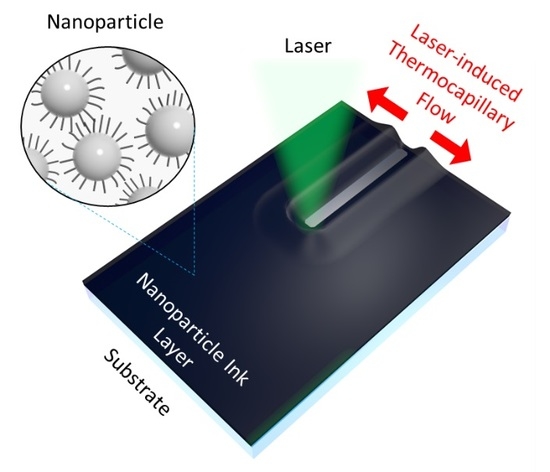
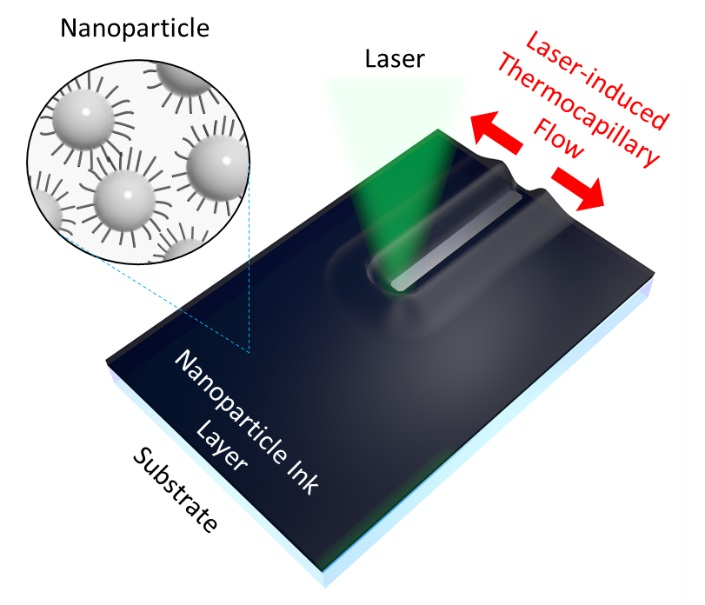
Micropatterning of Metal Nanoparticle Ink by Laser-Induced Thermocapillary Flow

 , , ,
, , ,  and
and
Abstract
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
1. Introduction
2. Materials and Methods
3. Results and Discussion
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Conflicts of Interest
References
- Thiruvengadathan, R.; Korampally, V.; Ghosh, A.; Chanda, N.; Gangopadhyay, K.; Gangopadhyay, S. Nanomaterial processing using self-assembly-bottom-up chemical and biological approaches. Rep. Prog. Phys. 2013, 76, 066501. [Google Scholar] [CrossRef] [PubMed]
- Kang, D.H.; Kang, H.W. Surface energy characteristics of zeolite embedded pvdf nanofiber films with electrospinning process. Appl. Surf. Sci. 2016, 387, 82–88. [Google Scholar] [CrossRef]
- Kang, D.H.; Kang, H.W. Advanced electrospinning using circle electrodes for freestanding pvdf nanofiber film fabrication. Appl. Surf. Sci. 2018, 455, 251–257. [Google Scholar] [CrossRef]
- Kang, H.W.; Lee, H.W.; Sung, H.J. Direct patterning of zno thin film transistor using physical vapor jet printing. Mater. Lett. 2016, 163, 165–170. [Google Scholar] [CrossRef]
- Wang, B.-Y.; Lee, E.-S.; Lim, D.-S.; Kang, H.W.; Oh, Y.-J. Roll-to-roll slot die production of 300 mm large area silver nanowire mesh films for flexible transparent electrodes. RSC Adv. 2017, 7, 7540–7546. [Google Scholar] [CrossRef]
- Kang, H.W.; Leem, J.; Sung, H.J. Photoinduced synthesis of Ag nanoparticles on zno nanowires for real-time sers systems. RSC Adv. 2015, 5, 51–57. [Google Scholar] [CrossRef]
- Wang, B.-Y.; Lee, E.-S.; Oh, Y.-J.; Kang, H.W. A silver nanowire mesh overcoated protection layer with graphene oxide as a transparent electrode for flexible organic solar cells. RSC Adv. 2017, 7, 52914–52922. [Google Scholar] [CrossRef]
- Yoon, S.H.; Lee, J.H.; Lee, P.C.; Nam, J.D.; Jung, H.-C.; Oh, Y.S.; Kim, T.S.; Lee, Y.K. Sintering and consolidation of silver nanoparticles printed on polyimide substrate films. Macromol. Res. 2009, 17, 568–574. [Google Scholar] [CrossRef]
- Perelaer, J.; Schubert, U.S. Novel approaches for low temperature sintering of inkjet-printed inorganic nanoparticles for roll-to-roll (r2r) applications. J. Mater. Res. 2013, 28, 564–573. [Google Scholar] [CrossRef]
- Moon, Y.J.; Kang, H.; Kang, K.; Moon, S.-J.; Jun, Y. Effect of thickness on surface morphology of silver nanoparticle layer during furnace sintering. J. Electron. Mater. 2015, 44, 1192–1199. [Google Scholar] [CrossRef]
- Fujii, S.; Kawamura, S.; Mochizuki, D.; Maitani, M.M.; Suzuki, E.; Wada, Y. Microwave sintering of ag-nanoparticle thin films on a polyimide substrate. AIP Adv. 2015, 5, 127226. [Google Scholar] [CrossRef]
- Ryu, J.; Kim, H.-S.; Hahn, H.T. Reactive sintering of copper nanoparticles using intense pulsed light for printed electronics. J. Electron. Mater. 2011, 40, 42–50. [Google Scholar] [CrossRef]
- Chung, J.; Ko, S.; Bieri, N.R.; Grigoropoulos, C.P.; Poulikakos, D. Conductor microstructures by laser curing of printed gold nanoparticle ink. Appl. Phys. Lett. 2004, 84, 801–803. [Google Scholar] [CrossRef]
- Ko, S.H.; Pan, H.; Grigoropoulos, C.P.; Luscombe, C.K.; Fréchet, J.M.; Poulikakos, D. All-inkjet-printed flexible electronics fabrication on a polymer substrate by low-temperature high-resolution selective laser sintering of metal nanoparticles. Nanotechnology 2007, 18, 345202. [Google Scholar] [CrossRef]
- Yeo, J.; Hong, S.; Lee, D.; Hotz, N.; Lee, M.-T.; Grigoropoulos, C.P.; Ko, S.H. Next generation non-vacuum, maskless, low temperature nanoparticle ink laser digital direct metal patterning for a large area flexible electronics. PLoS ONE 2012, 7, e42315. [Google Scholar] [CrossRef] [PubMed]
- Hong, S.; Yeo, J.; Kim, G.; Kim, D.; Lee, H.; Kwon, J.; Lee, H.; Lee, P.; Ko, S.H. Nonvacuum, maskless fabrication of a flexible metal grid transparent conductor by low-temperature selective laser sintering of nanoparticle ink. ACS Nano 2013, 7, 5024–5031. [Google Scholar] [CrossRef] [PubMed]
- Lee, H.; Hong, S.; Kwon, J.; Suh, Y.D.; Lee, J.; Moon, H.; Yeo, J.; Ko, S.H. All-solid-state flexible supercapacitors by fast laser annealing of printed metal nanoparticle layers. J. Mater. Chem. A 2015, 3, 8339–8345. [Google Scholar] [CrossRef]
- Ko, S.H.; Chung, J.; Pan, H.; Grigoropoulos, C.P.; Poulikakos, D. Fabrication of multilayer passive and active electric components on polymer using inkjet printing and low temperature laser processing. Sens. Actuators A Phys. 2007, 134, 161–168. [Google Scholar] [CrossRef]
- Lee, M.T.; Lee, D.; Sherry, A.; Grigoropoulos, C.P. Rapid selective metal patterning on polydimethylsiloxane (pdms) fabricated by capillarity-assisted laser direct write. J. Micromech. Microeng. 2011, 21, 095018. [Google Scholar] [CrossRef]
- Kwon, J.; Cho, H.; Eom, H.; Lee, H.; Suh, Y.D.; Moon, H.; Shin, J.; Hong, S.; Ko, S.H. Low-temperature oxidation-free selective laser sintering of cu nanoparticle paste on a polymer substrate for the flexible touch panel applications. ACS Appl. Mater. Interfaces 2016, 8, 11575–11582. [Google Scholar] [CrossRef] [PubMed]
- Lee, D.; Paeng, D.; Park, H.K.; Grigoropoulos, C.P. Vacuum-free, maskless patterning of ni electrodes by laser reductive sintering of nio nanoparticle ink and its application to transparent conductors. ACS Nano 2014, 8, 9807–9814. [Google Scholar] [CrossRef] [PubMed]
- Pan, H.; Lee, D.; Ko, S.H.; Grigoropoulos, C.P.; Park, H.K.; Hoult, T. Fiber laser annealing of indium-tin-oxide nanoparticles for large area transparent conductive layers and optical film characterization. Appl. Phys. A 2011, 104, 29–38. [Google Scholar] [CrossRef]
- Ko, S.H.; Choi, Y.; Hwang, D.J.; Grigoropoulos, C.P.; Chung, J.; Poulikakos, D. Nanosecond laser ablation of gold nanoparticle films. Appl. Phys. Lett. 2006, 89, 141126. [Google Scholar] [CrossRef]
- Chung, J.; Han, S.; Lee, D.; Ahn, S.; Grigoropoulos, C.P.; Moon, J.; Ko, S.H. Nanosecond laser ablation of silver nanoparticle film. Opt. Eng. 2013, 52, 024302. [Google Scholar] [CrossRef]
- Singer, J.P.; Lin, P.T.; Kooie, S.E.; Kimerling, L.C.; Michel, J.; Tomas, E.L. Direct-write thermocapillary dewetting of polymer thin films by a laser-induced thermal gradient. Adv. Mater. 2013, 25, 6100–6105. [Google Scholar] [CrossRef] [PubMed]
- Won, B.J.; Lee, W.; Song, S. Estimation of the thermocapillary force and its applications to precise droplet control on a microfluidic chip. Sci. Rep. 2017, 7, 3062. [Google Scholar] [CrossRef] [PubMed]
- Jasper, J.J. The surface tension of pure liquid compounds. J. Phys. Chem. Ref. Data 1972, 1, 841–1010. [Google Scholar] [CrossRef]
- Bäuerle, D. Laser Processing and Chemistry; Springer: Berlin, Germany, 2011. [Google Scholar]
- Singer, J.P.; Kooi, S.E.; Thomas, E.L. Focused laser-induced marangoni dewetting for patterning polymer thin films. J. Polym. Sci. Part B Polym. Phys. 2016, 54, 225–236. [Google Scholar] [CrossRef]
- Seidgazov, R.D. Thermocapillary mechanism of melt displacement during keyhole formation by the laser beam. J. Phys. D Appl. Phys. 2009, 42, 175501. [Google Scholar] [CrossRef]
- Eugene, H. Optics, 4th ed.; Addison-Wesley: San Francisco, CA, USA, 2002; p. 2. [Google Scholar]
- Kats, M.A.; Blanchard, R.; Genevet, P.; Capasso, F. Nanometre optical coatings based on strong interference effects in highly absorbing media. Nat. Mater. 2012, 12, 20. [Google Scholar] [CrossRef] [PubMed]
- Logunov, S.; Dickinson, J.; Grzybowski, R.; Harvey, D.; Streltsov, A. Laser-induced swelling of transparent glasses. Appl. Surf. Sci. 2011, 257, 8883–8886. [Google Scholar] [CrossRef]
- Chung, J.; Bieri, N.R.; Ko, S.; Grigoropoulos, C.P.; Poulikakos, D. In-tandem deposition and sintering of printed gold nanoparticle inks induced by continuous gaussian laser irradiation. Appl. Phys. A 2004, 79, 1259–1261. [Google Scholar] [CrossRef]
- Grzybowski, R.; Logunov, S.; Streltsov, A.; Sutherland, J. Extraordinary laser-induced swelling of oxide glasses. Opt. Express 2009, 17, 5058–5068. [Google Scholar] [CrossRef] [PubMed]
- Pan, H.; Ko, S.H.; Misra, N.; Grigoropoulos, C.P. Laser annealed composite titanium dioxide electrodes for dye-sensitized solar cells on glass and plastics. Appl. Phys. Lett. 2009, 94, 071117. [Google Scholar] [CrossRef]
- Pan, H.; Misra, N.; Ko, S.H.; Grigoropoulos, C.P.; Miller, N.; Haller, E.E.; Dubon, O. Melt-mediated coalescence of solution-deposited zno nanoparticles by excimer laser annealing for thin-film transistor fabrication. Appl. Phys. A 2009, 94, 111–115. [Google Scholar] [CrossRef]
- El-Kady, M.F.; Ihns, M.; Li, M.; Hwang, J.Y.; Mousavi, M.F.; Chaney, L.; Lech, A.T.; Kaner, R.B. Engineering three-dimensional hybrid supercapacitors and microsupercapacitors for high-performance integrated energy storage. Proc. Natl. Acad. Sci. USA 2015, 112, 4233–4238. [Google Scholar] [CrossRef] [PubMed]





© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Park, S.; Kwon, J.; Lim, J.; Shin, W.; Lee, Y.; Lee, H.; Kim, H.-J.; Han, S.; Yeo, J.; Ko, S.H.; et al. Micropatterning of Metal Nanoparticle Ink by Laser-Induced Thermocapillary Flow. Nanomaterials 2018, 8, 645. https://doi.org/10.3390/nano8090645
Park S, Kwon J, Lim J, Shin W, Lee Y, Lee H, Kim H-J, Han S, Yeo J, Ko SH, et al. Micropatterning of Metal Nanoparticle Ink by Laser-Induced Thermocapillary Flow. Nanomaterials. 2018; 8(9):645. https://doi.org/10.3390/nano8090645
Chicago/Turabian StylePark, Sewoong, Jinhyeong Kwon, Jaemook Lim, Wooseop Shin, Younggeun Lee, Habeom Lee, Hyun-Jong Kim, Seungyong Han, Junyeob Yeo, Seung Hwan Ko, and et al. 2018. "Micropatterning of Metal Nanoparticle Ink by Laser-Induced Thermocapillary Flow" Nanomaterials 8, no. 9: 645. https://doi.org/10.3390/nano8090645
APA StylePark, S., Kwon, J., Lim, J., Shin, W., Lee, Y., Lee, H., Kim, H.-J., Han, S., Yeo, J., Ko, S. H., & Hong, S. (2018). Micropatterning of Metal Nanoparticle Ink by Laser-Induced Thermocapillary Flow. Nanomaterials, 8(9), 645. https://doi.org/10.3390/nano8090645