Surface Properties of Beech Wood after CO2 Laser Engraving


Abstract
1. Introduction
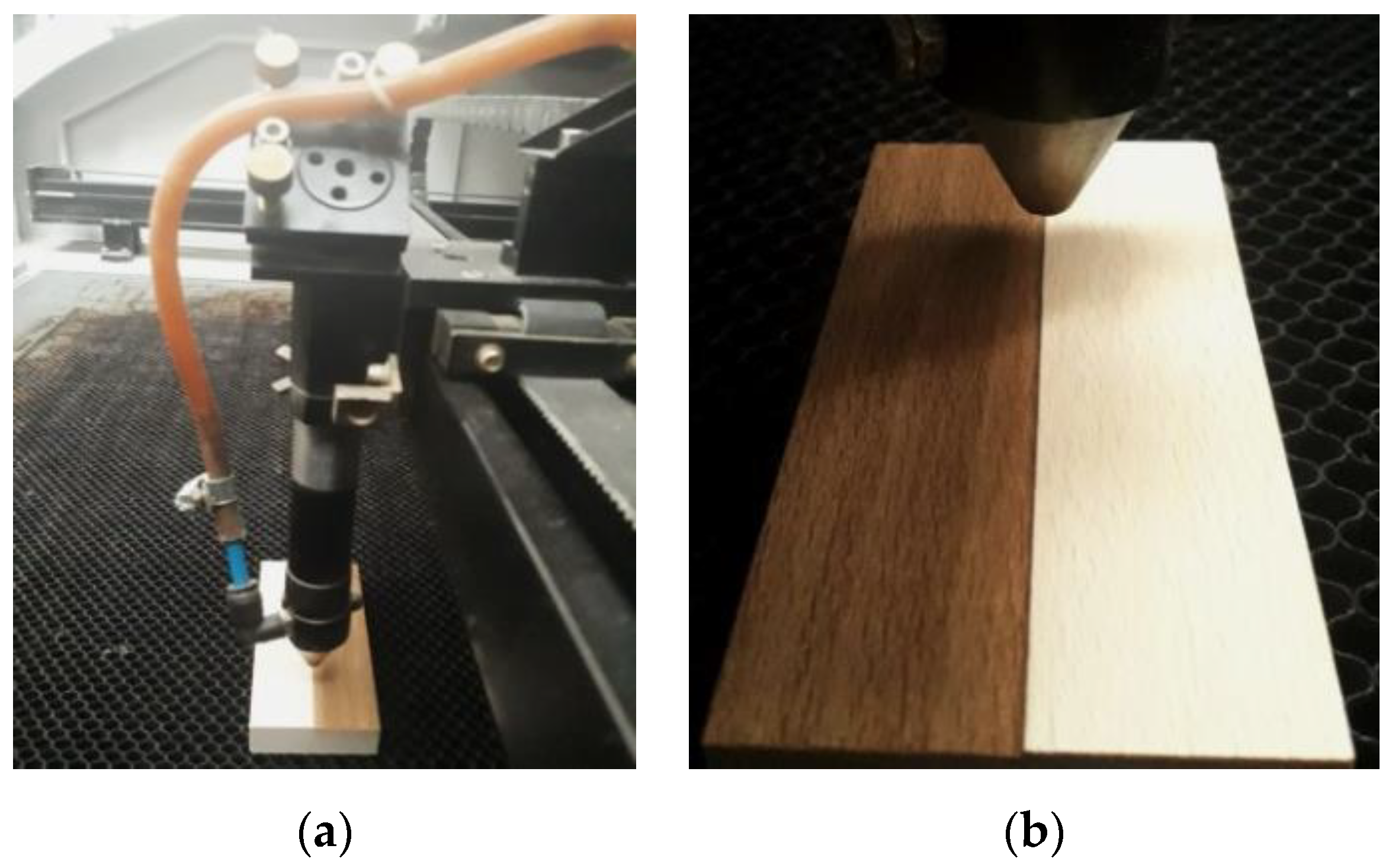
2. Materials and Methods
2.1. Color Measurement
2.2. Roughness and Waviness Measurement
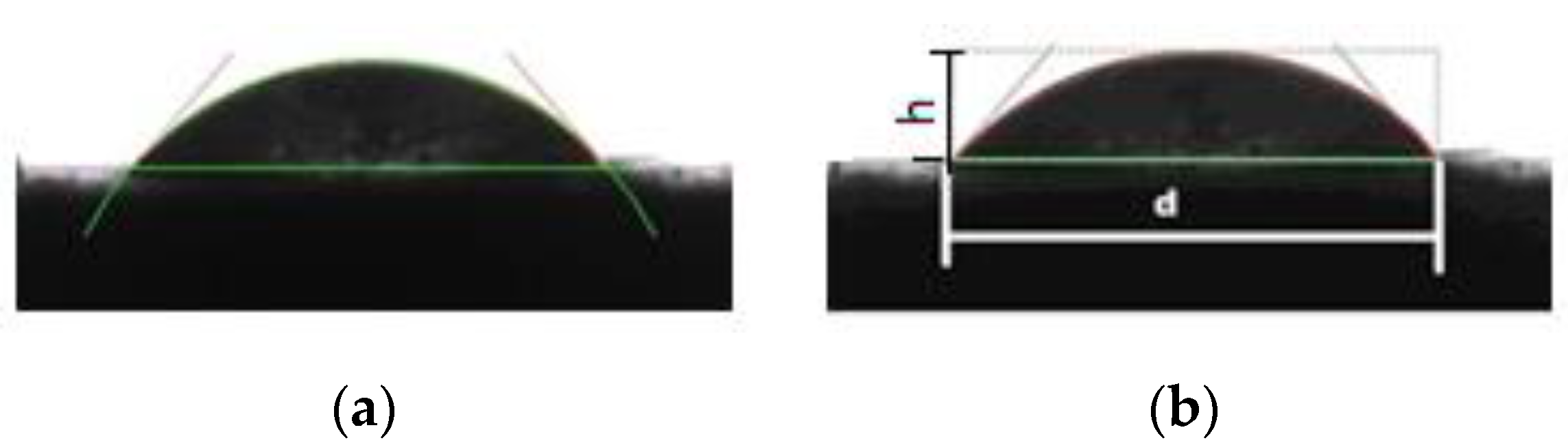
2.3. Wood Wetting with Liquids and Assessment of its Surface Free Energy
3. Results and Discussion
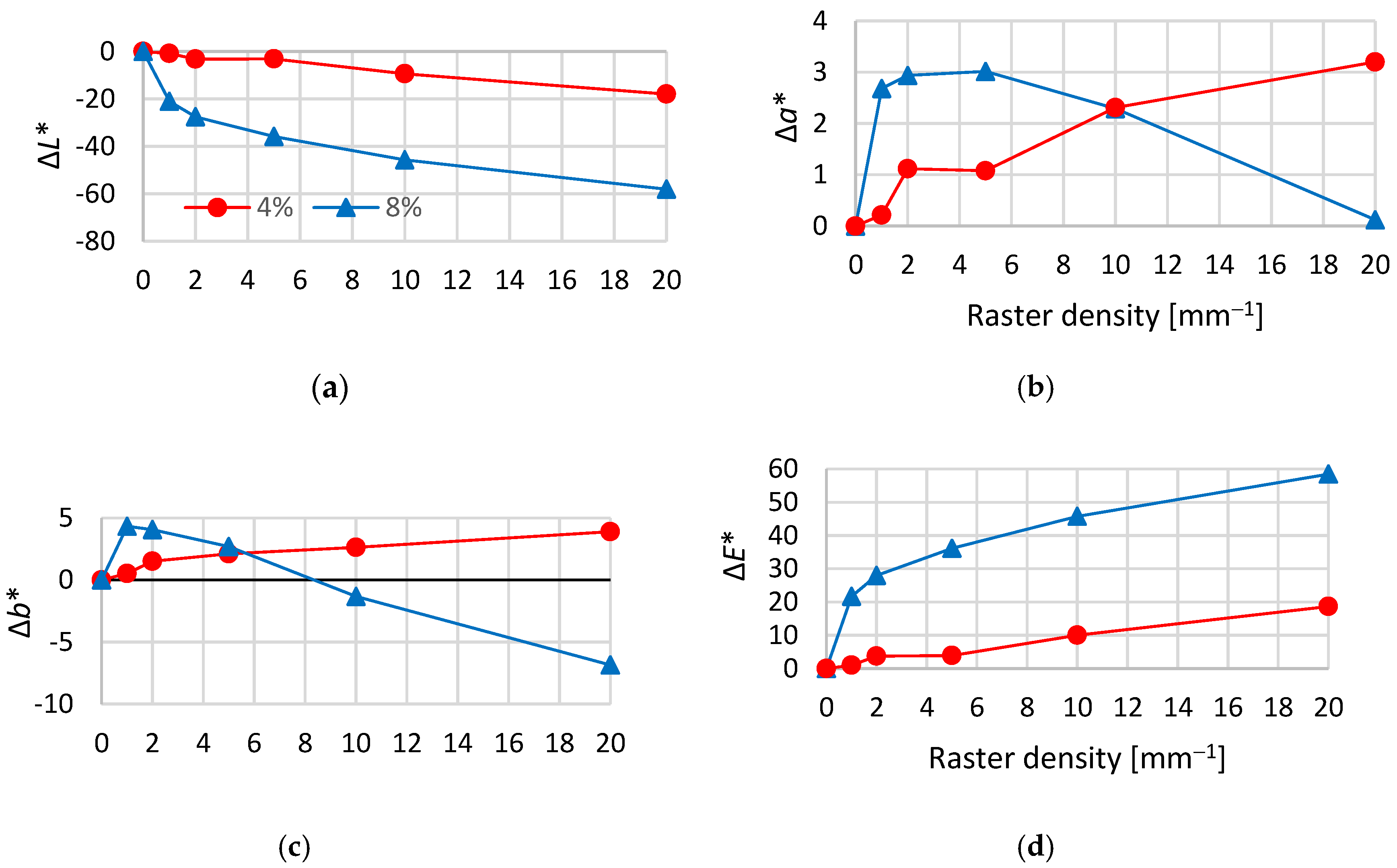
3.1. Color Change
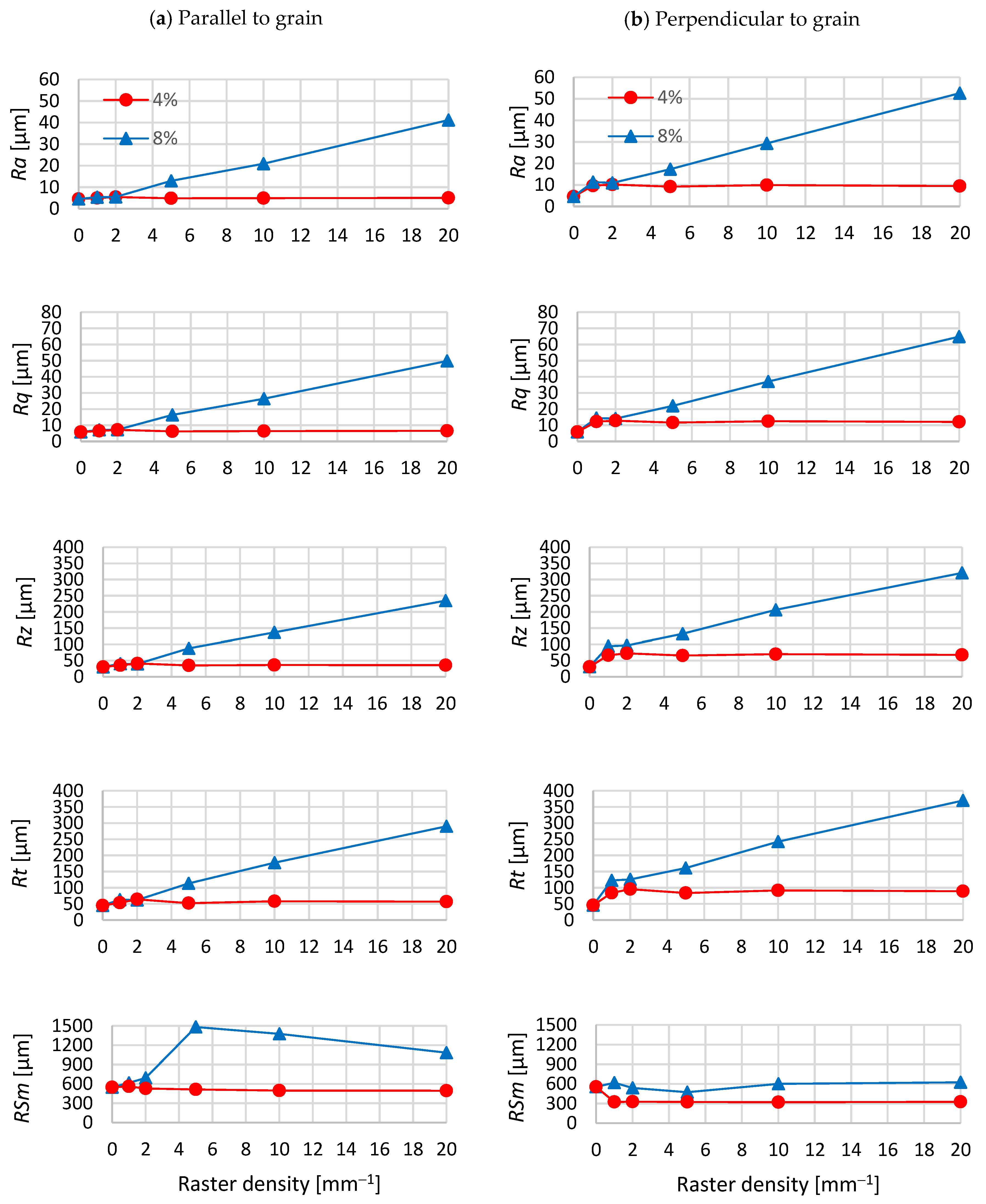
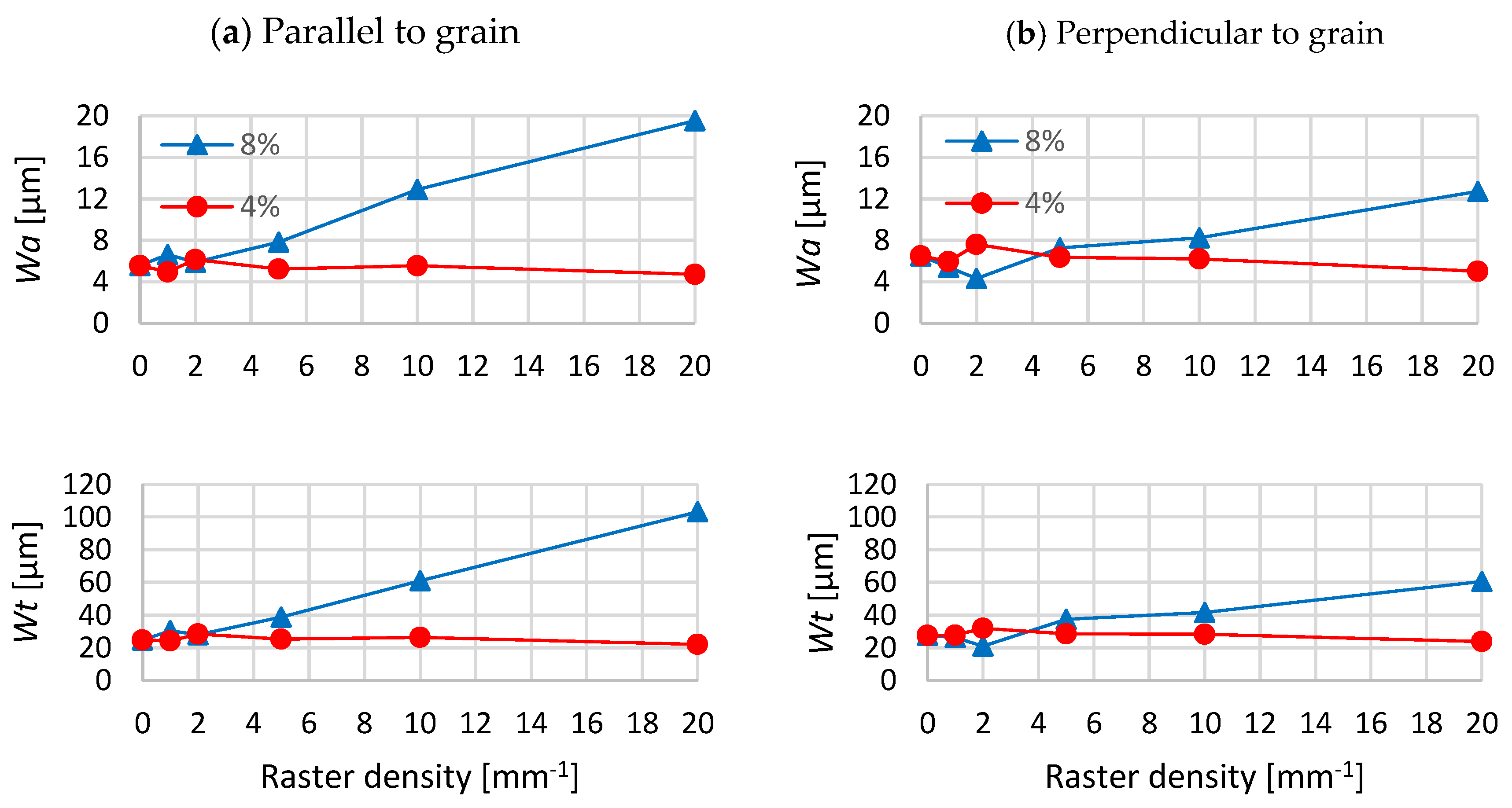
3.2. Surface Morphology
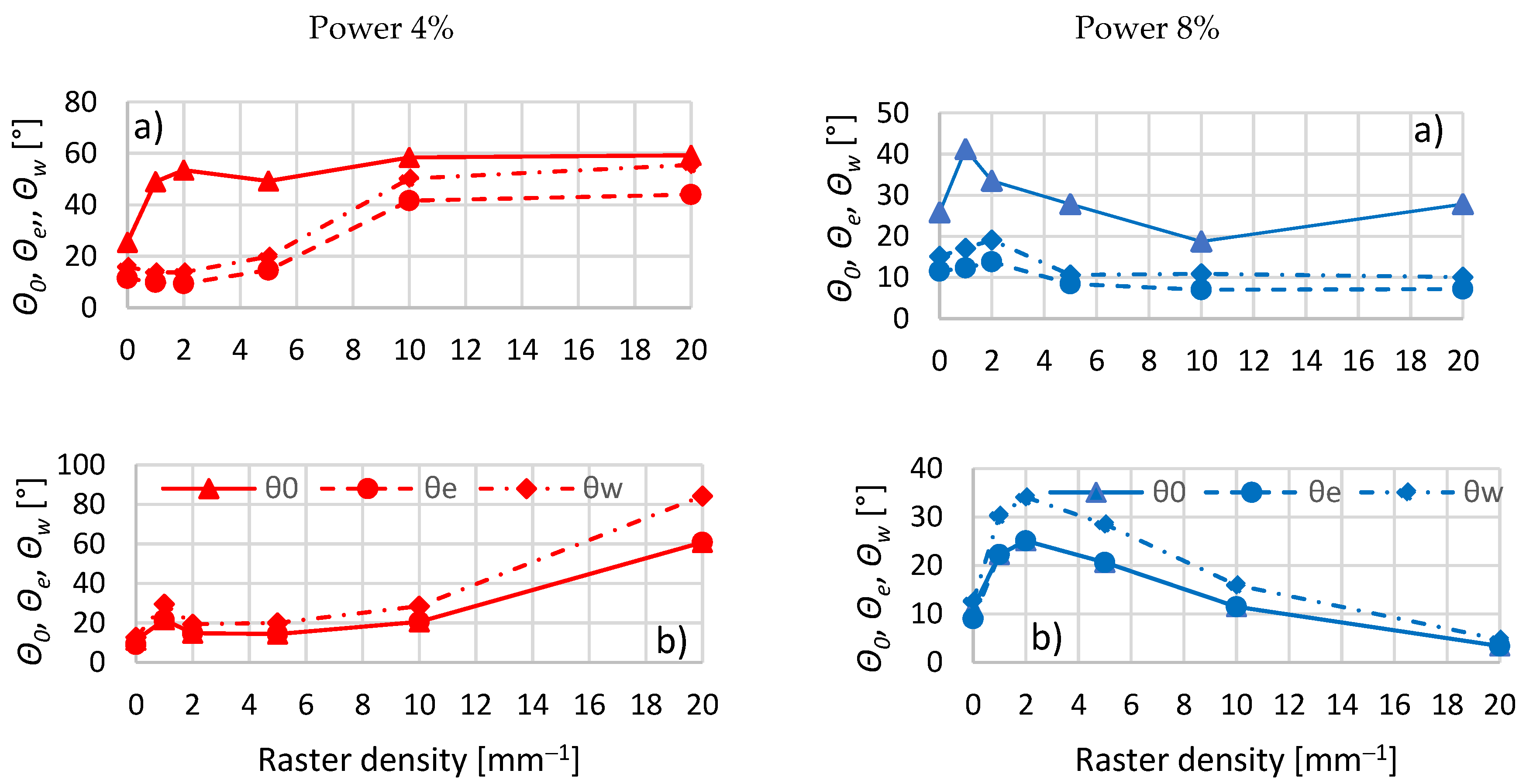
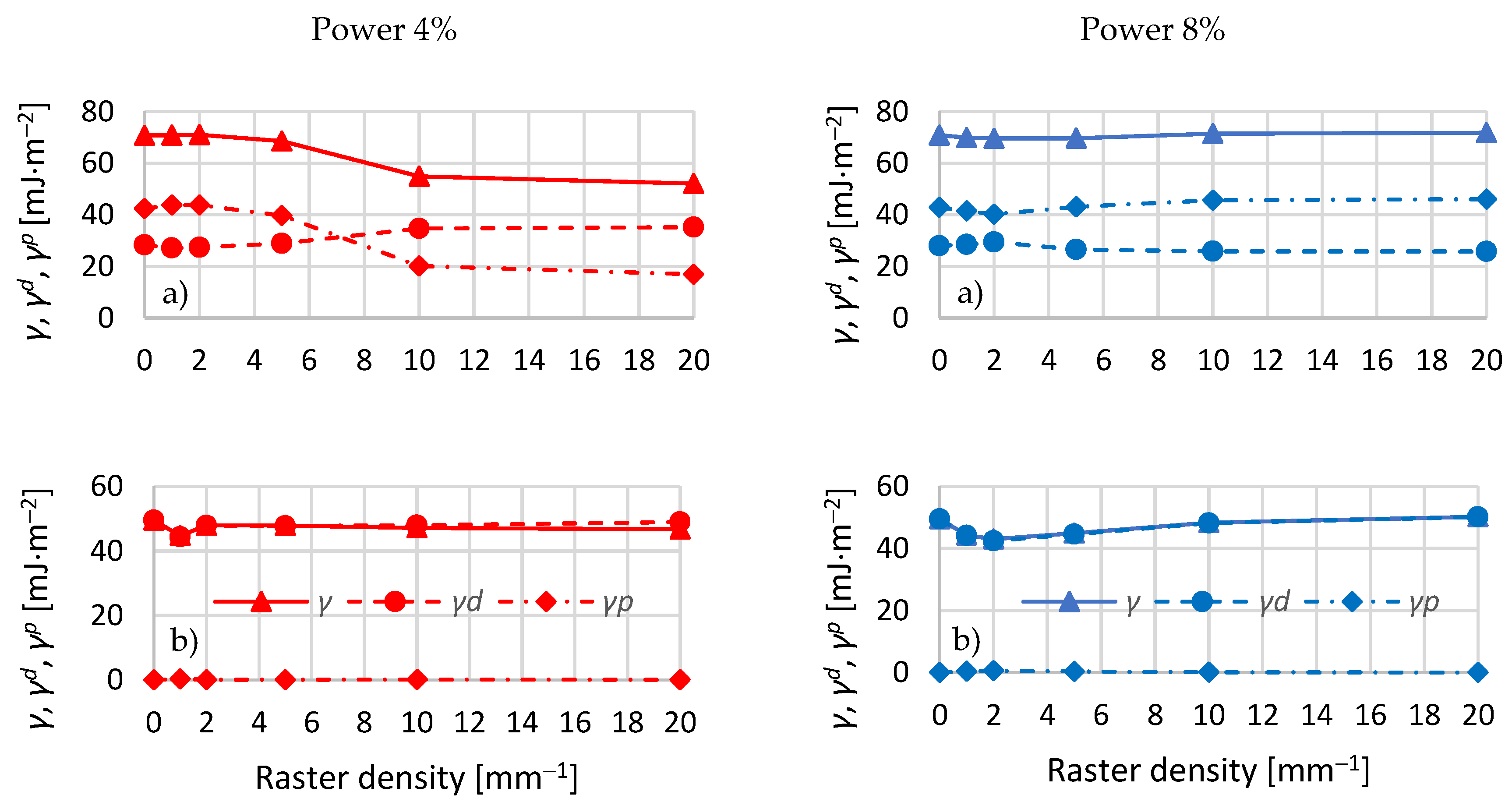
3.3. Surface Wetting and Surface Free Energy
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Aligizaki, E.M.; Melessanaki, K.; Pournou, A. The use of lasers for the removal of shellac from wood. e-Preserv. Sci. 2008, 5, 36–40. Available online: https://www.researchgate.net/publication/26538802 (accessed on 28 May 2018).
- Varga, D.; van der Zee, M.E. Influence of steaming on selected wood properties of four hardwood species. Holz Roh-Und Werkst. 2008, 66, 11–18. [Google Scholar] [CrossRef]
- Čermák, P.; Dejmal, A. The effect of heat and ammonia treatment on colour response of oak wood (Quercus robur) and comparison of some physical and mechanical properties. Maderas. Ciencia y Tecnología 2013, 15, 375–389. [Google Scholar] [CrossRef]
- Kačík, F.; Kubovský, I. Chemical changes of beech wood due to CO2 laser irradiation. J. Photochem. Photobiol. A 2011, 222, 105–110. [Google Scholar] [CrossRef]
- Kubovský, I.; Kačík, F. Changes of the wood surface colour induced by CO2 laser and its durability after the xenon lamp exposure. Wood Res. 2013, 58, 581–590. Available online: http://www.woodresearch.sk/wr/201304/07.pdf (accessed on 21 January 2014).
- Dzurenda, L. Colouring of beech wood during thermal treatment using saturated water steam. Acta Fac. Xylologiae Zvolen 2014, 56, 13–22. [Google Scholar]
- Kúdela, J.; Andor, T. Beech wood discoloration induced with specific modes of thermal treatment. Ann. WULS-SGGW For. Wood Technol. 2018, 103, 64–69. [Google Scholar]
- Kučerová, V.; Lagaňa, R.; Hýrošová, T. Changes in chemical and optical properties of silver fir (Abies alba L.) wood due to thermal treatment. J. Wood Sci. 2019, 65, 21. [Google Scholar] [CrossRef]
- Haller, P.; Beyer, E.; Wiedemann, G.; Panzner, M.; Wust, H. Experimental study of the effect of a laser beam on the morphology of wood surfaces. In Proceedings of the First International Conference of the European Society for Wood Mechanics, Lausanne, Switzerland, 19–21 April 2001; Available online: https://www.researchgate.net/publication/237543545 (accessed on 9 January 2002).
- Gurau, L.; Petru, A.; Varodi, A.; Timar, M.C. The influence of CO2 laser beam power output and scanning speed on surface roughness and colour changes of beech (Fagus sylvatica). BioResources 2017, 12, 7395–7412. [Google Scholar] [CrossRef]
- Li, R.; Xu, W.; Wang, X.A.; Wang, C. Modeling and predicting of the color changes of wood surface during CO2 laser modification. J. Clean. Prod. 2018, 183, 818–823. [Google Scholar] [CrossRef]
- Kúdela, J.; Kubovský, I.; Andrejko, M. Impact of different radiation forms on beech wood discolouration. Wood Res. 2018, 63, 923–934. Available online: http://www.woodresearch.sk/wr/201806/01.pdf (accessed on 9 January 2019).
- Kúdela, J.; Reinprecht, L.; Vidholdová, Z.; Andrejko, M. Surface properties of beech wood modified by CO2 laser. Acta Fac. Xylologiae Zvolen 2019, 61, 5–18. [Google Scholar] [CrossRef]
- Pandey, K.K.; Vuorinen, T. Comparative study of photo degradation of wood by a UV laser and a xenon light source. Polym. Degrad. Stab. 2008, 93, 2138–2146. [Google Scholar] [CrossRef]
- Kubovský, I.; Oberhofnerová, E.; Kačík, F.; Pánek, M. Surface Changes of Selected Hardwoods Due to Weather Conditions. Forests 2018, 9, 557. [Google Scholar] [CrossRef]
- Chernykh, M.; Kargashina, E.; Stollmann, V. The use of wood veneer for laser engraving production. Acta Fac. Xylologiae Zvolen 2018, 60, 121–127. [Google Scholar] [CrossRef]
- Laskowska, A. The influence of ultraviolet radiation on the colour of thermo-mechanically modified beech and oak wood. Maderas. Ciencia y Tecnología 2020, 22, 1–26. [Google Scholar] [CrossRef]
- Ayrilmis, N.; Candan, Z.; Akbulut, T.; Balkiz, O.D. Effect of Sanding on Surface Properties of Medium Density Fiberboard. Drvna Ind. 2010, 61, 175–181. [Google Scholar]
- Vázquez, G.; Galinanes, C.; Freire, M.S.; Antorrena, G.; Gonzáles-Álvarez, J. Wettability study and surface characterization by confocal laser scanning microscopy of rotary-peeled wood veneers. Maderas. Ciencia y Tecnología 2011, 13, 183–192. [Google Scholar] [CrossRef]
- Santoni, I.; Pizzo, B. Effect of surface conditions related to machining and air exposure on wettability of different Mediterranean wood species. Int. J. Adhes. Adhes. 2011, 31, 743–753. [Google Scholar] [CrossRef]
- Huang, X.; Kocaefe, D.; Kocaefe, Y.; Boluk, Y.; Pichette, A. A spectrocolorimetric and chemical study on color modification of heat-treated wood during artificial weathering. Appl. Surf. Sci. 2012, 258, 5360–5369. [Google Scholar] [CrossRef]
- Qin, Z.; Zhang, Q.; Gao, Q.; Zhang, S.; LI, J. Wettability of Sanded and Aged Fast-growing Poplar Wood Surfaces: II. Dynamic Wetting Models. BioResources 2014, 9, 7176–7188. [Google Scholar] [CrossRef]
- Bekhta, P.; Krystofiak, T. The influence of short-term thermo-mechanical densification on the surface wettability of wood veneers. Maderas. Ciencia y Tecnología 2016, 18, 79–90. [Google Scholar] [CrossRef]
- Zhou, B.H.; Mahdavian, S.M. Experimental and theoretical analyses of cutting nonmetallic materials by low power CO2 laser. J. Mater. Process. Tech. 2004, 146, 188–192. [Google Scholar] [CrossRef]
- Patel, C.; Patel, A.J.; Patel, R.C. A Review on Laser Marking Process for Different Materials. Int. J. Sci. Res. Dev. 2017, 5, 147–150. Available online: https://pdfs.semanticscholar.org/6191/fa9441c2c822b1801d3ea750d6b9c5767cd3.pdf (accessed on 12 April 2017).
- Yang, C.; Jiang, T.; Yu, Y.; Bai, Y.; Song, M.; Miao, Q.; Ma, Y.; Liu, J. Water-jet Assisted Nanosecond Laser Microcutting of Northeast China Ash Wood: Experimental Study. BioResources 2019, 14, 128–138. [Google Scholar] [CrossRef]
- Kubovský, I.; Babiak, M. Color changes induced by CO2 laser irradiation of wood surface. Wood Res. 2009, 54, 61–66. [Google Scholar]
- Lin, C.J.; Wang, Y.C.; Lin, L.D.; Chiou, C.R.; Wang, Y.N.; Tsai, M.J. Effects of feed speed ratio and laser power on engraved depth and color difference of Moso bamboo lamina. J. Mater. Process. Technol. 2008, 198, 419–425. [Google Scholar] [CrossRef]
- Gurau, L.; Petru, A. The influence of CO2 laser beam power output and scanning speed on surface quality of Norway maple (Acer platanoides). BioResources 2018, 13, 8168–8183. [Google Scholar] [CrossRef]
- Arai, I.; Kawasumi, H. Thermal analysis of laser machining in wood III. Mokuzai Gakkaishi 1980, 26, 773–782. [Google Scholar]
- Barcikowski, S.; Koch, G.; Odermatt, J. Characterisation and modification of the heat affected zone during laser material processing of wood and wood composites. Holz Roh-Und Werkst. 2006, 64, 94–103. [Google Scholar] [CrossRef]
- Wust, H.; Haller, P.; Wiedemann, G. Experimental study of the effect of a laser beam on the morphology of wood surfaces. In Proceedings of the Second European Conference on Wood Modification, Göttingen, Germany, 6–7 October 2005. [Google Scholar]
- Dolan, J.A. Characterization of Laser Modified Surfaces for Wood Adhesion. Master’s Thesis, The Faculty of Virginia Polytechnic Institute, Blacksburg, VA, USA, 2014; p. 100. [Google Scholar]
- Kubovský, I.; Kačík, F. Colour and chemical changes of the lime wood surface due to CO2 laser thermal modification. Appl. Surf. Sci. 2014, 321, 261–267. [Google Scholar] [CrossRef]
- Petutschnigg, A.; Stöckler, M.; Steinwendner, F.; Schnepps, J.; Gütler, H.; Blinzer, J.; Holzer, H.; Schnabel, T. Laser treatment of wood surfaces for ski cores: An experimental parameter study. Adv. Mater. Sci. Eng. 2013, 1–7. [Google Scholar] [CrossRef]
- Blanchard, V.; Blanchet, P.; Riedl, B. Surface energy modification by radiofrequency inductive and capacitive plasmas at low pressures on sugar maple: An exploratory study. Wood Fiber Sci. 2009, 41, 245–254. [Google Scholar]
- Wang, C.; Piao, C. From Hydrophilicity to Hydrophobicity: A Critical Review–Part II. Hydrophobic Conversion. Wood Fiber Sci. 2011, 43, 1–16. [Google Scholar]
- Petrič, M.; Oven, P. Determination of wettability of wood and its significance in wood science and technology: A Critical Review. Rev. Adhes. Adhes. 2015, 3, 121–187. [Google Scholar]
- Hubbe, M.A.; Gardner, D.J.; Shen, W. Contact Angles and Wettability of Cellulosic Surfaces: A Review of Proposed Mechanisms and Test Strategies. BioResouces 2015, 10, 8657–8749. [Google Scholar] [CrossRef]
- Laskowska, A.; Sobczak, J.W. Surface chemical composition and roughness as factors affecting the wettability of thermo-mechanically modified oak (Quercus robur L.). Holzforschung 2018, 72, 993–1000. [Google Scholar] [CrossRef]
- Jankowska, A.; Boruszewski, P.; Drożdżek, M.; Rębkowski, B.; Kaczmarczyk, A.; Skowrońska, A. The role of extractives and wood anatomy in the wettability and free surface energy of hardwoods. BioResources 2018, 13, 3082–3097. [Google Scholar] [CrossRef]
- Kúdela, J. Wetting of wood surface by liquids of a different polarity. Wood Res. 2014, 59, 11–24. [Google Scholar]
- Liptáková, E.; Kúdela, J. Analysis of the wood–wetting process. Holzforschung 1994, 48, 139–144. [Google Scholar] [CrossRef]
- Neumann, A.W.; Good, R.J.; Hoppe, C.J.; Sejpal, M. An equation of state approach to determine surface tensions of low-energy solids from contact angles. J. Colloid Interface Sci. 1974, 49, 291–303. [Google Scholar]
- Kloubek, J. Calculation of Surface Free Energy Components of ice according to its wettability by water, chlorbenzene and carbon disulfide. J. Colloid Interface Sci. 1974, 46, 185–190. [Google Scholar]
- Babiak, M.; Kubovský, I.; Mamoňová, M. Farebný priestor vybraných domácich drevín. (Colour space of the selected domestic species). In Interaction of Wood with Various Form of Energy; Kurjatko, S., Kúdela, J., Eds.; Technical University in Zvolen: Zvolen, Slovakia, 2004; pp. 113–117. [Google Scholar]
- Kurjatko, S.; Čunderlík, I.; Dananajová, J.; Dibdiaková, J.; Dudas, J.; Gáborík, J.; Gaff, M.; Hrčka, R.; Hudec, J.; Kačík, F.; et al. Parametre Kvality Dreva Určujúce Jeho Finálne Použitie (Parameters of Wood Quality Determining Its Final Use), 1st ed.; Technical University in Zvolen: Zvolen, Slovakia, 2010; p. 352. ISBN 978-80-228-2095-0. [Google Scholar]
- Allegretti, O.; Travan, L.; Cividini, R. Drying techniques to obtain white Beech. In Proceedings of the Wood EDG Conference, Bled, Slovenia, 23 April 2009; Available online: http://timberdry.net/downloads/EDG-SeminarBled/Presentation/EDG (accessed on 12 May 2009).
- Liptáková, E.; Kúdela, J.; Bastl, Z.; Spirovová, I. Influence of mechanical surface treatment of wood the wetting process. Holzforschung 1995, 49, 369–375. [Google Scholar]
- Kúdela, J.; Javorek, Ľ.; Mrenica, L. Influence of milling and sanding on beech wood surface properties. Part II. Wetting and thermo-dynamical characteristics of wood surface. Ann. WULS SGGW, For. Wood Technol. 2016, 95, 154–158. Available online: https://docplayer.net/55970581-Warsaw-university-of-life-sciences.html (accessed on 18 December 2016).









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Testing Liquid | Liquid Character | |||||
|---|---|---|---|---|---|---|
| (mJ·m−2) | ||||||
| water | polar | 72.8 | 21.8 | 51.0 | 25.5 | 25.5 |
| diiodomethane | non-polar | 50.8 | 50.8 | 0.0 | 0.0 | 0.0 |
| Raster Density n (mm−1) | |||||||
|---|---|---|---|---|---|---|---|
| 0 (Control) | 1 | 2 | 5 | 10 | 20 | ||
| Color coordinates | L* | 80.09 | 79.24 | 76.86 | 76.98 | 70.72 | 62.14 |
| (1.59) | (1.07) | (1.38) | (0.77) | (1.34) | (1.86) | ||
| a* | 5.33 | 5.54 | 6.45 | 6.41 | 7.64 | 8.53 | |
| (0.32) | (0.26) | (0.31) | (0.24) | (0.22) | (0.39) | ||
| b* | 16.59 | 17.12 | 18.10 | 18.71 | 19.22 | 20.48 | |
| (0.43) | (0.39) | (0.24) | (0.32) | (0.31) | (0.24) | ||
| Specimen discoloration |  | ||||||
| Raster Density n (mm−1) | |||||||
|---|---|---|---|---|---|---|---|
| 0 (Control) | 1 | 2 | 5 | 10 | 20 | ||
| Color coordinates | L* | 80.09 | 59.04 | 52.58 | 44.20 | 34.41 | 22.04 |
| (1.59) | (1.32) | (2.18) | (1.88) | (1.52) | (1.83) | ||
| a* | 5.33 | 8.01 | 8.27 | 8.35 | 7.62 | 5.45 | |
| (0.32) | (0.25) | (0.23) | (0.12) | (0.35) | (0.63) | ||
| b* | 16.59 | 20.92 | 20.64 | 19.29 | 15.26 | 9.74 | |
| (0.43) | (0.42) | (0.60) | (1.02) | (0.99) | (1.39) | ||
| Specimen discoloration |  | ||||||
| Raster Density (mm−1) | Basic Statistic Character | Roughness and Waviness Parameters at a Laser Power 4% (5.5 W) | |||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Parallel to Grain | Perpendicular to Grain | ||||||||||||||
| Ra | Rq | Rz | Rt | RSm | Wa | Wt | Ra | Rq | Rz | Rt | RSm | Wa | Wt | ||
| Control samples | X (μm) | 4.5496 | 5.7978 | 30.4197 | 45.2636 | 545.6059 | 5.5512 | 24.7101 | 4.6033 | 5.8806 | 30.8393 | 45.9151 | 552.5302 | 6.4994 | 27.6245 |
| s (μm) | 1.3120 | 1.6381 | 8.6009 | 14.0625 | 140.6426 | 2.3928 | 9.3970 | 1.3139 | 1.6428 | 8.5744 | 13.9824 | 140.1204 | 2.2665 | 8.5590 | |
| 1 | X (μm) | 4.9796 | 6.4373 | 35.5023 | 53.6440 | 559.5390 | 4.7086 | 22.1367 | 9.6739 | 12.2094 | 66.5625 | 83.9737 | 323.2248 | 5.0088 | 23.8685 |
| s (μm) | 1.2507 | 1.5725 | 9.1978 | 17.8482 | 131.7009 | 1.9740 | 8.7010 | 1.6981 | 2.0212 | 8.8042 | 13.3809 | 52.8050 | 1.4238 | 6.0312 | |
| 2 | X (μm) | 5.4277 | 7.1096 | 40.9118 | 64.2352 | 526.9889 | 5.5323 | 26.4371 | 10.1365 | 12.8718 | 72.6143 | 95.4637 | 326.1613 | 6.2081 | 28.3190 |
| s (μm) | 1.4487 | 1.9182 | 11.5958 | 21.4571 | 138.6041 | 2.2004 | 9.3473 | 1.4488 | 1.7626 | 10.0160 | 18.5962 | 44.3050 | 3.5483 | 14.0707 | |
| 5 | X (μm) | 4.8330 | 6.2352 | 35.1775 | 52.4585 | 513.4588 | 5.2303 | 25.3027 | 9.2298 | 11.6668 | 65.5060 | 83.6540 | 321.9555 | 6.3565 | 28.5832 |
| s (μm) | 0.9138 | 1.2217 | 7.5688 | 14.8651 | 125.8708 | 2.4309 | 10.0782 | 0.8500 | 1.0595 | 6.2242 | 11.8940 | 39.4825 | 2.9865 | 11.3487 | |
| 10 | X (μm) | 4.9359 | 6.4010 | 36.4531 | 58.3366 | 495.7070 | 6.1451 | 28.4447 | 9.8889 | 12.5362 | 70.1094 | 91.8687 | 318.6330 | 7.5931 | 31.9064 |
| s (μm) | 1.1395 | 1.4293 | 6.8828 | 15.6650 | 173.2243 | 3.4723 | 13.7370 | 1.2146 | 1.5159 | 7.7092 | 16.4013 | 39.3686 | 2.9282 | 8.7937 | |
| 20 | X (μm) | 5.0747 | 6.5513 | 36.0691 | 57.0143 | 493.4716 | 4.9437 | 24.2195 | 9.4575 | 12.0509 | 68.0032 | 89.1305 | 323.9437 | 5.9517 | 27.6879 |
| s (μm) | 0.9386 | 1.2684 | 7.6075 | 17.5253 | 104.8447 | 2.3203 | 11.3401 | 0.9997 | 1.2508 | 6.6406 | 13.6863 | 59.9489 | 2.9672 | 13.2296 | |
| Roughness and Waviness Parameters at a Laser Power 8% (11 W) | |||||||||||||||
| Parallel to Grain | Perpendicular to Grain | ||||||||||||||
| Control samples | X (μm) | 4.5496 | 5.7978 | 30.4197 | 45.2636 | 545.6059 | 5.5512 | 24.7101 | 4.6033 | 5.8806 | 30.8393 | 45.9151 | 552.5302 | 6.4994 | 27.6245 |
| s (μm) | 1.3120 | 1.6381 | 8.6009 | 14.0625 | 140.6426 | 2.3928 | 9.3970 | 1.3139 | 1.6428 | 8.5744 | 13.9824 | 140.1204 | 2.2665 | 8.5590 | |
| 1 | X (μm) | 5.3928 | 7.1576 | 40.1030 | 63.1345 | 613.9967 | 19.5397 | 103.1035 | 11.2878 | 14.4632 | 94.5979 | 122.8864 | 615.1351 | 12.7157 | 60.6490 |
| s (μm) | 1.3132 | 1.7657 | 9.2912 | 17.5746 | 153.2711 | 7.6646 | 38.5686 | 0.6257 | 0.6871 | 5.4461 | 11.2079 | 63.0680 | 4.9131 | 21.8079 | |
| 2 | X (μm) | 5.4747 | 7.2264 | 39.7034 | 61.9388 | 691.7412 | 12.8981 | 61.0179 | 10.9053 | 14.0885 | 96.8490 | 125.9660 | 537.1537 | 8.2319 | 41.6503 |
| s (μm) | 1.3190 | 1.6528 | 8.5413 | 17.8350 | 162.0422 | 2.8571 | 15.3537 | 0.6188 | 0.7837 | 7.9860 | 19.7882 | 71.2785 | 3.5965 | 18.0584 | |
| 5 | X (μm) | 12.9719 | 16.3920 | 87.8005 | 113.4444 | 1480.4790 | 7.8025 | 38.7893 | 17.2788 | 21.9749 | 132.2750 | 160.9634 | 470.9023 | 7.2654 | 37.4707 |
| s (μm) | 2.8108 | 3.4880 | 16.9140 | 22.0761 | 312.2046 | 2.9428 | 13.5192 | 1.3558 | 1.7284 | 9.3514 | 16.1748 | 53.0341 | 1.9688 | 9.7301 | |
| 10 | X (μm) | 20.9312 | 26.4281 | 136.8417 | 177.7906 | 1373.9538 | 5.8720 | 28.0673 | 29.2454 | 37.0261 | 206.4389 | 242.6351 | 599.6146 | 4.3106 | 20.9916 |
| s (μm) | 4.1798 | 5.1085 | 26.2155 | 33.4356 | 309.7569 | 2.1584 | 9.0650 | 1.3716 | 1.6193 | 10.7007 | 20.0488 | 58.1002 | 1.6401 | 6.2576 | |
| 20 | X (μm) | 41.1425 | 49.8178 | 234.6079 | 290.3504 | 1082.2114 | 6.6257 | 30.4576 | 52.6139 | 64.8661 | 320.3636 | 370.2030 | 622.1055 | 5.3865 | 26.2205 |
| s (μm) | 5.5478 | 6.7530 | 37.9220 | 56.2926 | 184.9519 | 2.5305 | 10.0983 | 6.8849 | 8.4086 | 35.0568 | 41.7977 | 107.9972 | 2.1641 | 9.3673 | |
| Surface Free Energy, Disperse and Polar Component | Raster Density (mm−1) | |||||
|---|---|---|---|---|---|---|
| 0 | 1 | 2 | 5 | 10 | 20 | |
| Power 4% | ||||||
| Υ (mJ m−2) | 91.9 | 88.07 | 91.59 | 87.42 | 67.2 | 65.58 |
| Υd (mJ m−2) | 49.47 | 44.33 | 47.86 | 47.74 | 47.03 | 48.67 |
| Υp (mJ m−2) | 42.43 | 43.74 | 43.73 | 39.68 | 20.17 | 16.91 |
| Power 8% | ||||||
| Υ (mJ m−2) | 92.29 | 85.53 | 82.61 | 87.62 | 93.76 | 96.2 |
| Υd (mJ m−2) | 49.4 | 44.04 | 42.4 | 44.51 | 48.15 | 50.12 |
| Υp (mJ m−2) | 42.89 | 41.49 | 40.21 | 43.11 | 45.61 | 46.08 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kúdela, J.; Kubovský, I.; Andrejko, M. Surface Properties of Beech Wood after CO2 Laser Engraving. Coatings 2020, 10, 77. https://doi.org/10.3390/coatings10010077
Kúdela J, Kubovský I, Andrejko M. Surface Properties of Beech Wood after CO2 Laser Engraving. Coatings. 2020; 10(1):77. https://doi.org/10.3390/coatings10010077
Chicago/Turabian StyleKúdela, Jozef, Ivan Kubovský, and Michal Andrejko. 2020. "Surface Properties of Beech Wood after CO2 Laser Engraving" Coatings 10, no. 1: 77. https://doi.org/10.3390/coatings10010077
APA StyleKúdela, J., Kubovský, I., & Andrejko, M. (2020). Surface Properties of Beech Wood after CO2 Laser Engraving. Coatings, 10(1), 77. https://doi.org/10.3390/coatings10010077