Attempts to Improve the Subsurface Properties of Horizontally-Formed Cementitious Composites Using Tin(II) Fluoride Nanoparticles

 ,
,  , ,
, ,  and
and
Abstract
1. Introduction
2. Significance of the Research
3. Materials and Methods
4. Results and Discussion
5. Mechanical Performance Analysis of Overlay Mortars Modified with Tin(II) Fluoride
6. Conclusions
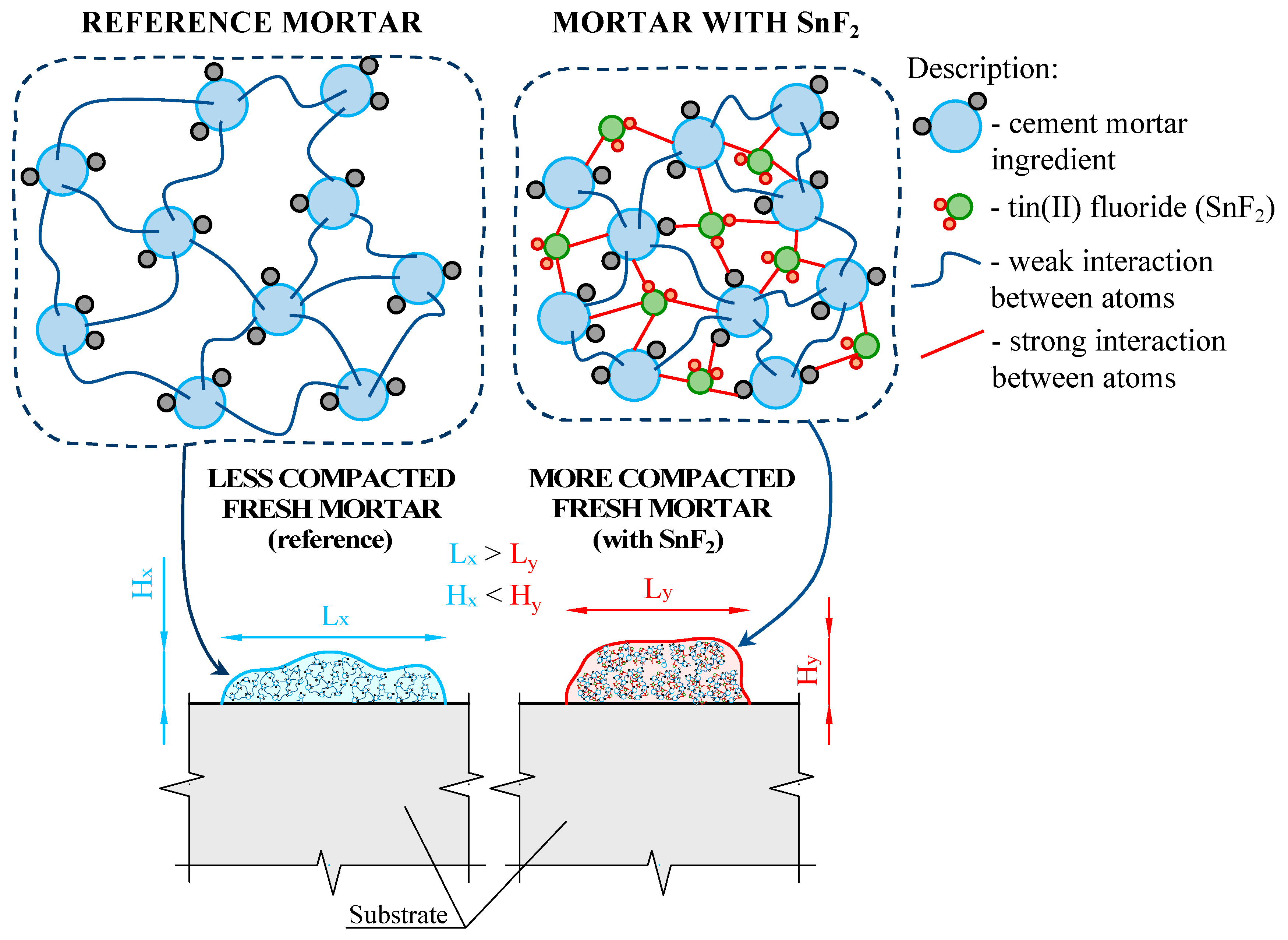
- Forming horizontally-formed composites is not an easy task. The subsurface strength properties of the overlay are weaker if the forming process is incorrectly done (the possibility of laitance occurrence is higher). Thus, with the addition of tin(II) fluoride nanoparticles, it is possible to not only compact the lower parts of the overlay, but also to more effectively compact the higher near-surface parts, which are much more important due to their protection properties in a floor structure. The addition of SnF2 allows the forming process of horizontally-formed cementitious composites to be enhanced. The benefits of it are the more effective process of forming high-quality floors and the higher strength properties of the subsurface overlay area,
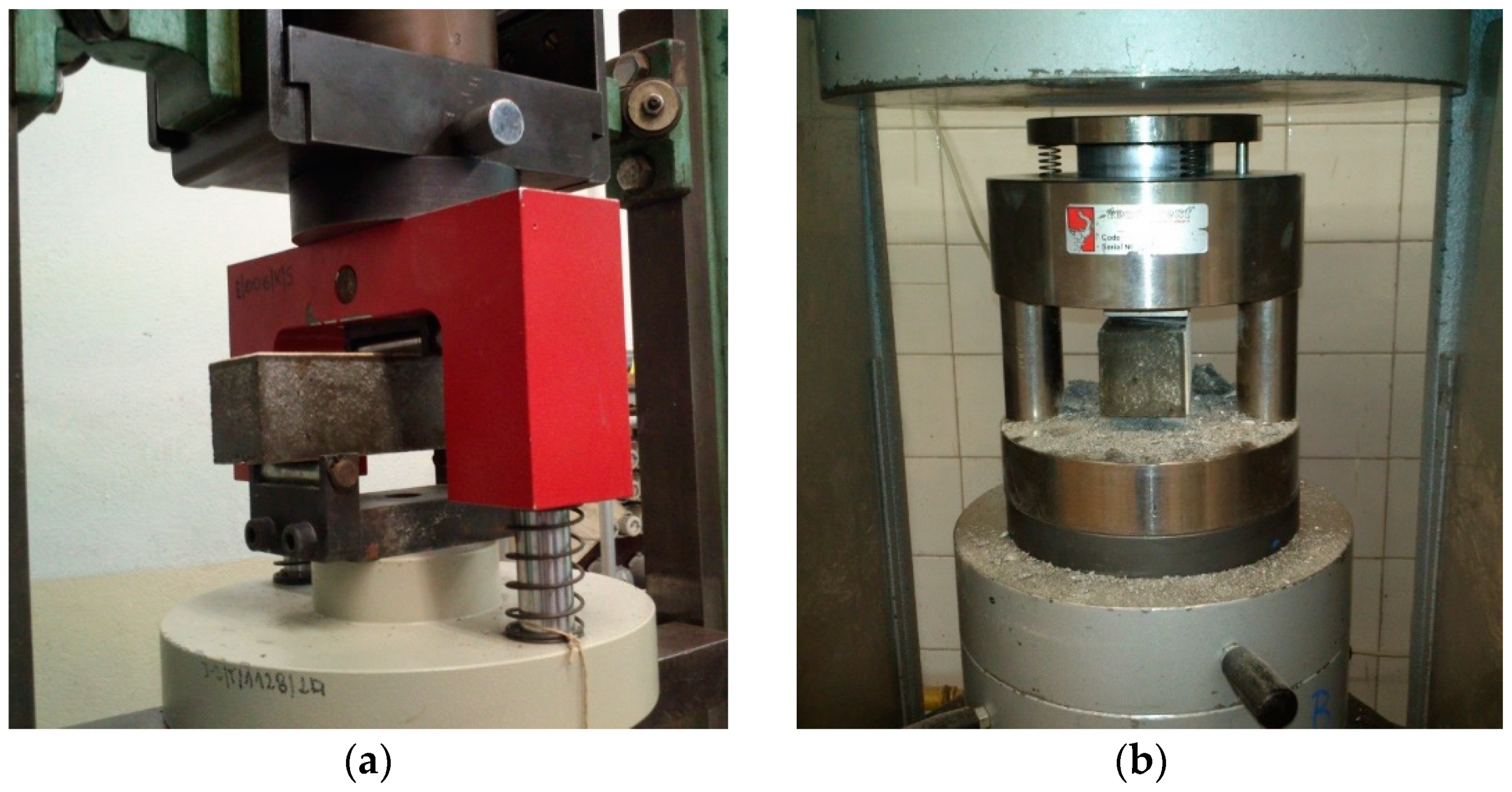
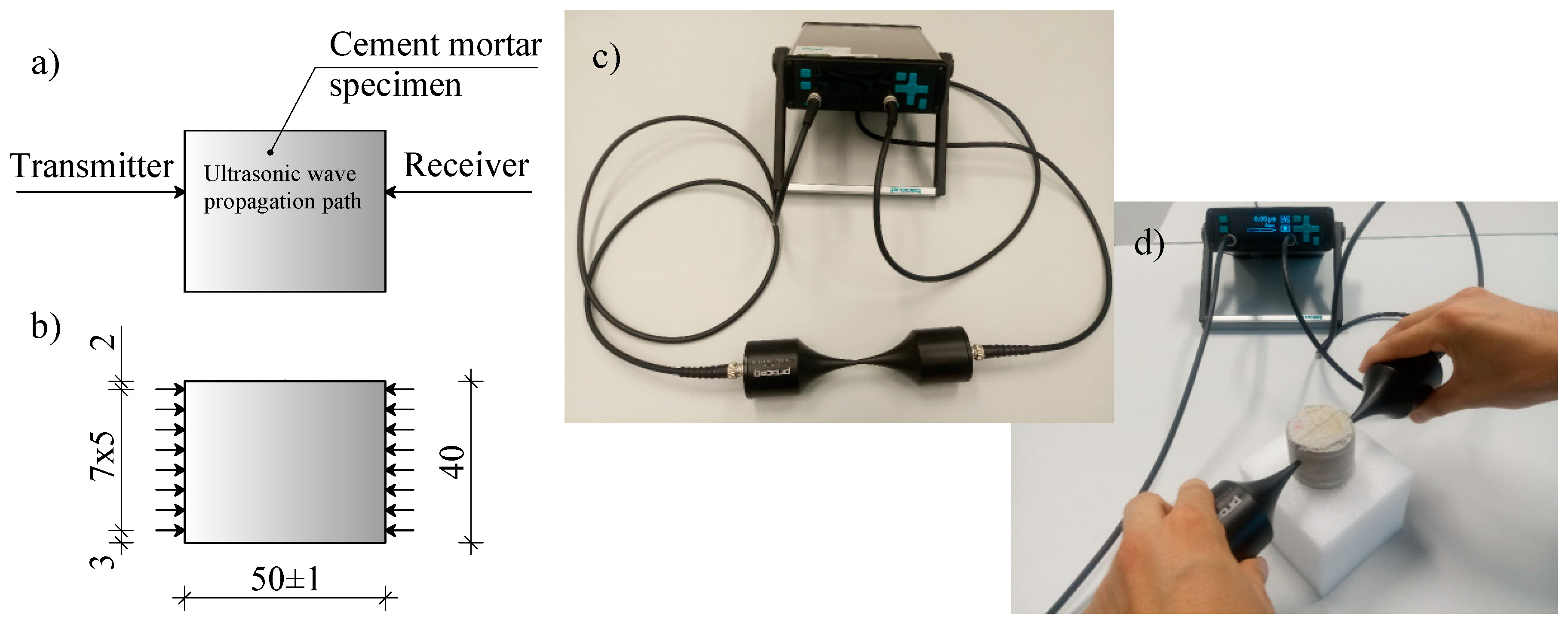
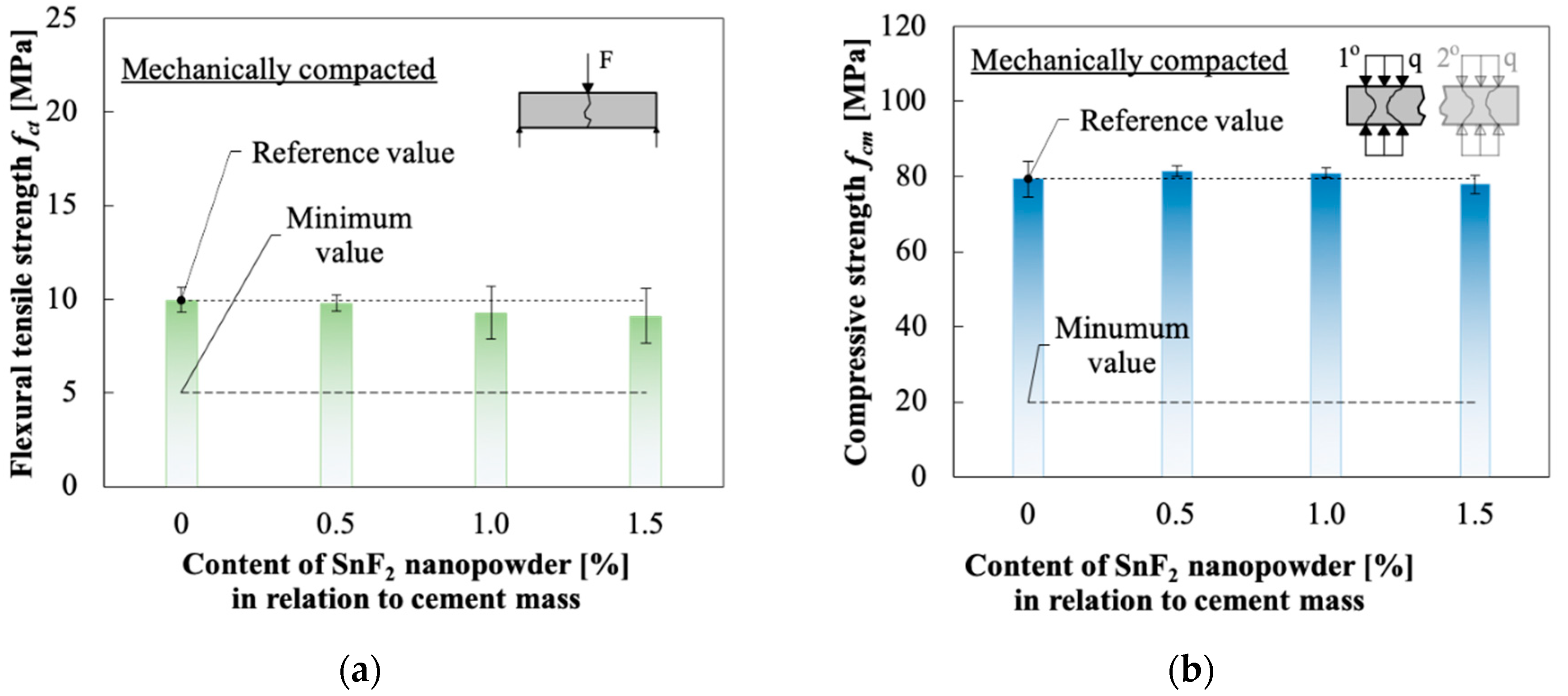
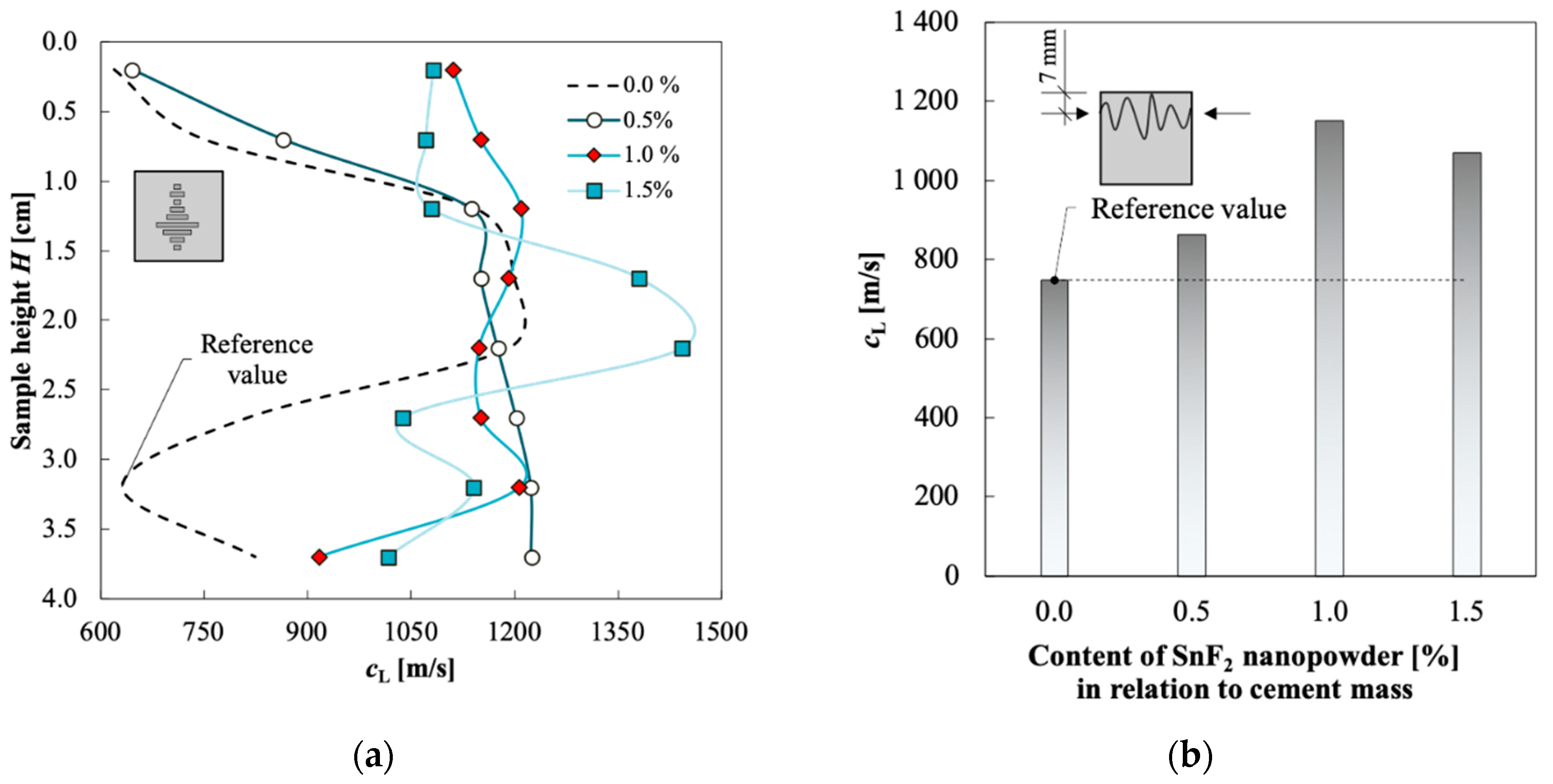
- The samples with the addition of SnF2 had similar compressive strength results and slightly lower flexural tensile strength results than the reference sample. However, the standard deviation of flexural tensile strength allows for the assumption that the results are also similar to those obtained by the R-0 specimen. The UPV test results showed that the cL values were similar in the middle of all the samples, which is why there was no visible difference in the obtained strength results. The measured values were much higher than the minimal required strength values. The addition of tin(II) fluoride did not have a significant influence on fcm and fct.
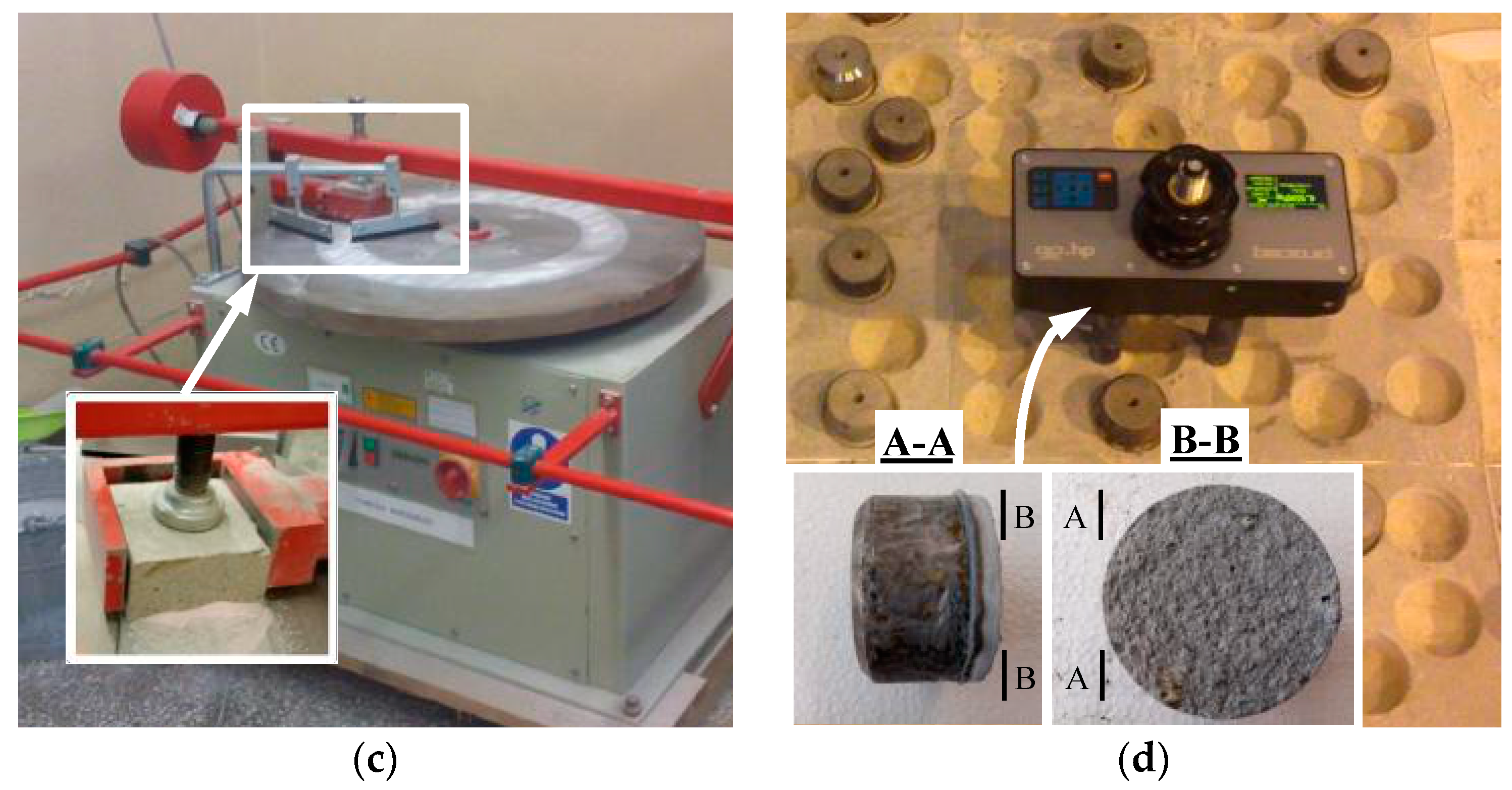
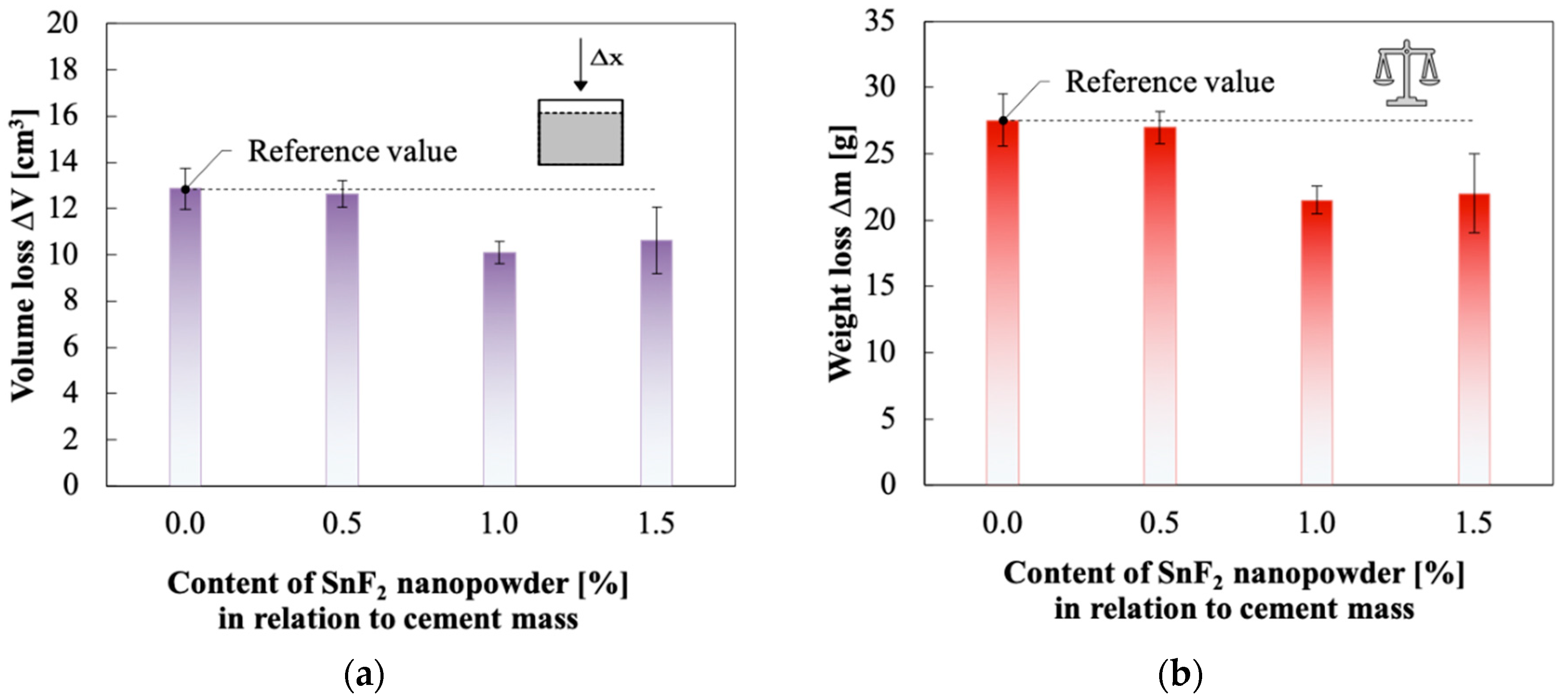
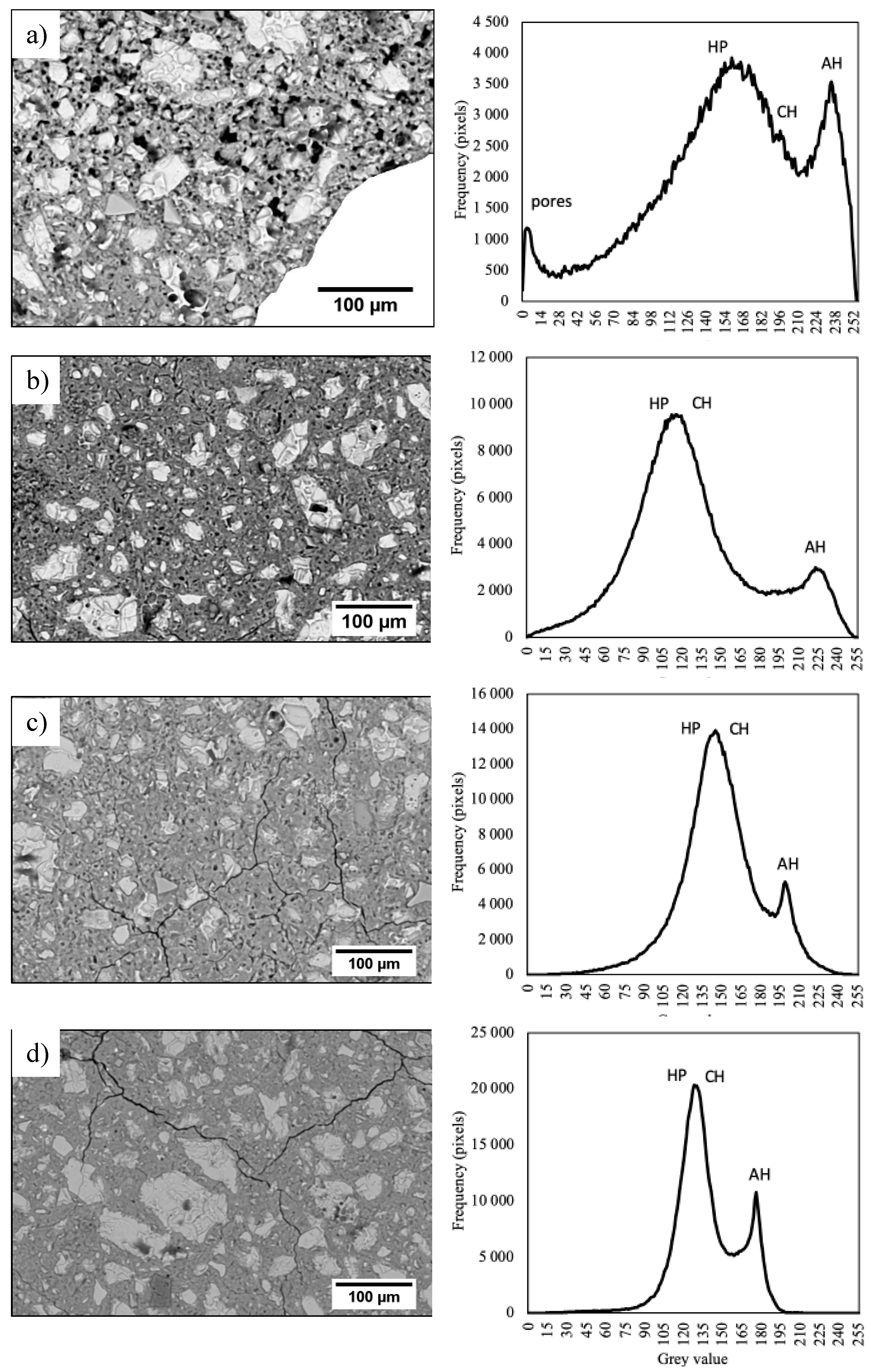
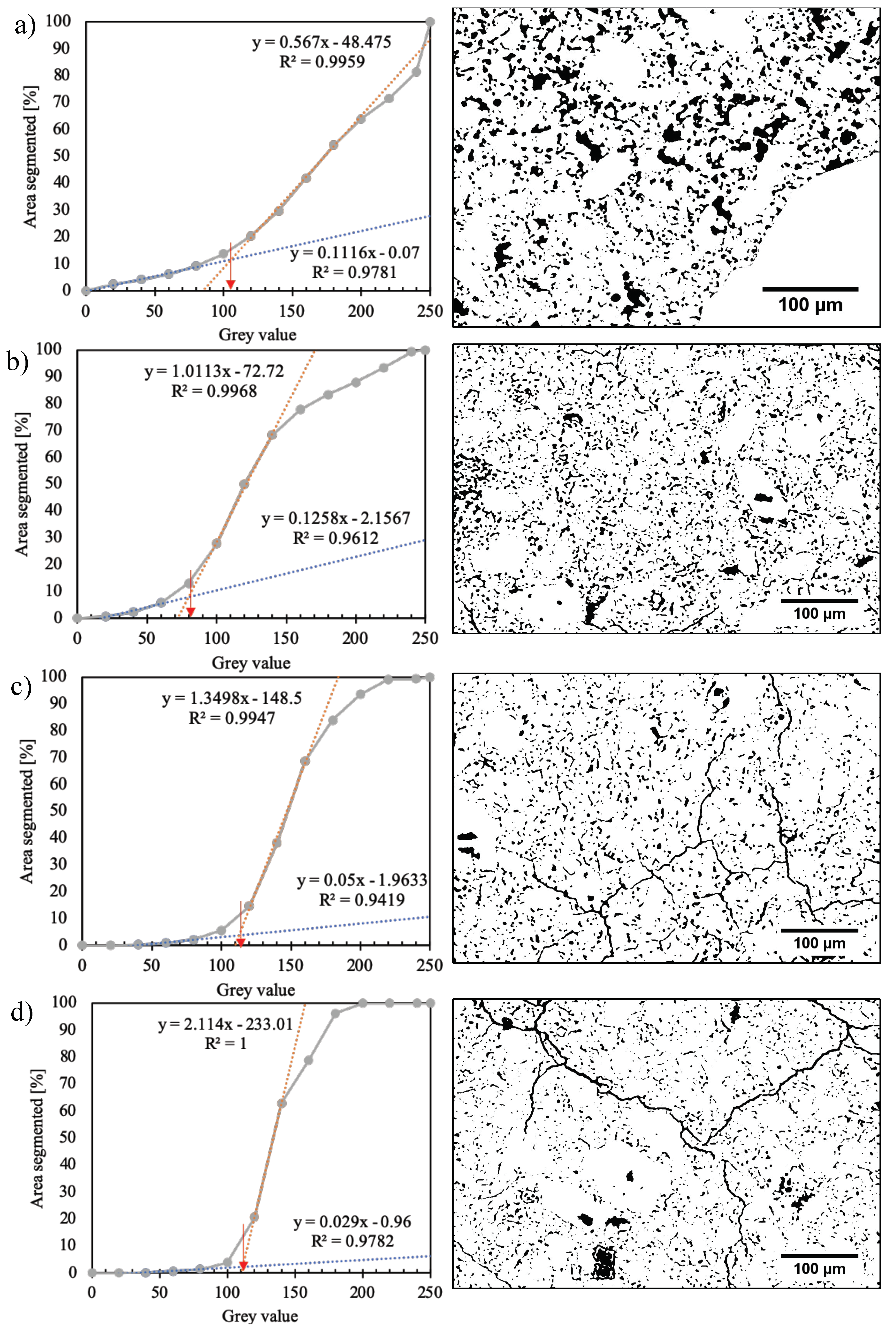
- By adding tin(II) fluoride, it was possible to increase the abrasive resistance of the tested elements. Sample F-1.0 lost 21% more of its weight than the reference sample. Then, the ultrasonic tests showed that sample F-1.0 obtained the highest results of the velocity of the longitudinal ultrasonic wave. Moreover, from the presented SEM test results, it can be seen that sample F-1.0 had 46% lower porosity in its subsurface area than the reference sample, which could have been obtained as a result of the high electronegativity of the fluorine additive. Its high attrition force with other atoms of the mortar matrix allowed a very compacted overlay structure to be obtained. It can be assumed that lower porosity means that the amount of water in the subsurface area was also lower. This had an impact on the lower water–cement ratio and higher strength properties, and contributed to the elimination of the laitance layer. Abrasive resistance is a very desirable property for tested structures because of its influence on the life cycle durability of the overlay.
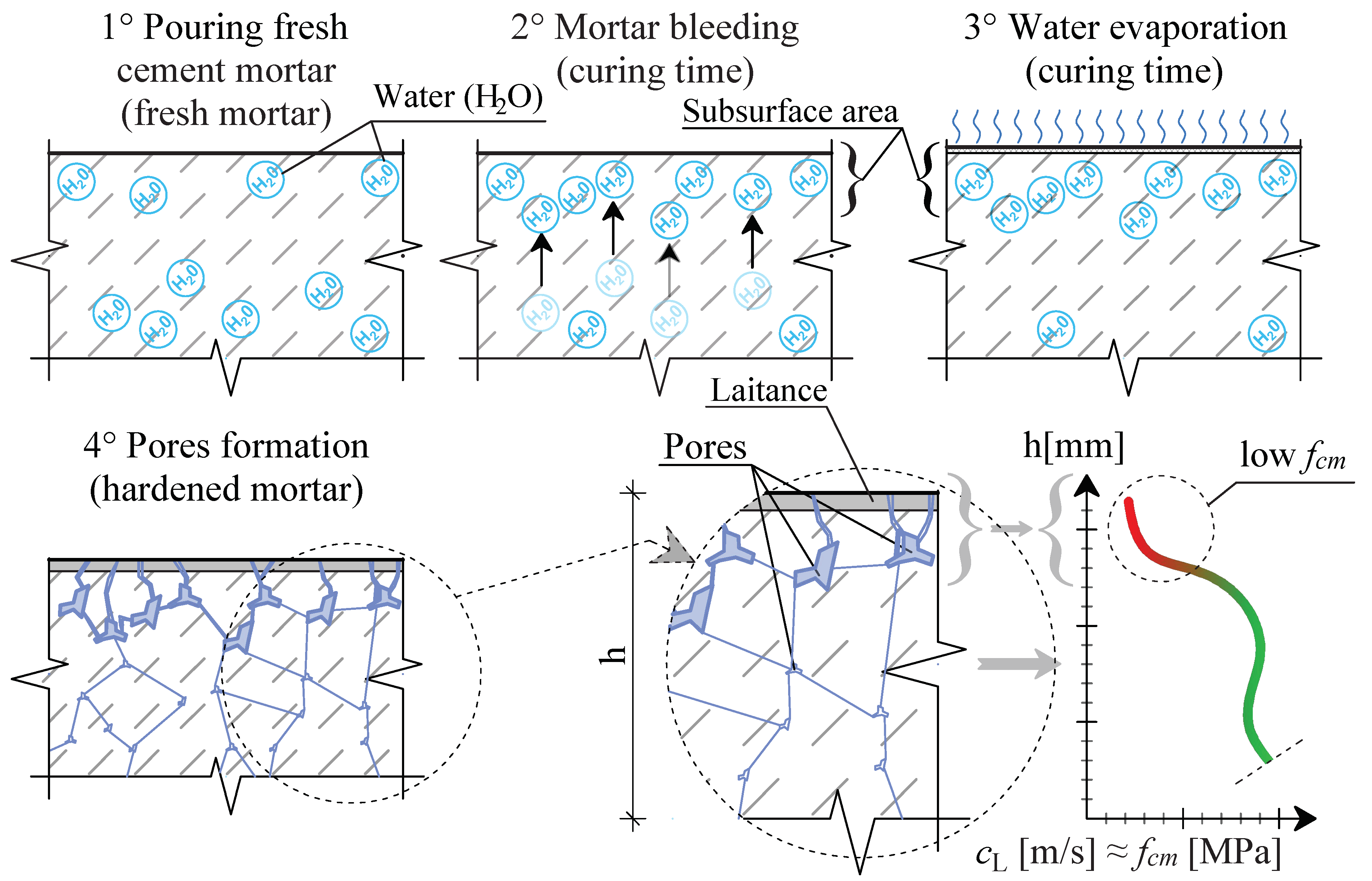
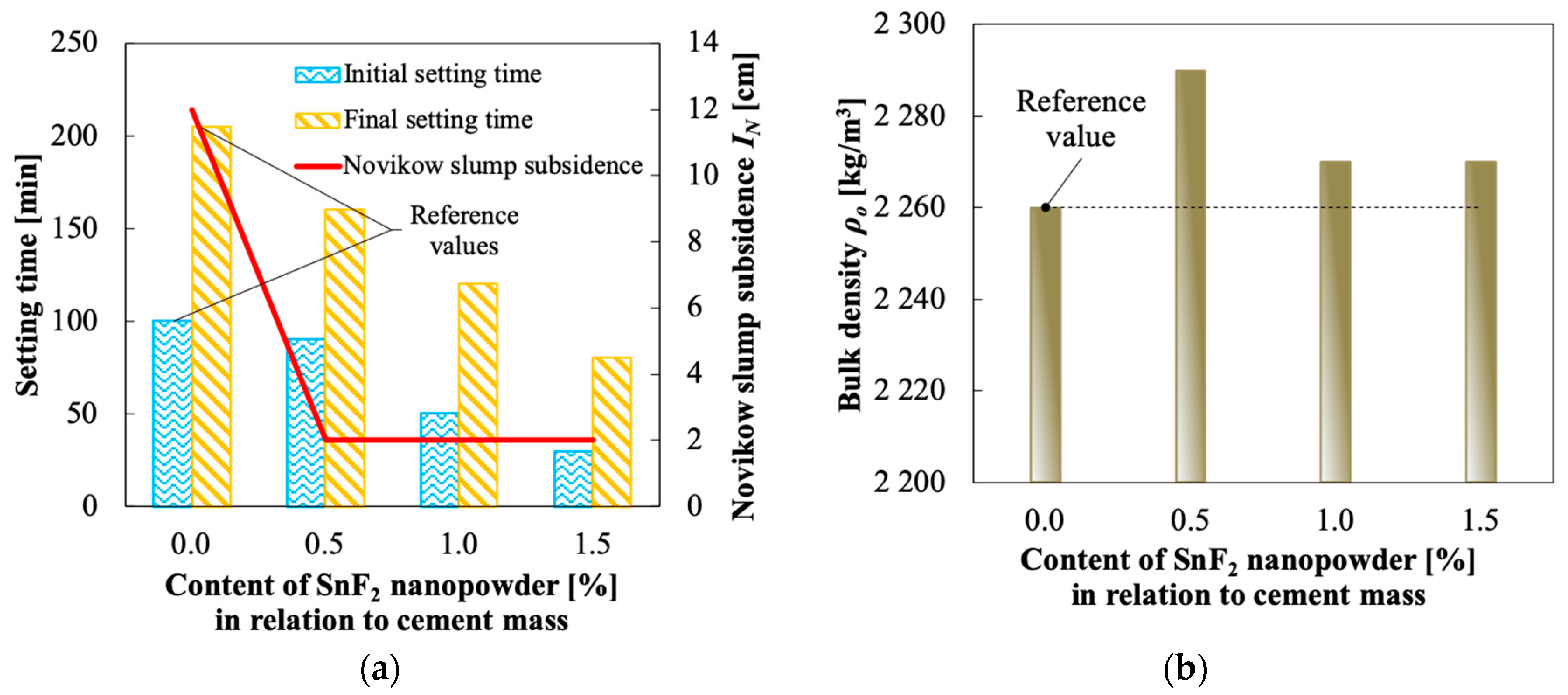
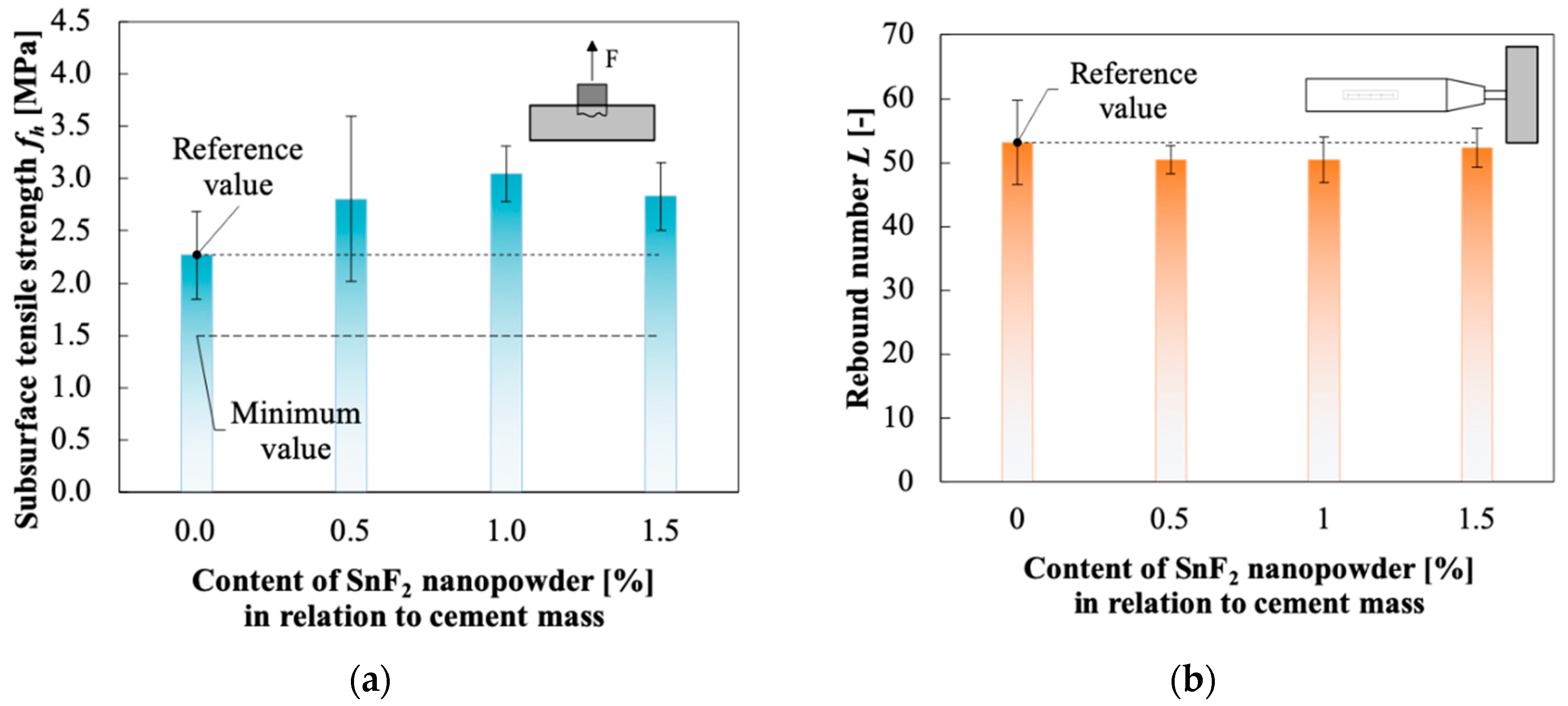
- The addition of tin(II) fluoride has a visible impact on the subsurface strength properties of horizontally-formed cementitious composites. From the course of the velocity of the longitudinal ultrasonic wave, it can be seen that overlays with SnF2 obtained much higher velocity results in the top area than sample R-0. The mortar bleeding and aggregate segregation process was observed for the reference sample. This phenomenon was reduced for the samples with the addition of tin(II) fluoride, and the high electronegativity of fluorine could have a significant impact on it. The results of the Novikow slump subsidence test and analysis of the SEM images showed that this hypothesis is proper, which was confirmed by the mentioned tests. Thus, because of better adhesion caused by lower porosity, the subsurface tensile strength increased with a higher amount of SnF2. The best result was obtained by sample F-1.0, with fh being equal to 3.05 MPa (±0.27 MPa). However, the result obtained by F-1.5 was similar. Moreover, the results of the subsurface tensile strength corresponded with the velocity values that were measured in this area, which is confirmed by the presented results. The Schmidt rebound hammer results showed that the subsurface hardness of the samples was similar.
- Due to the high results of the parameters that are required for cementitious overlays, the mechanical performance analysis showed that sample F-1.0 obtained the best MPR results (113.1% and 116.4%) for the two considered variants.
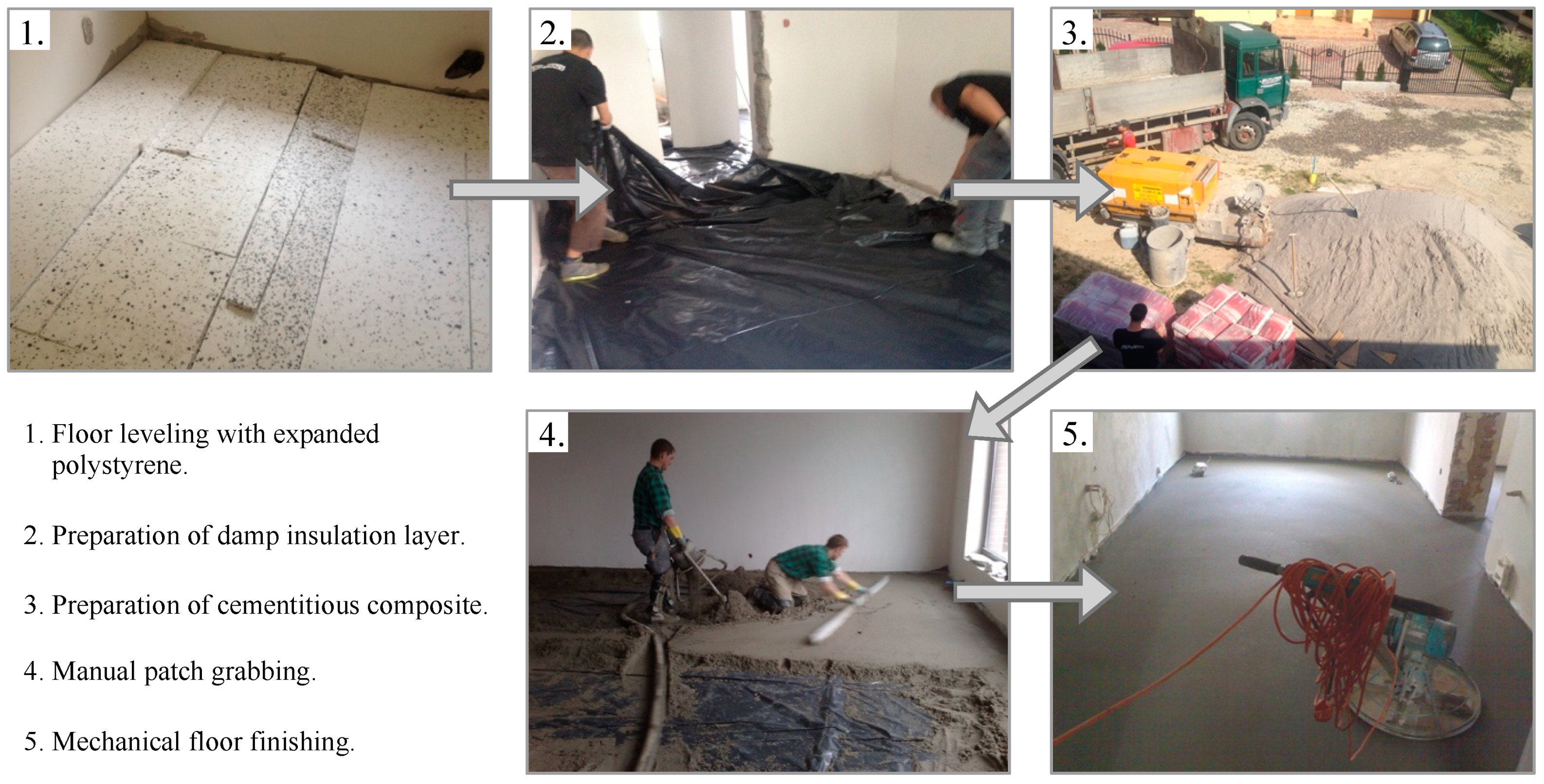
- The overlay should be formed in such a way that it has as smooth a top surface as possible when it is designed as a finishing layer. All of the roughness needs to be removed with mechanical treatment. Thus, the addition of tin(II) fluoride allowed the patch grabbing process to be improved, without obtaining any unintended inequalities on the overlay surface.
7. Perspectives
- The analysis of different configurations of SnF2 additions to cementitious composites;
- The study of the early-age properties of cementitious composites modified with the addition of SnF2 (e.g., hydration);
- The study of the effect of SnF2 on the corrosion resistance and/or other durability related phenomena of modified cement-based composites;
- The explanation of some of the chemical reactions that occurred (e.g., interaction between tin(II) fluoride and the rest of the ingredients of cementitious composites) with verification of the hypothetical chemical bonding between them at the nano-scale;
- The verification of the pull-off adhesion and bonding strength between an overlay modified with the addition of SnF2 and differently prepared concrete substrates, and also support this with more advanced microstructural tests that use well established procedures (e.g., scanning electron microscopy, micro-computed tomography or nanoindentation).
- Analysis of the hydration process of the cementitious overlay with the addition of SnF2.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Krzywiński, K.; Sadowski, Ł. The effect of texturing of the surface of concrete substrate on the pull-off strength of epoxy resin coating. Coatings 2019, 9, 143. [Google Scholar] [CrossRef]
- Do, J.; Soh, Y. Performance of polymer-modified self-leveling mortars with high polymer–cement ratio for floor finishing. Cem. Concr. Res. 2003, 33, 1497–1505. [Google Scholar] [CrossRef]
- Sadowski, Ł. Adhesion in Layered Cement Composites; Springer: Berlin/Heidelberg, Germany, 2019. [Google Scholar]
- Sadowski, Ł.; Krzywiński, K.; Michoń, M. The influence of texturing of the surface of concrete substrate on its adhesion to cement mortar overlay. J. Adhes. 2019, 1–14. [Google Scholar] [CrossRef]
- Hoła, J.; Sadowski, Ł.; Hoła, A. The effect of failure to comply with technological and technical requirements on the condition of newly built cement mortar floors. Proc. Inst. Mech. Eng. Part L J. Mater. Des. Appl. 2019, 233, 268–275. [Google Scholar] [CrossRef]
- Xie, J.; Liu, J.; Liu, F.; Wang, J.; Huang, P. Investigation of a new lightweight green concrete containing sludge ceramsite and recycled fine aggregates. J. Clean. Prod. 2019, 235, 1240–1254. [Google Scholar] [CrossRef]
- Stawiski, B.; Radzik, Ł. Need to identify parameters of concrete in the weakest zone of the industrial floor. IOP Conf. Ser. Mater. Sci. Eng. 2017, 245, 022063. [Google Scholar] [CrossRef]
- Stawiski, B. The heterogeneity of mechanical properties of concrete in formed constructions horizontally. Arch. Civ. Mech. Eng. 2012, 12, 90–94. [Google Scholar] [CrossRef]
- Bui, V.K.; Montgomery, D.; Hinczak, I.; Turner, K. Rapid testing method for segregation resistance of self-compacting concrete. Cem. Concr. Res. 2002, 32, 1489–1496. [Google Scholar] [CrossRef]
- Rols, S.; Ambroise, J.; Pera, J. Effects of different viscosity agents on the properties of self-leveling concrete. Cem. Concr. Res. 1999, 29, 261–266. [Google Scholar] [CrossRef]
- Singh, T.; Tiwari, S.K.; Shukla, D.K. Effect of nano-sized particles on grain structure and mechanical behavior of friction stir welded Al-nanocomposites. Proc. Inst. Mech. Eng. Part L J. Mater. Des. Appl. 2019. [Google Scholar] [CrossRef]
- Barnat-Hunek, D.; Grzegorczyk-Frańczak, M.; Szymańska-Chargot, M.; Łagód, G. Effect of Eco-Friendly Cellulose Nanocrystals on Physical Properties of Cement Mortars. Polymers 2019, 11, 2088. [Google Scholar] [CrossRef]
- He, H.; Wang, Y.; Wang, J. Effects of Aggregate Micro Fines (AMF), Aluminum Sulfate and Polypropylene Fiber (PPF) on Properties of Machine-Made Sand Concrete. Appl. Sci. 2019, 9, 2250. [Google Scholar] [CrossRef]
- Szymanowski, J.; Sadowski, Ł. Functional and adhesive properties of cement-based overlays modified with amorphous silica nanospheres. J. Adhes. 2019, 1–22. [Google Scholar] [CrossRef]
- Young, A.; Thrane, P.S.; Saxegaard, E.; Jonski, G.; Rölla, G. Effect of stannous fluoride toothpaste on erosion-like lesions: An in vivo study. Eur. J. Oral Sci. 2006, 114, 180–183. [Google Scholar] [CrossRef] [PubMed]
- Allred, A.L.; Rochow, E.G. A scale of electronegativity based on electrostatic force. J. Inorg. Nucl. Chem. 1958, 5, 264–268. [Google Scholar] [CrossRef]
- Physical Properties of the Tin(II) Fluoride SnF2 Nanoparticles. Available online: https://www.sigmaaldrich.com/Graphics/COfAInfo/SigmaSAPQM/SPEC/33/334626/334626-BULK_______ALDRICH__.pdf (accessed on 10 September 2019).
- PN-B-04500. Building mortars—Tests of physical and strength properties.
- EN 1015-6:2000. Methods of Test for Mortar for Masonry—Part 6: Determination of Bulk Density of Fresh Mortar; PKN: Warsaw, Poland, 2000.
- EN 196-1. Methods of Testing Cement; BSI: London, UK, 2016.
- EN 13892-2. Methods of Test for Screed Materials—Part 2: Determination of Flexural and Compressive Strength; BSI: London, UK, 2002.
- EN 13892-3:2005. Methods for Testing Materials for Undercoats—Part 3: Determination of Abrasion Resistance according to Bohme; BSI: London, UK, 2005.
- EN 1542—Products and Systems for the Protection and Repair of Concrete Structures-Test Methods-Measurement of Bond Strength by Pull-Off; BSI: London, UK, 1999.
- EN 12504-2. Testing Concrete in Structures—Part 2: Nondestructive Testing—Determination of Rebound Number; BSI: London, UK, 2013.
- Gudra, T.; Stawiski, B. Non-destructive Strength Characterization of Concrete Using Surface Waves. NDT E Int. 2000, 33, 1–6. [Google Scholar] [CrossRef]
- Zhang, M.H.; Islam, J.; Peethamparan, S. Use of nanosilica to increase early strength and reduce setting time of concretes with high volumes of slag. Cem. Concr. Compos. 2012, 34, 650–662. [Google Scholar] [CrossRef]
- Sun, J.; Xu, Z.; Li, W.; Shen, X. Effect of nano-SiO2 on the early hydration of alite-sulphoaluminate cement. Nanomaterials 2017, 7, 102. [Google Scholar] [CrossRef]
- Chen, J.; Kou, S.C.; Poon, C.S. Hydration and properties of nano-TiO2 blended cement composites. Cem. Concr. Compos. 2012, 34, 642–649. [Google Scholar] [CrossRef]
- Sun, H.; Li, Z.; Memon, S.A.; Zhang, Q.; Wang, Y.; Liu, B.; Xu, W.; Xing, F. Influence of ultrafine 2CaO·SiO2 particles on hydration properties of reactive particles concrete. Materials 2015, 8, 6195–6207. [Google Scholar] [CrossRef]
- Shekari, A.H.; Razzaghi, M.S. Influence of nano particles on durability and mechanical properties of high performance concrete. Proc. Eng. 2011, 14, 3036–3041. [Google Scholar] [CrossRef]
- Wang, L.; Zheng, D.; Zhang, S.; Cui, H.; Li, D. Effect of nano-SiO2 on the hydration and microstructure of Portland cement. Nanomaterials 2016, 6, 241. [Google Scholar] [CrossRef] [PubMed]
- Mohseni, E.; Tang, W.; Wang, S. Investigation of the Role of Nano-Titanium on Corrosion and Thermal Performance of Structural Concrete with Macro-Encapsulated PCM. Molecules 2019, 24, 1360. [Google Scholar] [CrossRef] [PubMed]
- Li, H.; Zhang, M.H.; Ou, J.P. Abrasion resistance of concrete containing nano-particles for pavement. Wear 2006, 260, 1262–1266. [Google Scholar] [CrossRef]
- Wong, H.S.; Head, M.K.; Buenfeld, N.R. Pore segmentation of cement-based materials from backscattered electron images. Cem. Concr. Res. 2006, 36, 1083–1090. [Google Scholar] [CrossRef]
- Kurda, R.; de Brito, J.; Silvestre, J. Combined economic and mechanical performance optimization of recycled aggregate concrete with high volume of fly ash. Appl. Sci. 2018, 8, 1189. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Value |
|---|---|
| Compressive strength | Minimum 20 MPa |
| Flexural strength | Minimum 5 MPa |
| Subsurface tensile strength | Minimum 1.5 MPa |
| Abrasion resistance | Maximum 22 cm3 |
| Hardness | Determined individually |
| Series of Mortar | R-0 | F-0.5 | F-1.0 | F-1.5 | |
|---|---|---|---|---|---|
| The content of SnF2 nanoparticles | [%] | 0.0 | 0.5 | 1.0 | 1.5 |
| Tin(II) fluoride (SnF2) | [kg/m3] | 0.0 | 4.2 | 8.5 | 12.7 |
| Water | 254 | 254 | 254 | 254 | |
| Quartz sand | 1155 | 1155 | 1155 | 1155 | |
| Portland cement CEM I 42.5 R | 847 | 847 | 847 | 847 | |
| Superplasticizer Sika ViscoCrete 20 HE | 4.3 | 4.3 | 4.3 | 4.3 | |
| Component | Source | Bulk Density/Density |
|---|---|---|
| Portland cement CEM I 42.5 R | Gorazdze Cement S.A. Heidelberg Cement Group, Gorazdze, Poland | 1106 kg/m3 |
| Quartz sand | Mineral mine Margo, Mietkow, Poland | 1497 kg/m3 |
| Superplasticizer Sika ViscoCrete 20 HE | Sika, Wroclaw, Poland | 1080 kg/m3 |
| Tin(II) fluoride (SnF2) | Sigma Aldrich, Poznan, Poland | 4.57 g/mL |
| Nanoparticles | Property | |||
|---|---|---|---|---|
| Molecular Mass [g/mol] | Melting Temperature [°C] | Boiling Point [°C] | Density at 25 °C [g/mL] | |
| Tin(II) fluoride | 156.71 | 215 | 850 | 4.57 |
| Series of Mortar | ΔV/ΔV(R-0) Abrasiveness | fh/fh(R-0) Subsurface Tensile Strength | L/L(R-0) Hardness | fcm/fcm(R-0) Compressive Strength | fct/fct(R-0) Flexural Strength | MPR (%) Mechanical Performance Ratio |
|---|---|---|---|---|---|---|
| Variant No. 1 | ||||||
| R-0 | 1.00 × (3) | 1.00 × (2) | 1.00 × (2) | 1.00 × (1) | 1.00 × (1) | 100.0 |
| F-0.5 | 1.02 × (3) | 1.23 × (2) | 0.94 × (2) | 0.98 × (1) | 0.98 × (1) | 104.1 |
| F-1.0 | 1.21 × (3) | 1.34 × (2) | 0.94 × (2) | 1.03 × (1) | 0.93 × (1) | 113.1 |
| F-1.5 | 1.17 × (3) | 1.25 × (2) | 0.98 × (2) | 1.02 × (1) | 0.91 × (1) | 110.1 |
| Variant No. 2 | ||||||
| R-0 | 1.00 × (1) | 1.00 × (3) | 1.00 × (1) | 1.00 × (1) | 1.00 × (1) | 100.0 |
| F-0.5 | 1.02 × (1) | 1.23 × (3) | 0.94 × (1) | 0.98 × (1) | 0.98 × (1) | 108.9 |
| F-1.0 | 1.21 × (1) | 1.34 × (3) | 0.94 × (1) | 1.03 × (1) | 0.93 × (1) | 116.4 |
| F-1.5 | 1.17 × (1) | 1.25 × (3) | 0.98 × (1) | 1.02 × (1) | 0.91 × (1) | 111.8 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Krzywiński, K.; Sadowski, Ł.; Szymanowski, J.; Żak, A.; Piechówka-Mielnik, M. Attempts to Improve the Subsurface Properties of Horizontally-Formed Cementitious Composites Using Tin(II) Fluoride Nanoparticles. Coatings 2020, 10, 83. https://doi.org/10.3390/coatings10010083
Krzywiński K, Sadowski Ł, Szymanowski J, Żak A, Piechówka-Mielnik M. Attempts to Improve the Subsurface Properties of Horizontally-Formed Cementitious Composites Using Tin(II) Fluoride Nanoparticles. Coatings. 2020; 10(1):83. https://doi.org/10.3390/coatings10010083
Chicago/Turabian StyleKrzywiński, Kamil, Łukasz Sadowski, Jacek Szymanowski, Andrzej Żak, and Magdalena Piechówka-Mielnik. 2020. "Attempts to Improve the Subsurface Properties of Horizontally-Formed Cementitious Composites Using Tin(II) Fluoride Nanoparticles" Coatings 10, no. 1: 83. https://doi.org/10.3390/coatings10010083
APA StyleKrzywiński, K., Sadowski, Ł., Szymanowski, J., Żak, A., & Piechówka-Mielnik, M. (2020). Attempts to Improve the Subsurface Properties of Horizontally-Formed Cementitious Composites Using Tin(II) Fluoride Nanoparticles. Coatings, 10(1), 83. https://doi.org/10.3390/coatings10010083