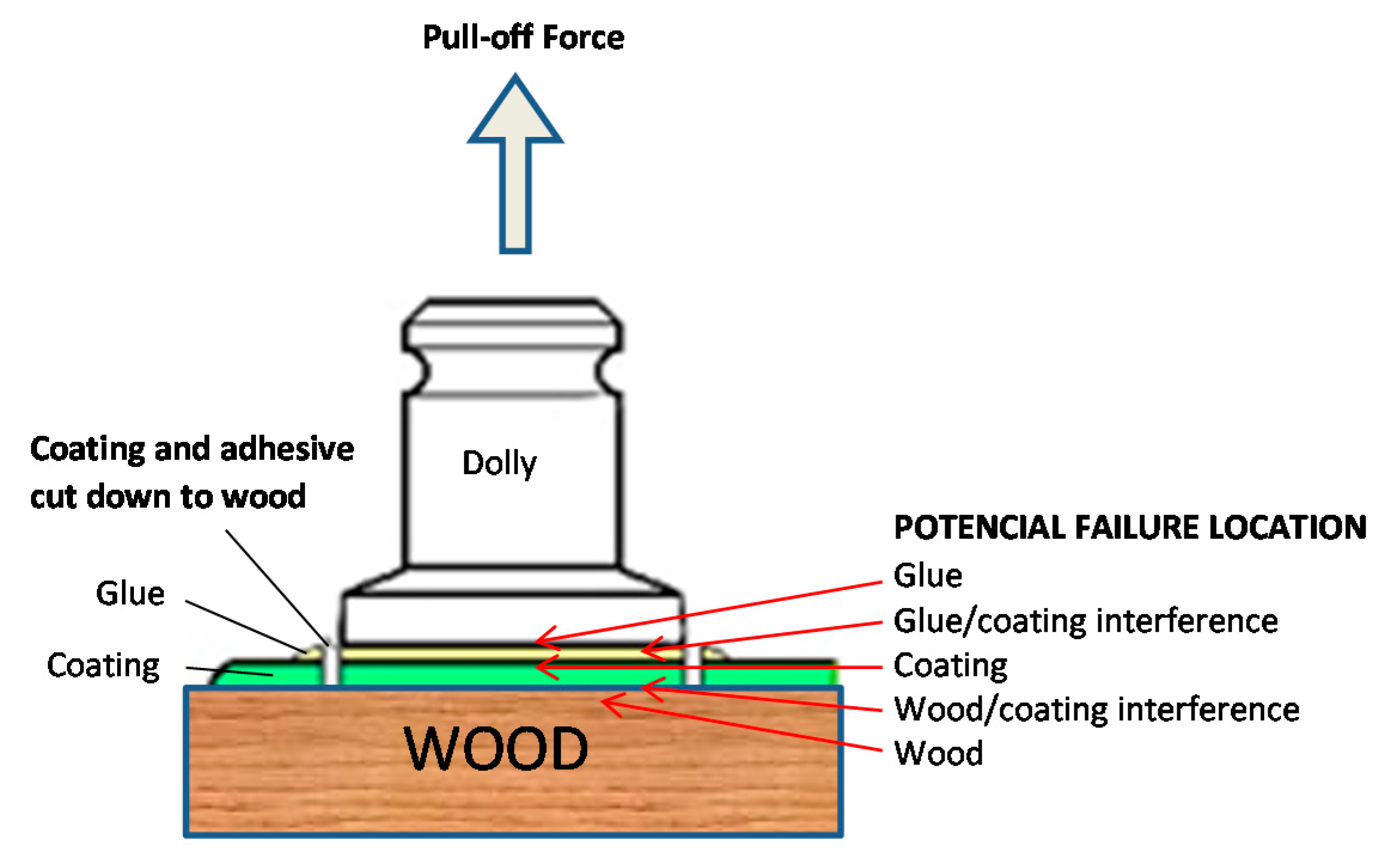
The machine PosiTest® AT-M Pull-Off Adhesion Tester (DeFelsko Corporation, Ogdensburg, NY, USA) was used for Pull-off test. Small 20 mm diameter dollies were glued to the coating film using two-component epoxy resin (Pattex® Repair Epoxy, Henkel AG & Co. KGaA, Düsseldor, Germany). After 24 h of curing at 20 °C and a relative air humidity of 60%, perimeters of glued dollies were carefully incised to prevent the propagation of failures out the tested area. Pulling was applied at a rate of 1 mm/min up to separation of the dolly from the surface.
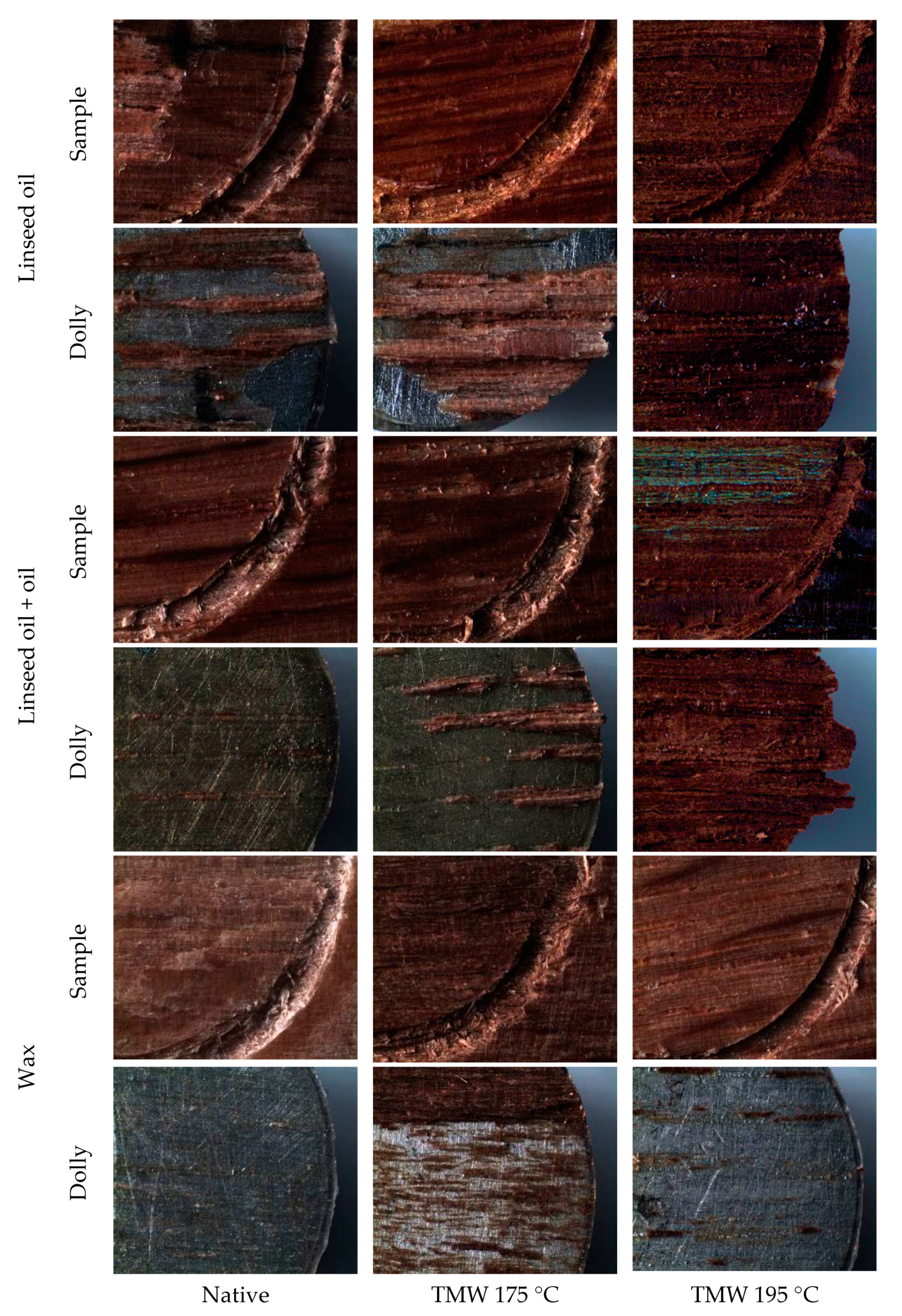
The disruption was also evaluated visually using a table magnifying glass. Classification of failure location (wood—coating film—glue joint—metal dolly) from the Pull-off strength test is shown in
Figure 1.
The Cross-cut test was measured on 3 samples per surface finish and 3 measurements were performed on each sample. The Cross-cut test was done as follows: a crosshatch pattern was cut through the coating film to the substrate. The spacing between cuts was selected on the base of the thickness of the surface finish and on the type of substrate as follows: the thickness of the coating film up to 60 μm, the 2 mm spacing for soft wood substrates; the thickness of the coating film from 61 μm to 120 μm, the 2 mm spacing for both hard and soft substrates.
The adhesion of the coating film was classified into 6 grades according to
Table 1.
2.4. Impact Resistance
The impact resistance of the surface finishes was determined according to the standard STN EN ISO 6272-2 [
32]. The impact resistance of the surface finish was measured on 3 samples per surface finish. On each sample, 5 measurements were performed for each drop height—10 mm, 25 mm, 50 mm, 100 mm, 200 mm, and 400 mm.
The intrusion (a pinhole diameter) was measured for drop height of 400 mm with the measuring magnifying glass using 10-times magnification and the surface finish was evaluated subjectively according to
Table 2.
2.5. Hardness
The film hardness was determined by the Pencil test according to the standard STN EN ISO 15184 [
33]. The test started with the softest pencil (number 1 = 3B). The film hardness was measured on 3 samples per surface finish, and 3 measurements were performed on each sample.
The results of the test were evaluated according to the pencil that scratched the surface (
Table 3).
2.6. Abrasion Resistance
Evaluation of the surface finish resistance to abrasion was determined according to the standard STN EN ISO 7784-3 [
34]. The abrasion resistance was measured on 3 samples per surface finish after 100 cycles. The sample dimensions were of 100 × 100 × 20 mm.
The coefficient of the resistance to abrasion K
T was calculated according to the Equation (1):
where m
1—Specimen mass before sanding (g), m
2—Specimen mass after sanding (g), and F
COR—Correction coefficient of the used pair of abrasive papers (F
COR = 1.052).
2.7. Resistance to Cold Liquids
Surface resistance to cold liquids was determined according to the standard STN EN 12720+A1 [
35]. The test was performed on two randomly selected boards per surface finish and wood substrate.
Table 4 shows the selected cold liquids which are typical for everyday situations in household.
After 16 h exposure to a cold liquid, the surfaces was cleaned by gently wiping with absorbent cloth, soaked first in a cleaning solution and then in water. Finally, the surfaces were carefully dried with a dry cloth. Damage to the surface, i.e., discoloration, changes in gloss and color and other defects were visually evaluated in an observation box with direct light and graded according to
Table 5.
2.8. Resistance to Molds
That surface resistance molds are more likely to grow in the interior environment was determined according to the standard STN EN 15457 [
36]. Pure cultures of microscopic fungi
Aspergillus niger Tiegh. (strain BAM 122) and
Penicillium purpurogenum Dierckx (strain BAM 24) were grown and maintained on 2% Czapek-Dox agar at a temperature of 27 ± 1 °C and a relative humidity of 90%. The cultures were obtained from the Mycological Laboratory at the Faculty of Wood Sciences and Technology of the Technical University in Zvolen, Slovakia. A mixed spore suspension of the test fungi was prepared by washing the surface of individual 2-week-old Petri plate cultures with 10–15 mL of sterile demineralized water. Washings were combined in a spray bottle and diluted to approximately 100 mL with demineralized water to yield approximately 3 × 10
7 spores·mL
−1. The test was performed on 3 circular samples (with diameter of 55 mm) per surface finish. The samples placed individually on the surface of Czapek—Dox agar medium in Petri dishes (100 mm diameter and an outside height of 50 mm, one sample per Petri dish) were coated by brush with 1 mL of mixed mold spore suspension and incubated at 24 ± 2 °C and 80 ± 5% RH for 21 days.
Following incubation, the specimens were visually rated using a scale from 0 to 4 according to
Table 6 and using a light microscope Olympus BX43F (Olympus Corporation, Tokyo, Japan) using 4× magnification.
2.9. Statistival Analysys
The measured data of the adhesion (σ), the abrasion, and the resistance to molds were evaluated for individual groups of wood samples on the basis of mean values and standard deviations.
The relationship between adhesion (σ) and the modification temperature (t) was evaluated using (1) a linear correlation “σ = a + b · t” with a coefficient of determination (R2), and levels of significance (p-level), and (2) a post-hoc Duncan test with a level of statistical significance (p-level) and a statistical difference between these values at 95% statistical significance by the ANOVA statistical test. A statistical difference of mean for abrasion resistance (KT) was evaluated using a post-hoc Duncan test.
3. Results and Discussion
3.1. Adhesion
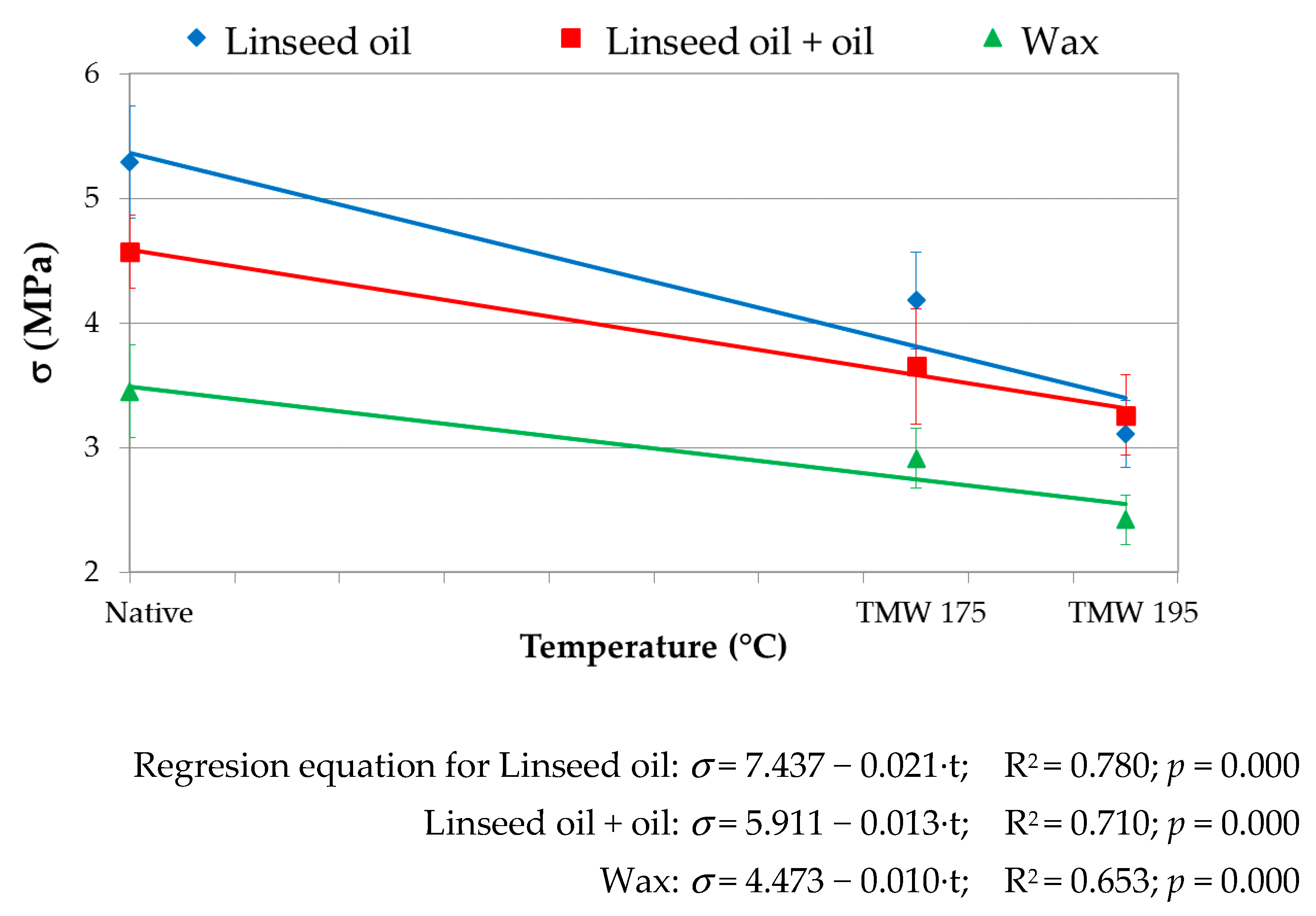
The adhesion was found to be dependent on the type of the wood substrate; the adhesion was higher on native wood than on the thermally modified wood. The highest adhesion was reached by the linseed oil and the lowest one by wax. The differences in adhesion of the surface finishes between native wood and TMW were statistically significant (
Table 7—see average values, Duncan test, and
p-level of significance).
The linear decreases in the adhesion in dependence of the increased temperature during thermal modification of Turkey oak wood and of the used type finishes are shown in
Figure 2. A significantly negative effect of the increased modification temperature was confirmed by the coefficient of determination
R2 of the linear correlation “
σ = a + b ·
t”, of 0.780, 0.710, and 0.653. The analysis indicated a statistically significant relationship at the 95% confidence level (the
p-value of the linear regression analysis was less than 0.05).
Not only the measured values of adhesion strength are important, but also the analysis of the area damaged after the Pull-off strength test. The damaged area of the wood surface layer on native wood with the linseed oil surface finish was the cohesive type of fracture of wood, the area of which was less than 25% of the tested area (
Figure 3), the rest of the area showed as adhesive type of fracture.
We can state that the measured value means the adhesion of the coating film to the surface. Greater damage of the wood surface layer (up to 40%) was recorded on TMW 175 °C. After the Pull-off testing on TMW 195 °C, the damage of wood surface layer was 100%. We can assume that the adhesion of the coating film was greater than cohesion of wood surface layer.
After Pull-off testing on the surface of native wood with the surface finish of linseed oil + oil (
Figure 3), the damage occurred in the interface of coating film-wood. It can be stated that the measured value is a value of adhesion. In the case of TMW 175 °C, 25% of the tested area was the cohesive fracture of wood. In the case of TMW 195 °C, the cohesive fracture was up to 100% (
Figure 3). We assume that the measured value on TMW 195 °C means the value of cohesion of wood surface layer and the adhesion was higher. In previous work [
37,
38] we described an adhesion of an oil surface finish on aged wood and wood attacked by fungi. On the aged wood with an oil surface finish, the cohesive break occurred mainly in the coating film. On the wood attacked by fungi, the breakage occurred in the wood surface layer. The wood surface layers were weakened and the breakage occurred in the oil-impregnated layer of wood. In this experiment, the wood surface layers were weakened by the heat treatment.
After Pull-off testing on the surface of native wood with the wax surface finish, the damage occurred in the interface of coating film-wood. In the case of TMW 175 °C, the damage occurred partially in wood surface layers and was classified as the cohesive fracture (25% of the area); the damage on the rest of the tested area was classified as adhesive type of fracture. On TMW 195 °C, the damage was classified as the adhesive type of fracture.
If comparing both oil surface finishes with the wax surface finish on TMW, it is seen that the adhesion of oil surface finishes was higher than the cohesion of wood surface layers, but the adhesion of the wax surface finish was lower than the cohesion of wood surface layers.
Sanding could improve the adhesion [
39] of the coatings by increasing its wettability.
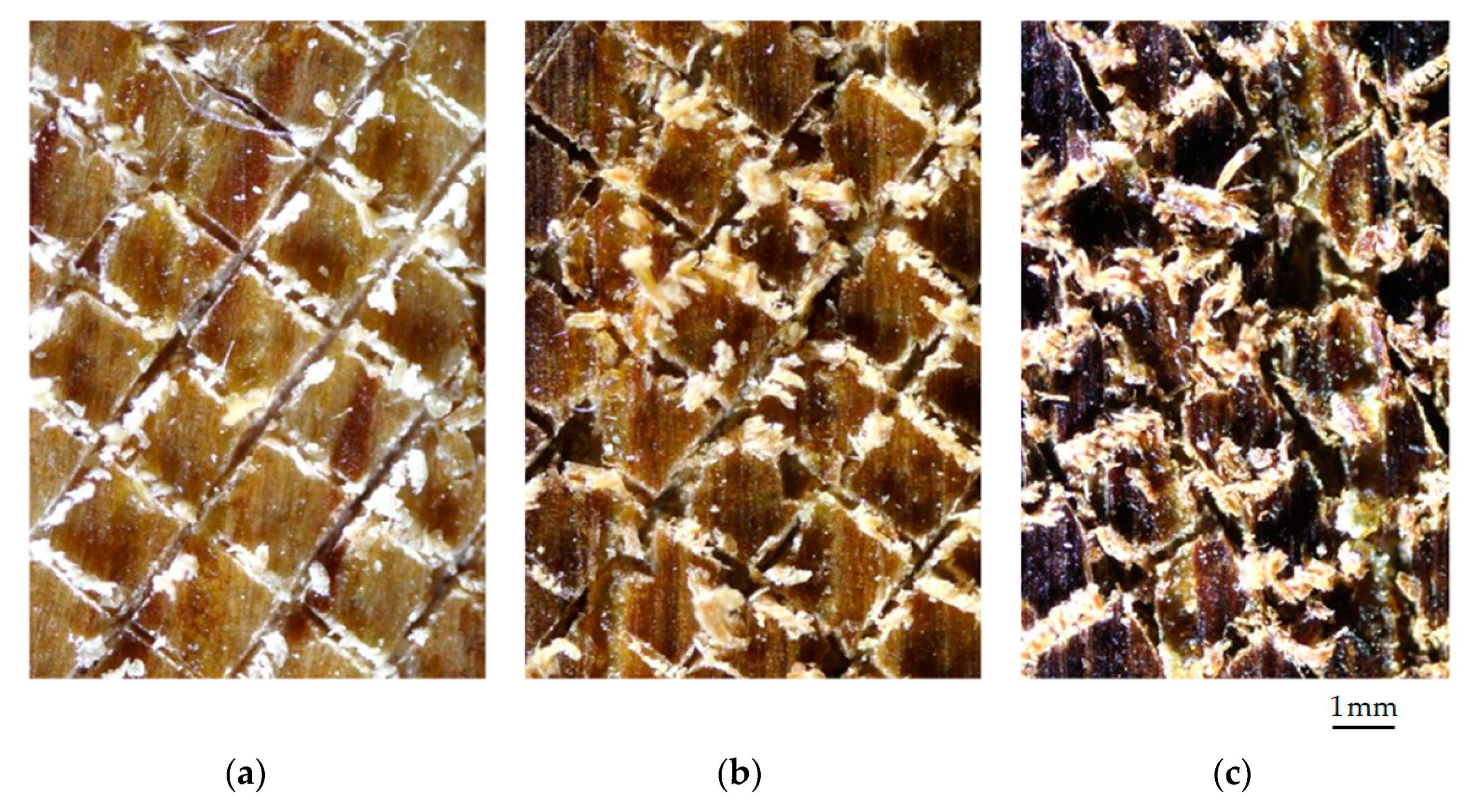
Table 8 also shows the Cross-cut adhesion of all tested coating films. The surface finish of linseed oil on native wood showed the adhesion classified as degree 2 and on TMW 175 °C and on TMW 195 °C as degree 3. The surface finish of linseed oil + oil on native wood and on TMW 175 °C showed the adhesion classified as degree 2; on TMW 195 °C showed the adhesion classified as 3. The surface finish of wax on native wood was classified as 2; on TMW 175 °C as degree 3 and on TMW 195 °C as degree 4 (
Figure 4).
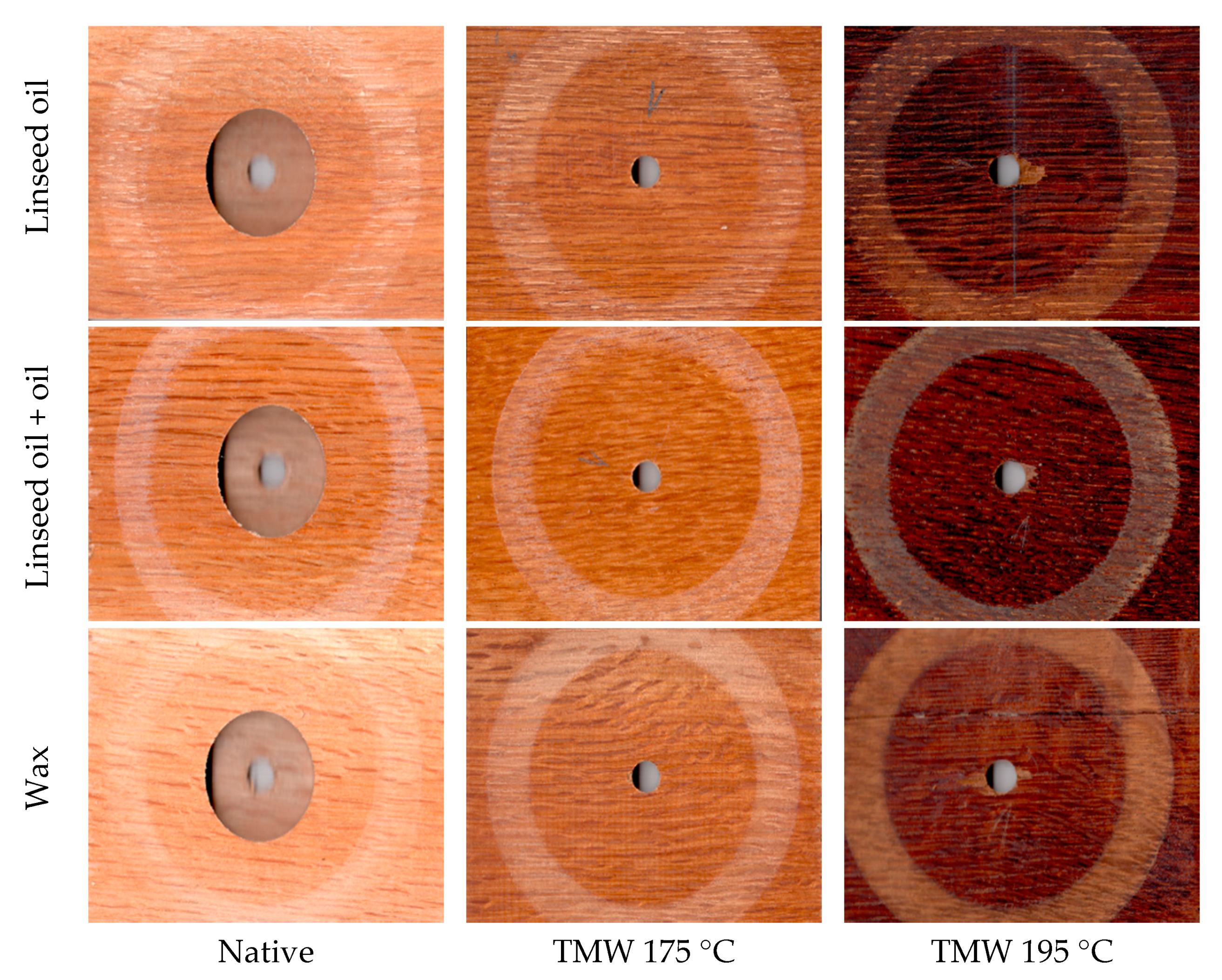
3.2. Impact Resistance
Table 9 shows the grades of the changes on surface finishes after the impact resistance testing. Falling-weight test (small-area indenter) was done at the different drop height. In the last column in
Table 8, the diameters of pinholes (mm) are recorded.
The biggest intrusion (diameter of 6 mm) was measured on the surface finish of linseed oil on TMW 195 °C. The smallest intrusion (diameter of 3 mm) was measured on the same surface finish (linseed oil) on TMW 175 °C.
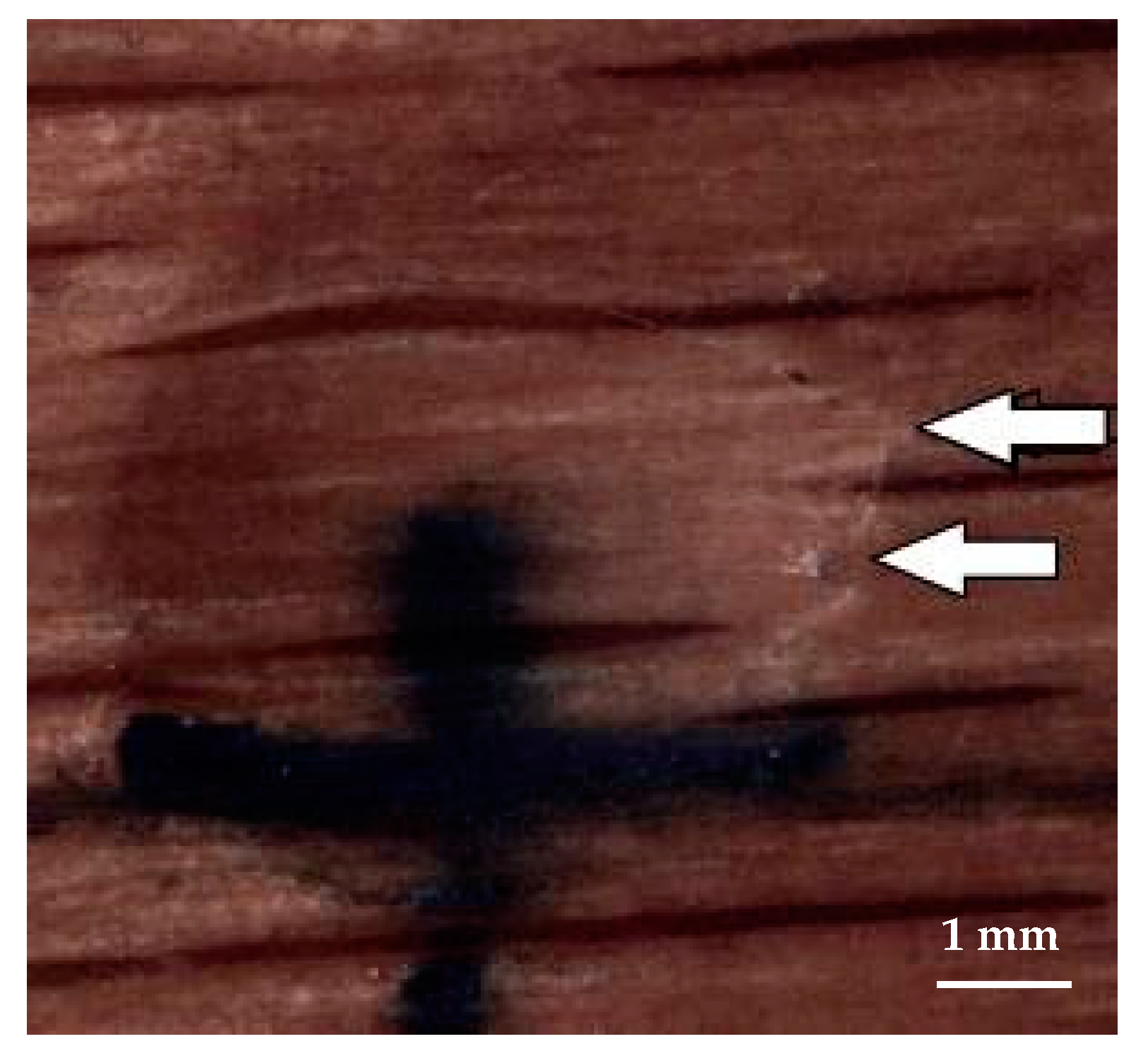
The changes on the surface finishes were graded as 3 maximally; only on two the surface finishes the changes on the surface finishes were graded as 2: linseed oil on native wood, and linseed oil + oil on native wood (
Figure 5).
The similar diameters of intrusions bead at the height of 400 mm were recorded by [
40], on pigmented surface finish (polyester-polyurethane) on MDF veneered with beech veneer. The diameter of intrusions measured on European oak veneer with silicone coating at the same test conditions was 3–3.5 mm [
41]. The impact resistance of a surface finish is influenced by hardness of the substrate as well as the film’s brittleness and elasticity. Additionally Pavlič et al. [
42] recorded the influence of substrate on impact resistance of the coated surfaces. Tesařová et al. [
43] reported a hypothesis about the relationship between the physical—mechanical properties of lacquers surface finishes and the ultimate tensile stress of free coating films.
The results indicate that the surface of European oak TMW at a higher temperature is more susceptible to surface cracking when being struck. The cracking formed in wood is spreading into the coating film. Similar results on thin silicone coatings were recorded by Slabejová et al. [
41]; the cracks were developed, and the damage was graded up to 4 and 5. Additionally, Slabejová and Šmidriaková [
40] tested polyester-polyurethane surface finish on beech wood; the damage was graded as 4 and 5.
3.3. Hardness
Table 8 summarizes the surface hardness of the tested oil and wax surface finishes. The linseed oil surface finish on TMW 195 °C was the hardest (degree 9); while the surface finish of linseed oil + oil on native wood showed only the degree of 5. The surface hardness of all three surface finishes was increasing with increasing temperature of thermal treatment. On native wood surface, the highest hardness was measured for wax surface finish. Nejad et al. [
44] reported similar results of higher pencil hardness for polyurethane and acrylic-based coatings on oil-treated wood if compared with the hardness on native wood. In previous work [
27], thermally modified beech wood showed the increased surface hardness of these oil and wax surface finishes. The surface hardness is a property of the coating film, but it was proven that the determined hardness was also influenced by the substrate [
42].
3.4. Resistance to Abrasion
In the application of coated wood in interior, good resistance to abrasion is desired (which is presented by the lower value of
KT). The abrasion resistance also depended on the type of wood substrate; however, it was statistically insignificantly lower on native wood than on thermally modified wood (
Table 8—see Duncan test, and
p-level of significance,
Figure 6). We assume that the calculated average value of the coefficient
KT differs because of some accidental influences. The lowest resistance to abrasion was measured for the wax surface finish; the greatest abrasion was observed on native wood (the highest value of
KT = 0.084). The highest resistance to abrasion (the lowest value of K
T = 0.021) was measured on the surface finish of linseed oil + oil on TMW 175 °C. Generally, the resistance to abrasion of all three surface finishes was satisfactory when compared with the technical requirements according to the standard STN 91 0102 [
45]. The resistance to abrasion of the linseed oil, linseed oil + oil, and wax surface finishes was higher than the resistance of polyester—polyurethane surface finish [
40] and a waterborne UV—hardened surface finish after 100 cycles [
46,
47].
3.5. Resistance to Cold Liquids
A more detailed look at the changes in resistance of cold liquids for linseed oil, linseed oil + oil, wax surface finish and also for uncoated surface clearly shows
Figure 7,
Figure 8,
Figure 9 and
Figure 10.
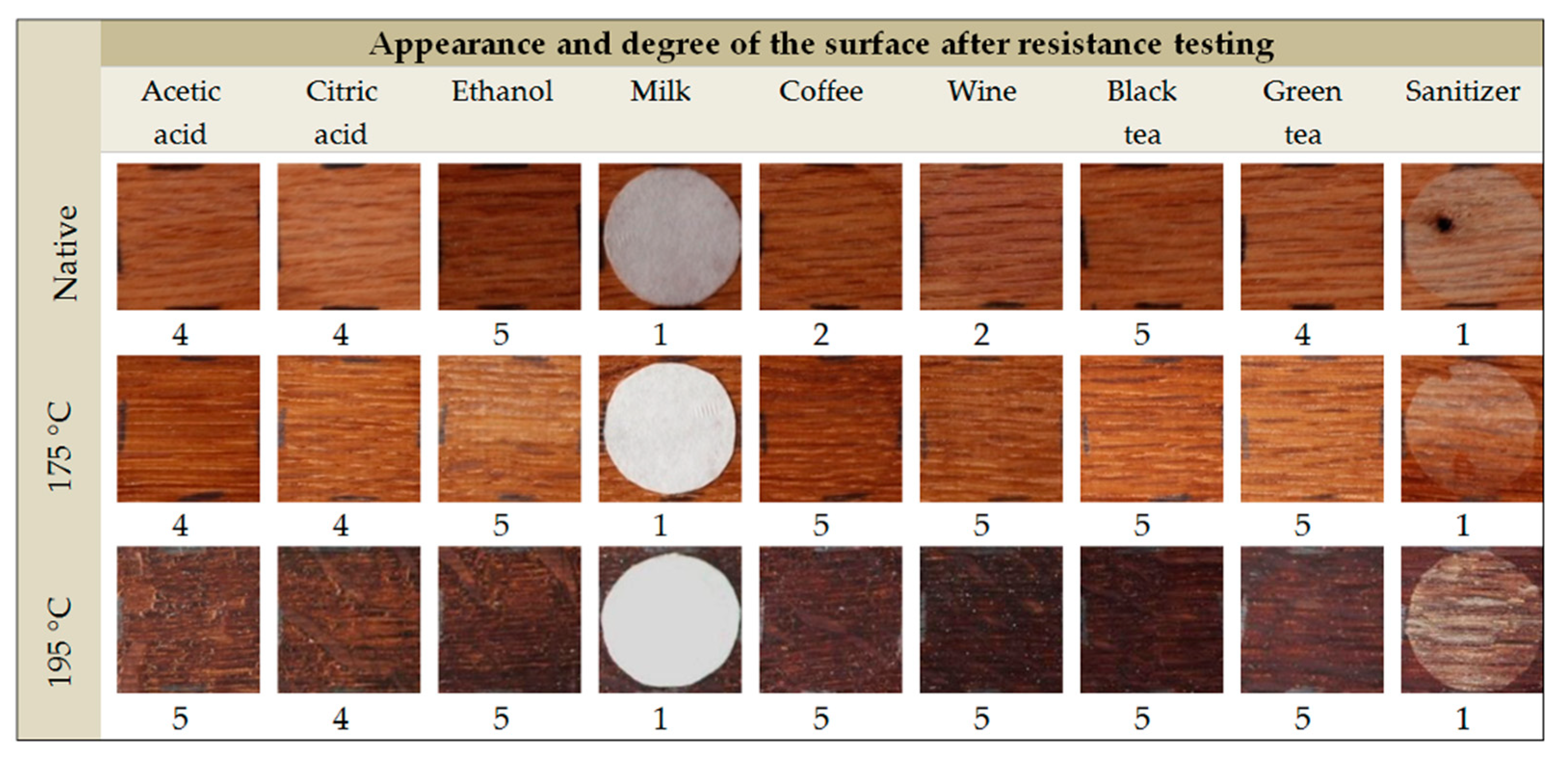
The surface finish of linseed oil reached the best resistance to cold liquids on darkest TMW 195 °C. Linseed oil surface finish showed the lowest resistance to condensed milk and sanitizer (
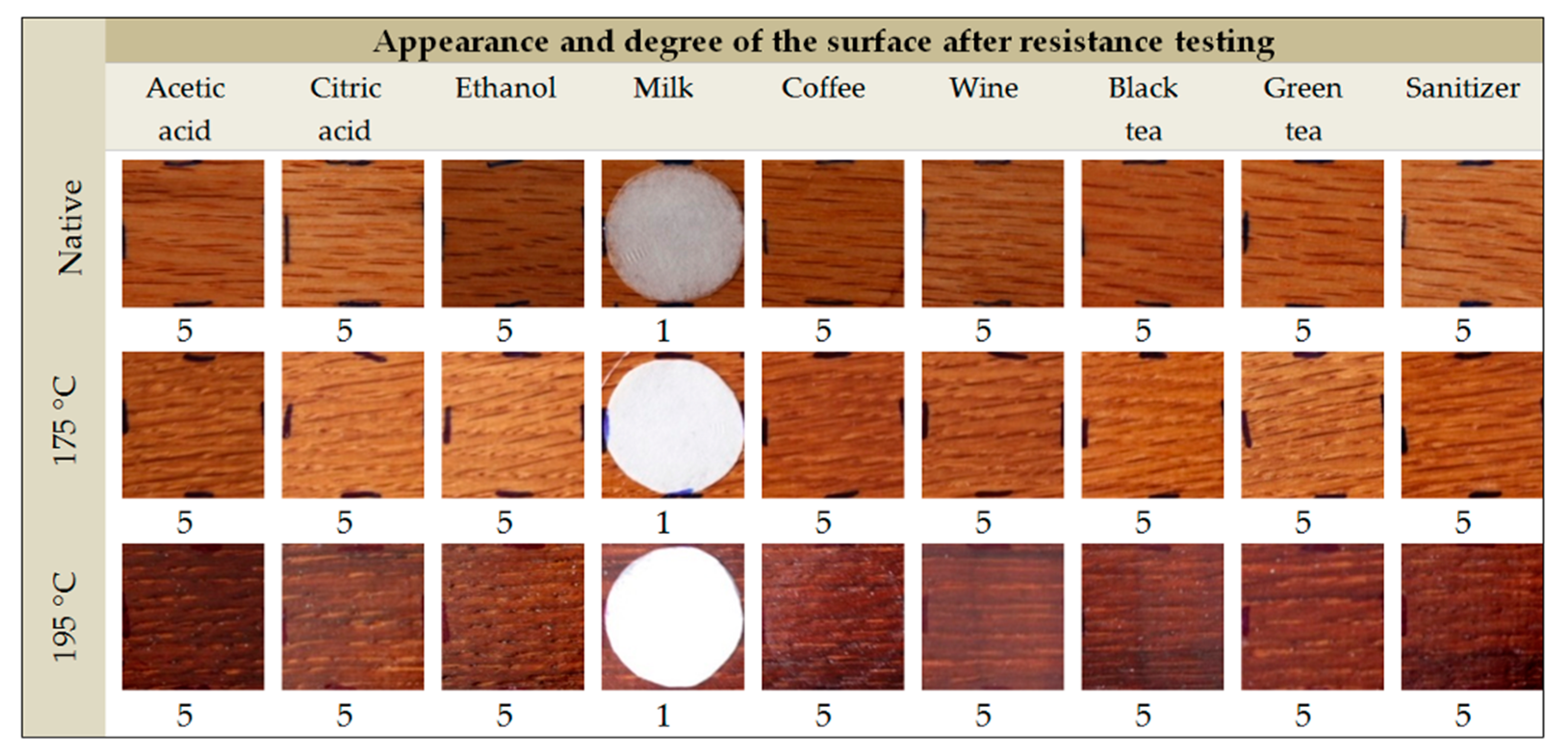
Figure 7). The low resistance to condensed milk was because of the filter paper saturated with milk remained adhered to the surface. Sanitizer caused a distinct change in color on the surface. The changes in color visible to the naked eye were also on the surfaces of TMW 175 °C after exposure to green tea and black tea. The surface finish created by the system of two oils (linseed oil + oil) reached the best resistance of all tested surfaces (
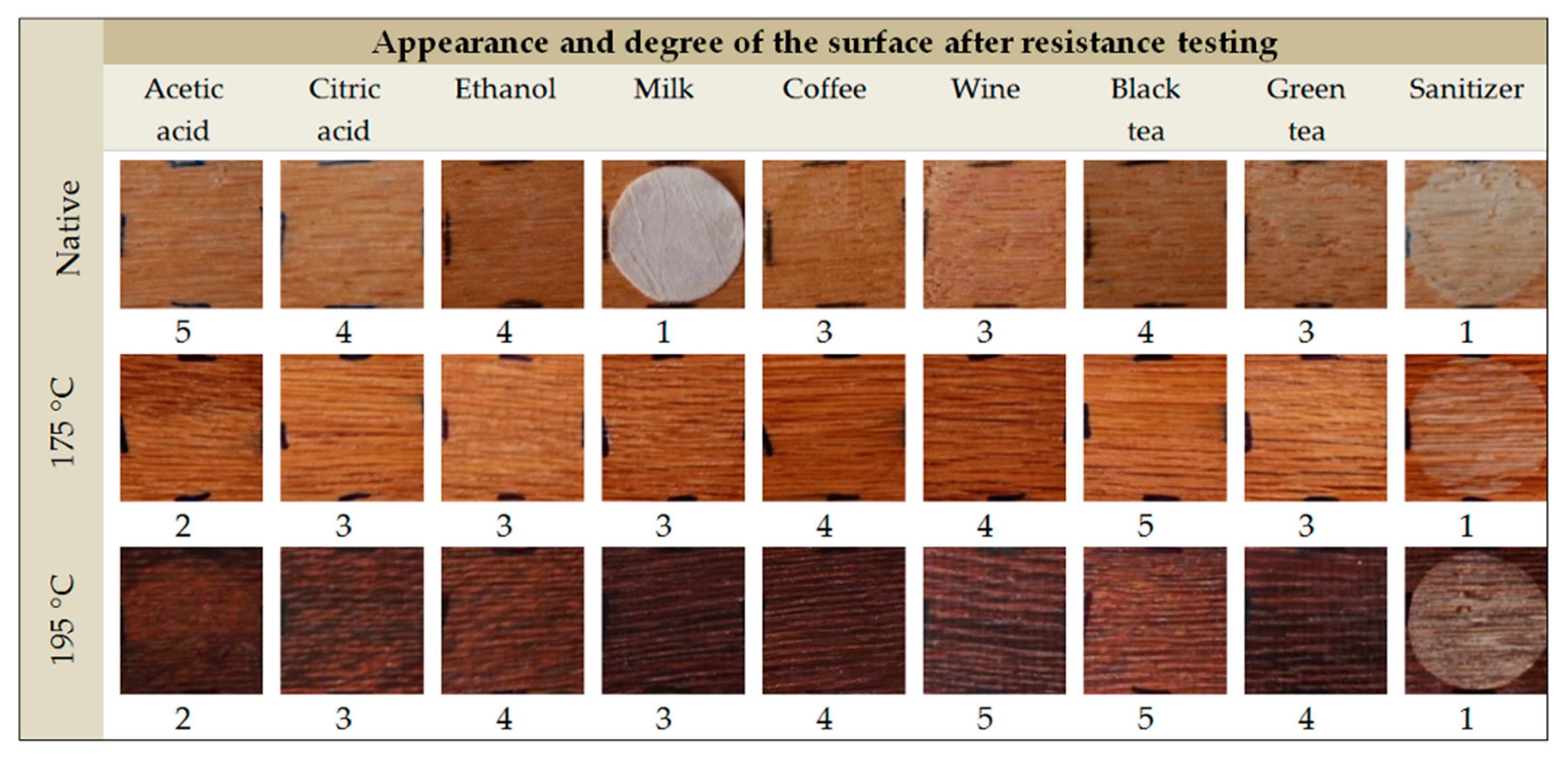
Figure 8). This system of surface finish also showed the lowest resistance to condensed milk due to the filter paper remained adhered to the tested surface. The wax surface finish showed the best resistance to cold liquids on TMW 175 °C than on TMW 195 °C. Additionally, in this case, the condensed milk and sanitizer caused the greatest surface damage (
Figure 9).
Based on the experimental results, it can be stated that oil and wax surface finishes showed significantly lower resistance to cold liquids when compared to the resistance of polyurethane surface finish [
40], UV-hardened finishes [
48], and waterborne surface finishes [
44,
46].
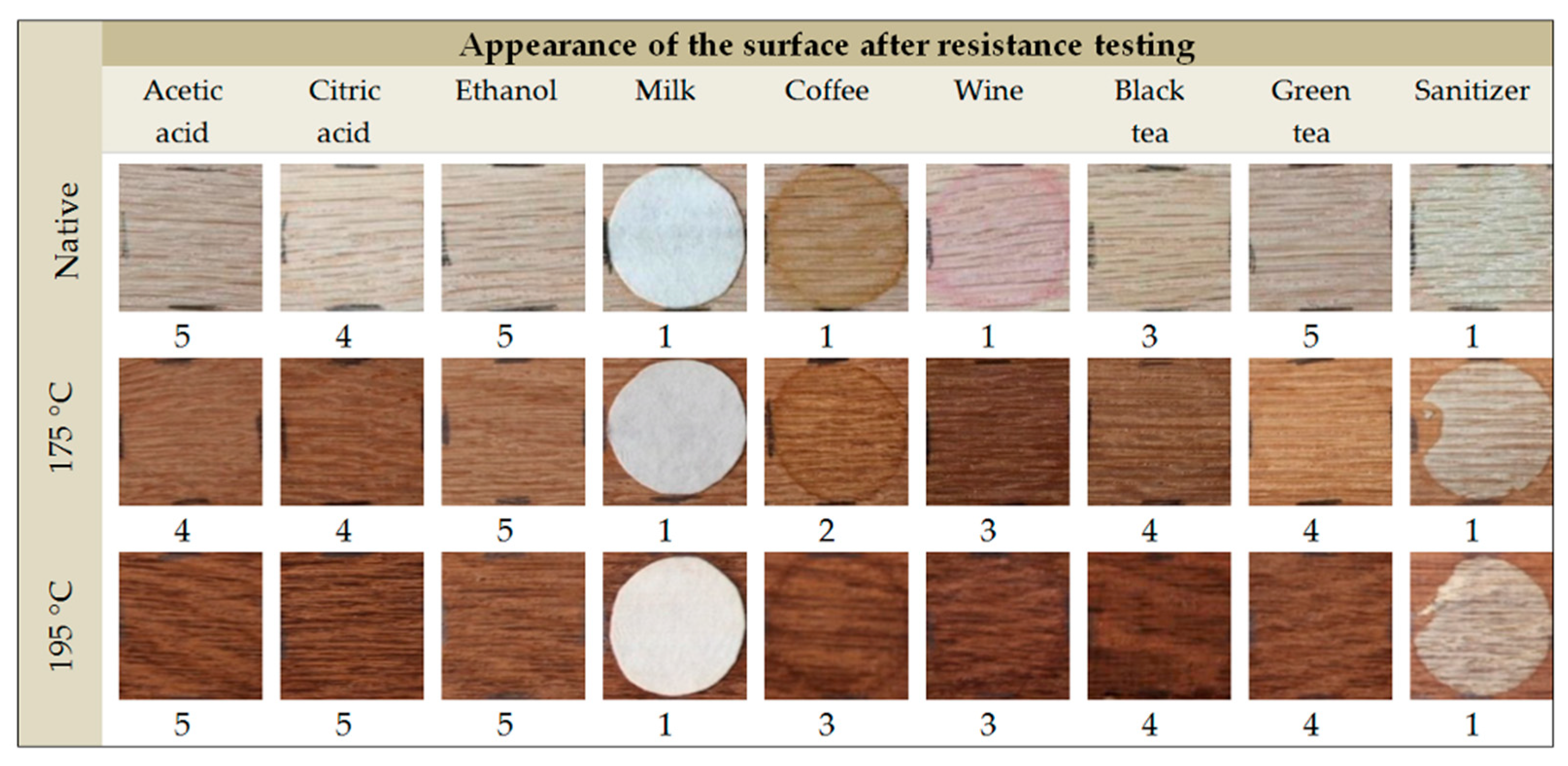
The Turkey oak wood without any surface finish (
Figure 10) shows that the resistance to cold liquids of native wood surface and also the TMW surface was low. The liquids commonly used in household (condensed milk, coffee, blackcurrant wine, black tea, green tea, and sanitizer) left color changes visible to the naked eye on the tested surfaces. Slabejová et al. [
41] reported that even a silicone coating on the veneer surface did not provide a good resistance to cold liquids and the color stains were formed on the coating just like on the wood surface without any finish.
3.6. Resistance to Molds
The resistance to mold growth of the microscopic fungi
Aspergillus niger and
Penicillium purpurogenum on the top surfaces’ tested surface finishes is summarized in
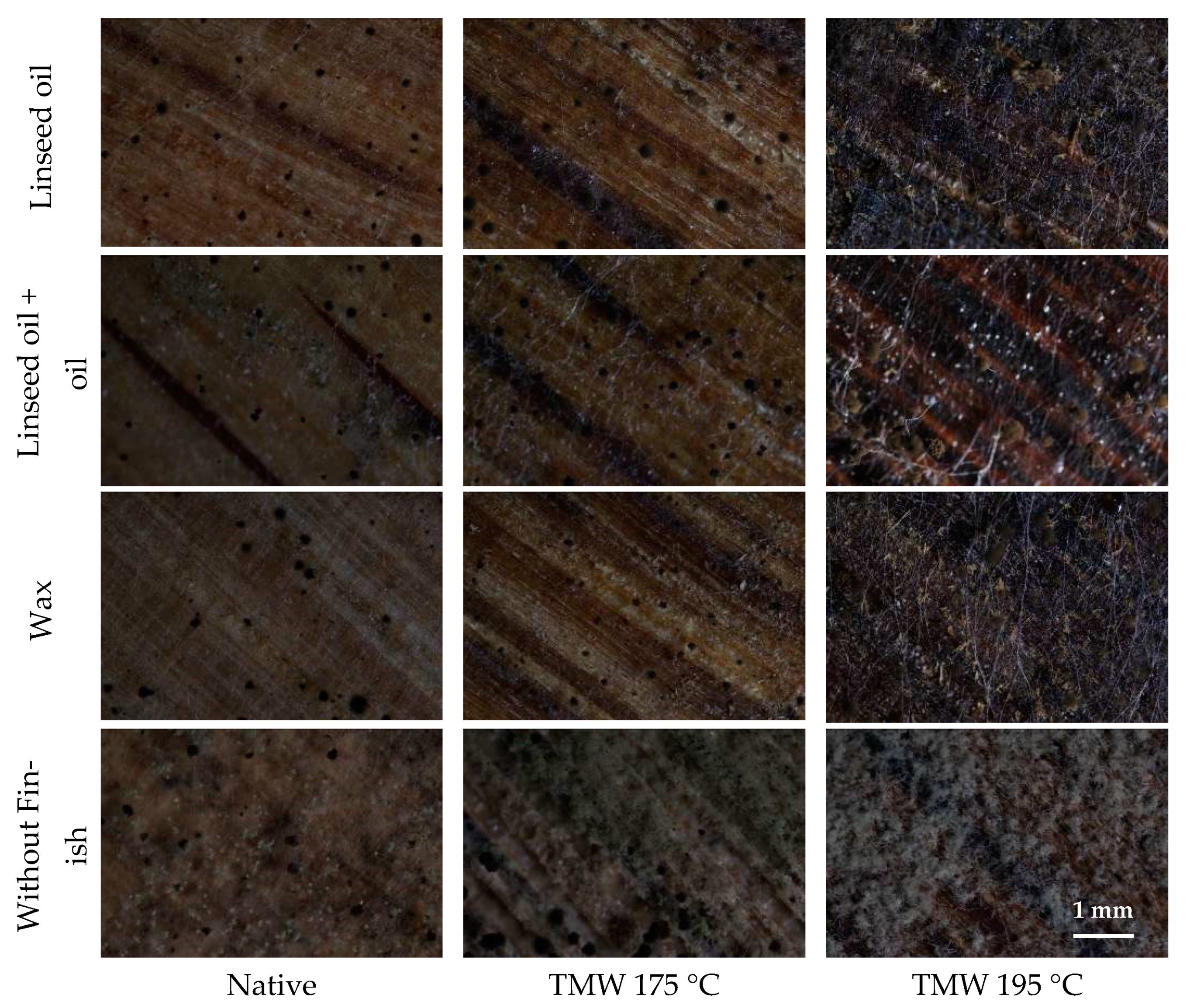
Table 10. A more detailed look at the changes in mold growth for surface finish and also for uncoated surface clearly shows in the microscopic images of surface in
Figure 11. The mold growth on the surfaces was evident from the first 7 days of the mold test, whereas on the final 21 days after inoculation, 30% and more of their area was covered with the mold hyphae with the sporangium (degree ranged from 2 to 4). However, all surfaces were covered with less distribution density of mold fungi as compared to the unmodified surfaces (see in
Figure 11 white fibers and dark colorless conidiophores and spores on top surfaces). These tendencies could be explained by the water-repellent nature of the finishes which generates the diminished growth of molds. Similarly to previous work [
49], the mold growth on surfaces coated with wax—oil or polyurethane—acrylate-based coating was higher than mold growth on the surface with polyurethane coating. The mold growth was decreasing with increasing number of coats of polyurethane or waterborne polyurethane—acrylate coating. Not all used surface finishes were designed for protecting against molds. However, when combined with antimicrobial agents, they may achieve the improved microbial durability [
50,
51].
4. Conclusions
Three surface finishes—linseed oil, finish system of linseed oil and hard wax oil, and wax were applied on Turkey oak wood to study their performances (adhesion, impact resistance, hardness, and resistances to abrasion, cold liquids and mold) with the dependence on type of the wooden substrate (native wood and wood thermally modified at the temperature of 175 °C and 195 °C for 4 h). Both adhesion and impact resistance were dependent on the type of wood substrate; these were higher on native wood than on thermally modified wood. The abrasion resistance, hardness, and resistance to cold liquids were also depended on the type of wood substrate; however, these were lower on native wood than on thermally modified wood. The coating performance such as abrasion resistance and resistance to cold liquids were also depended on the type of surface finish. Resistance to Aspergillus niger and Penicillium purpurogenum was relatively weak, however apparently improved during the first 7 days of the fungal test; and the surfaces were covered with a lower distribution density of fungal mycelium after 21 days of the fungal test.
Mechanical properties together with the resistance properties of surface finish must be considered when oil- and wax-based surface finishes were selected for application on wood. Their surface performances on native wood or thermally modified wood are different.
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}




