
Hot-Air Spinning Technology Enables the High-Efficiency Production of Nanofiber
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
2. Experimental Section
2.1. Materials
2.2. Characterization Methods
2.3. Computational Fluid Dynamics
2.4. Fiber Collector Devices
3. Results and Discussion
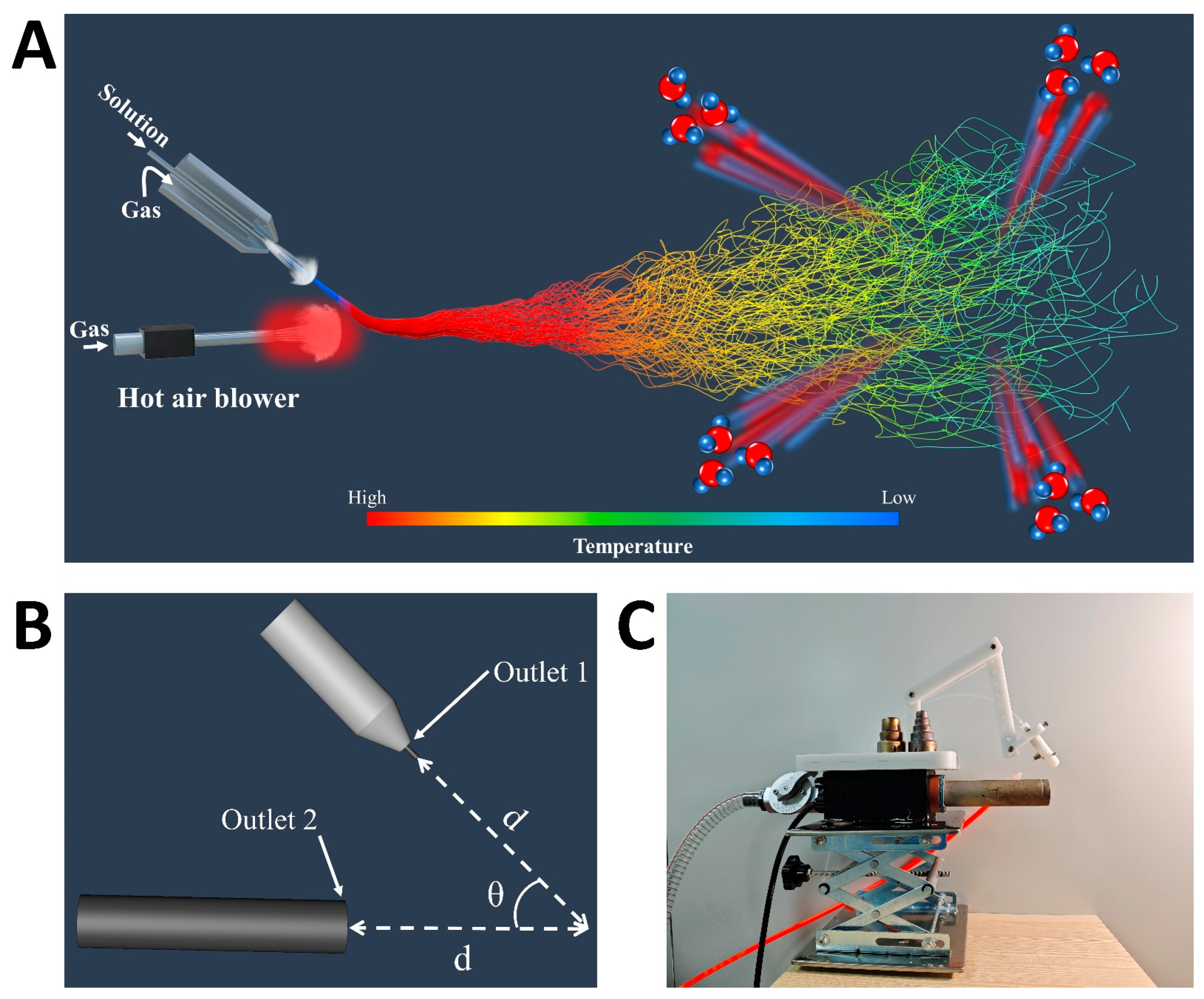
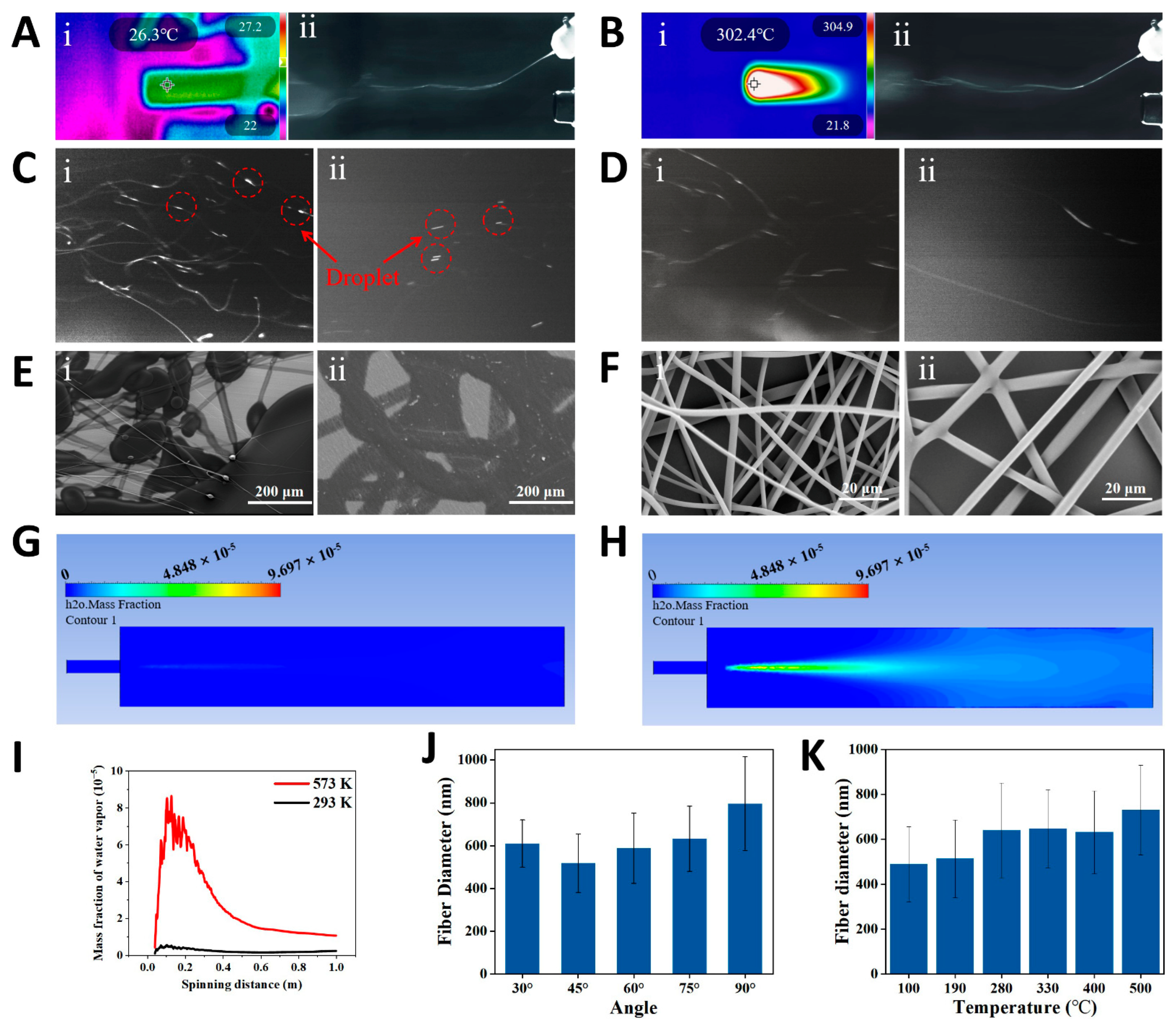
3.1. The Working Mechanism of DP-SBS
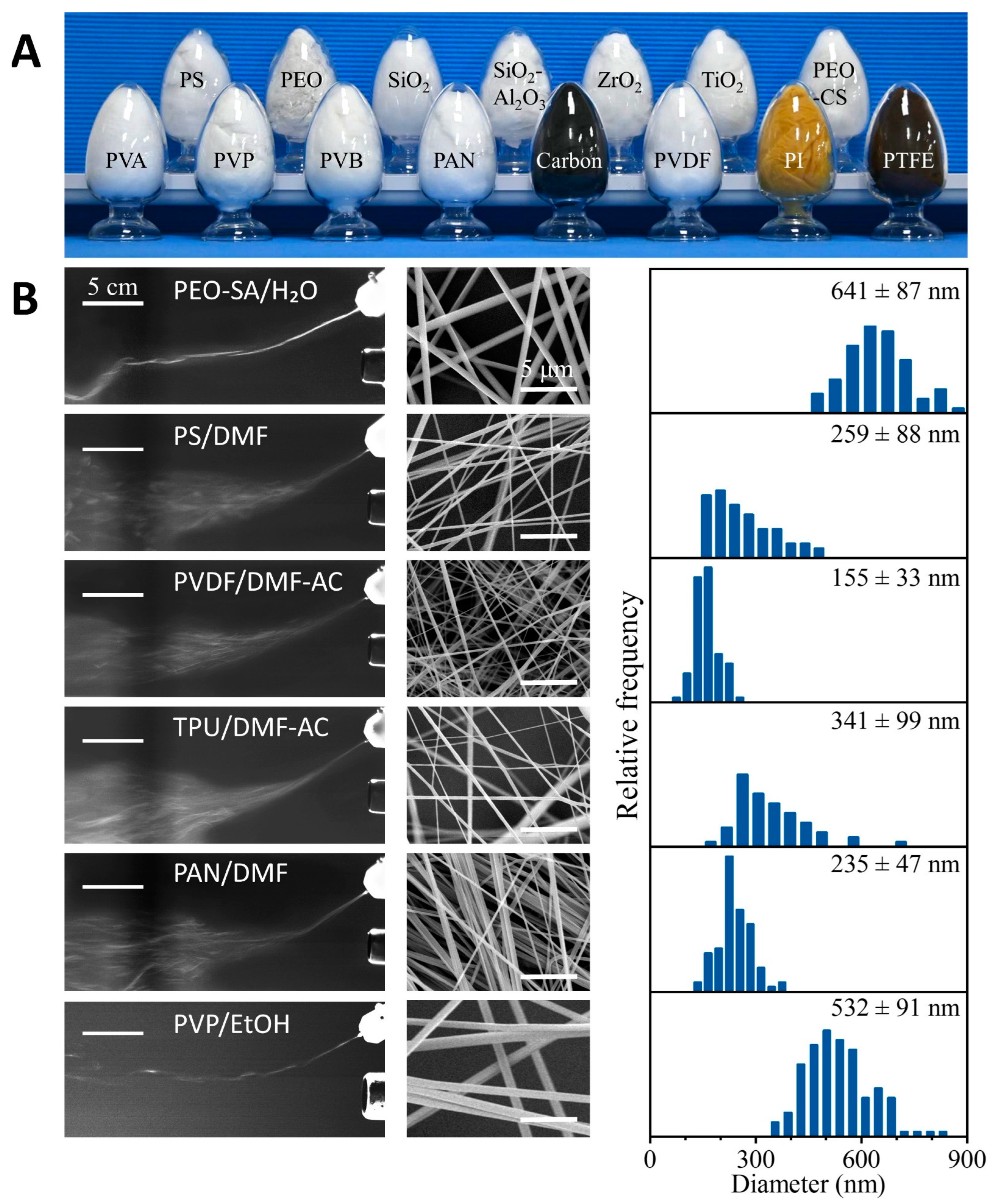
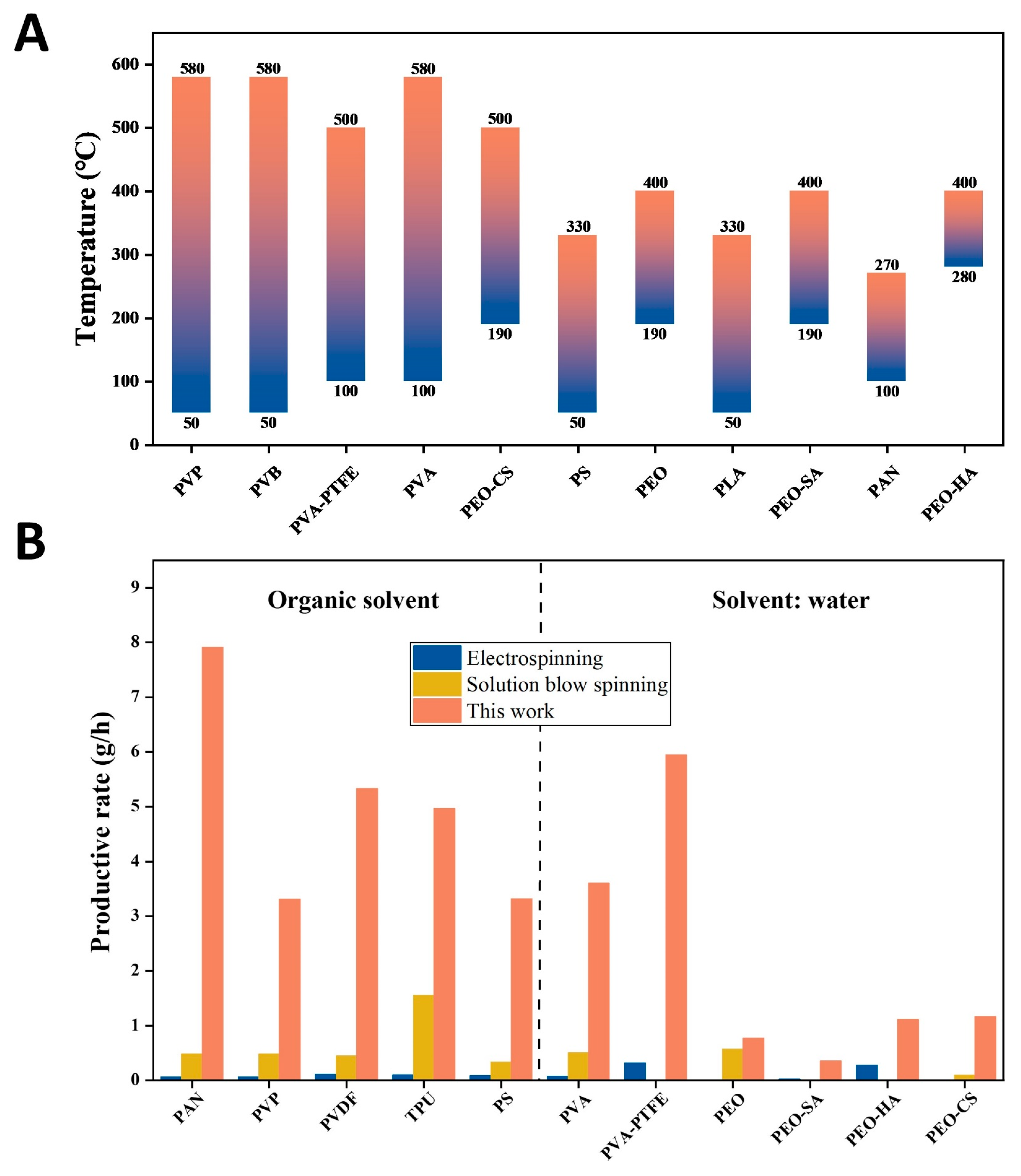
3.2. Universality, Reasonable Temperature, and Productivity of DP-SBS
3.3. Application Demonstration of Several Nanofiber Materials Prepared by DP-SBS
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Cheng, K.C.K.; Bedolla-Pantoja, M.A.; Kim, Y.K.; Gregory, J.V.; Xie, F.; de France, A.; Hussal, C.; Sun, K.; Abbott, N.L.; Lahann, J. Templated nanofiber synthesis via chemical vapor polymerization into liquid crystalline films. Science 2018, 362, 804–808. [Google Scholar] [CrossRef] [PubMed]
- Gu, J.F.; Li, F.C.; Zhu, Y.B.; Li, D.H.; Liu, X.; Wu, B.; Wu, H.A.; Fan, X.Q.; Ji, X.Y.; Chen, Y.S.; et al. Extremely Robust and Multifunctional Nanocomposite Fibers for Strain-Unperturbed Textile Electronics. Adv. Mater. 2023, 35, 12. [Google Scholar]
- Jin, X.H.; Price, M.B.; Finnegan, J.R.; Boott, C.E.; Richter, J.M.; Rao, A.; Menke, M.; Friend, R.H.; Whittell, G.R.; Manners, I. Long-range exciton transport in conjugated polymer nanofibers prepared by seeded growth. Science 2018, 360, 897–900. [Google Scholar] [CrossRef] [PubMed]
- Lee, S.; Leach, M.K.; Redmond, S.A.; Chong, S.Y.C.; Mellon, S.H.; Tuck, S.J.; Feng, Z.Q.; Corey, J.M.; Chan, J.R. A culture system to study oligodendrocyte myelination processes using engineered nanofibers. Nat. Methods 2012, 9, 917–922. [Google Scholar]
- Chen, S.H.; Qiu, L.; Cheng, H.M. Carbon-Based Fibers for Advanced Electrochemical Energy Storage Devices. Chem. Rev. 2020, 120, 2811–2878. [Google Scholar]
- Cheng, C.; Zhang, J.G.; Li, S.; Xia, Y.; Nie, C.X.; Shi, Z.Q.; Cuellar-Camacho, J.L.; Ma, N.; Haag, R. A Water-Processable and Bioactive Multivalent Graphene Nanoink for Highly Flexible Bioelectronic Films and Nanofibers. Adv. Mater. 2018, 30, 11. [Google Scholar] [CrossRef]
- Guo, J.R.; Fu, S.B.; Deng, Y.P.; Xu, X.; Laima, S.; Liu, D.Z.; Zhang, P.Y.; Zhou, J.; Zhao, H.; Yu, H.X.; et al. Hypocrystalline ceramic aerogels for thermal insulation at extreme conditions. Nature 2022, 606, 909–916. [Google Scholar] [CrossRef]
- Jin, J.; Lee, D.; Im, H.G.; Han, Y.C.; Jeong, E.G.; Rolandi, M.; Choi, K.C.; Bae, B.S. Chitin Nanofiber Transparent Paper for Flexible Green Electronics. Adv. Mater. 2016, 28, 5169–5175. [Google Scholar] [CrossRef]
- Jin, Q.; Guo, T.X.; Perez, N.; Yang, N.J.; Jiang, X.; Nielsch, K.; Reith, H. On-Chip Micro Temperature Controllers Based on Freestanding Thermoelectric Nano Films for Low-Power Electronics. Nano-Micro Lett. 2024, 16, 11. [Google Scholar] [CrossRef]
- Lee, S.; Hao, L.T.; Park, J.; Oh, D.X.; Hwang, D.S. Nanochitin and Nanochitosan: Chitin Nanostructure Engineering with Multiscale Properties for Biomedical and Environmental Applications. Adv. Mater. 2023, 35, 36. [Google Scholar]
- Smalyukh, I.I. Transparent aerogels reduce energy loss through building windows. Nat. Energy 2023, 8, 327–328. [Google Scholar]
- Sridhar, R.; Lakshminarayanan, R.; Madhaiyan, K.; Barathi, V.A.; Limh, K.H.C.; Ramakrishna, S. Electrosprayed nanoparticles and electrospun nanofibers based on natural materials: Applications in tissue regeneration, drug delivery and pharmaceuticals. Chem. Soc. Rev. 2015, 44, 790–814. [Google Scholar] [PubMed]
- Wang, S.; Jiang, F.; Xu, X.; Kuang, Y.D.; Fu, K.; Hitz, E.; Hu, L.B. Super-Strong, Super-Stiff Macrofibers with Aligned, Long Bacterial Cellulose Nanofibers. Adv. Mater. 2017, 29, 8. [Google Scholar]
- Zhou, Z.Q.; You, T.L.; Pan, Z.Y.; Wang, D.; Wang, H.; Wang, L.Y.; Xu, G.L.; Liang, Y.; Hu, J.; Tang, M. Trichome-Like Biomimetic Air Filters via Templated Silicone Nanofilaments. Adv. Mater. 2024, 36, 2311129. [Google Scholar]
- Lee, C.C.; Grenier, C.; Meijer, E.W.; Schenning, A. Preparation and characterization of helical self-assembled nanofibers. Chem. Soc. Rev. 2009, 38, 671–683. [Google Scholar]
- Liu, X.; Chen, C.F.; Ye, H.W.; Jia, Y.S.; Wu, Y.Y.; Jin, A.L.; Wang, Y.B.; Chen, X.S. One-step hydrothermal growth of carbon nanofibers and insitu assembly of Ag nanowire@carbon nanofiber@Ag nanoparticles ternary composites for efficient photocatalytic removal of organic pollutants. Carbon 2018, 131, 213–222. [Google Scholar]
- Wang, Y.Q.; Shi, Y.; Pan, L.J.; Yang, M.; Peng, L.L.; Zong, S.; Shi, Y.; Yu, G.H. Multifunctional Superhydrophobic Surfaces Templated from Innately Microstructured Hydrogel Matrix. Nano Lett. 2014, 14, 4803–4809. [Google Scholar]
- Banerji, A.; Jin, K.L.; Mahanthappa, M.K.; Bates, F.S.; Ellison, C.J. Porous Fibers Templated by Melt Blowing Cocontinuous Immiscible Polymer Blends. ACS Macro Lett. 2021, 10, 1196–1203. [Google Scholar]
- Jin, K.L.; Banerji, A.; Kitto, D.; Bates, F.S.; Ellison, C.J. Mechanically Robust and Recyclable Cross-Linked Fibers from Melt Blown Anthracene-Functionalized Commodity Polymers. ACS Appl. Mater. Interfaces 2019, 11, 12863–12870. [Google Scholar]
- Dzenis, Y. Spinning continuous fibers for nanotechnology. Science 2004, 304, 1917–1919. [Google Scholar] [CrossRef]
- Luo, C.J.; Stoyanov, S.D.; Stride, E.; Pelan, E.; Edirisinghe, M. Electrospinning versus fibre production methods: From specifics to technological convergence. Chem. Soc. Rev. 2012, 41, 4708–4735. [Google Scholar] [PubMed]
- Xue, J.J.; Wu, T.; Dai, Y.Q.; Xia, Y.N. Electrospinning and Electrospun Nanofibers: Methods, Materials, and Applications. Chem. Rev. 2019, 119, 5298–5415. [Google Scholar] [PubMed]
- Gao, Y.; Xiang, H.F.; Wang, X.X.; Yan, K.; Liu, Q.; Li, X.; Liu, R.Q.; Yu, M.; Long, Y.Z. A portable solution blow spinning device for minimally invasive surgery hemostasis. Chem. Eng. J. 2020, 387, 7. [Google Scholar]
- Gao, Y.; Zhang, J.; Su, Y.; Wang, H.; Wang, X.X.; Huang, L.P.; Yu, M.; Ramakrishna, S.; Long, Y.Z. Recent progress and challenges in solution blow spinning. Mater. Horizons 2021, 8, 426–446. [Google Scholar]
- Huang, Y.; Song, J.N.; Yang, C.; Long, Y.Z.; Wu, H. Scalable manufacturing and applications of nanofibers. Mater. Today 2019, 28, 98–113. [Google Scholar]
- Li, Z.W.; Cui, Z.W.; Zhao, L.H.; Hussain, N.; Zhao, Y.Z.; Yang, C.; Jiang, X.Y.; Li, L.; Song, J.A.; Zhang, B.P.; et al. High-throughput production of kilogram-scale nanofibers by Karman vortex solution blow spinning. Sci. Adv. 2022, 8, 9. [Google Scholar]
- Santos, A.M.C.; Medeiros, E.L.G.; Blaker, J.J.; Medeiros, E.S. Aqueous solution blow spinning of poly(vinyl alcohol) micro- and nanofibers. Mater. Lett. 2016, 176, 122–126. [Google Scholar]
- Lyu, N.; He, H.; Wang, F.; Liang, C.; Zhang, X. Droplet evaporation characteristics on heated superhydrophobic surface subjected to airflow. Int. J. Heat Mass Transf. 2021, 181, 121874. [Google Scholar]
- Akduman, C. Preparation and comparison of electrospun PEO/PTFE and PVA/PTFE nanofiber membranes for syringe filters. J. Appl. Polym. Sci. 2023, 140, 14. [Google Scholar]
- Chen, H.; Chen, X.H.; Chen, H.Y.; Liu, X.; Li, J.X.; Luo, J.; He, A.H.; Han, C.C.; Liu, Y.; Xu, S.S. Molecular Interaction, Chain Conformation, and Rheological Modification during Electrospinning of Hyaluronic Acid Aqueous Solution. Membranes 2020, 10, 217. [Google Scholar] [CrossRef]
- Dong, S.X.; Li, J.; Zhang, S.; Li, N.; Li, B.; Zhang, Q.L.; Ge, L.Q. Excellent microwave absorption of lightweight PAN-based carbon nanofibers prepared by electrospinning. Colloid Surf. A-Physicochem. Eng. Asp. 2022, 651, 8. [Google Scholar]
- Elishav, O.; Beilin, V.; Rozent, O.; Shter, G.E.; Grader, G.S. Thermal shrinkage of electrospun PVP nanofibers. J. Polym. Sci. Pt. B-Polym. Phys. 2018, 56, 248–254. [Google Scholar]
- Ergün, A.B.; Sevim, A.M.; Kiliç, A.; Gül, A. Metallophthalocyanine/polyacrylonitrile nanofibers by solution blow spinning technique for enhanced photocatalytic activity by visible light. J. Appl. Polym. Sci. 2021, 138, 9. [Google Scholar]
- Freire, L.A.; Lemos, A.C.C.; Miranda, K.W.E.; da Silva, J.P.; de Oliveira, J.E. Statistical optimization for preparing nanofibrous mats of polybutylene adipate co-terephthalate/poly(vinylpyrrolidone) blends by solution blow spinning. Polym. Eng. Sci. 2022, 62, 2511–2523. [Google Scholar] [CrossRef]
- Jalaja, K.; Bhuvaneswari, S.; Ganiga, M.; Divyamol, R.; Anup, S.; Cyriac, J.; George, B.K. Effective SERS detection using a flexible wiping substrate based on electrospun polystyrene nanofibers. Anal. Methods 2017, 9, 3998–4003. [Google Scholar]
- Jia, J.J.; Lin, Z.H.; Zhu, J.L.; Liu, Y.J.; Hu, Y.L.; Fang, K.J. Anti-adhesive and antibacterial chitosan/PEO nanofiber dressings with high breathability for promoting wound healing. Int. J. Biol. Macromol. 2024, 261, 13. [Google Scholar]
- Li, B.Y.; Liu, Y.H.; Wei, S.; Huang, Y.T.; Yang, S.W.; Xue, Y.; Xuan, H.Y.; Yuan, H.H. A Solvent System Involved Fabricating Electrospun Polyurethane Nanofibers for Biomedical Applications. Polymers 2020, 12, 3038. [Google Scholar] [CrossRef]
- Liu, R.Q.; Wang, X.X.; Fu, J.; Zhang, Q.Q.; Song, W.Z.; Xu, Y.; Chen, Y.Q.; Ramakrishna, S.; Long, Y.Z. Preparation of Nanofibrous PVDF Membrane by Solution Blow Spinning for Mechanical Energy Harvesting. Nanomaterials 2019, 9, 1090. [Google Scholar] [CrossRef]
- Natarelli, C.V.L.; de Barros, H.E.A.; Freitas, H.R.; Bufalo, T.C.E.; Dias, E.S.; de Oliveira, J.E.; Marconcini, J.M. PVA/zein nanofibers obtained by solution blow spinning. J. Mater. Sci. 2023, 58, 13518–13529. [Google Scholar]
- Nie, Y.L.; Zhang, S.H.; He, Y.; Zhang, L.Y.; Wang, Y.Q.; Li, S.S.; Wang, N. One-step modification of electrospun PVDF nanofiber membranes for effective separation of oil-water emulsion. New J. Chem. 2022, 46, 4734–4745. [Google Scholar]
- Oliveira, J.E.; Mattoso, L.H.C.; Orts, W.J.; Medeiros, E.S. Structural and Morphological Characterization of Micro and Nanofibers Produced by Electrospinning and Solution Blow Spinning: A Comparative Study. Adv. Mater. Sci. Eng. 2013, 2013, 14. [Google Scholar]
- Ramos, P.; Calvo-Correas, T.; Eceiza, A.; González-Benito, J. Nonwoven Mats Based on Segmented Biopolyurethanes Filled with MWCNT Prepared by Solution Blow Spinning. Polymers 2022, 14, 4175. [Google Scholar] [CrossRef] [PubMed]
- Surendhiran, D.; Cui, H.Y.; Lin, L. Encapsulation of Phlorotannin in Alginate/PEO blended nanofibers to preserve chicken meat from Salmonella contaminations. Food Packag. Shelf Life 2019, 21, 9. [Google Scholar]
- Varnaite-Zuravliova, S.; Savest, N.; Baltusnikaite-Guzaitiene, J.; Abraitiene, A.; Krumme, A. The Investigation of the Production of Salt-Added Polyethylene Oxide/Chitosan Nanofibers. Materials 2024, 17, 17. [Google Scholar]
- Wu, H.J.; Fan, J.T.; Qin, X.H.; Zhang, G. Thermal radiative properties of electrospun superfine fibrous PVA films. Mater. Lett. 2008, 62, 828–831. [Google Scholar]
- Zhang, H.; Wang, R.; Li, P.; Jia, L.N.; Wang, F.; Liu, Y.B.; Wang, H.; Yu, L.; Li, B. One-Step, Large-Scale Blow Spinning to Fabricate Ultralight, Fibrous Sorbents with Ultrahigh Oil Adsorption Capacity. ACS Appl. Mater. Interfaces 2021, 13, 6631–6641. [Google Scholar]
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, G.-D.; Gao, Y.; Yu, P.-H.; Zhang, C.; Guo, C.-H.; Ramakrishna, S.; Long, Y.-Z.; Zhang, J. Hot-Air Spinning Technology Enables the High-Efficiency Production of Nanofiber. Nanomaterials 2025, 15, 578. https://doi.org/10.3390/nano15080578
Zhang G-D, Gao Y, Yu P-H, Zhang C, Guo C-H, Ramakrishna S, Long Y-Z, Zhang J. Hot-Air Spinning Technology Enables the High-Efficiency Production of Nanofiber. Nanomaterials. 2025; 15(8):578. https://doi.org/10.3390/nano15080578
Chicago/Turabian StyleZhang, Guo-Dong, Yuan Gao, Pi-Hang Yu, Chao Zhang, Chuan-Hui Guo, Seeram Ramakrishna, Yun-Ze Long, and Jun Zhang. 2025. "Hot-Air Spinning Technology Enables the High-Efficiency Production of Nanofiber" Nanomaterials 15, no. 8: 578. https://doi.org/10.3390/nano15080578
APA StyleZhang, G.-D., Gao, Y., Yu, P.-H., Zhang, C., Guo, C.-H., Ramakrishna, S., Long, Y.-Z., & Zhang, J. (2025). Hot-Air Spinning Technology Enables the High-Efficiency Production of Nanofiber. Nanomaterials, 15(8), 578. https://doi.org/10.3390/nano15080578