
A Proposition for the Estimation of the Maximum Tensile Strength of Variously Charged Nanocellulosic Film Materials Provided by Vacuum Filtration

Abstract
1. Introduction
2. Material and Methods
2.1. Materials
2.2. Methods
2.3. Determination of Nano-Yield in CNF Materials
2.4. Film Preparation Procedure
2.5. Tensile Properties
3. Results and Discussion
4. Conclusions
Funding
Acknowledgments
Conflicts of Interest
References
- Aspler, J.; Bouchard, J.; Hamada, H.; Berry, R.; Beck, S.; Drolet, F.; Zou, X. Biopolymer Nanocomposites; Processing, Properties and Applications; Dufresne, A., Thomas, S., Pothan, L.A., Eds.; John Wiley & Sons: Hoboken, NJ, USA, 2013; pp. 461–508. [Google Scholar]
- Dufresne, A. Nanocellulose: A new ageless bionanomaterial. Mater. Today 2013, 16, 220–227. [Google Scholar] [CrossRef]
- Isogai, A.; Saito, T.; Fukuzumi, H. TEMPO-oxidized cellulose nanofibers. Nanoscale 2011, 3, 71–85. [Google Scholar] [CrossRef]
- Klemm, D.; Kramer, F.; Moritz, S.; Lindström, T.; Ankerfors, M.; Gray, D.; Dorris, A. Nanocelluloses: A new family of nature-based materials. Angew. Chem. Int. Ed. 2011, 50, 5438–5466. [Google Scholar] [CrossRef]
- Klemm, D.; Cranston, E.D.; Fischer, D.; Gama, M.; Kedzior, S.A.; Kralisch, D.; Kramer, F.; Kondo, T.; Lindström, T.; Nietzsche, S.; et al. Nanocellulose as a natural source for groundbreaking applications in materials science: Today’s state. Mater. Today 2018, 21, 720–748. [Google Scholar] [CrossRef]
- Moon, R.J.; Martini, A.; Nairn, J.; Simonsen, J.; Youngblood, J. Cellulose nanomaterials review: Structure, properties and nanocomposites. Chem. Soc. Rev. 2011, 401, 3941–3994. [Google Scholar] [CrossRef] [PubMed]
- Naderi, A. Nanofibrillated cellulose: Properties reinvestigated. Cellulose 2017, 24, 1933–1945. [Google Scholar] [CrossRef]
- Cowie, J.; Bilek, E.M.; Wegner, T.H.; Shatkin, J.A. Market projections of cellulose nanomaterial-enabled products-Part 2: Volume estimates. Tappi J. 2014, 13, 57–69. [Google Scholar] [CrossRef]
- Lindström, T. Research needs for nanocellulose commercialization and applications. Tappi 2019, 18, 308–311. [Google Scholar] [CrossRef]
- Shatkin, J.A.; Wegner, T.H.; Bilek, E.M.; Cowie, J. Market projections of cellulose nanomaterial-enabled products-Part 1: Applications. Tappi J. 2014, 13, 9–16. [Google Scholar] [CrossRef]
- Benítez, A.J.; Walther, A. Cellulose nanofibril nanopapers and bioinspired nanocomposites: A review to understand the mechanical property space. J. Mater. Chem. A 2017, 5, 16003–16024. [Google Scholar] [CrossRef]
- Cai, Y.; Geng, L.; Chen, S.; Shi, S.; Hsiao, B.S.; Peng, X. Hierarchical assembly of nanocellulose into filaments by flow-assisted alignment and interfacial complexation: Conquering the conflicts between strength and toughness. ACS Appl. Mater. Interfaces 2020, 12, 32090–32098. [Google Scholar] [CrossRef] [PubMed]
- Chen, F.; Xiang, W.; Sawada, D.; Bai, L.; Hummel, M.; Sixta, H.; Budtova, T. Exploring large ductility in cellulose nanopaper combining high toughness and strength. ACS Nano 2020, 14, 11150–11159. [Google Scholar] [CrossRef] [PubMed]
- Isogai, A. Emerging nanocellulose technologies: Recent developments. Adv. Mater. 2020. Not yet published. [Google Scholar] [CrossRef]
- Page, D.H. A TheoryFfor The Tensile Strength Of Paper. Tappi 1969, 52, 674–681. [Google Scholar]
- Lindström, T.; Fellers, C.; Ankerfors, M.; Glad-Nordmark, G. On the nature of joint strength of paper-Effect of dry strength agents-Revisiting the Page equation. Nordic Pulp Pap. Res J. 2016, 31, 459–468. [Google Scholar] [CrossRef]
- Aulin, C.; Gällstedt, M.; Lindström, T. Oxygen and oil barrier properties of microfibrillated cellulose films and coatings. Cellulose 2010, 17, 559–574. [Google Scholar] [CrossRef]
- Lindström, T. Aspects on nanofibrillated cellulose (NFC) processing, rheology and NFC-film properties. Curr. Opin. Colloid Interface Sci. 2017, 29, 68–75. [Google Scholar] [CrossRef]
- Foster, E.J.; Moon, R.J.; Agarwal, U.P.; Bortner, M.J.; Bras, J.; Camarero Espinosa, S.; Chan, K.J.; Clift, M.J.D.; Cranston, E.D.; Eichhorn, S.J.; et al. Current characterization methods for cellulose nanomaterials. Chem. Soc. Rev. 2018, 47, 2609–2679. [Google Scholar] [CrossRef]
- Naderi, A.; Lindström, T.; Pettersson, T. The state of carboxymethylated nanofibrils after homogenization-aided dilution from concentrated suspensions: A rheological perspective. Cellulose 2014, 21, 2357–2368. [Google Scholar] [CrossRef]
- Benitez, A.J.; Walther, A. Counterion size and nature control structural and mechanical response in cellulose nanofibril papers. Biomacromoleclules 2017, 18, 1642–1653. [Google Scholar] [CrossRef] [PubMed]
- Naderi, A.; Lindström, T.; Erlandsson, J.; Sundström, J.; Flodberg, G. A comparative study of the properties of three nanofibillated cellulose systems that have been produced at about the same energy consumption levels in the mechanical delamination step. Nordic Pulp Pap. Res. J. 2016, 31, 364–371. [Google Scholar] [CrossRef]
- Naderi, A.; Lindström, T.; Sundström, J.; Pettersson, T.; Flodberg, G.; Erlandsson, J. Microfluidized carboxymethyl cellulose modified pulp: A nanofibrillated cellulose system with some attractive properties. Cellulose 2015, 22, 1159–1173. [Google Scholar] [CrossRef]
- Naderi, A.; Lindström, T.; Weise, C.F.; Flodberg, G.; Sundström, J.; Erlandsson, J.; Runebjörk, A.-M. Phosphorylated nanofibrillated cellulose production and properties. Nordic Pulp Pap. Res. J. 2016, 31, 22–31. [Google Scholar] [CrossRef]
- Naderi, A.; Koschella, A.; Heinze, T.; Shih, K.C.; Nieh, M.P.; Pfeifer, A.; Chang, C.C.; Erlandsson, J. Sulfoethylated nanofibrillated cellulose: Production and properties. Carbohydr. Polym. 2017, 169, 515–523. [Google Scholar] [CrossRef] [PubMed]
- Naderi, A.; Larsson, P.T.; Stevanic, J.S.; Lindström, T.; Erlandsson, J. Effect of the size of the charged group on the properties of alkoxylated NFCs. Cellulose 2017, 24, 1307–1317. [Google Scholar] [CrossRef][Green Version]
- Ankerfors, M. Microfibrillated Cellulose: Energy-Efficient Preparation Techniques and Applications in Paper; Royal Institute of Technology: Stockholm, Sweden, 2015. [Google Scholar]
- Iwamoto, S.; Kai, W.; Isogai, T.; Saito, T.; Isogai, A.; Iwata, T. Comparison study of TEMPO-analogous compounds on oxidation efficiency of wood cellulose for preparation of cellulose nanofibrils. Polym. Degrad. Stab. 2010, 95, 1394–1398. [Google Scholar] [CrossRef]
- Naderi, A.; Lindström, T.; Sundström, J. Repeated homogenization, a route for decreasing the energy consumption in the manufacturing process of carboxymethylated nanofibrillated cellulose? Cellulose 2015, 22, 1147–1157. [Google Scholar] [CrossRef]
- Henriksson, M.; Berglund, L.A.; Isaksson, P.; Lindström, T.; Nishino, T. Cellulose nanopaper structures of high toughness. Biomacromolecules 2008, 9, 1579–1585. [Google Scholar] [CrossRef] [PubMed]
- Lindström, T. The World of Nanocellulosic Material Applications; Kouko, J., Lrhto, J., Tuovonen, T., Eds.; PPPS: Jyväskylä, Finland, 2020. [Google Scholar]
- Fall, A.B.; Burman, A.; Wågberg, L. Cellulosic nanofibrils from eucalyptus, acacia and pine fibers. Nordic Pulp Pap. Res. J. 2014, 29, 176–184. [Google Scholar] [CrossRef]
- Rosen, T.; He, H.; Wang, R.; Zhan, C.; Chodankar, S.; Fall, A.; Aulin, C.; Larsson, P.T.; Lindstrom, T.; Hsiao, B.S. Cross-sections of nanocellulose from wood analyzed by quantized polydispersity of elementary microfibrils. ACS Nano 2020, 14, 16743–16754. [Google Scholar] [CrossRef]
- Fischer, W.J.; Mayr, M.; Spirk, S.; Reishofer, D.; Jagiello, L.A.; Schmiedt, R.; Colson, J.; Zankel, A.; Bauer, W. Pulp Fines-Characterization, Sheet Formation, and Comparison to Microfibrillated Cellulose. Polymers 2017, 9, 366. [Google Scholar] [CrossRef] [PubMed]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Crosshead Speed | 1–30 mm/min |
| Sample width | 2–15 mm |
| Span length | 10–50 mm |
| Basis weights | 5–60 g/m2 |
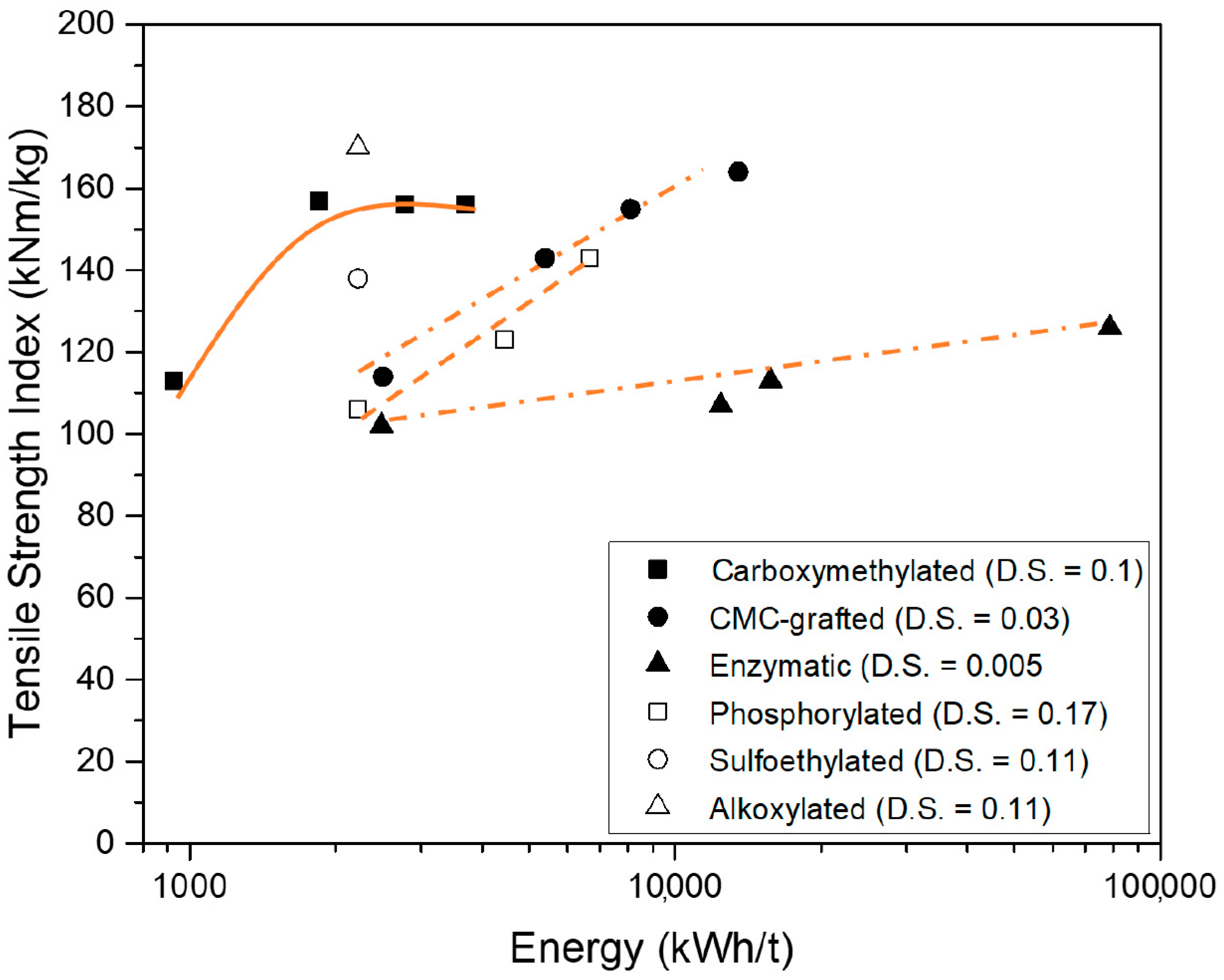
| CNF-Type | System | Delamination Conc. (≈) | ≈Energy (kWh/tonne) | Tensile Strength Index (kNm/kg) | References |
|---|---|---|---|---|---|
| Carboxy methylated (D.S. = 0.1) | 1 × 1700 bar | 2% (w/w) | 2400 | 166 ± 16 | [22] |
| CMC-grafted (D.S. = 0.03) | 5 × 1700 bar | 2% (w/w) | 14,000 | 150 ± 11 | [22] |
| CMC-grafted (D.S = 0.03) | 5 × 1700 bar | 2% (w/w) | 14,000 | 164 ± 12 | [23] |
| Enzymatic (D.S. = 0.005) | 5 × 1700 bar | 2% (w/w) | 12,400 | 107 ± 6 | [22] |
| Phosphorylated D.S. = 0.17) | 3 × 1700 bar | 2% (w/w) | 7200 | 143 ± 12 | [24] |
| Sulfoethylated (D.S. = 0.11) | 1 × 1700 bar | 2% (w/w) | 2400 | 138 ± 5 | [25] |
| Alkoxylated (D.S. = 0.11) | 1 × 1700 bar | 2% (w/w) | 2400 | 170 ± 9 | [26] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lindström, T. A Proposition for the Estimation of the Maximum Tensile Strength of Variously Charged Nanocellulosic Film Materials Provided by Vacuum Filtration. Nanomaterials 2021, 11, 543. https://doi.org/10.3390/nano11020543
Lindström T. A Proposition for the Estimation of the Maximum Tensile Strength of Variously Charged Nanocellulosic Film Materials Provided by Vacuum Filtration. Nanomaterials. 2021; 11(2):543. https://doi.org/10.3390/nano11020543
Chicago/Turabian StyleLindström, Tom. 2021. "A Proposition for the Estimation of the Maximum Tensile Strength of Variously Charged Nanocellulosic Film Materials Provided by Vacuum Filtration" Nanomaterials 11, no. 2: 543. https://doi.org/10.3390/nano11020543
APA StyleLindström, T. (2021). A Proposition for the Estimation of the Maximum Tensile Strength of Variously Charged Nanocellulosic Film Materials Provided by Vacuum Filtration. Nanomaterials, 11(2), 543. https://doi.org/10.3390/nano11020543