Preparation of Polylactide/Halloysite-Nanoclay/Polytetrafluoro-Ethylene Composite Foam and Study of Properties and Morphology

Abstract

1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Preparation of Composites and Foams
3. Characterization
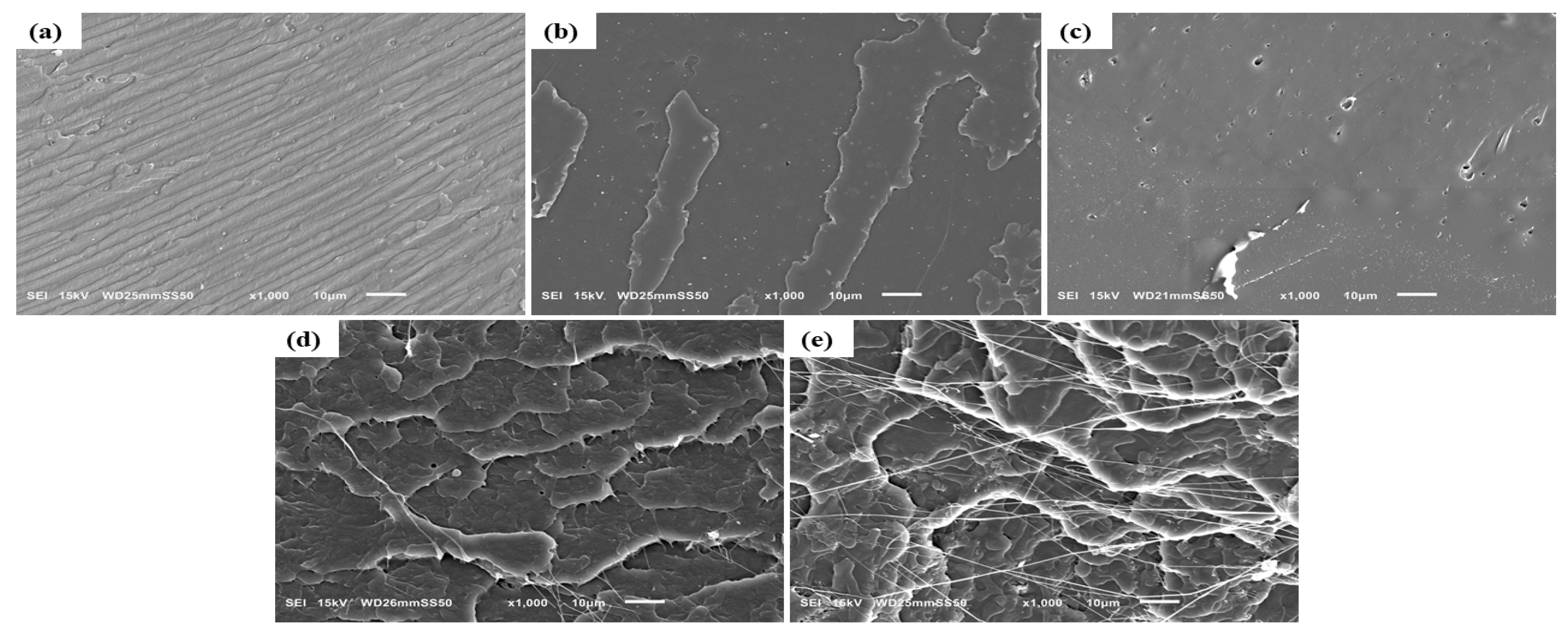
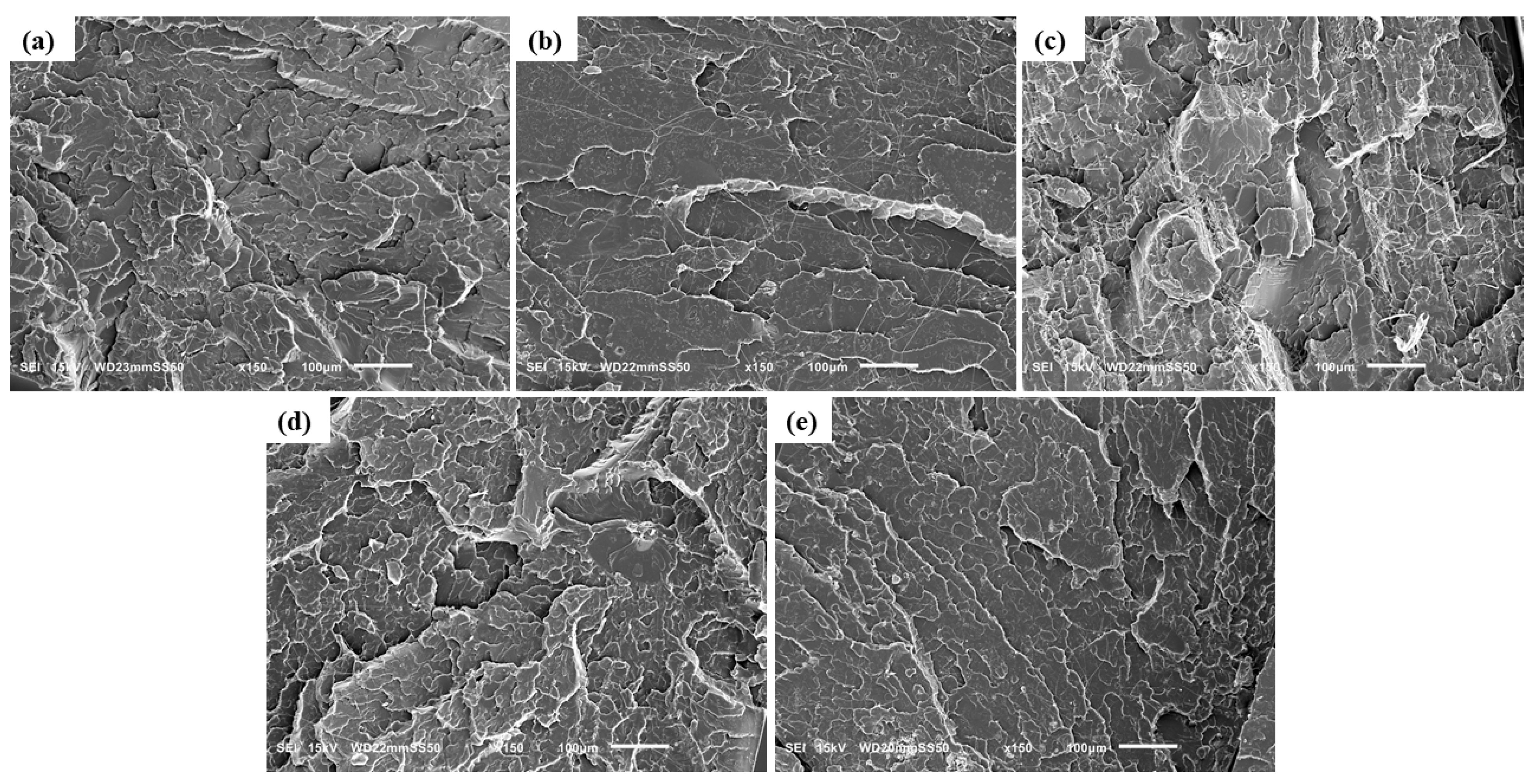
3.1. Scanning Electron Microscopy (SEM)
3.2. Tensile Measurements
3.3. Differential Scanning Calorimetry (DSC)
3.4. Rheology Measurements
3.5. Foam Cell Analysis
4. Results and Discussions
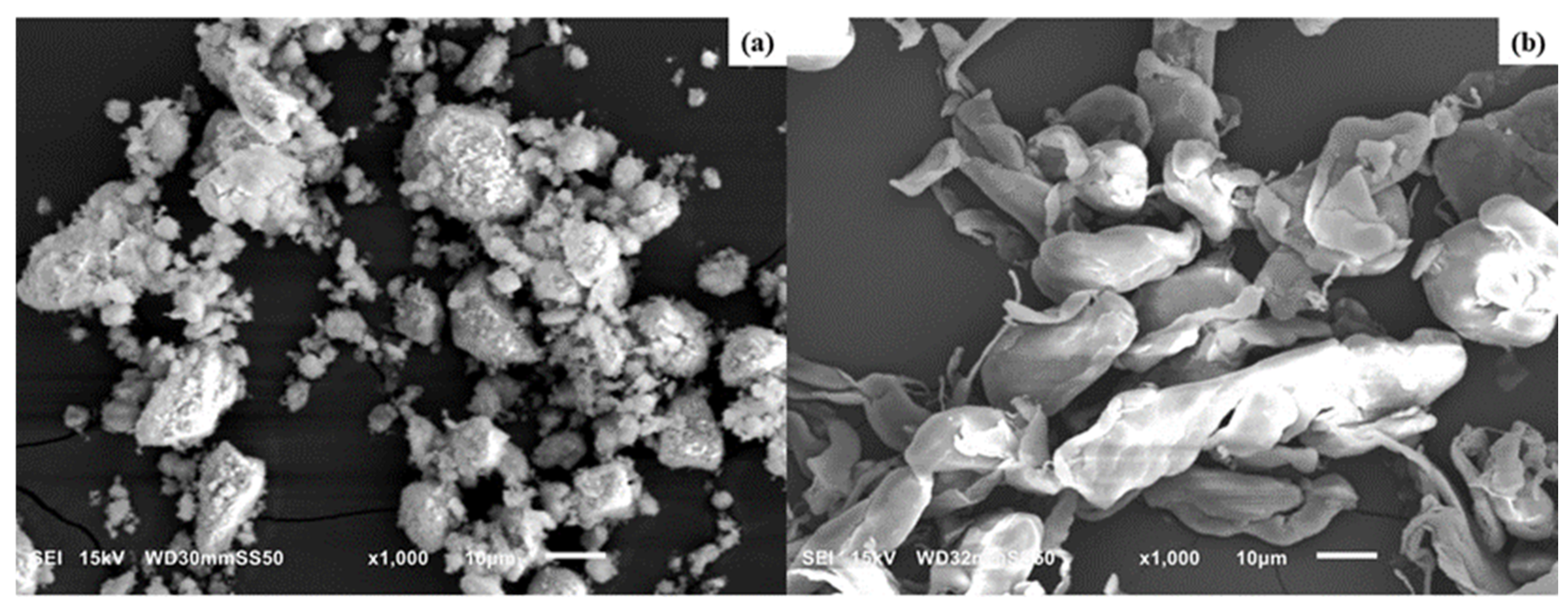
4.1. Fracture Surface Morphology of PLA Composites
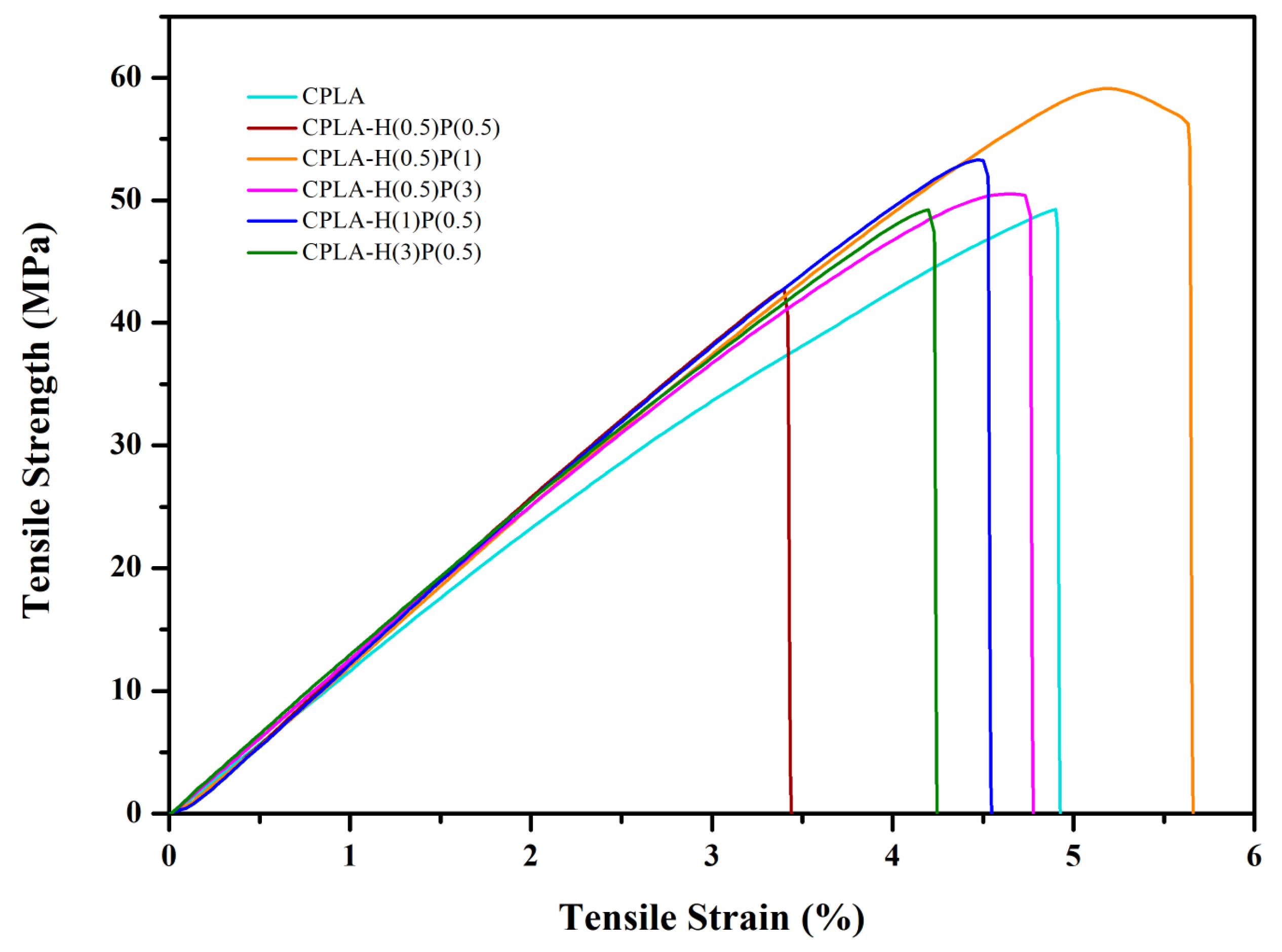
4.2. Tensile Properties
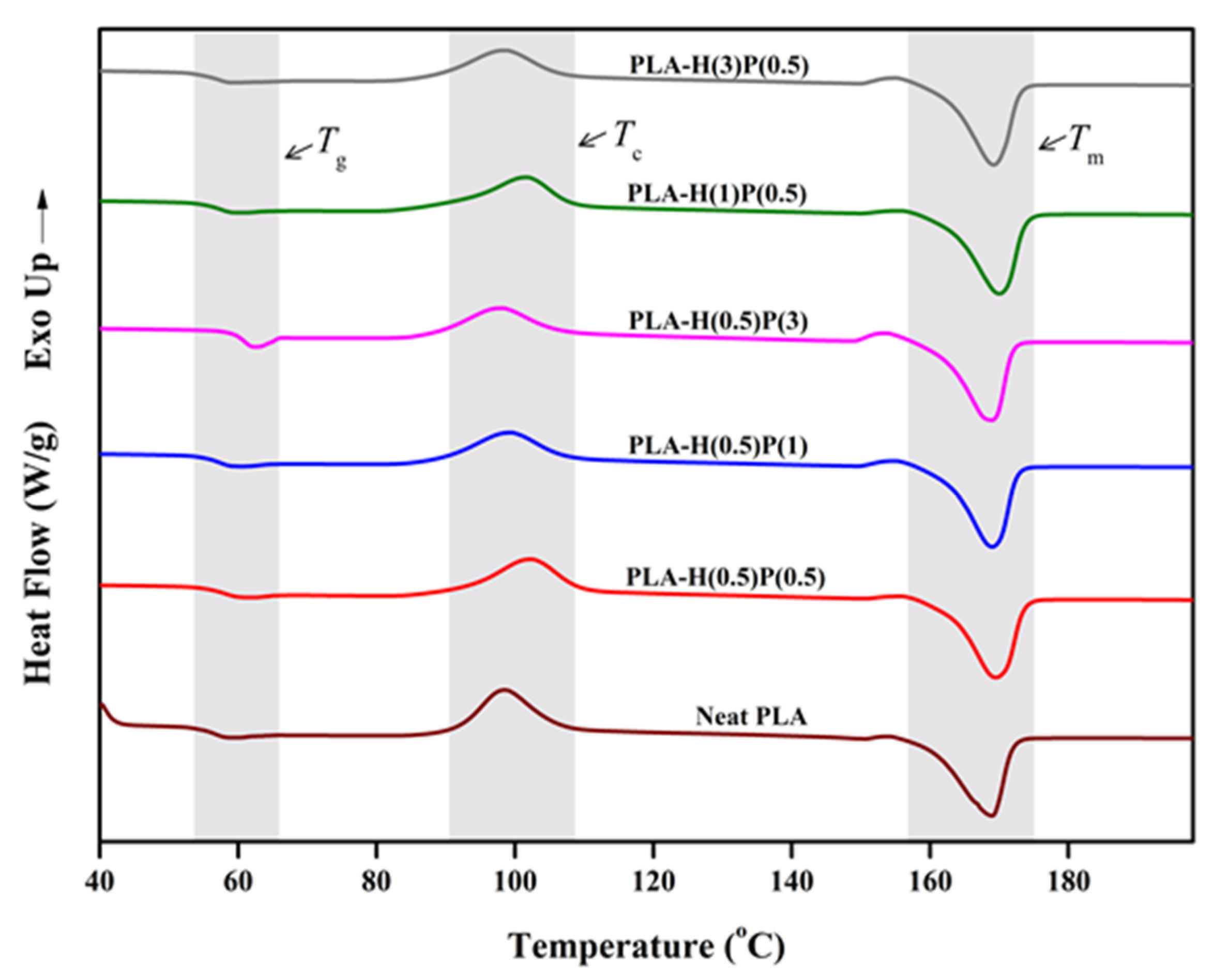
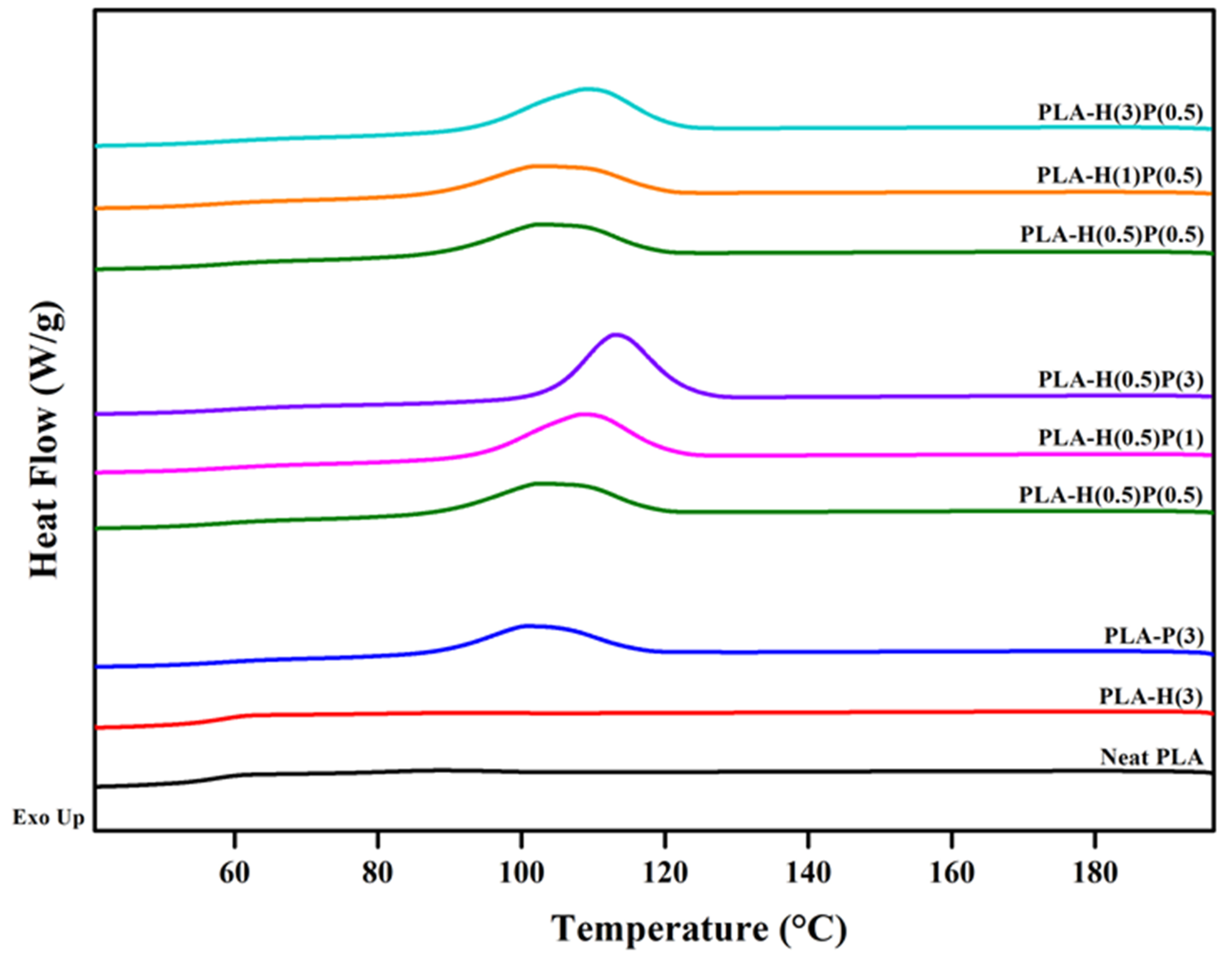
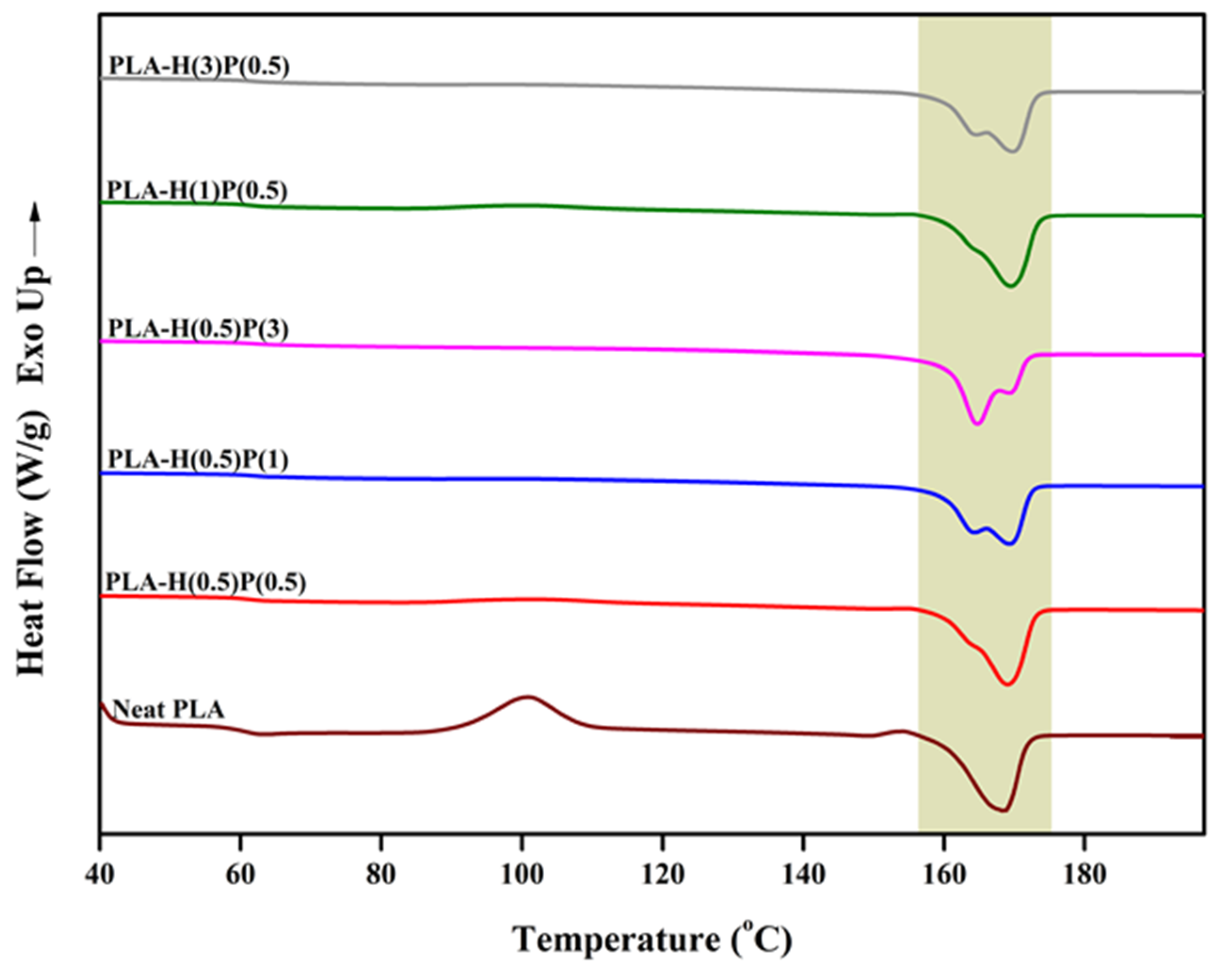
4.3. Thermal Properties
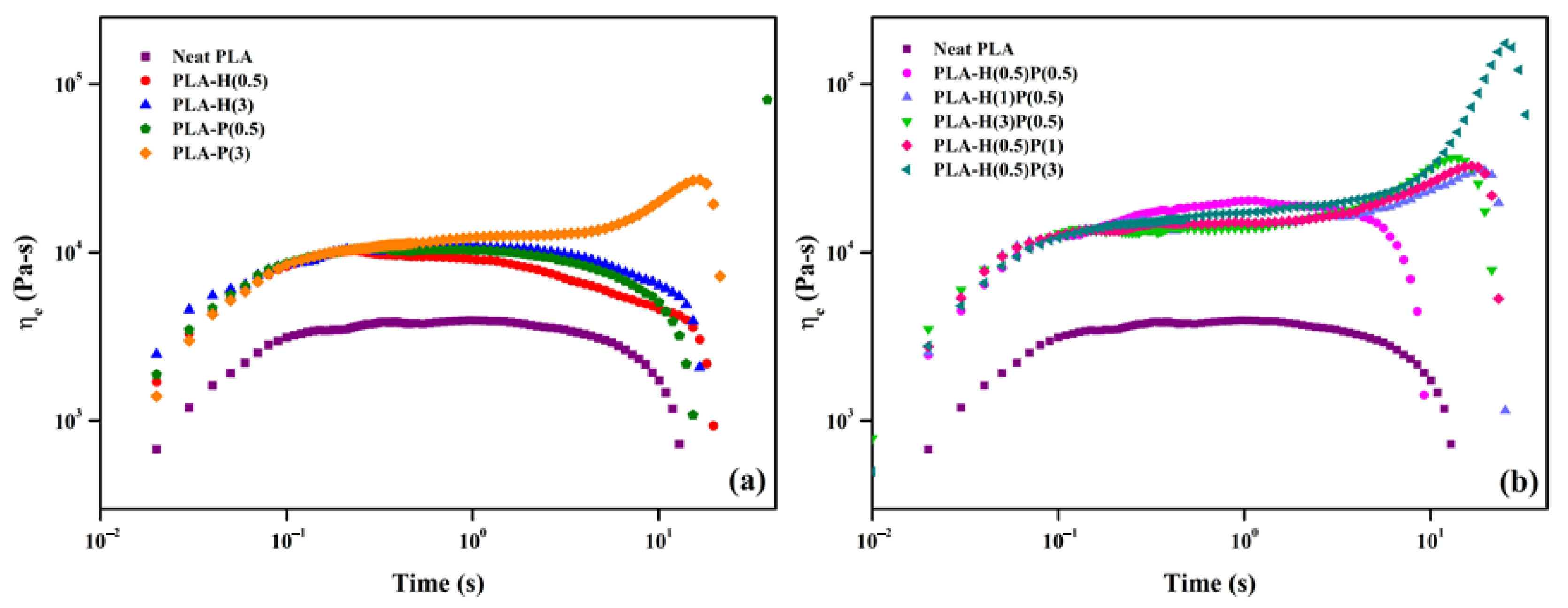
4.4. Rheological Properties
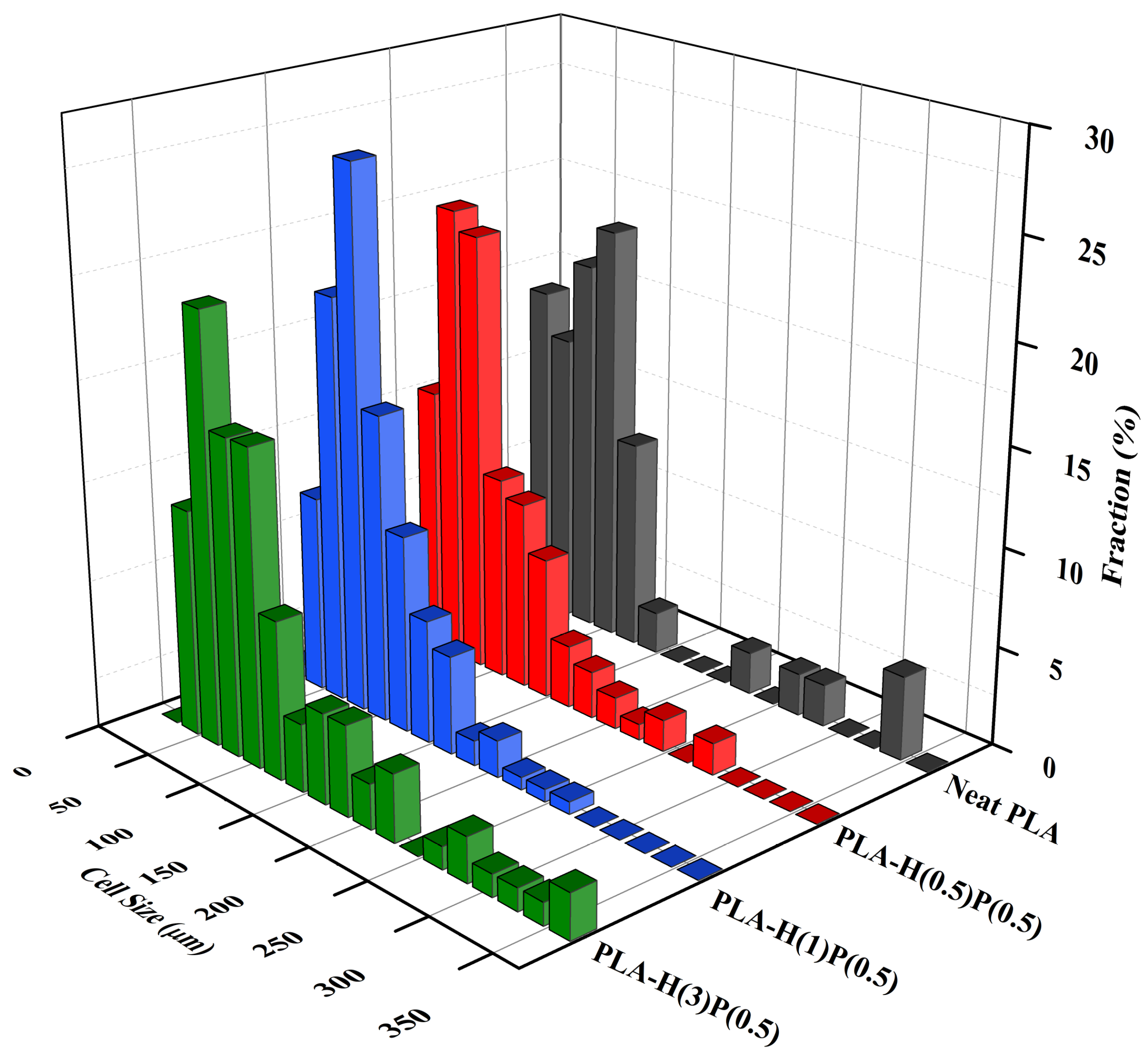
4.5. Cellular Morphology of PLA Ternary Foams
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Abbreviations
| PLA | polylactide |
| HNC | halloysite nanoclay |
| PTFE | polytetraflouoroethylene |
| ADC | azodicarbonamide |
| SEM | scanning electron microscopy |
References
- Guan, L.T.; Du, F.G.; Wang, G.Z.; Chen, Y.K.; Xiao, M.; Wang, S.J.; Meng, Y.Z. Foaming and chain extension of completely biodegradable poly(propylene carbonate) using DPT as blowing agent. J. Polym. Res 2007, 14, 245–251. [Google Scholar] [CrossRef]
- Chen, L.M.; Rende, D.; Schadler, L.S.; Ozisik, R. Polymer nanocomposite foams. J. Mater. Chem. A 2013, 1, 3837–3850. [Google Scholar] [CrossRef]
- Salerno, A.; Di Maio, E.; Iannace, S.; Netti, P.A. Solid-state supercritical CO2 foaming of PCL and PCL-HA nano-composite: Effect of composition, thermal history and foaming process on foam pore structure. J. Supercrit. Fluid 2011, 58, 158–167. [Google Scholar] [CrossRef]
- Gama, N.V.; Ferreira, A.; Barros-Timmons, A. Polyurethane Foams: Past, Present, and Future. Materials 2018, 11, 1841. [Google Scholar] [CrossRef]
- Thomas, S.; Ter-Zakaryan, K.A.; Zhukov, A.D.; Bessonov, I.V. Modified Polyethylene Foams for Insulation Systems. Polymers 2023, 15, 4104. [Google Scholar] [CrossRef] [PubMed]
- Huang, P.K.; Wu, F.; Shen, B.; Ma, X.H.; Zhao, Y.Q.; Wu, M.H.; Wang, J.; Liu, Z.H.; Luo, H.B.; Zheng, W.G. Bio-inspired lightweight polypropylene foams with tunable hierarchical tubular porous structure and its application for oil-water separation. Chem. Eng. J. 2019, 370, 1322–1330. [Google Scholar] [CrossRef]
- Mohebbi, A.; Mighri, F.; Ajji, A.; Rodrigue, D. Current Issues and Challenges in Polypropylene Foaming: A Review. Cell Polym. 2015, 34, 299–337. [Google Scholar] [CrossRef]
- Ghoshal, T.; Raja Parmar, P.; Bhuyan, T.; Bandyopadhyay, D. Polystyrene Foams: Materials, Technology, and Applications. In Polymeric Foams: Fundamentals and Types of Foams; American Chemical Society: Washington, DC, USA, 2023. [Google Scholar]
- Qian, F.; Jia, R.Y.; Cheng, M.D.; Chaudhary, A.; Melhi, S.; Mekkey, S.D.; Zhu, N.; Wang, C.; Razak, F.; Xu, X.W.; et al. An overview of polylactic acid (PLA) nanocomposites for sensors. Adv. Compos. Hybrid Mater. 2024, 7, 75. [Google Scholar] [CrossRef]
- Cheng, J.; Gao, R.; Zhu, Y.; Lin, Q.B. Applications of biodegradable materials in food packaging: A review. Alex. Eng. J. 2024, 91, 70–83. [Google Scholar] [CrossRef]
- Khouri, N.G.; Bahú, J.O.; Blanco-Llamero, C.; Severino, P.; Concha, V.O.C.; Souto, E.B. Polylactic acid (PLA): Properties, synthesis, and biomedical applications—A review of the literature. J. Mol. Struct. 2024, 1309, 138243. [Google Scholar] [CrossRef]
- Dananjaya, S.A.V.; Chevali, V.S.; Dear, J.P.; Potluri, P.; Abeykoon, C. 3D printing of biodegradable polymers and their composites—Current state-of-the-art, properties, applications, and machine learning for potential future applications. Prog. Mater. Sci. 2024, 146, 101336. [Google Scholar] [CrossRef]
- Taib, N.A.A.B.; Rahman, M.R.; Huda, D.; Kuok, K.K.; Hamdan, S.; Bin Bakri, M.K.; Bin Julaihi, M.R.M.; Khan, A. A review on poly lactic acid (PLA) as a biodegradable polymer. Polym. Bull. 2023, 80, 1179–1213. [Google Scholar] [CrossRef]
- Yu, L.; Toikka, G.; Dean, K.; Bateman, S.; Yuan, Q.; Filippou, C.; Nguyen, T. Foaming behaviour and cell structure of poly(lactic acid) after various modifications. Polym. Int. 2013, 62, 759–765. [Google Scholar] [CrossRef]
- Najafi, N.; Heuzey, M.C.; Carreau, D.; Therriault, P.J.; Park, C.B. Mechanical and morphological properties of injection molded linear and branched-polylactide (PLA) nanocomposite foams. Eur. Polym. J. 2015, 73, 455–465. [Google Scholar] [CrossRef]
- Rizvi, A.; Tabatabaei, A.; Barzegari, M.R.; Mahmood, S.H.; Park, C.B. Fibrillation of CO2-philic polymers: Sustainable route to polymer foams in a continuous process. Polymer 2013, 54, 4645–4652. [Google Scholar] [CrossRef]
- van der Meer, D.W.; Milazzo, D.; Sanguineti, A.; Vancso, G.J. Oriented crystallization and mechanical properties of polypropylene nucleated on fibrillated polytetrafluoroethylene scaffolds. Polym. Eng. Sci. 2005, 45, 458–468. [Google Scholar] [CrossRef]
- Jurczuk, K.; Galeski, A.; Piorkowska, E. Polymer Fiber Nanocomposites and Method of Obtaining Them. Polish Patent PL 221502, 2011. [Google Scholar]
- Jurczuk, K.; Galeski, A.; Piorkowska, E. All-Polymer Fibrillar Nanocomposites and Method for Manufacture Thereof. European Patent EP 2428597, 4 March 2011. [Google Scholar]
- Jurczuk, K.; Galeski, A.; Piorkowska, E. All-polymer nanocomposites with nanofibrillar inclusions generated during compounding. Polymer 2013, 54, 4617–4628. [Google Scholar] [CrossRef]
- Jurczuk, K.; Galeski, A.; Piorkowska, E. Strain hardening of molten thermoplastic polymers reinforced with poly(tetrafluoroethylene) nanofibers. J. Rheol. 2014, 58, 589–605. [Google Scholar] [CrossRef]
- Jurczuk, K.; Galeski, A. Thermoplastic elastomers reinforced with poly (tetrafluoroethylene) nanofibers. Eur. Polym. J. 2016, 80, 58–69. [Google Scholar] [CrossRef]
- Jurczuk, K.; Galeski, A.; Morawiec, J. Effect of poly(tetrafluoroethylene) nanofibers on foaming behavior of linear and branched polypropylenes. Eur. Polym. J. 2017, 88, 171–182. [Google Scholar] [CrossRef]
- Jalali, A.; Kim, J.H.; Zolali, A.M.; Soltani, I.; Nofar, M.; Behzadfar, E.; Park, C.B. Peculiar crystallization and viscoelastic properties of polylactide/polytetrafluoroethylene composites induced by in-situ formed 3D nanofiber network. Compos. Part B Eng. 2020, 200, 108361. [Google Scholar] [CrossRef]
- Jiang, R.; Liu, T.; Xu, Z.; Park, C.B.; Zhao, L. Improving the Continuous Microcellular Extrusion Foaming Ability with Supercritical CO2 of Thermoplastic Polyether Ester Elastomer through In-Situ Fibrillation of Polytetrafluoroethylene. Polymers 2019, 1983, 11. [Google Scholar] [CrossRef] [PubMed]
- Huang, A.; Kharbas, H.; Ellingham, T.; Mi, H.; Turng, L.; Peng, X. Mechanical properties, crystallization characteristics, and foaming behavior of polytetrafluoroethylene-reinforced poly (lactic acid) composites. Polym. Eng. Sci. 2017, 57, 570–580. [Google Scholar] [CrossRef]
- Wang, G.L.; Zhao, G.Q.; Zhang, L.; Mu, Y.; Park, C.B. Lightweight and tough nanocellular PP/PTFE nanocomposite foams with defect-free surfaces obtained using nanofibrillation and nanocellular injection molding. Chem. Eng. J. 2018, 350, 1–11. [Google Scholar] [CrossRef]
- Huang, A.; Lin, J.L.; Chen, S.D.; Fang, H.; Wang, H.K.; Peng, X.F. Facile preparation of Poly(butylene succinate)/Carbon nanotubes/polytetrafluoroethylene ternary nanocomposite foams with superior electrical conductivity by synergistic effect of “ball milling” and supercritical fluid-Assisted processing. Compos. Sci. Technol. 2021, 201, 108519. [Google Scholar] [CrossRef]
- Wang, W.; Liao, X.; He, Y.; Li, J.; Jiang, Q.; Li, G. Thermoplastic polyurethane/polytetrafluoroethylene composite foams with enhanced mechanical properties and anti-shrinkage capability fabricated with supercritical carbon dioxide. J. Supercrit. Fluid 2020, 163, 104861. [Google Scholar] [CrossRef]
- Jiang, C.; Mi, J.; He, Y.; Wang, X. Polyethylene terephthalate composite and foam with superior mechanical properties from the synergistic simultaneous in situ fibrillation of liquid crystal polymer and polytetrafluoroethylene. J. Mater. Sci. 2024, 59, 12476–12501. [Google Scholar] [CrossRef]
- Krajenta, J.; Pawlak, A.; Galeski, A. Deformation of disentangled polypropylene crystalline grains into nanofibers. J. Polym. Sci. Part B Polym. Phys. 2016, 54, 1983–1994. [Google Scholar] [CrossRef]
- Krajenta, J.; Pawlak, A.; Galeski, A. All-polymer composites—A new approach with the use of disentangled semi-crystalline polymers. Part II. Preparation of composites from partially disentangled polylactide. Polimery 2020, 65, 259–334. [Google Scholar] [CrossRef]
- Hosseinnezhad, R.; Vozniak, I.; Romano, D.; Rastogi, S.; Regnier, G.; Piorkowska, E.; Galeski, A. Formation of UHMWPE Nanofibers during Solid-State Deformation. Nanomaterials 2022, 3825, 12. [Google Scholar] [CrossRef]
- Wei, X.Y.; Luo, J.Y.; Wang, X.D.; Zhou, H.F.; Pang, Y.Y. ScCO2-assisted fabrication and compressive property of poly (lactic acid) foam reinforced by in-situ polytetrafluoroethylene fibrils. Int. J. Biol. Macromol 2022, 209, 2050–2060. [Google Scholar] [CrossRef] [PubMed]
- Peng, K.; Mubarak, S.; Diao, X.; Cai, Z.; Zhang, C.; Wang, J.; Wu, L. Progress in the Preparation, Properties, and Applications of PLA and Its Composite Microporous Materials by Supercritical CO2: A Review from 2020 to 2022. Polymers 2022, 14, 4320. [Google Scholar] [CrossRef] [PubMed]
- Liu, W.; Wang, X.D.; Li, H.Q.; Du, Z.J.; Zhang, C. Study on rheological and extrusion foaming behaviors of chain-extended poly (lactic acid)/clay nanocomposites. J. Cell. Plast. 2013, 49, 535–554. [Google Scholar] [CrossRef]
- Faba, S.; Arrieta, M.P.; Agüero, A.; Torres, A.; Romero, J.; Rojas, A.; Galotto, M.J. Processing Compostable PLA/Organoclay Bionanocomposite Foams by Supercritical CO2 Foaming for Sustainable Food Packaging. Polymers 2022, 14, 4394. [Google Scholar] [CrossRef]
- Nguyen-Tri, P.; Nguyen, T.A.; Carriere, P.; Xuan, C.N. Nanocomposite Coatings: Preparation, Characterization, Properties, and Applications. Int. J. Corros. 2018, 2018, 4749501. [Google Scholar] [CrossRef]
- Li, Y.H.; Chen, C.H.; Li, J.; Sun, X.Z.S. Isothermal crystallization and melting behaviors of bionanocomposites from poly(lactic acid) and TiO2 nanowires. J. Appl. Polym. Sci. 2012, 124, 2968–2977. [Google Scholar] [CrossRef]
- Gómez-Gómez, J.F.; Arencón, D.; Sánchez-Soto, M.A.; Martínez, A.B. Influence of the injection moulding parameters on the microstructure and thermal properties of microcellular polyethylene terephthalate glycol foams. J. Cell. Plast. 2013, 49, 47–63. [Google Scholar] [CrossRef]
- Li, Y.; Yuan, X.; Jiang, L.; Dai, H.; Zhao, Y.; Guan, X.; Bai, J.; Wang, H. Manipulation of the halloysite clay nanotube lumen for environmental remediation: A review. Environ. Sci. Nano 2022, 9, 841–866. [Google Scholar] [CrossRef]
- Peng, X.F.; Li, K.C.; Mi, H.Y.; Jing, X.; Chen, B.Y. Excellent properties and extrusion foaming behavior of PPC/PS/PTFE composites with an in situ fibrillated PTFE nanofibrillar network. Rsc. Adv. 2016, 6, 3176–3185. [Google Scholar] [CrossRef]
- Zare, Y.; Garmabi, H.; Sharif, F. Optimization of Mechanical Properties of PP/Nanoclay/CaCO Ternary Nanocomposite Using Response Surface Methodology. J. Appl. Polym. Sci. 2011, 122, 3188–3200. [Google Scholar] [CrossRef]
- Othman, S.H.; Hassan, N.; Talib, R.A.; Basha, R.K.; Risyon, N.P. Mechanical and thermal properties of PLA/halloysite bio-nanocomposite films: Effect of halloysite nanoclay concentration and addition of glycerol. J. Polym. Eng. 2017, 37, 381–389. [Google Scholar] [CrossRef]
- Guo, B.C.; Zou, Q.L.; Lei, Y.D.; Jia, D.M. Structure and Performance of Polyamide 6/Halloysite Nanotubes Nanocomposites. Polym. J. 2009, 41, 835–842. [Google Scholar] [CrossRef]
- Ali, M.A.M.; Okamoto, K.; Yamaguchi, M.; Kasai, T.; Koshira, A. Rheological Properties for Polypropylene Modified by Polytetrafluoroethylene. J. Polym. Sci. Pol. Phys. 2009, 47, 2008–2014. [Google Scholar] [CrossRef]
- Prashantha, K.; Lecouvet, B.; Sclavons, M.; Lacrampe, M.F.; Krawczak, P. Poly(lactic acid)/halloysite nanotubes nanocomposites: Structure, thermal, and mechanical properties as a function of halloysite treatment. J. Appl. Polym. Sci. 2013, 128, 1895–1903. [Google Scholar] [CrossRef]
- Suryanegara, L.; Nakagaito, A.N.; Yano, H. Thermo-mechanical properties of microfibrillated cellulose-reinforced partially crystallized PLA composites. Cellulose 2010, 17, 771–778. [Google Scholar] [CrossRef]
- Hutchinson, J.M. Physical aging of polymers. Prog. Polym. Sci. 1995, 20, 703–760. [Google Scholar] [CrossRef]
- Parker, M.J. 5.09—Test Methods for Physical Properties. In Comprehensive Composite Materials; Kelly, A., Zweben, C., Eds.; Pergamon: Oxford, UK, 2000; pp. 183–226. [Google Scholar]
- Zhang, J.; Tashiro, K.; Tsuji, H.; Domb, A.J. Disorder-to-Order Phase Transition and Multiple Melting Behavior of Poly(l-lactide) Investigated by Simultaneous Measurements of WAXD and DSC. Macromolecules 2008, 41, 1352–1357. [Google Scholar] [CrossRef]
- Colton, J.S.; Suh, N.P. The nucleation of microcellular thermoplastic foam with additives: Part II: Experimental results and discussion. Polym. Eng. Sci. 1987, 27, 493–499. [Google Scholar] [CrossRef]
- Colton, J.S.; Suh, N.P. The nucleation of microcellular thermoplastic foam with additives: Part I: Theoretical considerations. Polym. Eng. Sci. 1987, 27, 485–492. [Google Scholar] [CrossRef]
- Lee, L.J.; Zeng, C.C.; Cao, X.; Han, X.M.; Shen, J.; Xu, G.J. Polymer nanocomposite foams. Compos. Sci. Technol. 2005, 65, 2344–2363. [Google Scholar] [CrossRef]
- Yuan, M.; Winardi, A.; Gong, S.; Turng, L. Effects of nano-and micro-fillers and processing parameters on injection-molded microcellular composites. Polym. Eng. Sci. 2005, 45, 773–788. [Google Scholar] [CrossRef]
- Wu, W.; Cao, X.W.; Zhang, Y.J.; He, G.J. Polylactide/halloysite nanotube nanocomposites: Thermal, mechanical properties, and foam processing. J. Appl. Polym. Sci. 2013, 130, 443–452. [Google Scholar] [CrossRef]
- Arora, K.A.; Lesser, A.J.; McCarthy, T.J. Preparation and characterization of microcellular polystyrene foams processed in supercritical carbon dioxide. Macromolecules 1998, 31, 4614–4620. [Google Scholar] [CrossRef]
- Zhao, J.C.; Wang, G.L.; Chen, Z.L.; Huang, Y.F.; Wang, C.D.; Zhang, A.M.; Park, C.B. Microcellular injection molded outstanding oleophilic and sound-insulating PP/PTFE nanocomposite foam. Compos. Part B Eng. 2021, 215, 108786. [Google Scholar] [CrossRef]
- Wang, G.L.; Zhao, G.Q.; Dong, G.W.; Mu, Y.; Park, C.B. Lightweight and strong microcellular injection molded PP/talc nanocomposite. Compos. Sci. Technol. 2018, 168, 38–46. [Google Scholar] [CrossRef]
- Lee, R.E.; Azdast, Z.; Wang, G.; Wang, X.; Lee, P.; Park, C.B. Highly expanded fine-cell foam of polylactide/polyhydroxyalkanoate/nano-fibrillated polytetrafluoroethylene composites blown with mold-opening injection molding. Int. J. Biol. Macromol. 2020, 155, 286–292. [Google Scholar] [CrossRef]
- Zhao, J.C.; Wang, G.L.; Zhu, W.J.; Zhou, H.F.; Weng, Y.X.; Zhang, A.M.; Dong, G.W.; Zhao, G.Q. Lightweight and strong polypropylene/talc/polytetrafluoroethylene foams with enhanced flame-retardant performance fabricated by microcellular foam injection foaming. Mater Des. 2022, 215, 110539. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Samples | PLA (wt%) | HNC (wt%) | PTFE (wt%) | ADC (phr) |
|---|---|---|---|---|
| Neat PLA | 100 | - | - | 3 |
| PLA-H(0.5) | 99 | 0.5 | - | 3 |
| PLA-H(3) | 97 | 3 | - | 3 |
| PLA-P(0.5) | 99 | - | 0.5 | 3 |
| PLA-P(3) | 97 | - | 3 | 3 |
| PLA-H(0.5)P(0.5) | 99 | 0.5 | 0.5 | 3 |
| PLA-H(0.5)P(1) | 98.5 | 0.5 | 1 | 3 |
| PLA-H(0.5)P(3) | 96.5 | 0.5 | 3 | 3 |
| PLA-H(1)P(0.5) | 98.5 | 1 | 0.5 | 3 |
| PLA-H(3)P(0.5) | 96.5 | 3 | 0.5 | 3 |
| Sample | Tensile Strength (MPa) | Tensile Strain (%) | Young’s Modulus (MPa) |
|---|---|---|---|
| Neat PLA | 49.3 ± 1.7 | 4.9 ± 0.7 | 1140 ± 43 |
| PLA-H(0.5)P(0.5) | 42.7 ± 1.3 | 3.4 ± 1.5 | 1005 ± 44 |
| PLA-H(0.5)P(1) | 59.1 ± 0.8 | 5.7 ± 0.9 | 1070 ± 50 |
| PLA-H(0.5)P(3) | 50.5 ± 0.5 | 4.8 ± 1.8 | 1275 ± 38 |
| PLA-H(1)P(0.5) | 53.3 ± 0.3 | 4.5 ± 0.6 | 930 ± 33 |
| PLA-H(3)P(0.5) | 49.2 ± 1.2 | 4.5 ± 1.7 | 1360 ± 43 |
| Sample | Density (g/cm3) (Composite) | Density (g/cm3) (Foam) | Cell Density (Cells/cm3) | Average Cell Diameter (µm) |
|---|---|---|---|---|
| Neat PLA | 1.21 | 0.9 | 1.13 × 105 | 96.89 |
| PLA-H(0.5)P(0.5) | 1.23 | 0.86 | 6.79 × 105 | 83.06 |
| PLA-H(1)P(0.5) | 1.19 | 0.96 | 7.64 × 105 | 83.75 |
| PLA-H(3)P(0.5) | 1.17 | 0.74 | 4.41 × 105 | 107.1 |
| PLA-H(0.5)P(1) | 1.16 | 0.78 | 9.41 × 105 | 75.63 |
| PLA-H(0.5)P(3) | 1.15 | 0.75 | 8.89 × 105 | 78.46 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
George Raju, S.; Kargarzadeh, H.; Galeski, A. Preparation of Polylactide/Halloysite-Nanoclay/Polytetrafluoro-Ethylene Composite Foam and Study of Properties and Morphology. Nanomaterials 2025, 15, 667. https://doi.org/10.3390/nano15090667
George Raju S, Kargarzadeh H, Galeski A. Preparation of Polylactide/Halloysite-Nanoclay/Polytetrafluoro-Ethylene Composite Foam and Study of Properties and Morphology. Nanomaterials. 2025; 15(9):667. https://doi.org/10.3390/nano15090667
Chicago/Turabian StyleGeorge Raju, Silla, Hanieh Kargarzadeh, and Andrzej Galeski. 2025. "Preparation of Polylactide/Halloysite-Nanoclay/Polytetrafluoro-Ethylene Composite Foam and Study of Properties and Morphology" Nanomaterials 15, no. 9: 667. https://doi.org/10.3390/nano15090667
APA StyleGeorge Raju, S., Kargarzadeh, H., & Galeski, A. (2025). Preparation of Polylactide/Halloysite-Nanoclay/Polytetrafluoro-Ethylene Composite Foam and Study of Properties and Morphology. Nanomaterials, 15(9), 667. https://doi.org/10.3390/nano15090667