
Preparation and Characterisation of UV-Curable Flame Retardant Wood Coating Containing a Phosphorus Acrylate Monomer


Abstract
:1. Introduction
2. Experimental Section
2.1. Materials
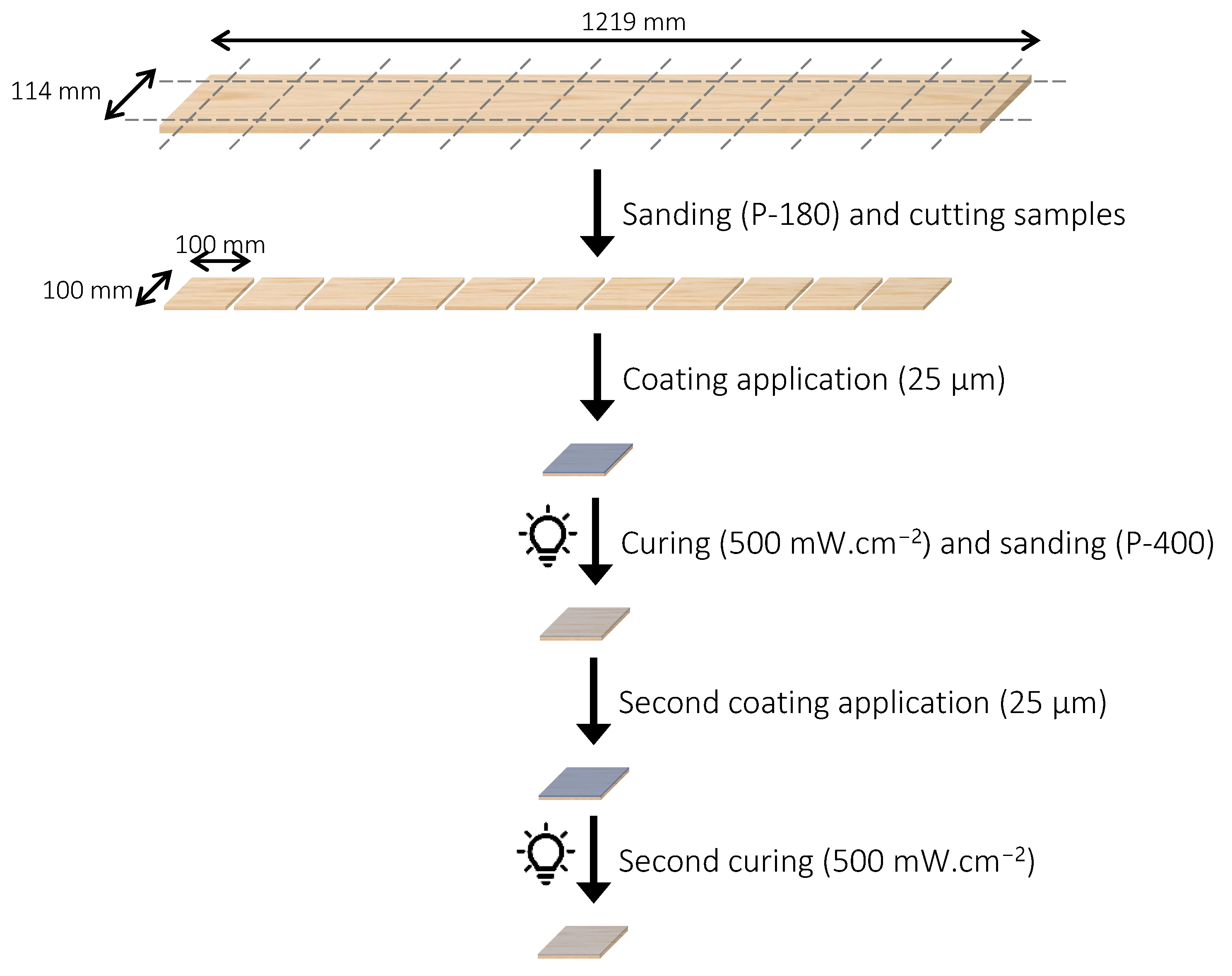
2.2. Sample Preparation
2.3. Study of the Coating Photopolymerisation
2.4. Characterisation of the Coating
2.5. Characterisation of the Coating Adhesion on Wood
2.6. Fire Performance of Coated Wood Samples
3. Results
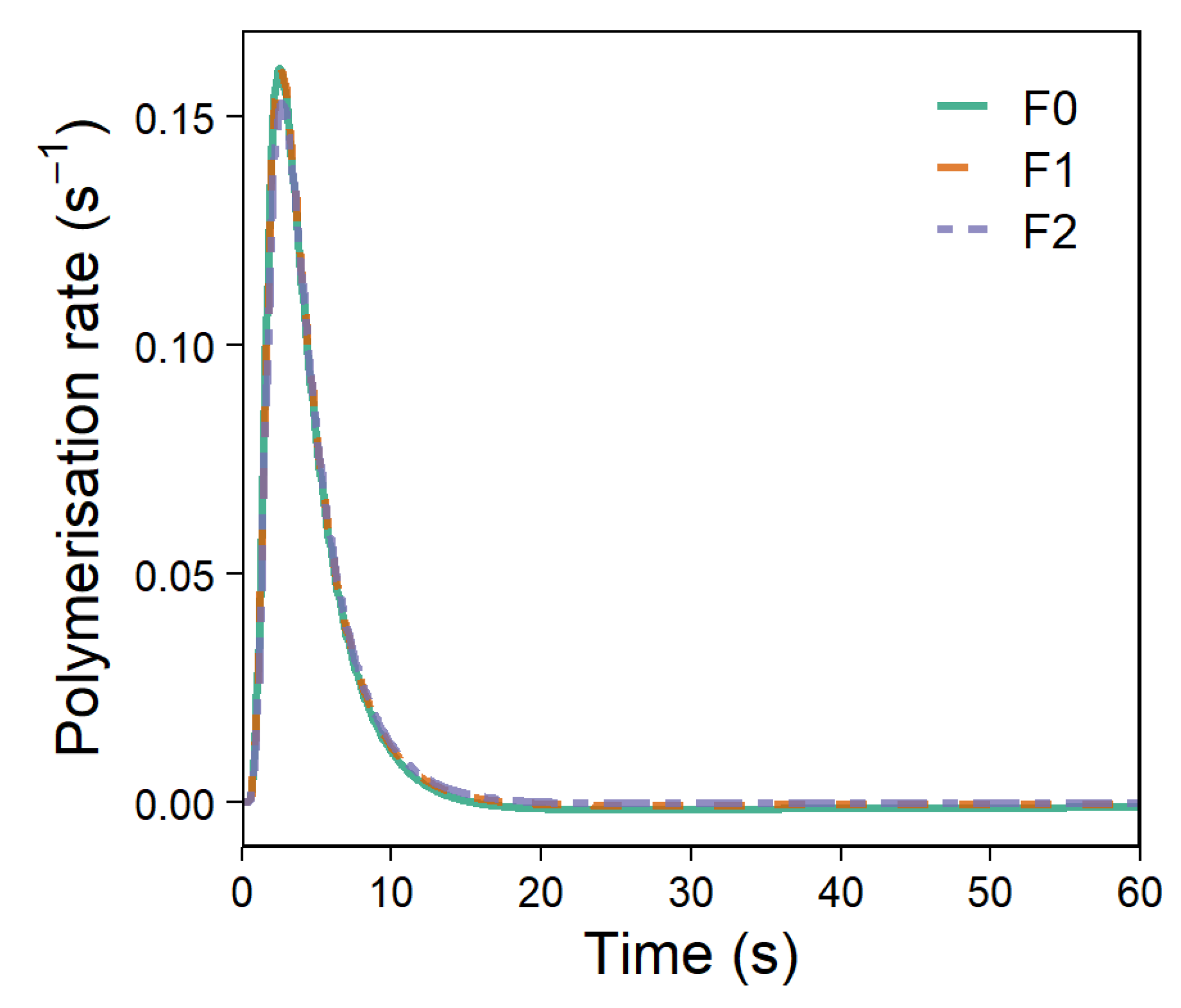
3.1. Photopolymerisation
3.2. Coating Properties
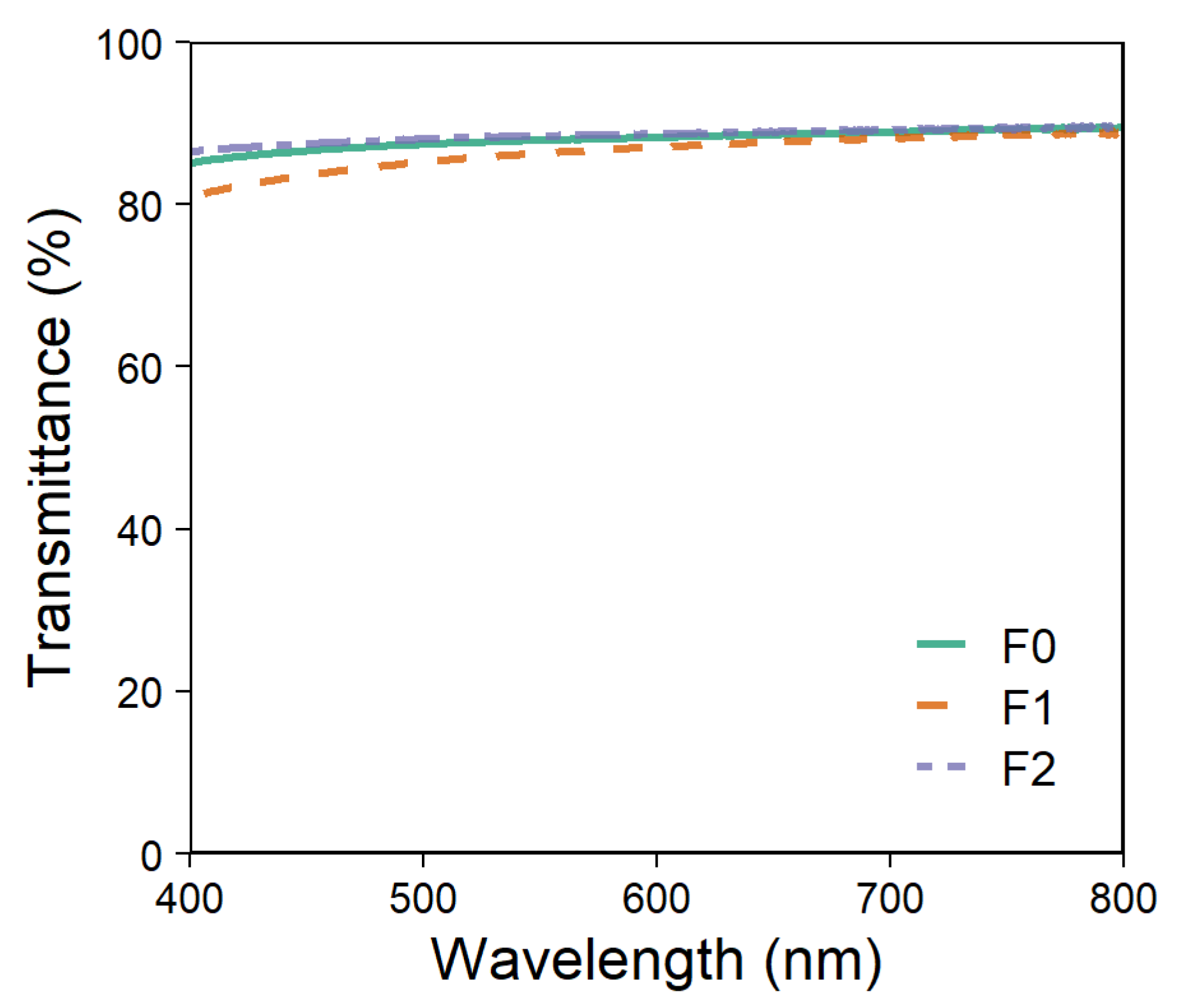
3.2.1. Optical Transparency
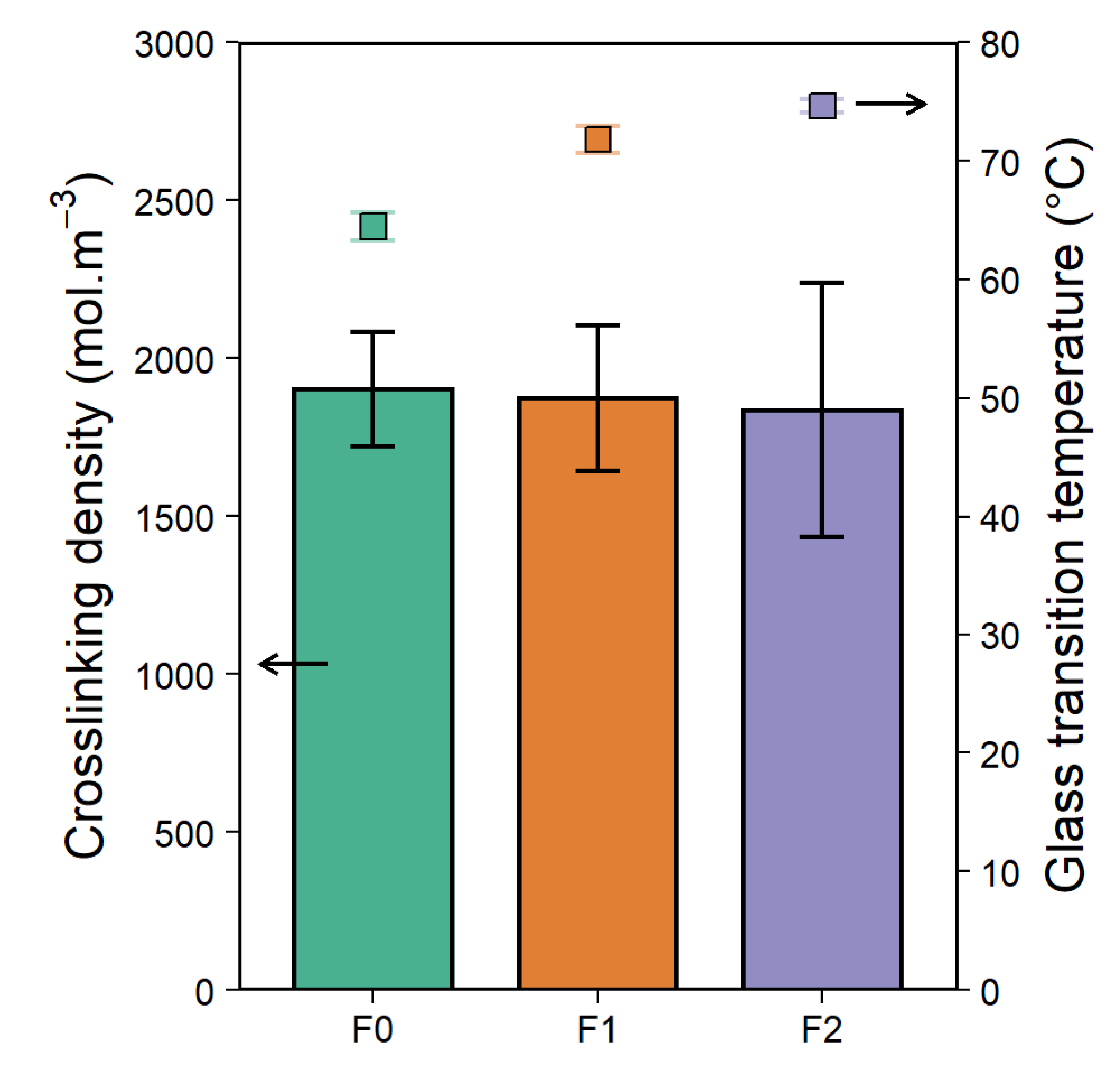
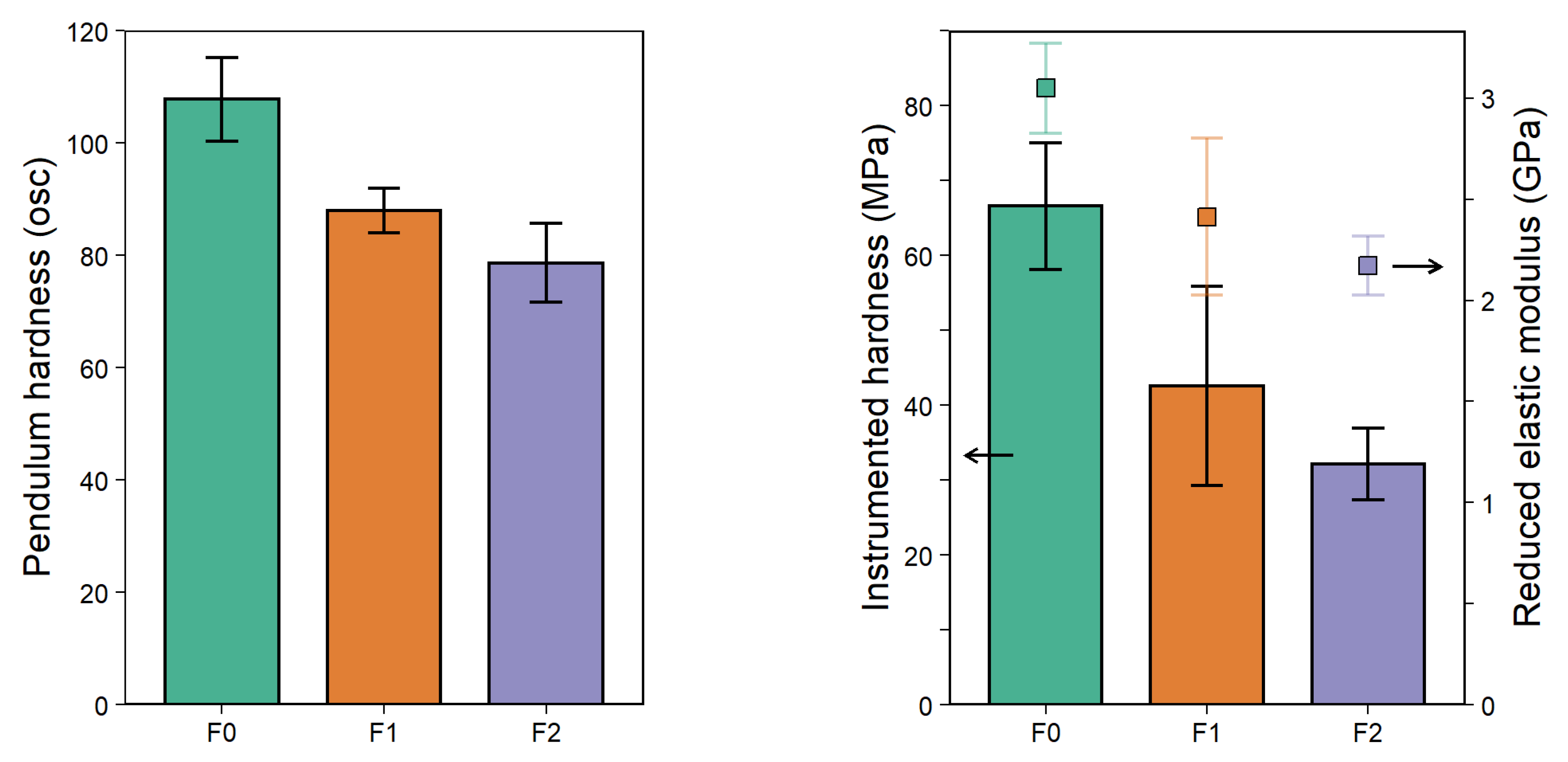
3.2.2. Coating Mechanical Properties
3.2.3. Coating Water Sorption
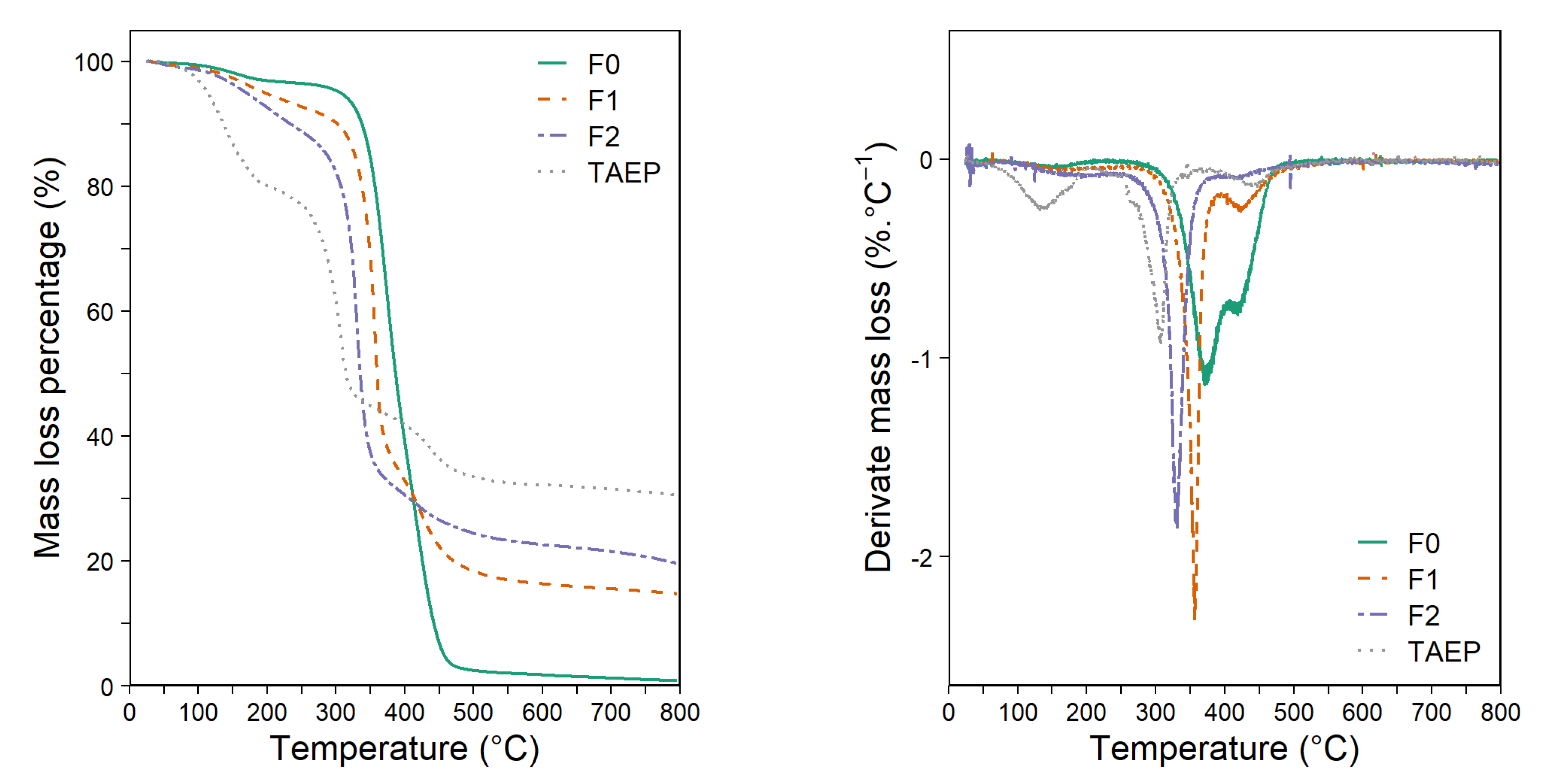
3.2.4. Coating Thermogravimetric Analysis
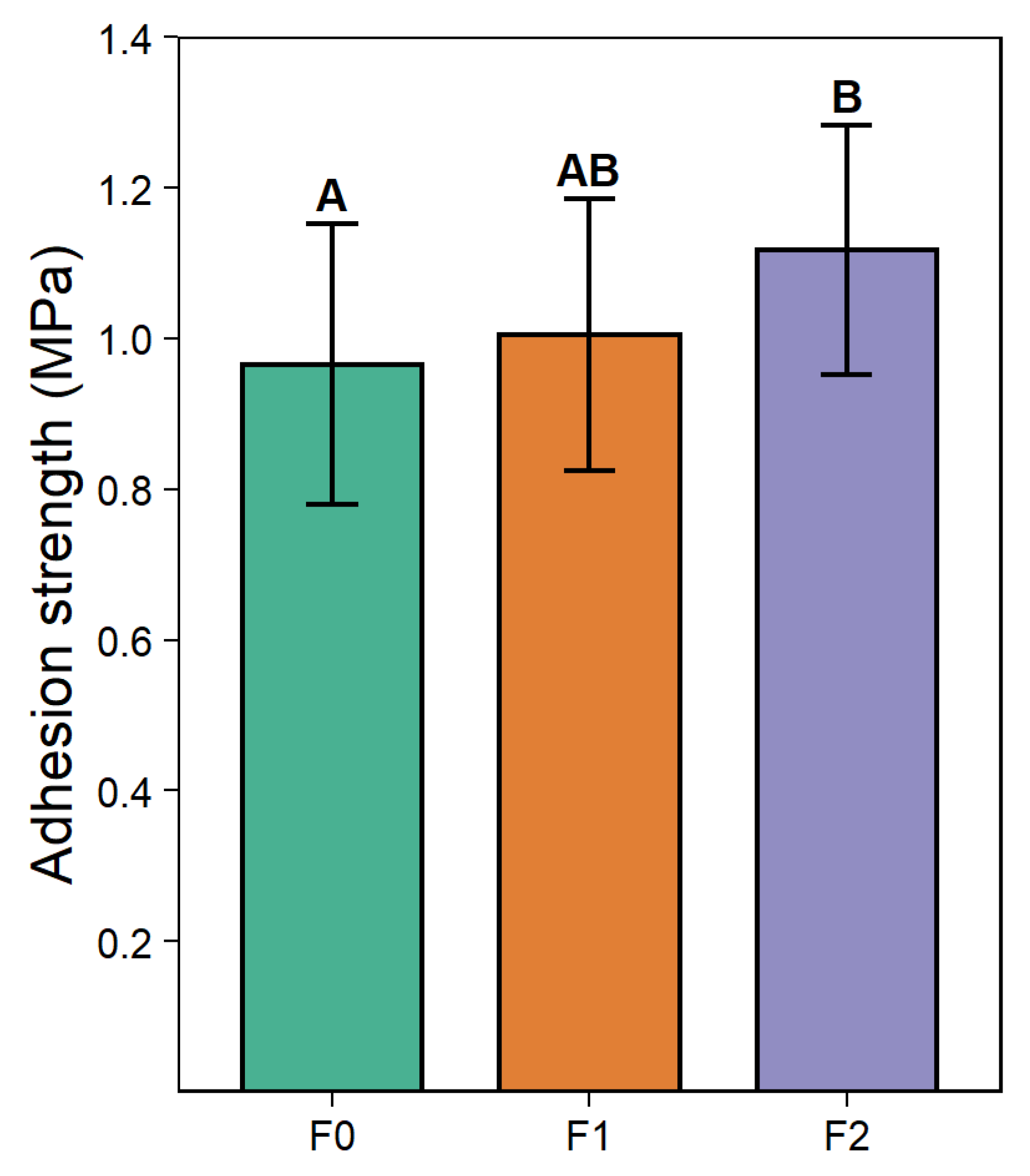
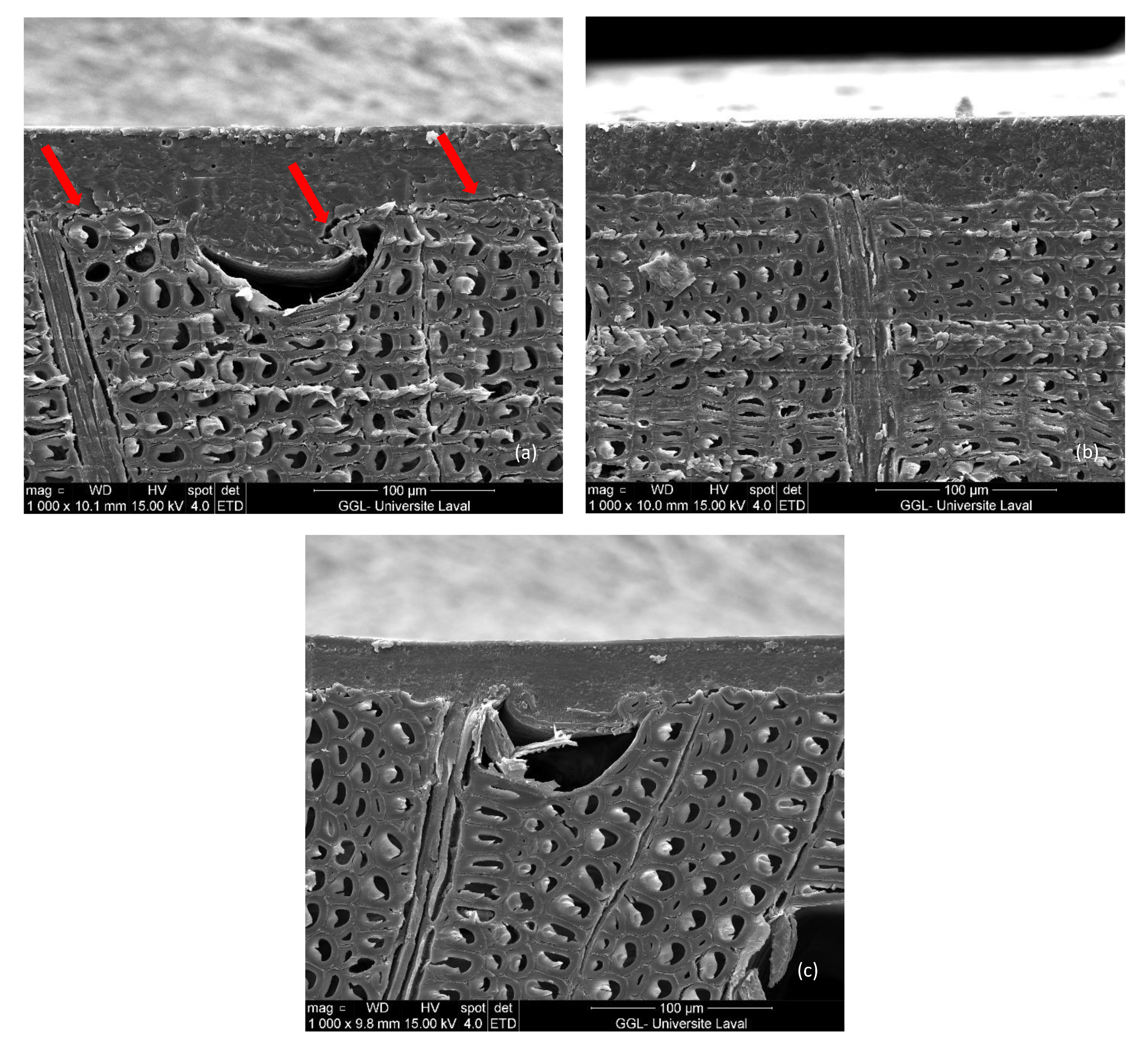
3.3. Coating Adhesion on Wood
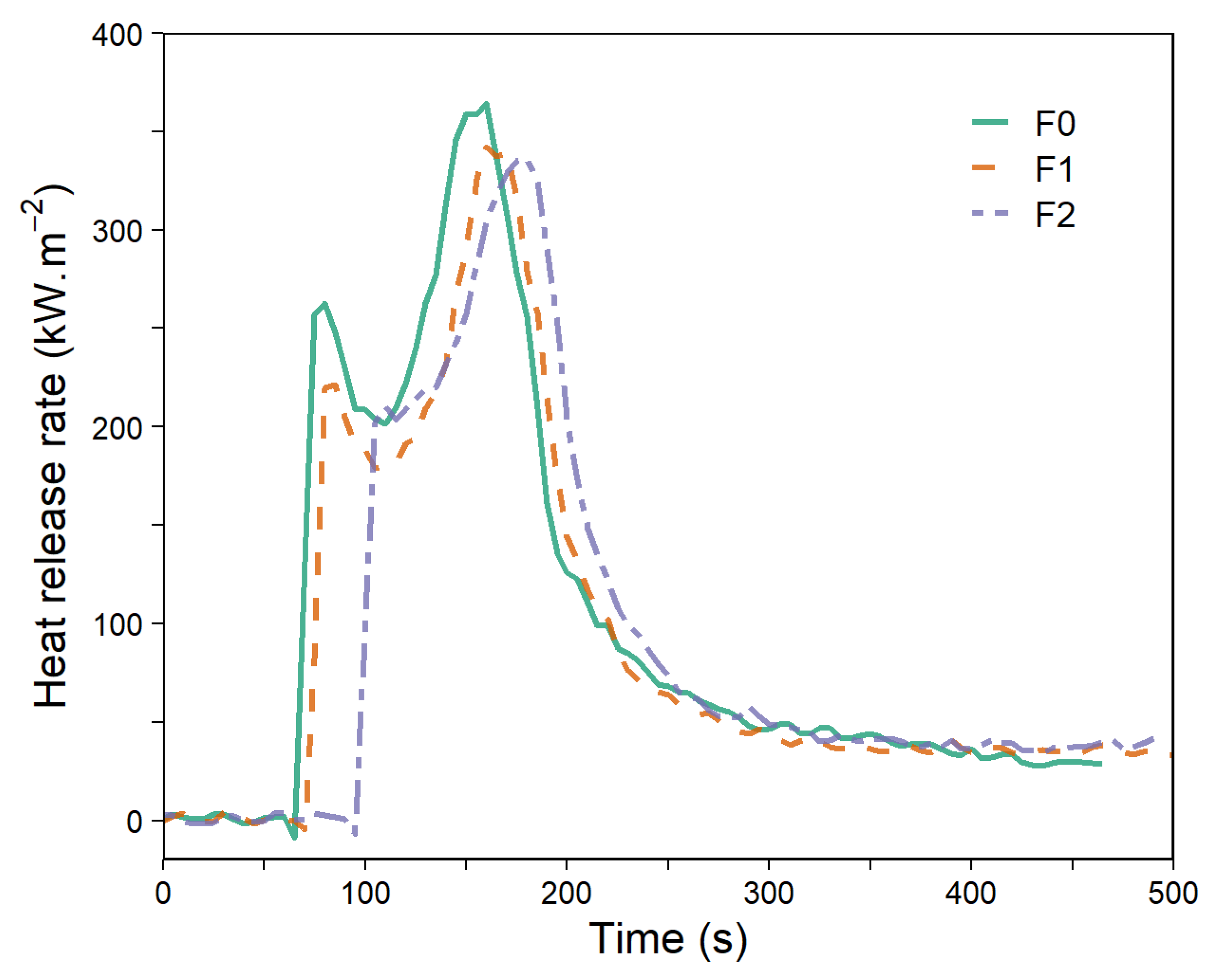
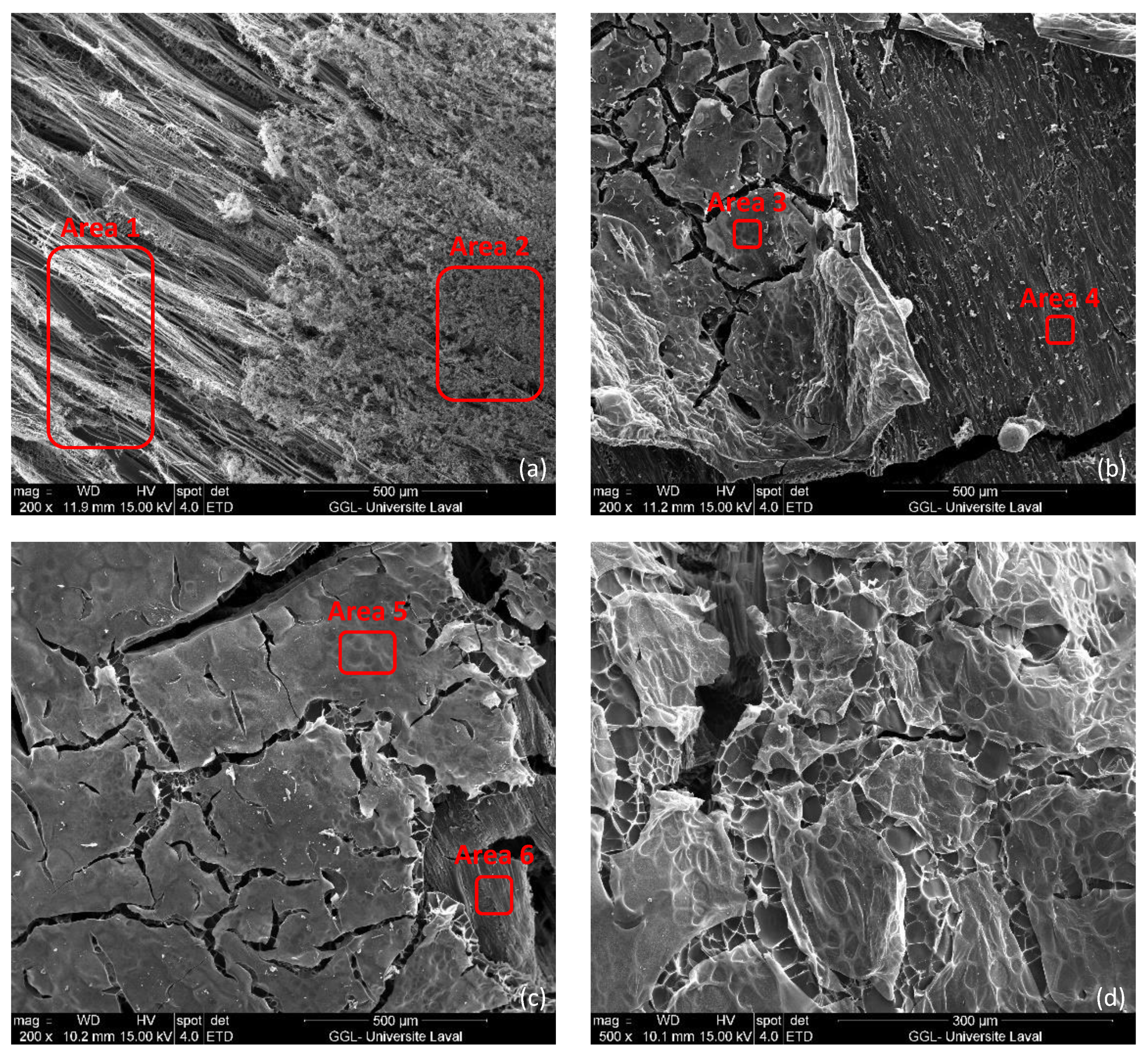
3.4. Fire Performance of the Coated Wood Samples
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- De Coninck, H.; Revi, A.; Babiker, M.; Bertoldi, P.; Buckeridge, M.; Cartwright, A.; Dong, W.; Ford, J.; Fuss, S.; Hourcade, J.-C.; et al. Strengthening and Implementing the Global Response. Available online: https://www.ipcc.ch/report/sr15/chapter-4-strengthening-and-implementing-the-global-response/ (accessed on 13 September 2022).
- Cobut, A.; Blanchet, P.; Beauregard, R. Prospects for Appearance Wood Products Ecodesign in the Context of Nonresidential Applications. For. Prod. J. 2016, 66, 196–210. [Google Scholar] [CrossRef]
- Lowden, L.; Hull, T. Flammability Behaviour of Wood and a Review of the Methods for Its Reduction. Fire Sci. Rev. 2013, 2, 4. [Google Scholar] [CrossRef] [Green Version]
- Lu, S.-Y.; Hamerton, I. Recent Developments in the Chemistry of Halogen-Free Flame Retardant Polymers. Prog. Polym. Sci. 2002, 27, 1661–1712. [Google Scholar] [CrossRef]
- Joseph, P.; Ebdon, J.R. Phosphorus-Based Flame Retardants. In Fire Retardancy of Polymeric Materials; Wilkie, C.A., Morgan, A.B., Eds.; CRC Press: Boca Raton, FL, USA, 2010; pp. 107–127. ISBN 978-1-4200-8399-6. [Google Scholar]
- Schartel, B. Phosphorus-Based Flame Retardancy Mechanisms—Old Hat or a Starting Point for Future Development? Materials 2010, 3, 4710–4745. [Google Scholar] [CrossRef] [Green Version]
- Levchik, S.V.; Weil, E.D. Developments in Phosphorus Flame Retardants. In Advances in Fire Retardant Materials; Woodhead Publishing Series in Textiles; Elsevier Science: Amsterdam, The Netherlands, 2008; pp. 41–66. ISBN 978-1-84569-507-1. [Google Scholar]
- Lyons, J.W. Mechanisms of Fire Retardation with Phosphorus Compounds: Some Speculation. J. Fire Flammabl. 1970, 1, 302–311. [Google Scholar]
- Braun, U.; Balabanovich, A.I.; Schartel, B.; Knoll, U.; Artner, J.; Ciesielski, M.; Döring, M.; Perez, R.; Sandler, J.K.W.; Altstädt, V.; et al. Influence of the Oxidation State of Phosphorus on the Decomposition and Fire Behaviour of Flame-Retarded Epoxy Resin Composites. Polymer 2006, 47, 8495–8508. [Google Scholar] [CrossRef]
- Decker, C. High-Performance UV-Cured Acrylic Coatings. In New Developments in Coatings Technology; Zarras, P., Wood, T., Richey, B., Benicewicz, B.C., Eds.; American Chemical Society: Washington, DC, USA, 2007; Volume 962, pp. 176–189. ISBN 978-0-8412-3963-0. [Google Scholar]
- Decker, C. Kinetic Study and New Applications of UV Radiation Curing. Macromol. Rapid Commun. 2002, 23, 1067–1093. [Google Scholar] [CrossRef]
- Müller, B.; Poth, U. Radiation Curing. In Coatings Formulation: An International Textbook; European coatings tech files; Vincentz Network: Hanover, Germany, 2011; pp. 242–255. ISBN 978-3-86630-872-5. [Google Scholar]
- Ma, G.; Wang, X.; Cai, W.; Ma, C.; Wang, X.; Zhu, Y.; Kan, Y.; Xing, W.; Hu, Y. Preparation and Study on Nitrogen- and Phosphorus- Containing Fire Resistant Coatings for Wood by UV-Cured Methods. Front. Mater. 2022, 9, 851754. [Google Scholar] [CrossRef]
- Wang, T.; Liu, T.; Ma, T.; Li, L.; Wang, Q.; Guo, C. Study on Degradation of Phosphorus and Nitrogen Composite UV-Cured Flame Retardant Coating on Wood Surface. Prog. Org. Coat. 2018, 124, 240–248. [Google Scholar] [CrossRef]
- Wang, T.; Li, L.; Cao, Y.; Wang, Q.; Guo, C. Preparation and Flame Retardancy of Castor Oil Based UV-Cured Flame Retardant Coating Containing P/Si/S on Wood Surface. Ind. Crops Prod. 2019, 130, 562–570. [Google Scholar] [CrossRef]
- Huang, Y.; Ma, T.; Li, L.; Wang, Q.; Guo, C. Facile Synthesis and Construction of Renewable, Waterborne and Flame-Retardant UV-Curable Coatings in Wood Surface. Prog. Org. Coat. 2022, 172, 107104. [Google Scholar] [CrossRef]
- Ma, T.; Li, L.; Liu, Z.; Zhang, J.; Guo, C.; Wang, Q. A Facile Strategy to Construct Vegetable Oil-Based, Fire-Retardant, Transparent and Mussel Adhesive Intumescent Coating for Wood Substrates. Ind. Crops Prod. 2020, 154, 112628. [Google Scholar] [CrossRef]
- Mali, P.P.; Pawar, N.S.; Sonawane, N.S.; Patil, V.; Patil, R. UV Curable Flame Retardant Coating: A Novel Synthetic Approach of Trispiperazido Phosphate Based Reactive Diluent. Pigment Resin Technol. 2021, 50, 271–283. [Google Scholar] [CrossRef]
- Chambhare, S.U.; Lokhande, G.P.; Jagtap, R.N. UV-Curable Behavior of Phosphorus- and Nitrogen-Based Reactive Diluent for Epoxy Acrylate Oligomer Used for Flame-Retardant Wood Coating. J. Coat. Technol. Res. 2016, 13, 703–714. [Google Scholar] [CrossRef]
- Lokhande, G.; Chambhare, S.; Jagtap, R. Synthesis and Properties of Phosphate-Based Diacrylate Reactive Diluent Applied to UV-Curable Flame-Retardant Wood Coating. J. Coat. Technol. Res. 2017, 14, 255–266. [Google Scholar] [CrossRef]
- Naik, D.; Wazarkar, K.; Sabnis, A. UV-Curable Flame-Retardant Coatings Based on Phosphorous and Silicon Containing Oligomers. J. Coat. Technol. Res. 2019, 16, 733–743. [Google Scholar] [CrossRef]
- Mulge, S.; Mestry, S.; Naik, D.; Mhaske, S. Phosphorus-Containing Reactive Agent for UV-Curable Flame-Retardant Wood Coating. J. Coat. Technol. Res. 2019, 16, 1493–1502. [Google Scholar] [CrossRef]
- Liang, H.; Huang, Z.; Shi, W. Different Effects of Tri(Acryloyloxyethyl) Phosphate on the Thermal Degradation of Photopolymerized Epoxy Acrylate and Polyurethane Acrylate Films. J. Appl. Polym. Sci. 2006, 99, 3130–3137. [Google Scholar] [CrossRef]
- Yao, C.; Xing, W.; Ma, C.; Song, L.; Hu, Y.; Zhuang, Z. Synthesis of Phytic Acid-Based Monomer for UV-Cured Coating to Improve Fire Safety of PMMA. Prog. Org. Coat. 2020, 140, 105497. [Google Scholar] [CrossRef]
- Wang, X.; Xing, W.; Song, L.; Yu, B.; Shi, Y.; Yang, W.; Hu, Y. Flame Retardancy and Thermal Properties of Novel UV-Curing Epoxy Acrylate Coatings Modified by Phosphorus-Containing Hyperbranched Macromonomer. J. Polym. Res. 2013, 20, 165. [Google Scholar] [CrossRef]
- Liang, H.; Shi, W. Thermal Behaviour and Degradation Mechanism of Phosphate Di/Triacrylate Used for UV Curable Flame-Retardant Coatings. Polym. Degrad. Stab. 2004, 84, 525–532. [Google Scholar] [CrossRef]
- Qi, L.; Wang, B.; Zhang, W.; Yu, B.; Zhou, M.; Hu, Y.; Xing, W. Durable Flame Retardant and Dip-Resistant Coating of Polyester Fabrics by Plasma Surface Treatment and UV-Curing. Prog. Org. Coat. 2022, 172, 107066. [Google Scholar] [CrossRef]
- Andrzejewska, E.; Andrzejewski, M. Polymerization Kinetics of Photocurable Acrylic Resins. J. Polym. Sci. Part Polym. Chem. 1998, 36, 665–673. [Google Scholar] [CrossRef]
- International Standard Organization. Reaction-to-Fire Tests, Heat Release, Smoke Production and Mass Loss Rate; ISO: Geneva, Switzerland, 2005. [Google Scholar]
- Khudyakov, I.V.; Legg, J.C.; Purvis, M.B.; Overton, B.J. Kinetics of Photopolymerization of Acrylates with Functionality of 1−6. Ind. Eng. Chem. Res. 1999, 38, 3353–3359. [Google Scholar] [CrossRef]
- Jiang, F.; Drummer, D. Curing Kinetic Analysis of Acrylate Photopolymer for Additive Manufacturing by Photo-DSC. Polymers 2020, 12, 1080. [Google Scholar] [CrossRef]
- Norrish, R.G.W.; Smith, R.R. Catalysed polymerization of methyl methacrylate in the liquid phase. Nature 1942, 150, 336–337. [Google Scholar] [CrossRef]
- Decker, C. Photoinitiated Crosslinking Polymerisation. Prog. Polym. Sci. 1996, 21, 593–650. [Google Scholar] [CrossRef]
- Liang, H.; Asif, A.; Shi, W. Photopolymerization and Thermal Behavior of Phosphate Diacrylate and Triacrylate Used as Reactive-Type Flame-Retardant Monomers in Ultraviolet-Curable Resins. J. Appl. Polym. Sci. 2005, 97, 185–194. [Google Scholar] [CrossRef]
- Huang, Z.; Shi, W. Synthesis and Properties of a Novel Hyperbranched Polyphosphate Acrylate Applied to UV Curable Flame Retardant Coatings. Eur. Polym. J. 2007, 43, 1302–1312. [Google Scholar] [CrossRef]
- Scranton, A.B.; Bowman, C.N.; Peiffer, R.W. (Eds.) Photopolymerization: Fundamentals and Applications; ACS Symposium Series; American Chemical Society: Washington, DC, USA, 1997; Volume 673, ISBN 978-0-8412-3520-5. [Google Scholar]
- Plazek, D.J.; Ngai, K.L. The Glass Temperature. In Physical Properties of Polymers Handbook; Mark, J.E., Ed.; Springer: New York, NY, USA, 2006; pp. 187–215. ISBN 978-0-387-31235-4. [Google Scholar]
- Sato, K. The Hardness of Coating Films. Prog. Org. Coat. 1980, 8, 1–18. [Google Scholar] [CrossRef]
- Bulian, F.; Graystone, J. Wood Coating: Theory and Practice; Elsevier Science: Amsterdam, The Netherlands, 2009; ISBN-10: 0444528407; ISBN-13: 978-0444528407. [Google Scholar]
- Lambourne, R.; Strivens, T.A. Paint and Surface Coatings; Woodhead Publishing Limited: Sawston UK, 1999; ISBN 978-1-85573-348-0. [Google Scholar]
- Maiti, S.; Banerjee, S.; Palit, S.K. Phosphorus-Containing Polymers. Prog. Polym. Sci. 1993, 18, 227–261. [Google Scholar] [CrossRef]
- Thommes, M.; Kaneko, K.; Neimark, A.V.; Olivier, J.P.; Rodriguez-Reinoso, F.; Rouquerol, J.; Sing, K.S.W. Physisorption of Gases, with Special Reference to the Evaluation of Surface Area and Pore Size Distribution (IUPAC Technical Report). Pure Appl. Chem. 2015, 87, 1051–1069. [Google Scholar] [CrossRef] [Green Version]
- Cassidy, P.E.; Yager, B.J. Coupling Agents as Adhesion Promoters. J. Macromol. Sci. Part Rev. Polym. Process. 1971, 1, 1–49. [Google Scholar] [CrossRef]
- Maege, I.; Jaehne, E.; Henke, A.; Adler, H.-J.P.; Bram, C.; Jung, C.; Stratmann, M. Self-Assembling Adhesion Promoters for Corrosion Resistant Metal Polymer Interfaces. Prog. Org. Coat. 1998, 34, 1–12. [Google Scholar] [CrossRef]
- Wang, X.; Zhang, J.; Liu, J.; Luo, J. Phytic Acid-Based Adhesion Promoter for UV-Curable Coating: High Performance, Low Cost, and Eco-Friendliness. Prog. Org. Coat. 2022, 167, 106834. [Google Scholar] [CrossRef]
- Cheng, H.N.; Ford, C.; Dowd, M.K.; He, Z. Effects of Phosphorus-Containing Additives on Soy and Cottonseed Protein as Wood Adhesives. Int. J. Adhes. Adhes. 2017, 77, 51–57. [Google Scholar] [CrossRef] [Green Version]
- Zhao, X.; Liang, Z.; Huang, Y.; Hai, Y.; Zhong, X.; Xiao, S.; Jiang, S. Influence of Phytic Acid on Flame Retardancy and Adhesion Performance Enhancement of Poly (Vinyl Alcohol) Hydrogel Coating to Wood Substrate. Prog. Org. Coat. 2021, 161, 106453. [Google Scholar] [CrossRef]
- de Moura, L.F.; Hernández, R.E. Evaluation of Varnish Coating Performance for Two Surfacing Methods on Sugar Maple Wood. Wood Fiber Sci. 2005, 37, 355–366. [Google Scholar]
- He, Y.; Yao, M.; Nie, J. Shrinkage in UV-Curable Coatings. In Protective Coatings: Film Formation and Properties; Wen, M., Dušek, K., Eds.; Springer International Publishing: Cham, Switzerland, 2017; pp. 195–223. ISBN 978-3-319-51625-7. [Google Scholar]
- Park, J.-W.; Shim, G.-S.; Back, J.-H.; Kim, H.-J.; Shin, S.; Hwang, T.-S. Characteristic Shrinkage Evaluation of Photocurable Materials. Polym. Test. 2016, 56, 344–353. [Google Scholar] [CrossRef]
- Schartel, B.; Hull, T.R. Development of Fire-Retarded Materials—Interpretation of Cone Calorimeter Data. Fire Mater. 2007, 31, 327–354. [Google Scholar] [CrossRef]
- Grexa, O.; Lübke, H. Flammability Parameters of Wood Tested on a Cone Calorimeter. Polym. Degrad. Stab. 2001, 74, 427–432. [Google Scholar] [CrossRef]
- Song, F.; Liu, T.; Fan, Q.; Li, D.; Ou, R.; Liu, Z.; Wang, Q. Sustainable, High-Performance, Flame-Retardant Waterborne Wood Coatings via Phytic Acid Based Green Curing Agent for Melamine-Urea-Formaldehyde Resin. Prog. Org. Coat. 2022, 162, 106597. [Google Scholar] [CrossRef]
- Li, M.; Hao, X.; Hu, M.; Huang, Y.; Qiu, Y.; Li, L. Synthesis of Bio-Based Flame-Retardant Epoxy Co-Curing Agent and Application in Wood Surface Coating. Prog. Org. Coat. 2022, 167, 106848. [Google Scholar] [CrossRef]
- Jiang, J.; Li, J.; Hu, J.; Fan, D. Effect of Nitrogen Phosphorus Flame Retardants on Thermal Degradation of Wood. Constr. Build. Mater. 2010, 24, 2633–2637. [Google Scholar] [CrossRef]
- Misra, M.K.; Ragland, K.W.; Baker, A.J. Wood Ash Composition as a Function of Furnace Temperature. Biomass Bioenergy 1993, 4, 103–116. [Google Scholar] [CrossRef]
- Etiégni, L.; Campbell, A.G. Physical and Chemical Characteristics of Wood Ash. Bioresour. Technol. 1991, 37, 173–178. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Raw Material | F0 | F1 | F2 |
|---|---|---|---|
| Oligomer | 47.0 | 47.0 | 47.0 |
| TPGDA | 50.0 | 30.9 | 11.7 |
| TAEP | 0.0 | 19.1 | 38.3 |
| Ricon 130 | 0.01 | 0.01 | 0.01 |
| Photoinitiator | 3.0 | 3.0 | 3.0 |
| Formulation | Viscosity (cP, 23 °C) | tind (s) | Hmax (W.g−1) | Rpmax (s−1) | %Conversion (%) |
|---|---|---|---|---|---|
| F0 | 630 | 1.06 ± 0.04 | 58 ± 2 | 16.1 ± 0.4 | 68 ± 3 |
| F1 | 840 | 1.10 ± 0.02 | 60 ± 1 | 16.1 ± 0.4 | 69 ± 1 |
| F2 | 1230 | 1.13 ± 0.01 | 60 ± 3 | 15.3 ± 0.7 | 67 ± 2 |
| Formulation | T5% (°C) | Tmax 1 (°C) | Tmax 2 (°C) | Tmax 3 (°C) | Residue at 800 °C (%) |
|---|---|---|---|---|---|
| F0 | 295 | 158 | 371 | 418 | 1 ± 1 |
| F1 | 196 | 161 | 357 | 424 | 14.7 ± 0.5 |
| F2 | 169 | 168 | 331 | 424 | 19.6 ± 0.5 |
| TAEP | 113 | 132 | 307 | 436 | 30.6 ± 0.2 |
| Parameter | F0 | F1 | F2 |
|---|---|---|---|
| Phosphorus coating content * (wt%) | 0.0 | 1.7 | 3.4 |
| TTI (s) | 71 ± 2 | 77 ± 9 | 90 ± 20 |
| pHRR (kW·m−2) | 390 ± 10 | 340 ± 10 | 340 ± 10 |
| THR (MJ·m−2) | 47 ± 1 | 44 ± 2 | 42 ± 1 |
| Residue (wt%) | 7.6 ± 0.3 | 9.8 ± 0.6 | 10.4 ± 0.6 |
| Analysis Area | C (wt%) | O (wt%) | P (wt%) | Ca (wt%) | Mg (wt%) | Mn (wt%) | K (wt%) |
|---|---|---|---|---|---|---|---|
| F0—Area 1 | 65.45 | 27.33 | 0.31 | 4.41 | 1.08 | 0.98 | 0.44 |
| F0—Area 2 | 12.28 | 51.08 | 1.59 | 21.95 | 4.84 | 4.85 | 3.40 |
| F1—Area 3 | 81.69 | 16.49 | 1.46 | 0.35 | - | - | - |
| F1—Area 4 | 81.16 | 17.24 | 1.44 | 0.17 | - | - | - |
| F2—Area 5 | 76.47 | 21.04 | 2.14 | 0.35 | - | - | - |
| F2—Area 6 | 80.77 | 16.44 | 2.11 | 0.52 | 0.15 | - | - |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pellerin, S.; Samyn, F.; Duquesne, S.; Landry, V. Preparation and Characterisation of UV-Curable Flame Retardant Wood Coating Containing a Phosphorus Acrylate Monomer. Coatings 2022, 12, 1850. https://doi.org/10.3390/coatings12121850
Pellerin S, Samyn F, Duquesne S, Landry V. Preparation and Characterisation of UV-Curable Flame Retardant Wood Coating Containing a Phosphorus Acrylate Monomer. Coatings. 2022; 12(12):1850. https://doi.org/10.3390/coatings12121850
Chicago/Turabian StylePellerin, Solène, Fabienne Samyn, Sophie Duquesne, and Véronic Landry. 2022. "Preparation and Characterisation of UV-Curable Flame Retardant Wood Coating Containing a Phosphorus Acrylate Monomer" Coatings 12, no. 12: 1850. https://doi.org/10.3390/coatings12121850
APA StylePellerin, S., Samyn, F., Duquesne, S., & Landry, V. (2022). Preparation and Characterisation of UV-Curable Flame Retardant Wood Coating Containing a Phosphorus Acrylate Monomer. Coatings, 12(12), 1850. https://doi.org/10.3390/coatings12121850