
Sintering Bonding of SiC Particulate Reinforced Aluminum Metal Matrix Composites by Using Cu Nanoparticles and Liquid Ga in Air

.JPG)

Abstract
1. Introduction
2. Materials and Methods
3. Results
3.1. Characteristics of Cu Nanoparticles
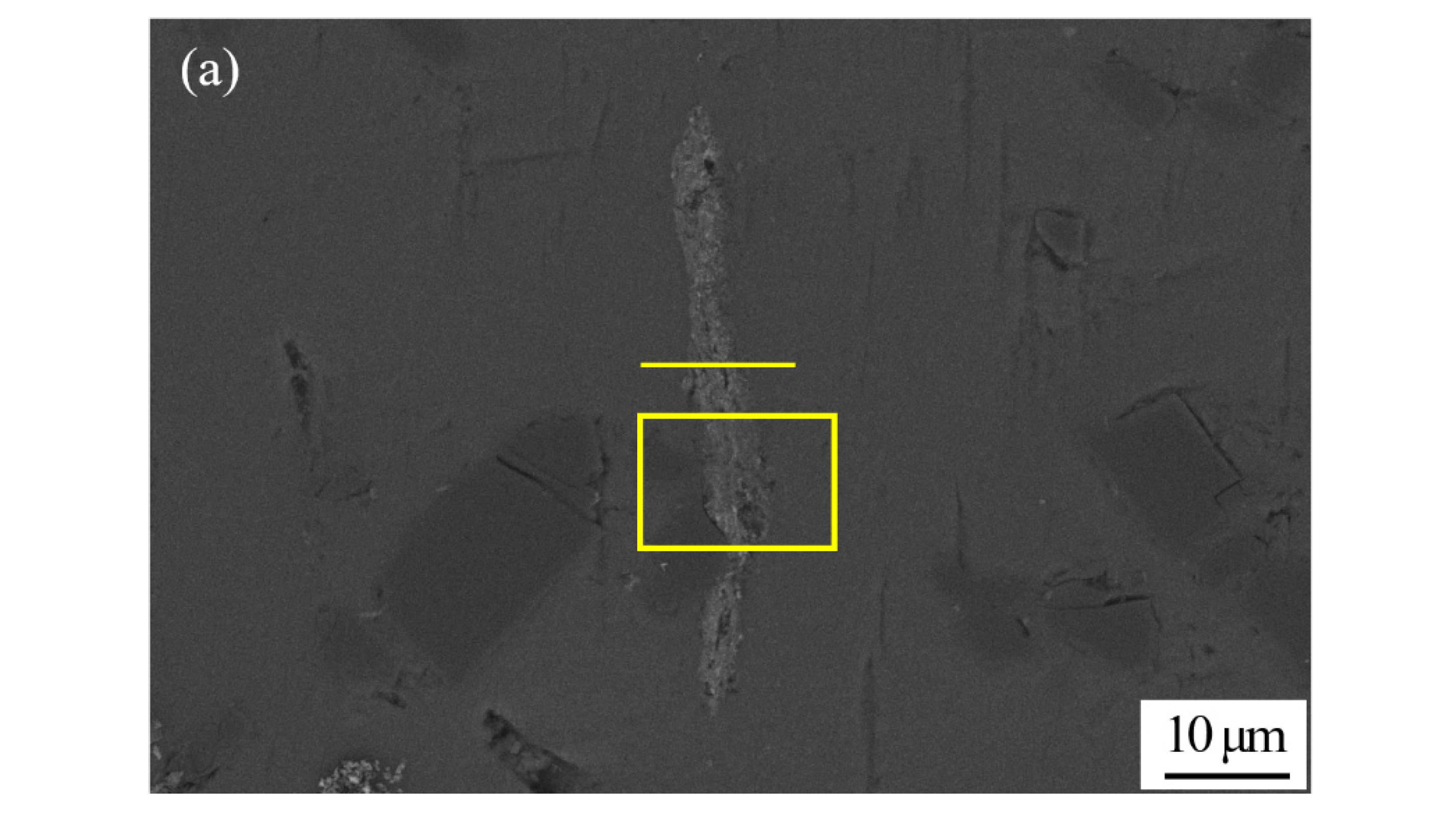
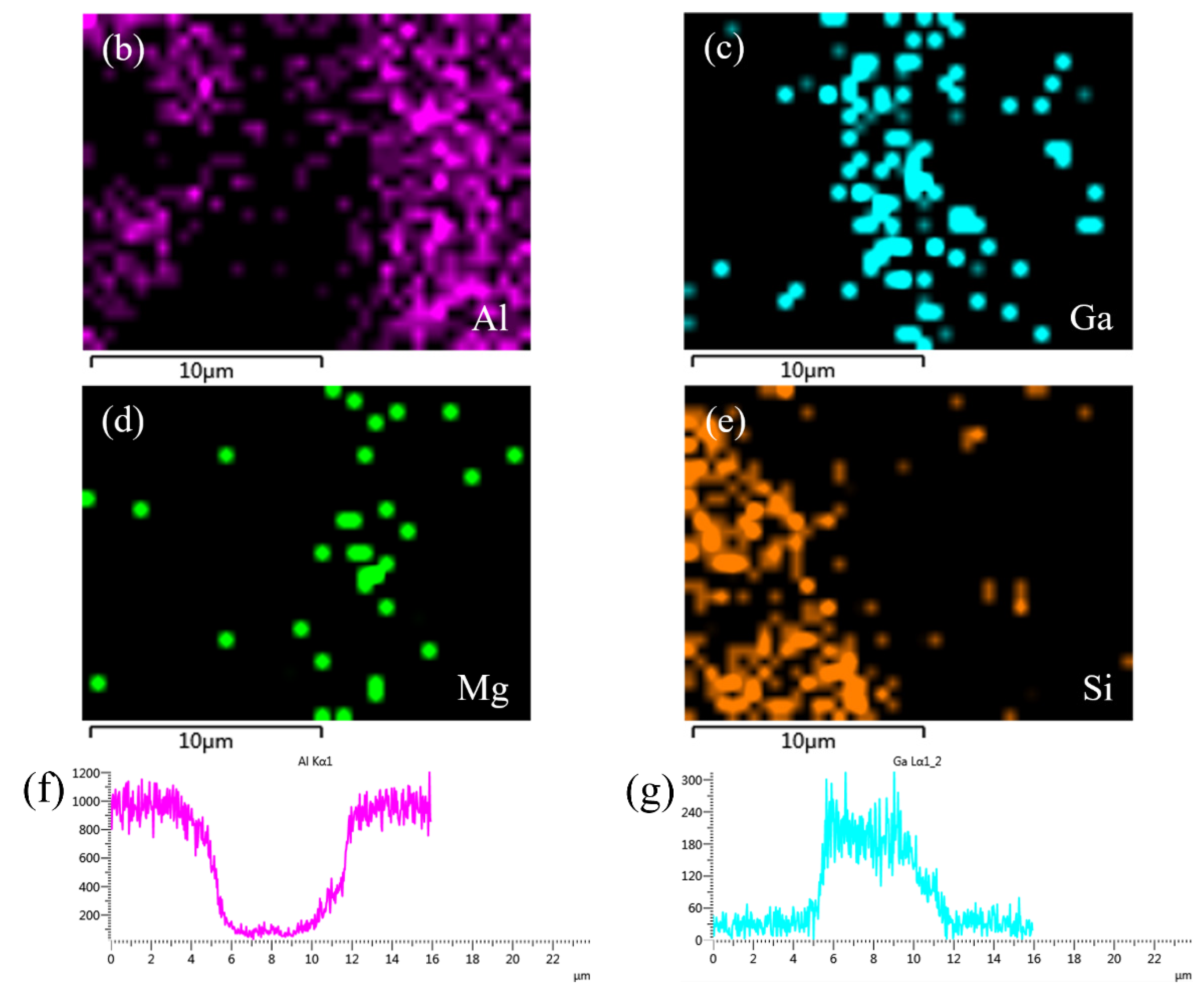
3.2. Microstructure Analysis of the Joint and XRD Analysis of the Fracture
3.3. Mechanical Properties Analysis of the Joint
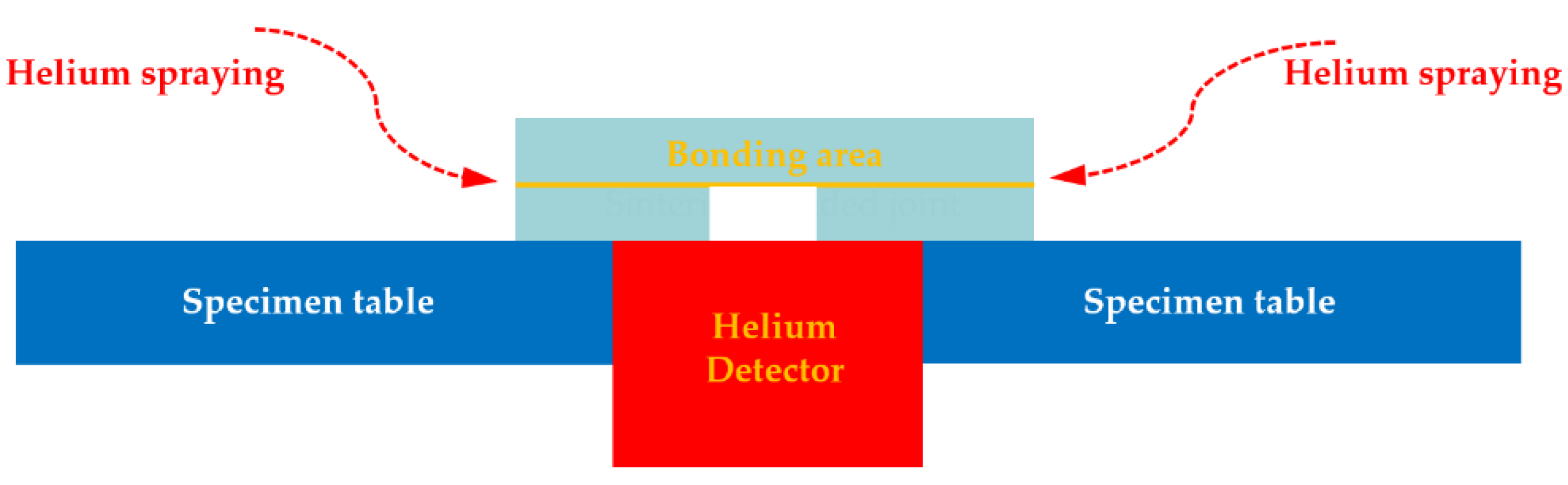
3.4. Gas Tightness Test of the Joints
4. Conclusions
- (1).
- For Cu NPs with the average diameter of 50 nm, two exothermic peaks can be found from DSC test. The first exothermic peak was located in the temperature range of 120 °C to 160 °C. The second broad exothermic peak was located in the temperature range of 200 °C to 320 °C. The reason for the later broad uniformity is that the Cu NPs have gone through a mild ripening process, which is a slow exothermic process. The occurrence of sintering necks in Cu NPs is the main reason for the exothermic peak. Sintering performance of Cu NPs is one of the key factors for achieving qualified joint with low gas leakage rate and high strength.
- (2).
- When the joint was bonded at 450 °C, a large amount of pure Ga aggregated in the joint center by using only liquid Ga as filler metal. The addition of Cu NPs can consume the redundant Ga to form the intermetallic compounds in joint at the same bonding temperature. When the joint was bonded at 450 °C by using liquid Ga and Cu NPs, the main phases in joint fracture consisted of Cu, CuAl2, Cu9Ga4 and Ga2O3 besides the basic Al and SiC. The formation of Ga2O3 in joint can protect aluminum in SiCp/6063 Al MMCs and Cu NPs from the oxidation.
- (3).
- The maximum shear strength level of 56.2 MPa can be achieved by applying bonding temperature of 450 °C. At higher temperature, although a denser sintered structure can be obtained in joint, the shear strength level decreases quickly due to the generation of large quantities of brittle intermetallic compounds such as CuAl2 along the interface. Compared with joint bonded with only Ga, the joint bonded with Ga and Cu NPs as filler metal had lower hardness due to the existence of micro-voids in sintering Cu layer.
- (4).
- As the specimens sintering bonded between 480 °C and 500 °C, the released thermal stress will lead to damage of brittle intermetallic compounds along the interface during cooling or service, causing gas leakage. The specimens sintering bonded in temperature range of 440 °C to 460 °C had qualified gas tightness during the service, which can remain in the level of 10−10 Pa·m3/s. The sintering micro-voids in Cu layer had little influence on gas tightness of the joint since they were disconnected.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Mousavian, R.T.; Khosroshahi, R.A.; Yazdani, S.; Brabazon, D.; Boostani, A.F. Fabrication of aluminum matrix composites reinforced with nano- to micrometer-sized SiC particles. Mater. Des. 2016, 89, 58–70. [Google Scholar] [CrossRef]
- Hu, Q.; Zhao, H.; Li, F. Microstructures and properties of SiC particles reinforced aluminum-matrix composites fabricated by vacuum-assisted high pressure die casting. Mater. Sci. Eng. A 2017, 680, 270–277. [Google Scholar] [CrossRef]
- Qu, X.-H.; Zhang, L.; Wu, M.; Ren, S.-B. Review of metal matrix composites with high thermal conductivity for thermal management applications. Prog. Nat. Sci. Mater. Int. 2011, 21, 189–197. [Google Scholar] [CrossRef]
- Zhu, X.-M.; Yu, J.-K.; Wang, X.-Y. Microstructure and properties of Al/Si/SiC composites for electronic packaging. Trans. Nonferrous Met. Soc. China 2012, 22, 1686–1692. [Google Scholar] [CrossRef]
- Sharma, D.K.; Mahant, D.; Upadhyay, G. Manufacturing of metal matrix composites: A state of review. Mater. Today Proc. 2020, 26, 506–519. [Google Scholar] [CrossRef]
- Zhu, M.-J.; Li, S.; Zhao, X.; Xiong, D.-G. Laser-weldable Sip-SiCp/Al hybrid composites with bilayer structure for electronic packaging. Trans. Nonferrous Met. Soc. China (Engl. Ed.) 2014, 24, 1032–1038. [Google Scholar] [CrossRef]
- Zhang, M.; Wang, C.; Mi, G.; Jiang, P.; Zhang, X. New insight into laser butt welded nonporous SiCp/2A14Al joint: Interfaces, precipitation phase and mechanical properties. Mater. Charact. 2021, 176, 111082. [Google Scholar] [CrossRef]
- Chen, M.-A.; Wu, C.-S.; Zou, Z.-D. Electron beam welding of SiCp/LD2 composite. Trans. Nonferrous Met. Soc. China 2006, 16, 818–823. [Google Scholar] [CrossRef]
- Lei, Y.-C.; Wang, Z.-W.; Chen, X.-Z. Effect of arc-ultrasound on microstructures and mechanical properties of plasma arc welded joints of SiCp/Al MMCs. Trans. Nonferrous Met. Soc. China 2011, 21, 272–277. [Google Scholar] [CrossRef]
- Raja, V.K.B.; Gupta, M. Joining of Metal Matrix Composites. In Reference Module in Materials Science and Materials Engineering; Elsevier: Amsterdam, The Netherlands, 2021. [Google Scholar] [CrossRef]
- Rodríguez-Reyes, M.; Pech-Canul, M.I.; Rendón-Angeles, J.C.; López-Cuevas, J. Limiting the development of Al4C3 to prevent degradation of Al/SiCp composites processed by pressureless infiltration. Compos. Sci. Technol. 2006, 66, 1056–1062. [Google Scholar] [CrossRef]
- Lei, Y.-C.; Yuan, W.-J.; Chen, X.-Z.; Zhu, F.; Cheng, X.-N. In-situ weld-alloying plasma arc welding of SiCp/Al MMC. Trans. Nonferrous Met. Soc. China 2007, 17, 313–317. [Google Scholar] [CrossRef]
- Huang, J.-H.; Dong, Y.-L.; Wan, Y.; Zhao, X.-K.; Zhang, H. Investigation on reactive diffusion bonding of SiCp/6063 MMC by using mixed powders as interlayers. J. Mater. Process. Technol. 2007, 190, 312–316. [Google Scholar] [CrossRef]
- Maity, J.; Pal, T.K.; Maiti, R. Transient liquid phase diffusion bonding of 6061-15 wt% SiCp in argon environment. J. Mater. Process. Technol. 2009, 209, 3568–3580. [Google Scholar] [CrossRef]
- Xiangzhao, Z.; Santuan, Z.; Guiwu, L.; Ziwei, X.; Haicheng, S.; Guanjun, Q. Review on Brazing of High Volume Faction SiCp/Al Composites for Electronic Packaging Applications. Rare Met. Mater. Eng. 2017, 46, 2812–2819. [Google Scholar] [CrossRef]
- Amirizad, A.; Kokabi, A.H.; Gharacheh, M.A.; Sarrafi, R.; Amirkhiz, B.S.; Azizieh, M. Evaluation of microstructure and mechanical properties in friction stir welded A356+15%SiCp cast composite. Mater. Lett. 2006, 60, 565–568. [Google Scholar] [CrossRef]
- Ferchaud, E.; Christien, F.; Barnier, V.; Paillard, P. Characterisation of Ga-coated and Ga-brazed aluminium. Mater. Charact. 2012, 67, 17–26. [Google Scholar] [CrossRef]
- Ludwig, W.; Pereiro-Lopez, E.; Bellet, D. In situ investigation of liquid Ga penetration in Al bicrystal grain boundaries: Grain boundary wetting or liquid metal embrittlement? Acta Mater. 2005, 53, 151–162. [Google Scholar] [CrossRef]
- Yan, J. A review of sintering-bonding technology using Ag nanoparticles for electronic packaging. Nanomaterials 2021, 11, 927. [Google Scholar] [CrossRef] [PubMed]
- Li, J.; Yu, X.; Shi, T.; Cheng, C.; Fan, J.; Cheng, S.; Liao, G.; Tang, Z. Low-temperature and low-pressure Cu-Cu bonding by highly sinterable Cu nanoparticle paste. Nanoscale Res. Lett. 2017, 12, 1–6. [Google Scholar] [CrossRef]
- Li, J.; Liang, Q.; Shi, T.; Fan, J.; Gong, B.; Feng, C.; Fan, J.; Liao, G.; Tang, Z. Design of Cu nanoaggregates composed of ultra-small Cu nanoparticles for Cu-Cu thermocompression bonding. J. Alloys Compd. 2019, 772, 793–800. [Google Scholar] [CrossRef]
- Li, J.; Yu, X.; Shi, T.; Cheng, C.; Fan, J.; Cheng, S.; Li, T.; Liao, G.; Tang, Z. Depressing of Cu-Cu bonding temperature by composting Cu nanoparticle paste with Ag nanoparticles. J. Alloys Compd. 2017, 709, 700–707. [Google Scholar] [CrossRef]
- Liu, J.; Chen, H.; Ji, H.; Li, M. Highly conductive Cu-Cu joint formation by low-temperature sintering of formic acid-treated Cu nanoparticles. ACS Appl. Mater. Interfaces 2016, 8, 33289–33298. [Google Scholar] [CrossRef]
- Mu, G.; Qu, W.; Zhu, H.; Zhuang, H.; Zhang, Y. Low temperature Cu/Ga solid-liquid inter-diffusion bonding used for interfacial heat transfer in high-power devices. Metals 2020, 10, 1223. [Google Scholar] [CrossRef]
- Foster, D.M.; Pavloudis, T.; Kioseoglou, J.; Palmer, R.E. Atomic-resolution imaging of surface and core melting in individual size-selected Au nanoclusters on carbon. Nat. Commun. 2019, 10. [Google Scholar] [CrossRef] [PubMed]
- Goodman, E.D.; Carlson, E.Z.; Dietze, E.M.; Tahsini, N.; Johnson, A.; Aitbekova, A.; Nguyen Taylor, T.; Plessow, P.N.; Cargnello, M. Size-controlled nanocrystals reveal spatial dependence and severity of nanoparticle coalescence and Ostwald ripening in sintering phenomena. Nanoscale 2021, 13, 930–938. [Google Scholar] [CrossRef] [PubMed]
- Ju, S.-P.; Lee, I.J.; Chen, H.-Y. Melting mechanism of Pt-Pd-Rh-Co high entropy alloy nanoparticle: An insight from molecular dynamics simulation. J. Alloys Compd. 2021, 858. [Google Scholar] [CrossRef]
- Shirzadi, A.A.; Wallach, E.R. Novel method for diffusion bonding superalloys and aluminium alloys (USA Patent 6,669,534 B2, European Patent Pending). In Proceedings of the International Conference on New Frontiers of Process Science and Engineering in Advanced Materials, PSEA ‘04, Kyoto, Japan, 24–26 November 2004; pp. 431–436. [Google Scholar]
- Shirzadi, A.A.; Saindrenan, G.; Wallach, E.R. Flux-free diffusion brazing of aluminium-based materials using gallium (patent application: UK 0128623.6). In Proceedings of the Aluminium Alloys 2002 Their Physical and Mechnaical Properties: Proceedings of the 8th International Conference ICAA8, Cambridge, UK, 2–5 July 2002; pp. 1579–1584. [Google Scholar]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Temperature (°C) | 440 | 450 | 460 | 480 | 500 |
|---|---|---|---|---|---|
| Leak rate after bonding (Pa·m3/s) | 10−10 | 10−10 | 10−10 | 10−10 | 10−9 |
| Leak rate after one week (Pa·m3/s) | 10−10 | 10−10 | 10−10 | 10−9 | 10−8 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gao, Z.; Yin, C.; Cheng, D.; Feng, J.; He, P.; Niu, J.; Brnic, J. Sintering Bonding of SiC Particulate Reinforced Aluminum Metal Matrix Composites by Using Cu Nanoparticles and Liquid Ga in Air. Nanomaterials 2021, 11, 1800. https://doi.org/10.3390/nano11071800
Gao Z, Yin C, Cheng D, Feng J, He P, Niu J, Brnic J. Sintering Bonding of SiC Particulate Reinforced Aluminum Metal Matrix Composites by Using Cu Nanoparticles and Liquid Ga in Air. Nanomaterials. 2021; 11(7):1800. https://doi.org/10.3390/nano11071800
Chicago/Turabian StyleGao, Zeng, Congxin Yin, Dongfeng Cheng, Jianguang Feng, Peng He, Jitai Niu, and Josip Brnic. 2021. "Sintering Bonding of SiC Particulate Reinforced Aluminum Metal Matrix Composites by Using Cu Nanoparticles and Liquid Ga in Air" Nanomaterials 11, no. 7: 1800. https://doi.org/10.3390/nano11071800
APA StyleGao, Z., Yin, C., Cheng, D., Feng, J., He, P., Niu, J., & Brnic, J. (2021). Sintering Bonding of SiC Particulate Reinforced Aluminum Metal Matrix Composites by Using Cu Nanoparticles and Liquid Ga in Air. Nanomaterials, 11(7), 1800. https://doi.org/10.3390/nano11071800