
Effect of Cyrtostachys renda Fiber Loading on the Mechanical, Morphology, and Flammability Properties of Multi-Walled Carbon Nanotubes/Phenolic Bio-Composites

 ,
,  ,
,  , ,
, ,  , and
, and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
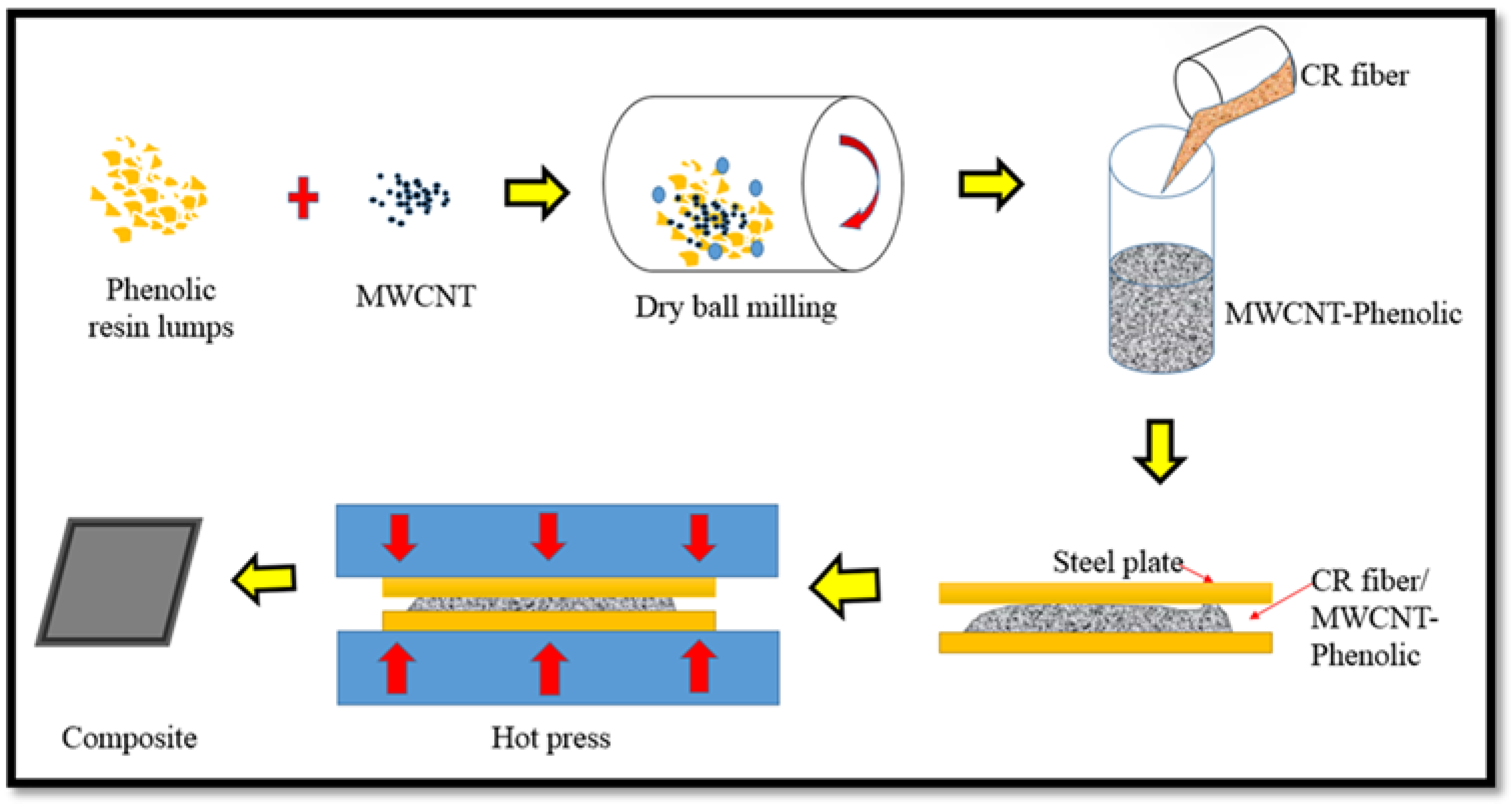
2.2. Fabrication of Polymer Composites
2.3. Characterization
2.3.1. Physical Properties
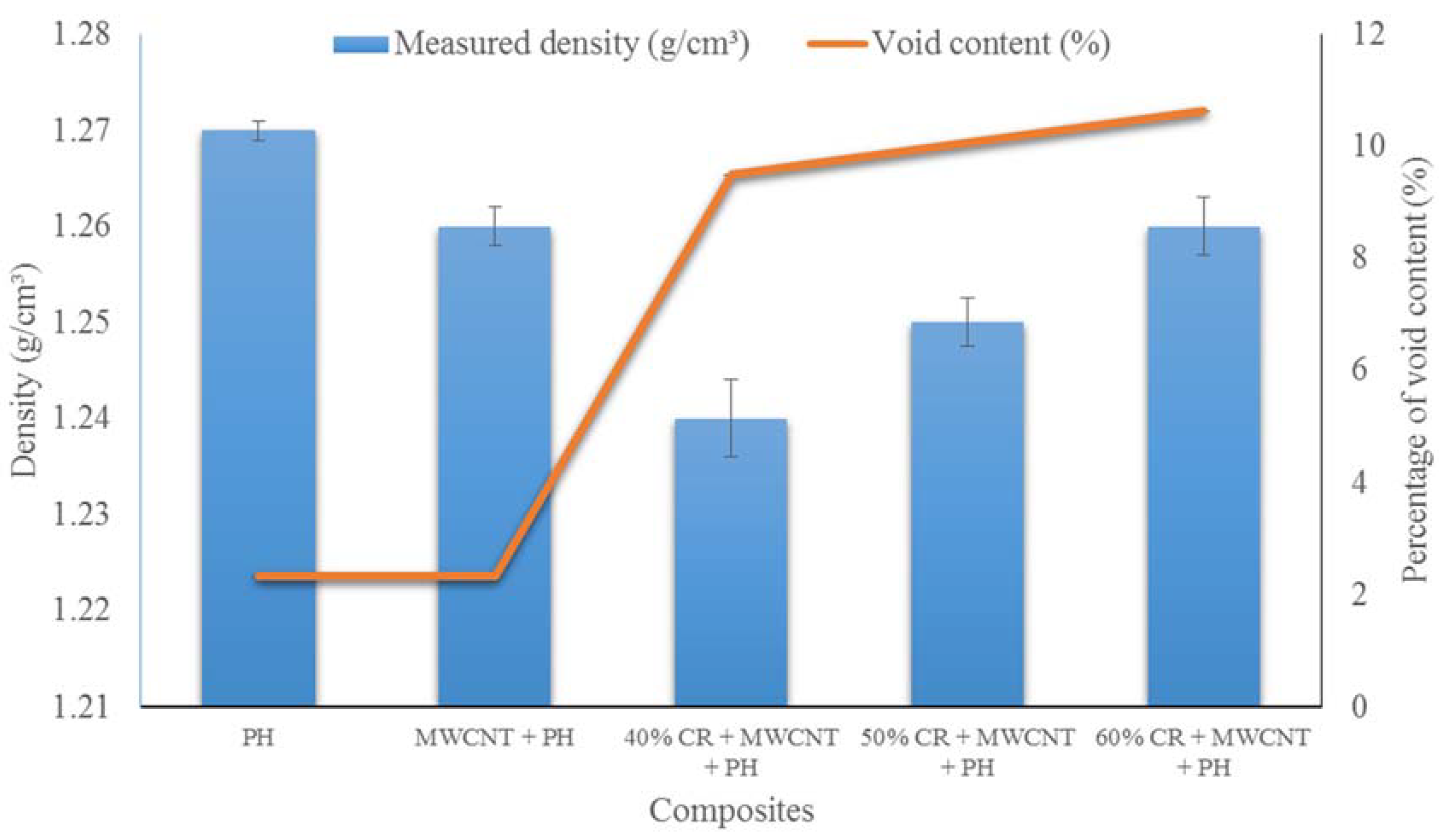
Density and Void Content
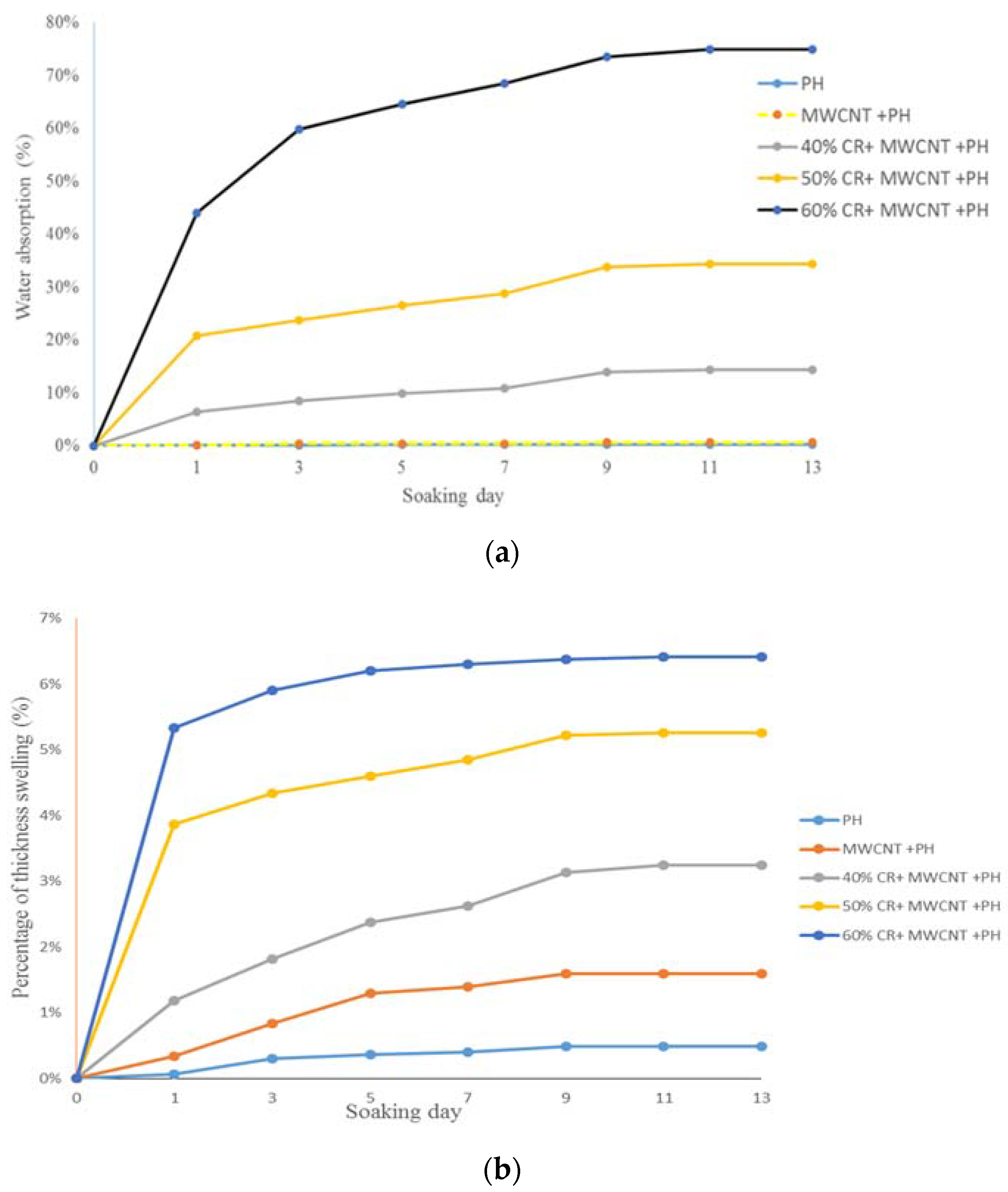
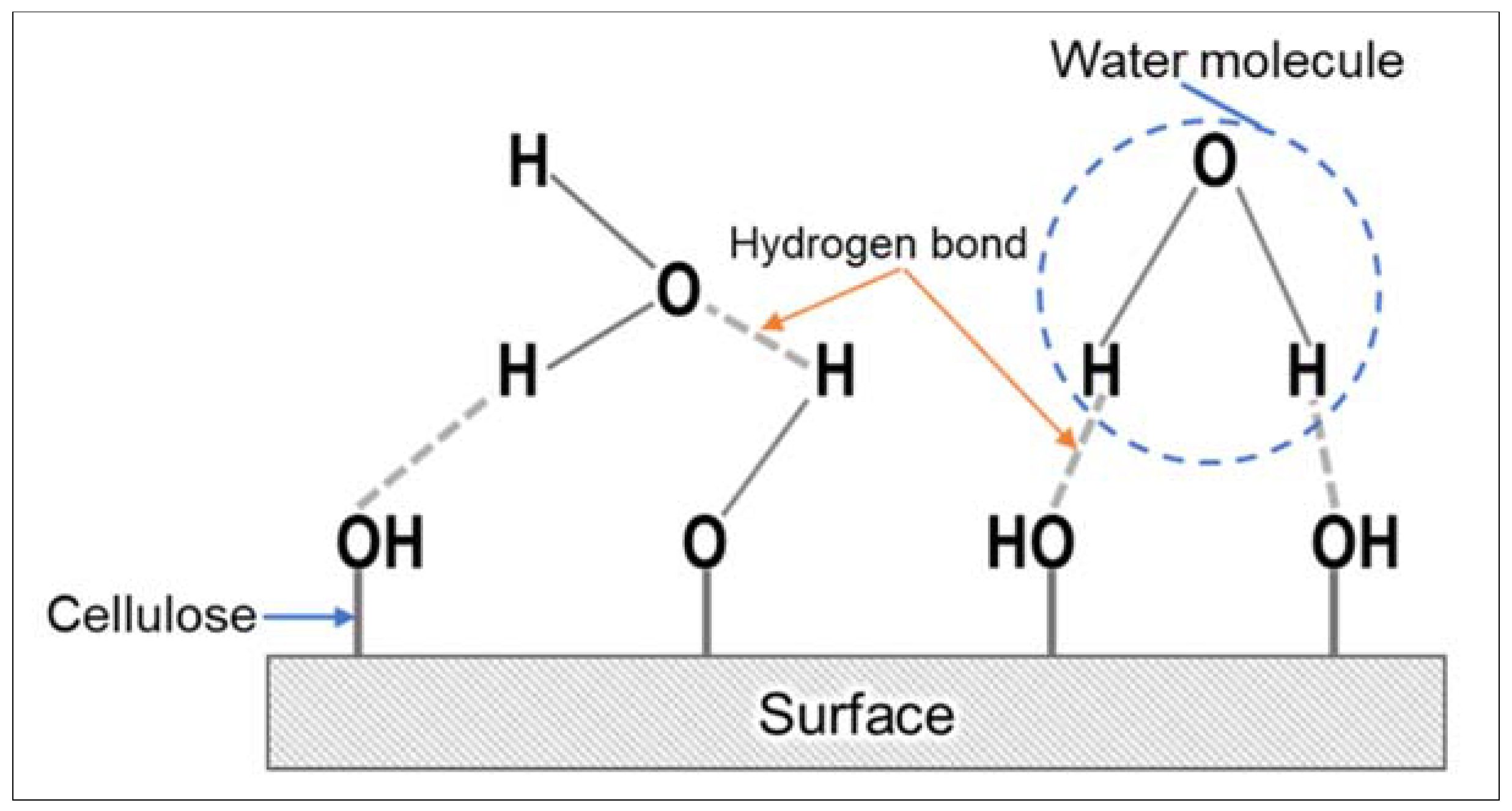
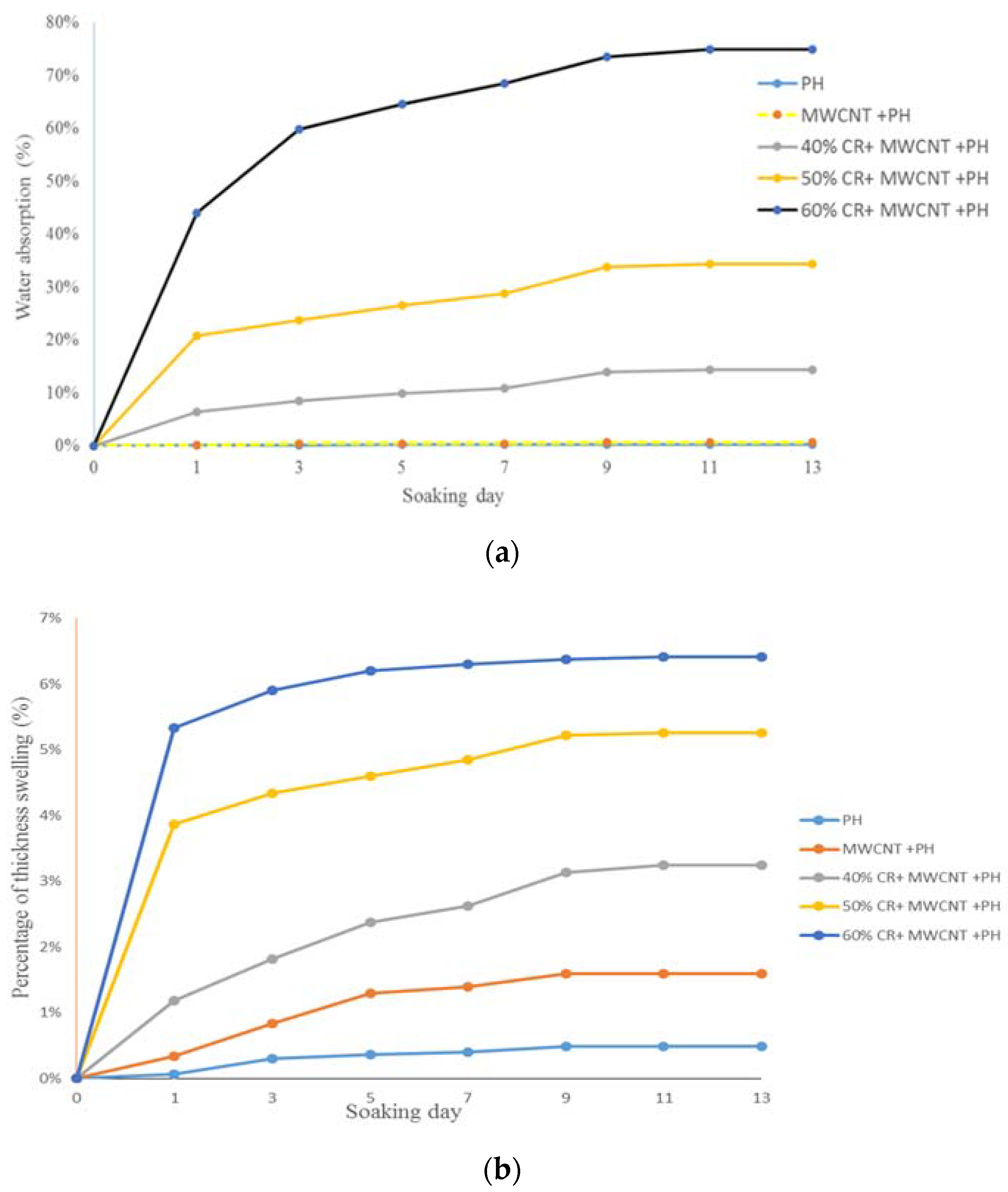
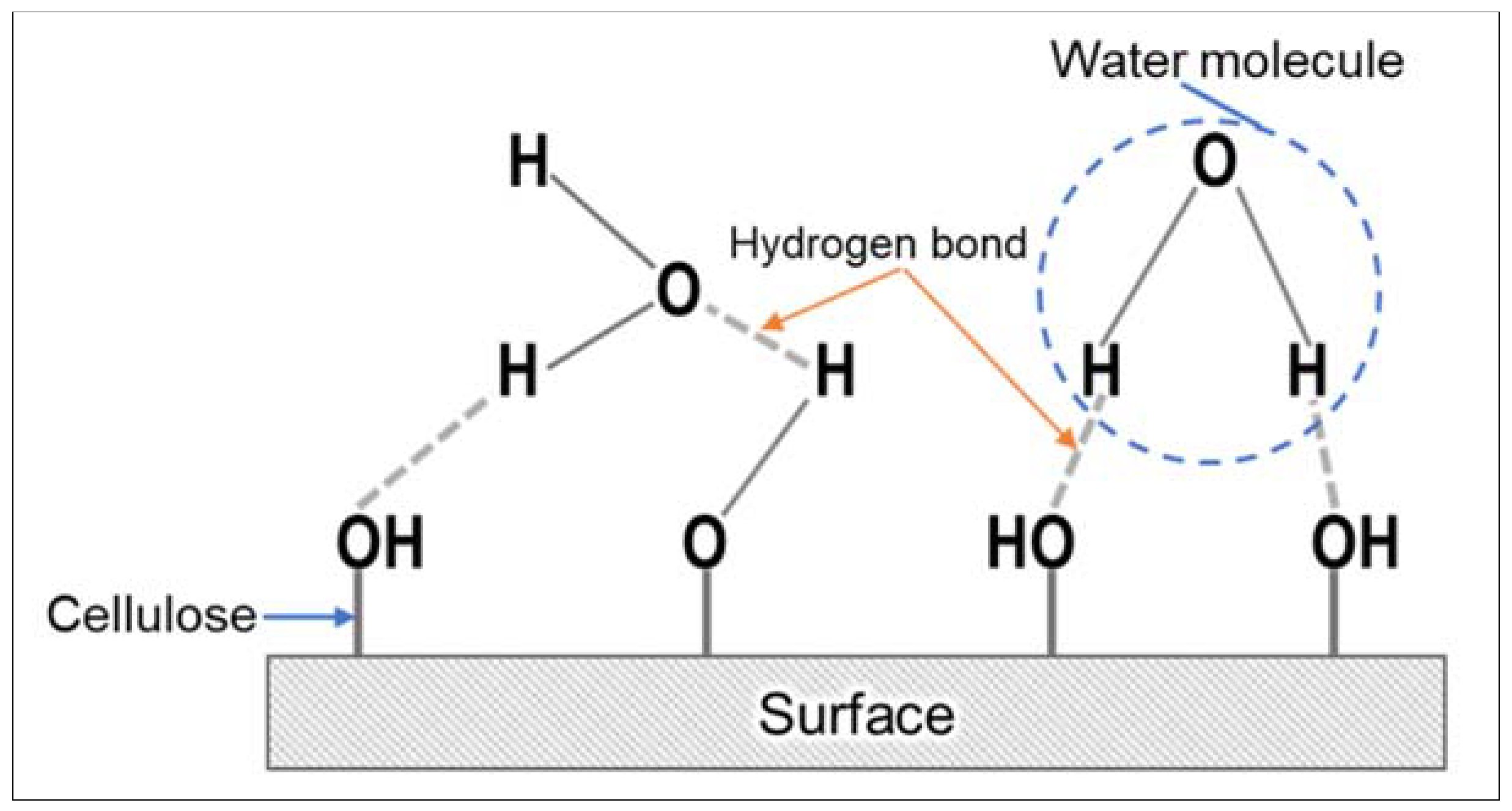
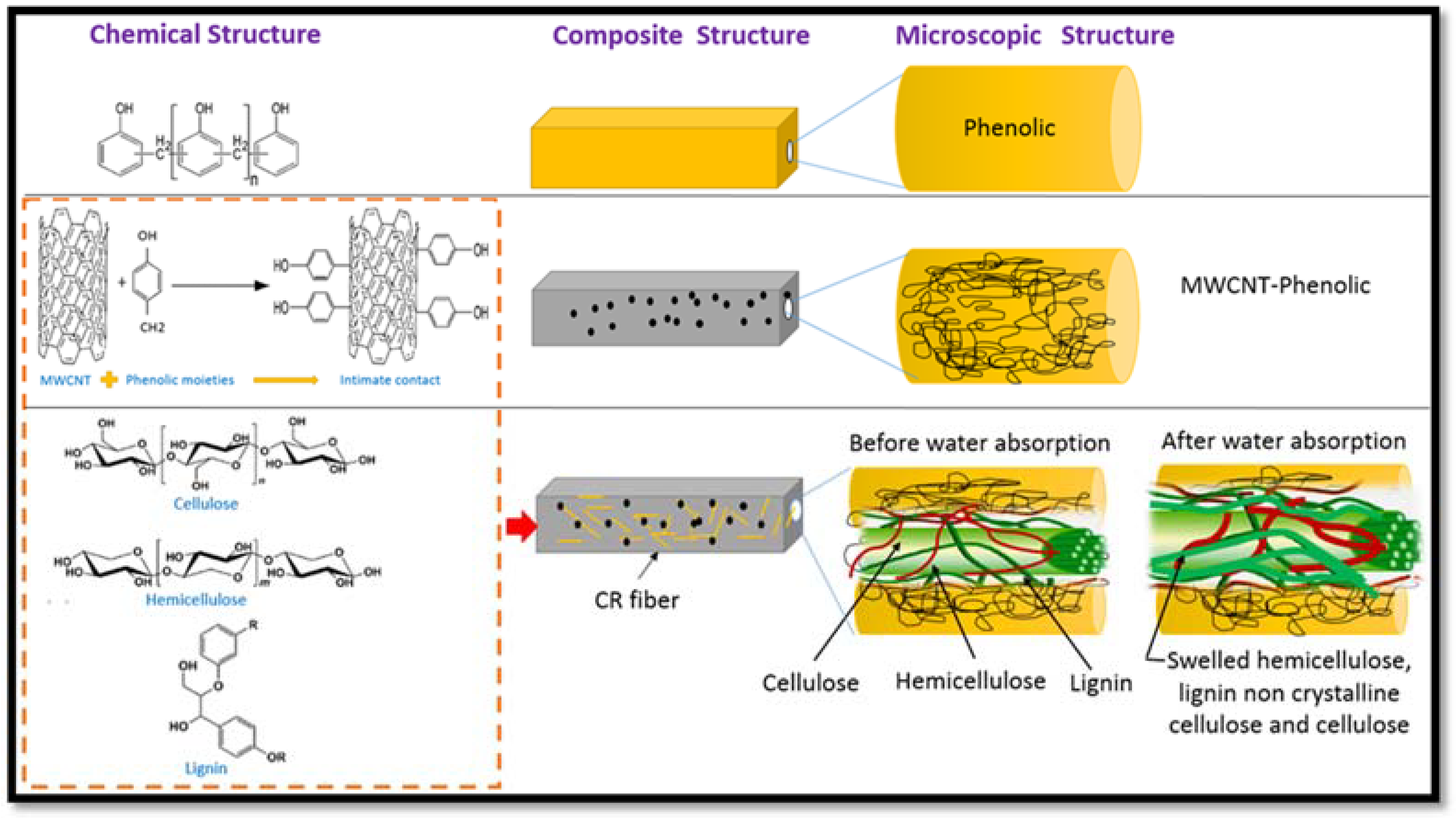
Water Absorption and Thickness Swelling
2.3.2. Mechanical Properties
Tensile Strength
Flexural Strength
Impact
2.3.3. Morphology
2.3.4. Flammability Properties
Underwriters Laboratories (UL 94)
Limiting Oxygen Index (LOI)
2.4. Technique for Order Preference by Similarity to the Ideal Solution (TOPSIS)
3. Results and Discussion
3.1. Physical Properties of CR Fiber-Reinforced MWCNT-Phenolic Composites
3.2. Mechanical Properties of Polymer Composites
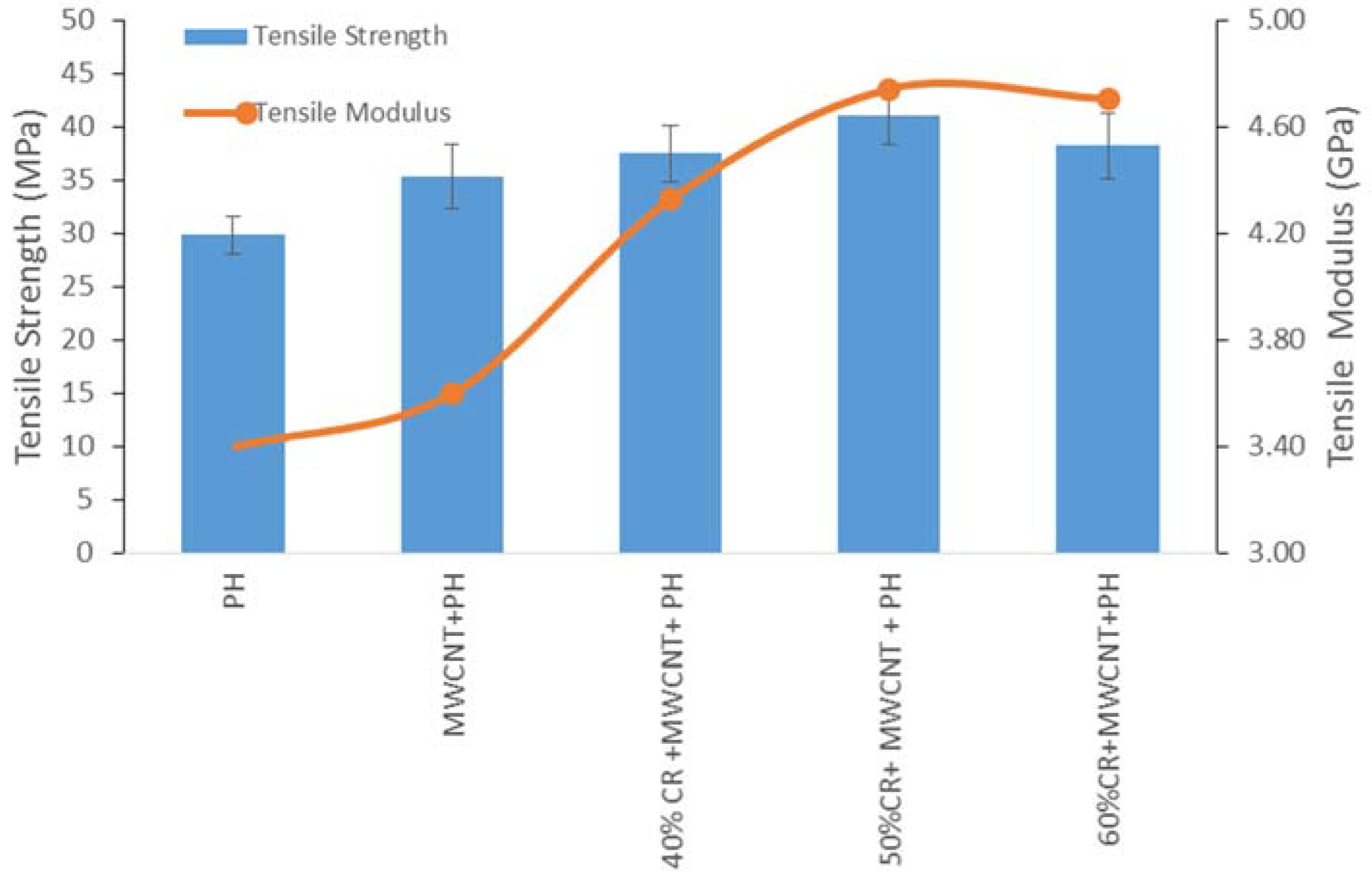
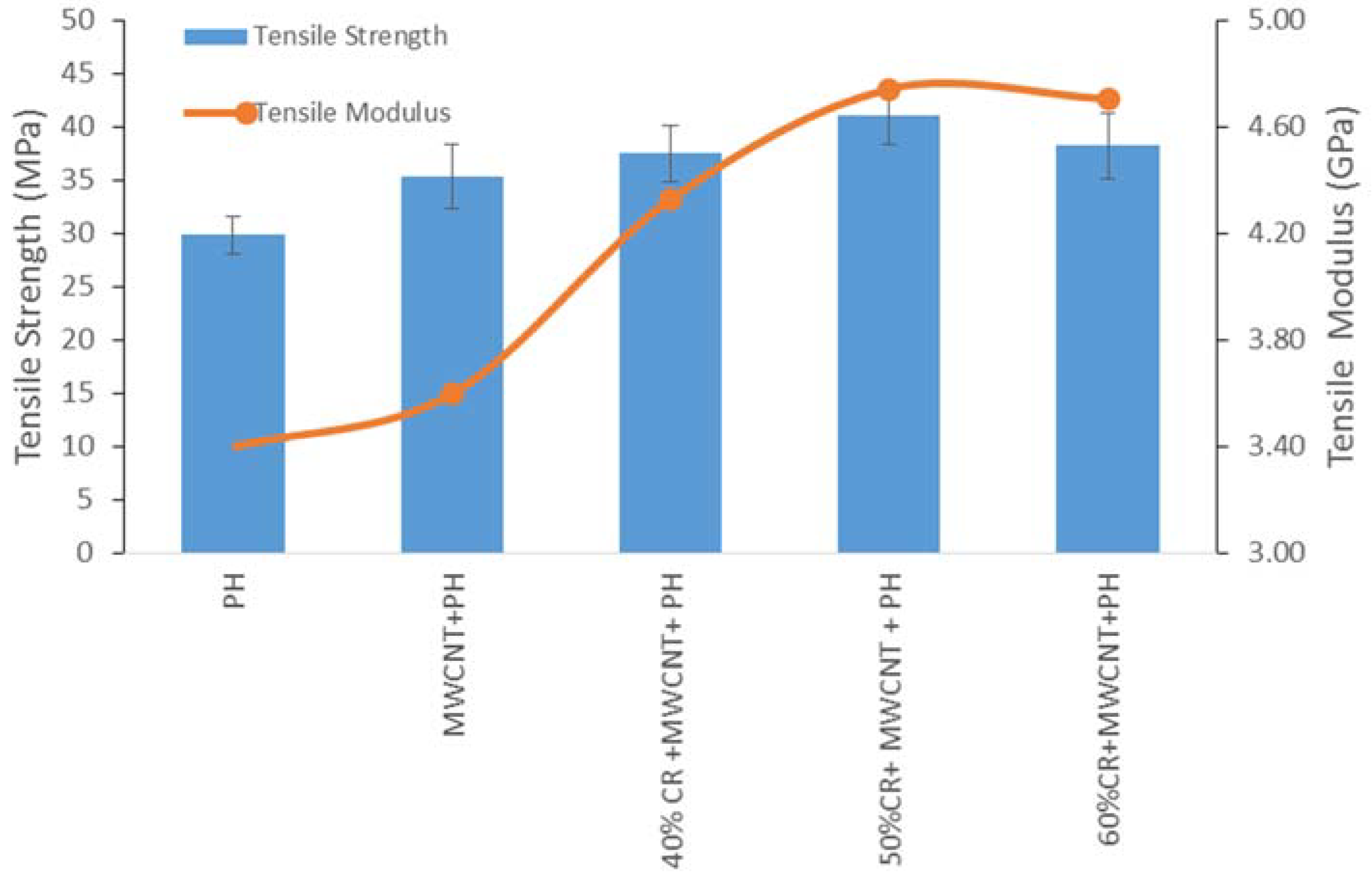
3.2.1. Tensile Strength
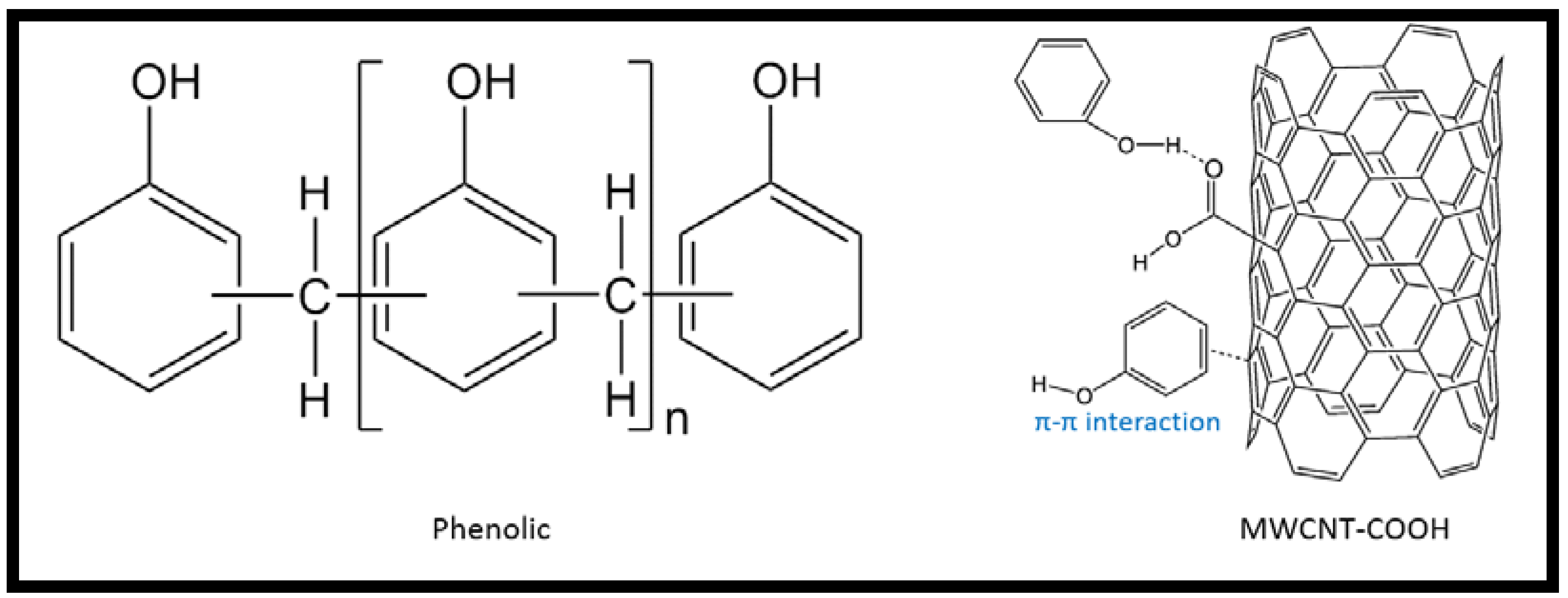
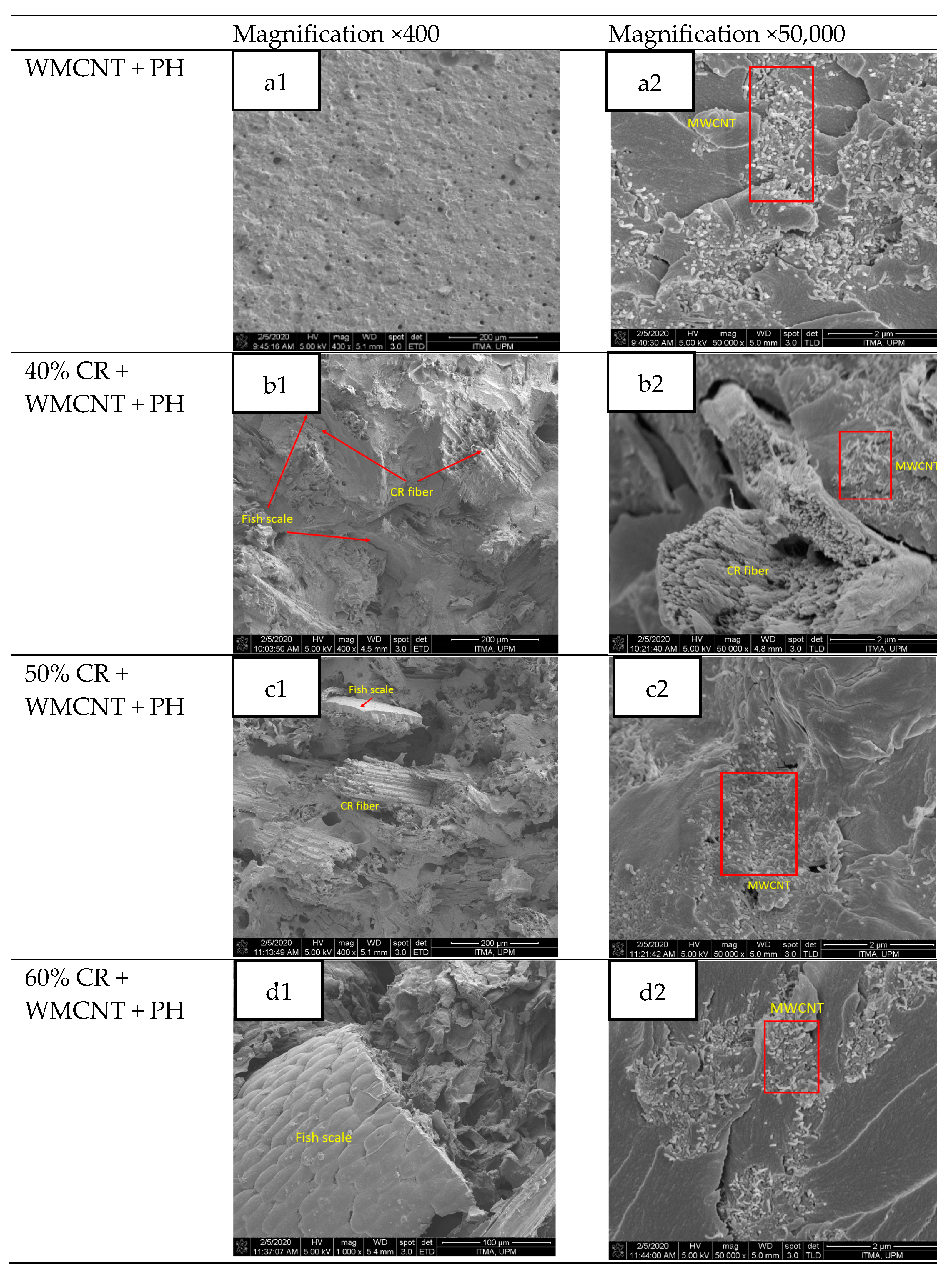
3.2.2. Morphology
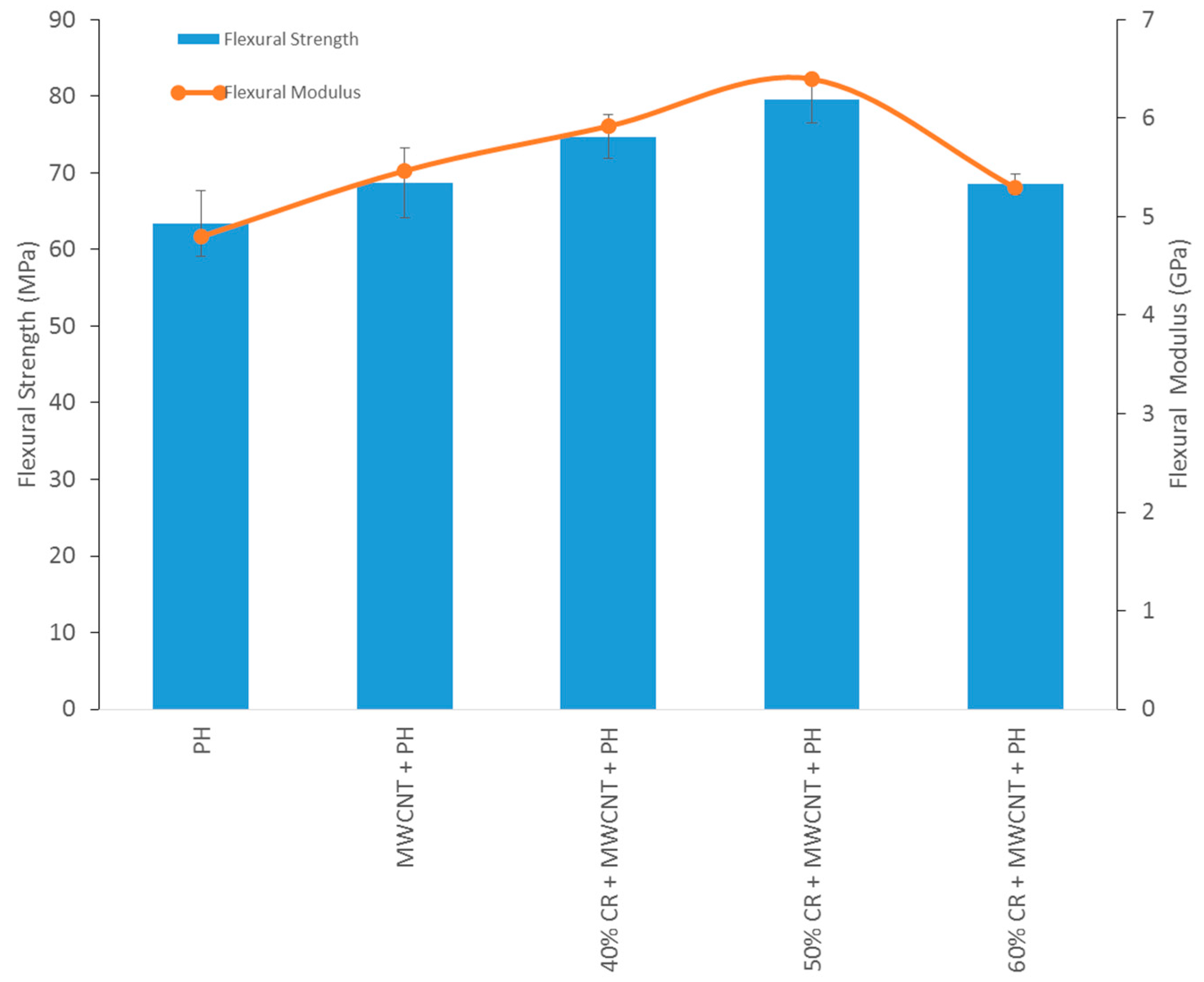
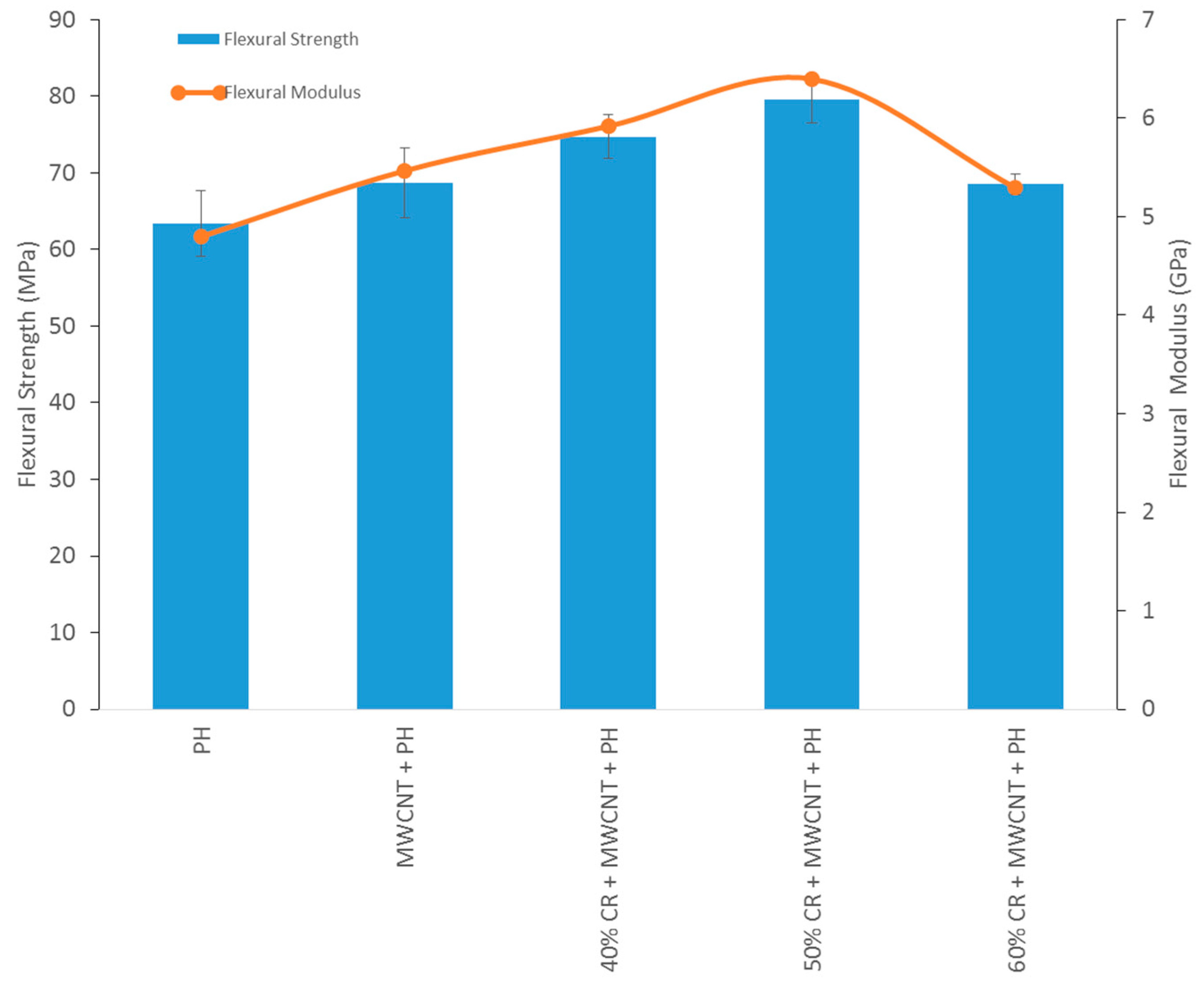
3.2.3. Flexural Strength
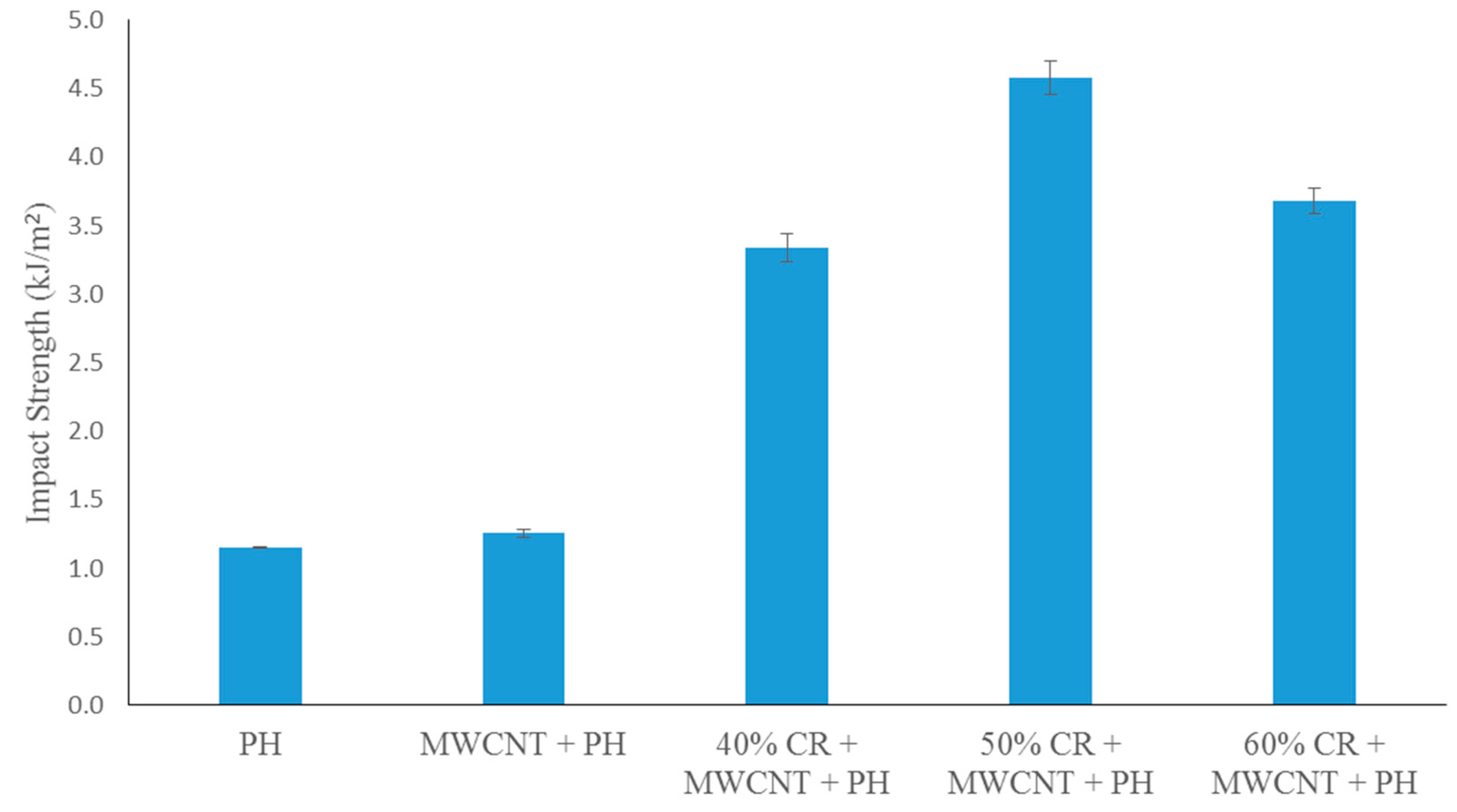
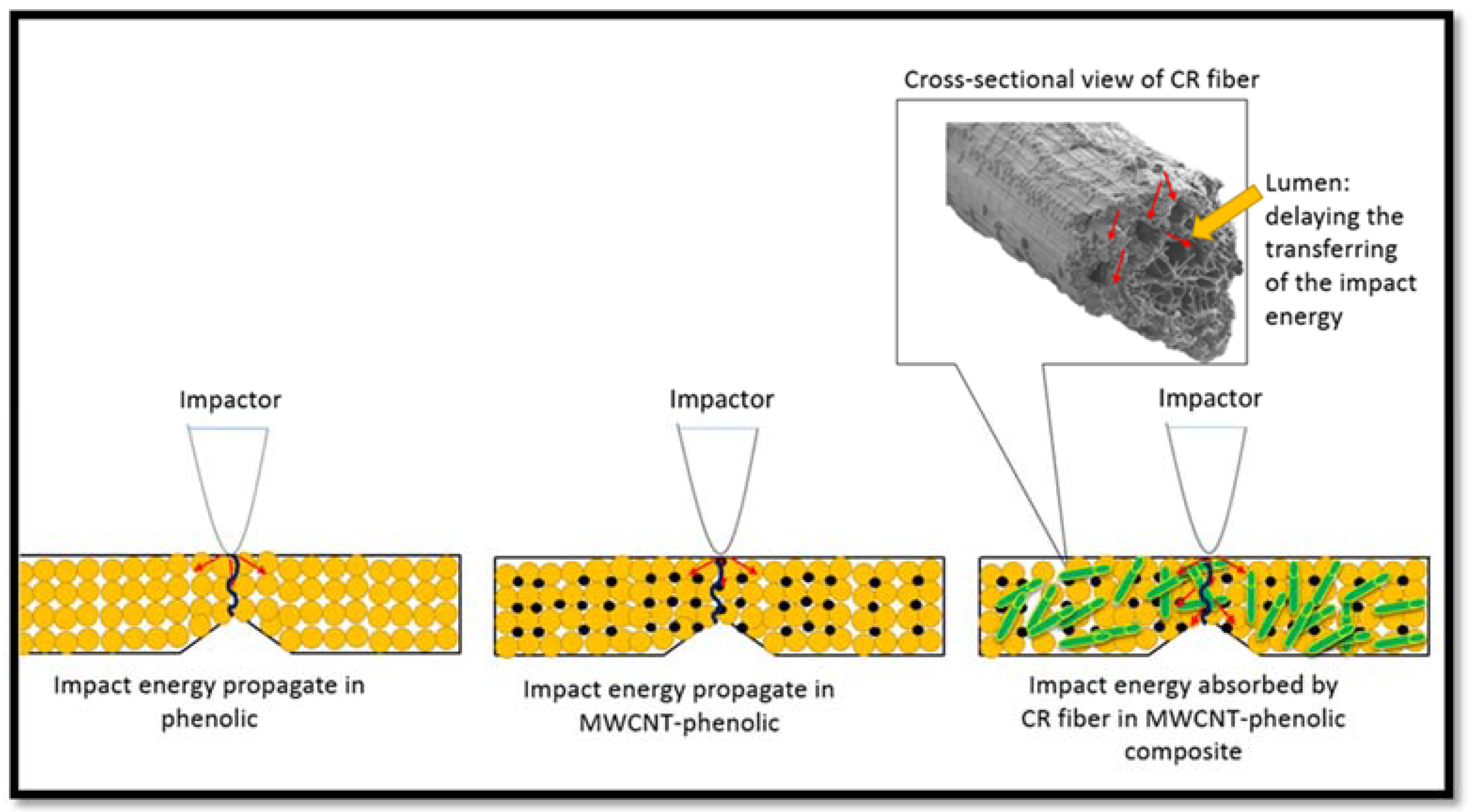
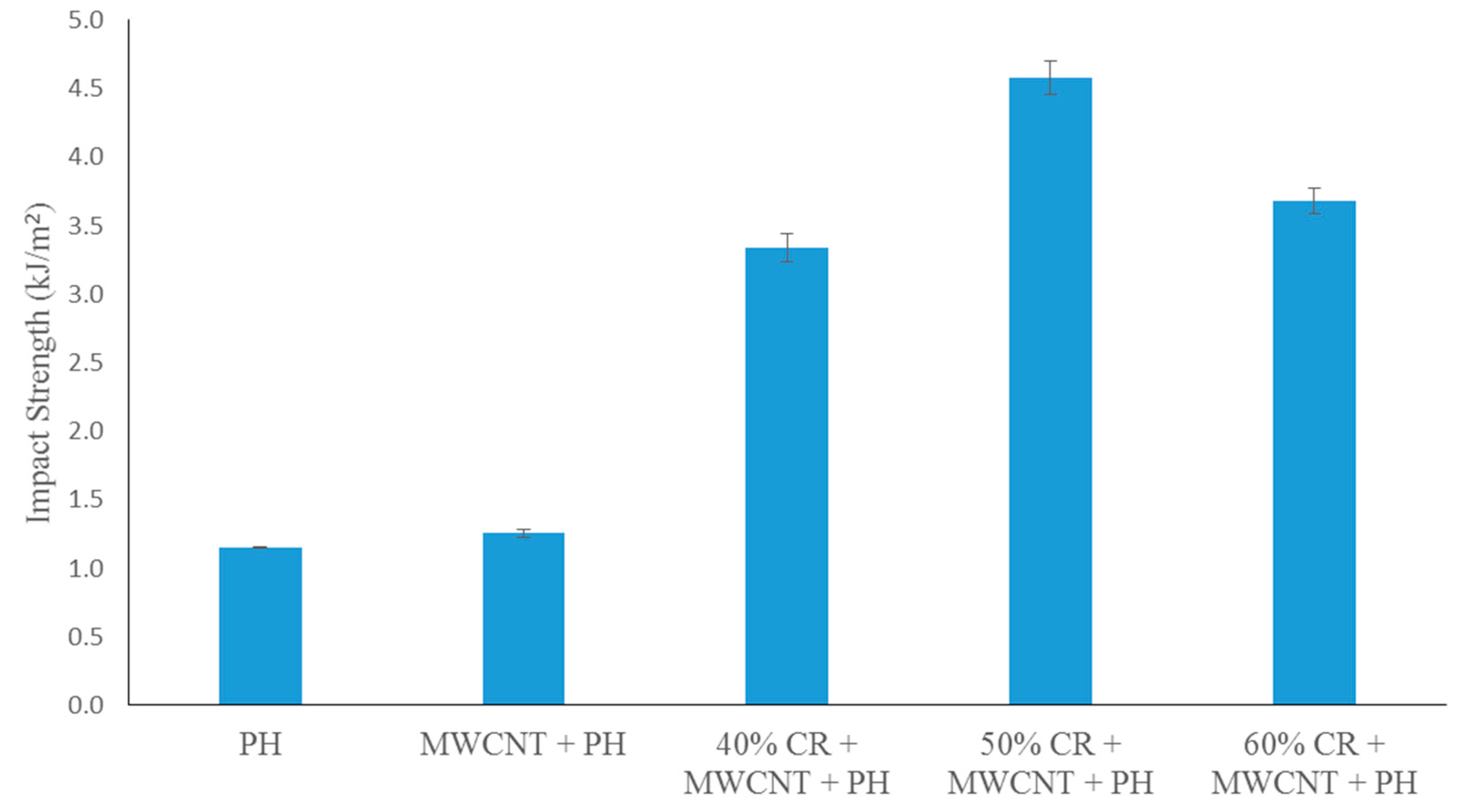
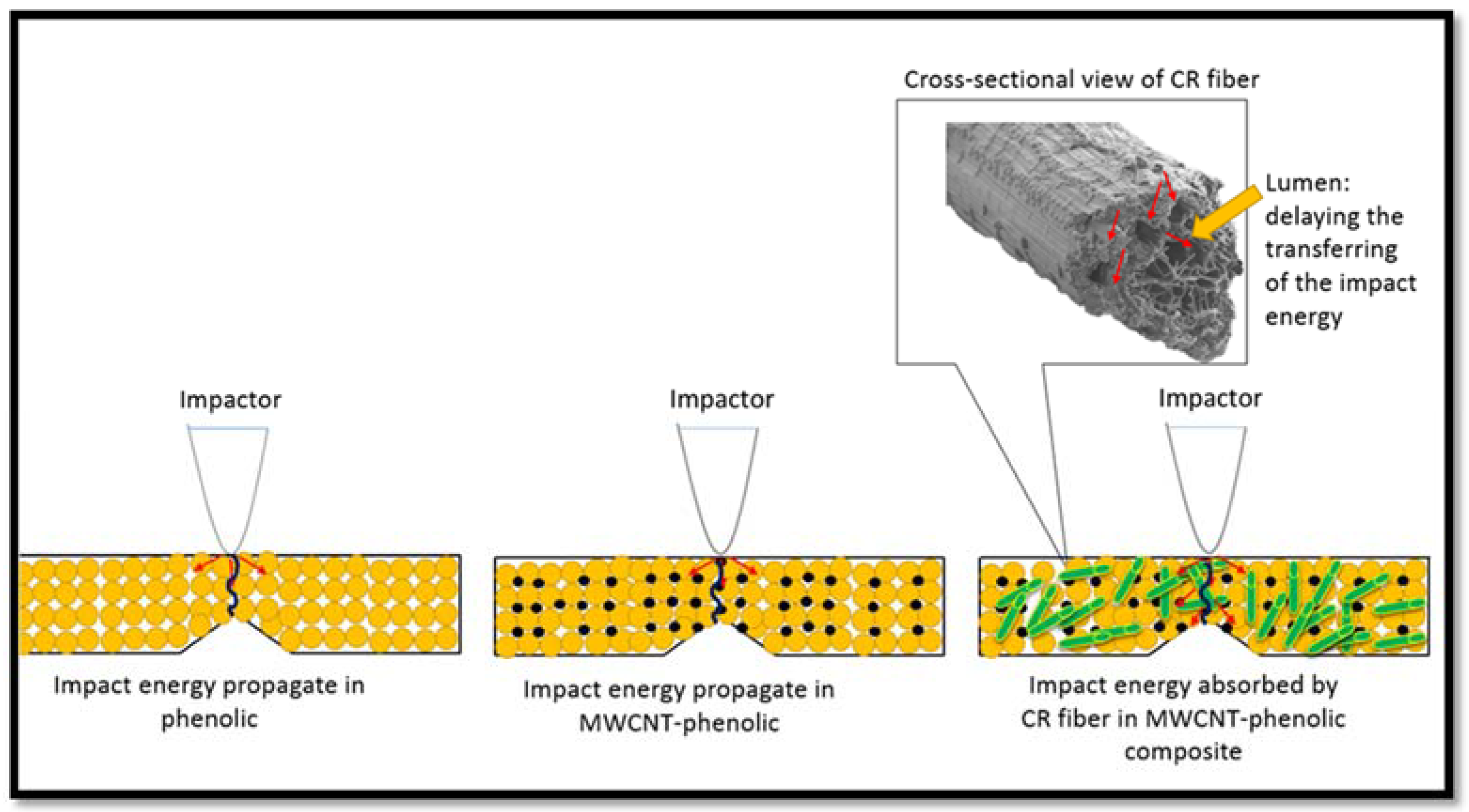
3.2.4. Impact Strength
3.3. Flammability Properties of Polymer Composites
3.3.1. Underwriters Laboratories Test Standard (UL94 Horizontal Burning Test)
3.3.2. Limiting Oxygen Index (LOI)
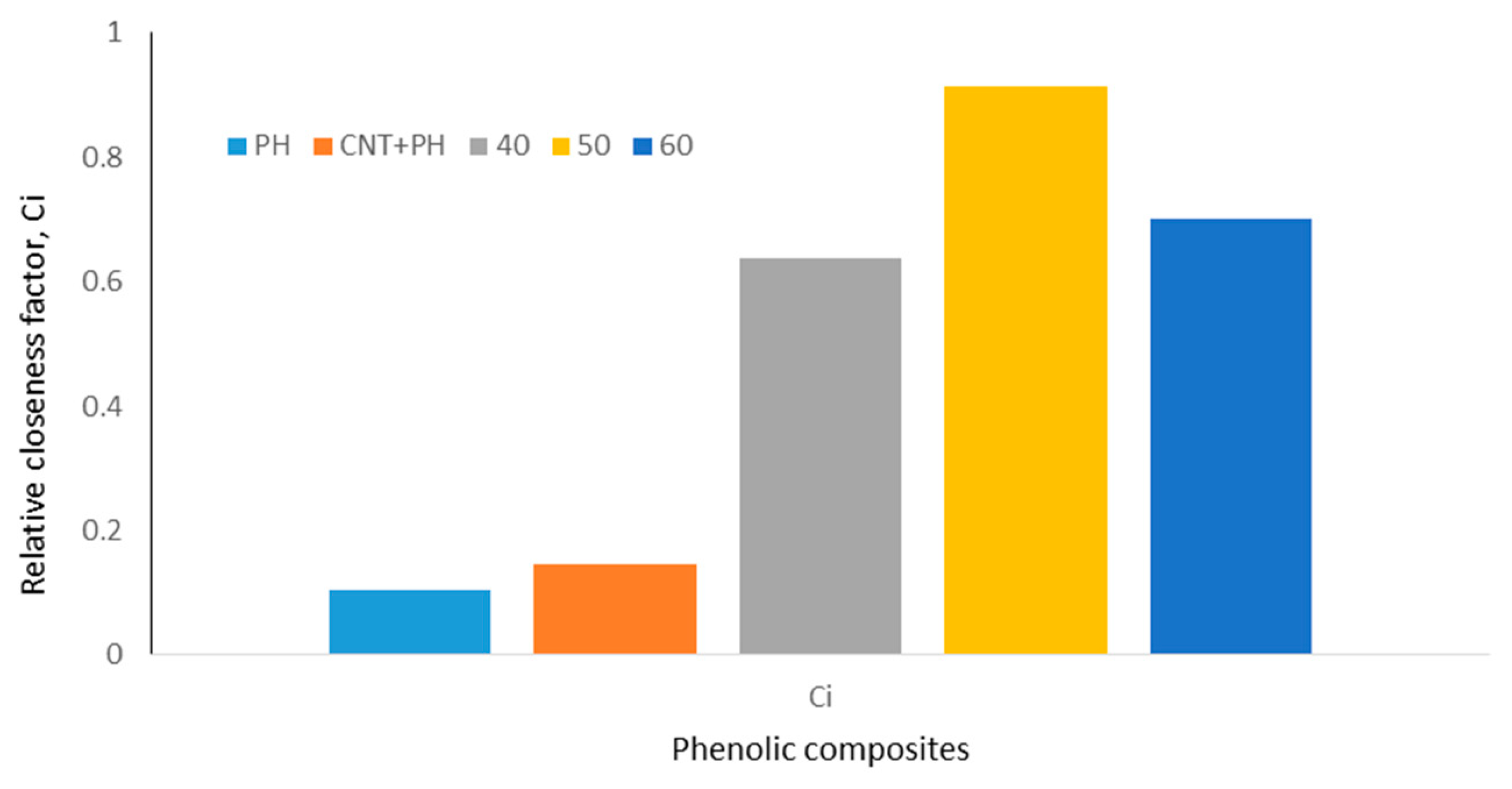
3.4. TOPSIS Method
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Loganathan, T.M.; Burhan, I.; Abdullah, S.K.B.; Sultan, M.T.H.; Karam Singh, S.S.A.; Amran, U. Physical, Mechanical, Thermal Properties of Bio-Phenolic Based Compo-sites. In Phenolic Polymers Based Composite Materials; Springer: Berlin/Heidelberg, Germany, 2020; pp. 169–190. [Google Scholar]
- Cardona, F.; Fedrigo, J.; Kin-Tak, A.L. Novel phenolic resins with improved mechanical and toughness properties. J. Appl. Polym. Sci. 2011, 123, 2131–2139. [Google Scholar] [CrossRef]
- Zhou, J.; Yao, Z.; Chen, Y.; Wei, D.; Wu, Y.; Xu, T. Mechanical and thermal properties of graphene oxide/phenolic resin composite. Polym. Compos. 2013, 34, 1245–1249. [Google Scholar] [CrossRef]
- Yang, G.; Wang, Y.; Xu, H.; Zhou, S.; Jia, S.; Zang, J. Preparation and properties of three dimensional graphene/phenolic resin composites via in-situ polymerization in graphene hydrogels. Appl. Surf. Sci. 2018, 447, 837–844. [Google Scholar] [CrossRef]
- Jahangiri, A.A.; Rostamiyan, Y. Mechanical properties of nano-silica and nano-clay composites of phenol formaldehyde short carbon fibers. J. Compos. Mater. 2019, 54, 1339–1352. [Google Scholar] [CrossRef]
- Marzieh, L.; Kasiriha, S.H.; Shafiee, M. Improvement of Mechanical Properties of Car Brake Pads with Phenolic/Nano Clay Nanocomposite. In Nashrieh Shimi va Mohandesi Shimi Iran; Iranian Institute of Research and Development in Chemical Industries (IRDCI)-ACECR: Tehran, Iran, 2019. [Google Scholar]
- Hadianfard, M.J.; Alizadeh, M.; Moradzaman, M. Effects of Chemical and Mechanical Funtionalization of Carbon Nanotubes on the Behavior of a Cnt/Phenolic Nanocomposite. Boletín del Grupo Español del Carbón 2019, 51, 20–25. [Google Scholar]
- Sarat Kumar, S.; Itishree, J. Polymer/Carbon Nanotube Nanocomposites: A Novel Material. Asian J. Chem. 2010, 22, 1. [Google Scholar]
- Maliha, M.; Md Howlader, I.; Md Milon, H. Properties and Applications of Phenol-ic-Nanocomposites. In Phenolic Polymers Based Composite Materials; Springer: Berlin/Heidelberg, Germany, 2021; pp. 89–109. [Google Scholar]
- Koo, J.H.; Pilato, L.A. Polymer Nanocomposite Ablatives−Part Ii. Int. J. Energetic Mater. Chem. Propuls. 2020, 19, 125–187. [Google Scholar] [CrossRef]
- Pandey, G.; Thostenson, E.T. Carbon Nanotube-Based Multifunctional Polymer Nanocomposites. Polym. Rev. 2012, 52, 355–416. [Google Scholar] [CrossRef]
- Guadagno, L.; Raimondo, M.; Vertuccio, L.; Naddeo, C.; Barra, G.; Longo, P.; Lamberti, P.; Spinelli, G.; Nobile, M. Morphological, rheological and electrical properties of composites filled with carbon nanotubes functionalized with 1-pyrenebutyric acid. Compos. Part B Eng. 2018, 147, 12–21. [Google Scholar] [CrossRef]
- Raimondo, M.; Naddeo, C.; Vertuccio, L.; Bonnaud, L.; Dubois, P.; Binder, W.H.; Sorrentino, A.; Guadagno, L. Multifunctionality of structural nanohybrids: The crucial role of carbon nanotube covalent and non-covalent functionalization in enabling high thermal, mechanical and self-healing performance. Nanotechnology 2020, 31, 225708. [Google Scholar] [CrossRef]
- Njuguna Kamau, M. Characterisation of Multi Wall Carbon Nanotube–Polymer Composites for Strain Sensing Applications; Queensland University of Technology: Queensland, Australia, 2012. [Google Scholar]
- Yaolin, Z.; Wang, X.-M.; Feng, M.; Brunette, G.; Cheng, F.; Simard, B. Phe-nol-Formaldehyde Polymer with Carbon Nanotubes, a Method of Producing Same, and Products Derived Therefrom. Canada Patent CA2806517A1, 26 August 2014. [Google Scholar]
- Mathur, R.; Singh, B.; Dhami, T.; Kalra, Y.; Lal, N.; Rao, R.; Rao, A. Influence of carbon nanotube dispersion on the mechanical properties of phenolic resin composites. Polym. Compos. 2009, 31, 321–327. [Google Scholar] [CrossRef]
- Junjie, C.; Liu, B.; Gao, X.; Xu, D. A Review of the Interfacial Characteristics of Polymer Nano—Composites Containing Carbon Nanotubes. RSC Adv. 2018, 8, 28048–28085. [Google Scholar]
- Taherian, R.; Moradzaman, M.; Hadianfard, M.J.; Golikand, A.N. The Optimization of Ball Milling Method in Preparation of Phenolic/Functionalized Multi-Wall Carbon Nanotube Composite and Comparison with Wet Method. Int. J. Eng. Res. Afr. 2011, 5, 16–29. [Google Scholar] [CrossRef]
- Eslami, Z.; Yazdani, F.; Mirzapour, M.A. Thermal and mechanical properties of phenolic-based composites reinforced by carbon fibres and multiwall carbon nanotubes. Compos. Part A: Appl. Sci. Manuf. 2015, 72, 22–31. [Google Scholar] [CrossRef]
- Chaiwan, P.; Pumchusak, J. Wet vs. Dry Dispersion Methods for Multiwall Carbon Nanotubes in the High Graphite Content Phenolic Resin Composites for Use as Bipolar Plate Application. Electrochim. Acta 2015, 158, 1–6. [Google Scholar] [CrossRef]
- Loganathan, T.M.; Sultan, M.T.H.; Ahsan, Q.; Shah, A.U.M.; Jawaid, M.; Talib, A.R.A.; Basri, A.A. Physico-Mechanical and Flammability Properties of Cyrtostachys renda Fi-bers Reinforced Phenolic Resin Bio-Composites. J. Polym. Environ. 2021, 1–18. [Google Scholar] [CrossRef]
- Chaiwan, P.; Pumchusak, J. The Synergistic Effects of Multi-Filler Addition on the Mechanical and Thermo-Mechanical Properties of Phenolic Resins. Mater. Sci. Forum 2018, 940, 23–27. [Google Scholar] [CrossRef]
- Asim, M.; Jawaid, M.; Abdan, K.; Ishak, M.R. Effect of pineapple leaf fibre and kenaf fibre treatment on mechanical performance of phenolic hybrid composites. Fibers Polym. 2017, 18, 940–947. [Google Scholar] [CrossRef]
- Rashid, B.; Leman, Z.; Jawaid, M.; Ghazali, M.J.; Ishak, M.R. Effect of Treatments on the Physical and Morphological Properties of SPF/Phenolic Composites. J. Nat. Fibers 2017, 14, 645–657. [Google Scholar] [CrossRef]
- Loganathan, T.M.; Sultan, M.T.H.; Ahsan, Q.; Shah, A.U.M.; Jawaid, M.; Talib, A.R.A.; Basri, A.A. Physical, Mechanical, and Morphological Properties of Hybrid Cyrtostachys Renda/Kenaf Fiber Reinforced with Multi-Walled Carbon Nanotubes (MWCNT)-Phenolic Composites. Polymers 2021. paper accepted. [Google Scholar]
- De Albuquerque, A.C.; Joseph, K.; de Carvalho, L.H.; d’Almeida, J.R.M. Effect of Wetta-bility and Ageing Conditions on the Physical and Mechanical Properties of Uniaxially Oriented Jute-Roving-Reinforced Polyester Composites. Compos. Sci. Technol. 2000, 60, 833–844. [Google Scholar] [CrossRef]
- Al-Maharma, A.Y.; Al-Huniti, N. Critical Review of the Parameters Affecting the Effectiveness of Moisture Absorption Treatments Used for Natural Composites. J. Compos. Sci. 2019, 3, 27. [Google Scholar] [CrossRef] [Green Version]
- Loganathan, T.M.; Sultan, M.T.H.; Jawaid, M.; Ahsan, Q.; Naveen, J.; Perumal, V. Characterization of New Cellulosic Cyrtostachys renda and Ptychosperma Macarthurii Fibers from Landscaping Plants. J. Nat. Fibers 2020, 1–16. [Google Scholar] [CrossRef]
- Merdas, I.; Thominette, F.; Tcharkhtchi, A.; Verdú, J. Factors governing water absorption by composite matrices. Compos. Sci. Technol. 2002, 62, 487–492. [Google Scholar] [CrossRef]
- Nogueira, P.; Torres, A.; Abad, M.J.; Cano, J.; Barral, L. Effect of water sorption on the structure and mechanical properties of an epoxy resin system. J. Appl. Polym. Sci. 2001, 80, 71–80. [Google Scholar] [CrossRef]
- Zhou, J.; Lucas, J.P. Hygrothermal effects of epoxy resin. Part I: The nature of water in epoxy. Polymers 1999, 40, 5505–5512. [Google Scholar] [CrossRef]
- Popineau, S.; Rondeau-Mouro, C.; Gaillet, C.; Shanahan, M.E. Free/bound water absorption in an epoxy adhesive. Polymers 2005, 46, 10733–10740. [Google Scholar] [CrossRef]
- Starkova, O.; Buschhorn, S.; Mannov, E.; Schulte, K.; Aniskevich, A. Water transport in epoxy/MWCNT composites. Eur. Polym. J. 2013, 49, 2138–2148. [Google Scholar] [CrossRef]
- Chami Khazraji, A.; Sylvain, R. Interaction Effects between Cellulose and Water in Nanocrystalline and Amorphous Regions: A Novel Approach Using Molecular Modeling. J. Nanomater. 2013. [Google Scholar] [CrossRef] [Green Version]
- Loganathan, T.M.; Sultan, M.T.H.; Ahsan, Q.; Jawaid, M.; Naveen, J.; Shah, A.U.M.; Hua, L.S. Characterization of alkali treated new cellulosic fibre from Cyrtostachys renda. J. Mater. Res. Technol. 2020, 9, 3537–3546. [Google Scholar] [CrossRef]
- Zulfli, N.M.; Bakar, A.A.; Chow, W.S. Mechanical and Water Absorption Behaviors of Carbon Nanotube Re-inforced Epoxy/Glass Fiber Laminates. J. Reinf. Plastics Compos. 2013, 32, 1715–1721. [Google Scholar] [CrossRef]
- Yetgin, S.H. Effect of multi walled carbon nanotube on mechanical, thermal and rheological properties of polypropylene. J. Mater. Res. Technol. 2019, 8, 4725–4735. [Google Scholar] [CrossRef]
- Pravin, J.; Khan, A.A.; Massimo, R.; Carlo, R.; Alberto, T. Multiwalled Carbon nanotube—Strength to polymer composite. Phys. Sci. Rev. 2016, 1. [Google Scholar] [CrossRef]
- Yeh, M.-K.; Tai, N.-H.; Lin, Y.-J. Mechanical properties of phenolic-based nanocomposites reinforced by multi-walled carbon nanotubes and carbon fibers. Compos. Part A Appl. Sci. Manuf. 2008, 39, 677–684. [Google Scholar] [CrossRef]
- Park, J.M.; Wang, Z.J.; Kwon, D.J.; Gu, G.Y.; Lee, W.I.; Park, J.K.; DeVries, K.L. Lawrence DeVries. Optimum Dispersion Conditions and Interfacial Modification of Carbon Fiber and Cnt–Phenolic Composites by Atmos-pheric Pressure Plasma Treatment. Compos. Part B Eng. 2012, 43, 2272–2278. [Google Scholar] [CrossRef]
- Agrawal, P.R.; Singh, N.; Kumari, S.; Dhakate, S.R. Multiwall Carbon Nanotube Embedded Phe-nolic Resin-Based Carbon Foam for the Removal of as (V) from Contaminated Water. Mater. Res. Express 2018, 5, 035601. [Google Scholar] [CrossRef]
- Wagner, H.D.; Lourie, O.; Feldman, Y.; Tenne, R. Stress-induced fragmentation of multiwall carbon nanotubes in a polymer matrix. Appl. Phys. Lett. 1998, 72, 188–190. [Google Scholar] [CrossRef]
- Bose, S.; Khare, R.A.; Moldenaers, P. Assessing the strengths and weaknesses of various types of pre-treatments of carbon nanotubes on the properties of polymer/carbon nanotubes composites: A critical review. Polymers 2010, 51, 975–993. [Google Scholar] [CrossRef] [Green Version]
- Botelho, E.C.; Edwards, E.R.; Bittmann, B.; Burkhart, T. Dispersing carbon nanotubes in phenolic resin using an aqueous solution. J. Braz. Chem. Soc. 2011, 22, 2040–2047. [Google Scholar] [CrossRef] [Green Version]
- Rajak, D.K.; Pagar, D.D.; Menezes, P.L.; Linul, E. Fiber-Reinforced Polymer Composites: Manufacturing, Properties, and Applications. Polymers 2019, 11, 1667. [Google Scholar] [CrossRef] [Green Version]
- Salman, S.D.; Leman, Z.; Sultan, M.T.H.; Ishak, M.R.; Cardona, F. Influence of Fiber Content on Mechanical and Morphological Properties of Woven Kenaf Reinforced PVB Film Produced Using a Hot Press Technique. Int. J. Polym. Sci. 2016, 2016, 1–11. [Google Scholar] [CrossRef] [Green Version]
- Chen, P.; Lu, C.; Yu, Q.; Gao, Y.; Li, J.; Li, X. Influence of fiber wettability on the interfacial adhesion of continuous fiber-reinforced PPESK composite. J. Appl. Polym. Sci. 2006, 102, 2544–2551. [Google Scholar] [CrossRef]
- Anuar, H.; Ahmad, S.H.; Rasid, R.; Ahmad, A.; Busu, W.W. Mechanical Properties and Dynamic Me-chanical Analysis of Thermoplastic-Natural-Rubber-Reinforced Short Carbon Fiber and Kenaf Fiber Hybrid Composites. J. Appl. Polymer Sci. 2008, 107, 4043–4052. [Google Scholar] [CrossRef]
- Srikanth, I.; Padmavathi, N.; Kumar, S.; Ghosal, P.; Kumar, A.; Subrahmanyam, C. Mechanical, thermal and ablative properties of zirconia, CNT modified carbon/phenolic composites. Compos. Sci. Technol. 2013, 80, 1–7. [Google Scholar] [CrossRef]
- Tahermansouri, H.; Dehghan, Z.; Kiani, F. Phenol adsorption from aqueous solutions by functionalized multiwalled carbon nanotubes with a pyrazoline derivative in the presence of ultrasound. RSC Adv. 2015, 5, 44263–44273. [Google Scholar] [CrossRef]
- Camargo, P.H.C.; Satyanarayana, K.G.; Wypych, F. Nanocomposites: Synthesis, structure, properties and new application opportunities. Mater. Res. 2009, 12, 1–39. [Google Scholar] [CrossRef] [Green Version]
- Zare, Y. Study of nanoparticles aggregation/agglomeration in polymer particulate nanocomposites by mechanical properties. Compos. Part A Appl. Sci. Manuf. 2016, 84, 158–164. [Google Scholar] [CrossRef]
- Park, Y.; Doherty, W.; Halley, P. Developing lignin-based resin coatings and composites. Ind. Crop. Prod. 2008, 27, 163–167. [Google Scholar] [CrossRef]
- Anwar, U.; Paridah, M.; Hamdan, H.; Sapuan, S.; Bakar, E. Effect of curing time on physical and mechanical properties of phenolic-treated bamboo strips. Ind. Crop. Prod. 2009, 29, 214–219. [Google Scholar] [CrossRef]
- Megiatto, J.D., Jr.; Silva, C.G.; Rosa, D.S.; Frollini, E. Sisal Chemically Modified with Lignins: Correlation between Fibers and Phenolic Composites Properties. Polymer Degrad. Stab. 2008, 93, 11091121. [Google Scholar] [CrossRef]
- Rojo, E.; Alonso, M.V.; Oliet, M.; Del Saz-Orozco, B.; Rodriguez, F. Effect of fiber loading on the properties of treated cellulose fiber-reinforced phenolic composites. Compos. Part B Eng. 2015, 68, 185–192. [Google Scholar] [CrossRef]
- Nurulaini, B.; Romli, A.Z.; Abidin, M.H. Tensile and Flexural Properties of Casuarina Equi-setifolia Unsaturated Polyester Composites. Adv. Mater. Res. 2013, 812, 231–235. [Google Scholar] [CrossRef]
- Rashid, B.; Leman, Z.; Jawaid, M.; Ghazali, M.J.; Ishak, M.R. The mechanical performance of sugar palm fibres (ijuk) reinforced phenolic composites. Int. J. Precis. Eng. Manuf. 2016, 17, 1001–1008. [Google Scholar] [CrossRef]
- Asim, M.; Jawaid, M.; Khan, A.; Asiri, A.M.; Malik, M.A. Effects of Date Palm fibres loading on mechanical, and thermal properties of Date Palm reinforced phenolic composites. J. Mater. Res. Technol. 2020, 9, 3614–3621. [Google Scholar] [CrossRef]
- Yaghoobi, H.; Fereidoon, A. Preparation and characterization of short kenaf fiber-based biocomposites reinforced with multi-walled carbon nanotubes. Compos. Part B Eng. 2019, 162, 314–322. [Google Scholar] [CrossRef]
- Ramires, E.C.; Megiatto, J.D., Jr.; Gardrat, C.; Castellan, A.; Frollini, E. Biobased composites from glyoxal–phenolic resins and sisal fibers. Bioresour. Technol. 2010, 101, 1998–2006. [Google Scholar] [CrossRef]
- Prashantha, K.; Soulestin, J.; Lacrampe, M.F.; Krawczak, P.; Dupin, G.; Claes, M. Masterbatch-Based Multi-Walled Carbon Nanotube Filled Polypropylene Nanocomposites: Assessment of Rheological and Mechanical Prop-erties. Compos. Sci. Technol. 2009, 69, 1756–1763. [Google Scholar] [CrossRef]
- Loganathan, T.M.; Sultan, M.T.H.; Ahsan, Q.; Jawaid, M.; Shah, A.U.M. Comparative Study of Mechanical Properties of Chemically Treated and Untreated Cyrtostachys renda Fibers. J. Nat. Fibers 2021, 1–16. [Google Scholar] [CrossRef]
- Friedrich, K.; Breuer, U. Multifunctionality of Polymer Composites: Challenges and New Solutions; William Andrew: Waltham, MA, USA, 2015. [Google Scholar]
- Kandola, B.K.; Deli, D. Chapter 16—Flame-Retardant Thermoset Nanocomposites for Engineering Applications. In Polymer Green Flame Retardants; Constantine, D., Kiliaris, P., Eds.; Elsevier: Amsterdam, The Netherlands, 2014; pp. 503–549. [Google Scholar]
- Fu, T.; Guo, D.-M.; Chen, L.; Wu, W.-S.; Wang, X.-L.; Wang, Y.-Z. Fire hazards management for polymeric materials via synergy effects of pyrolysates-fixation and aromatized-charring. J. Hazard. Mater. 2020, 389, 122040. [Google Scholar] [CrossRef]
- Marliana, M.M.; Azman, H.; Nor Yuziah, M.Y.; Abdul Khalil, H.P.S.; Inuwa, I.M.; Syakir, M.I.; Mohamad Haafiz, M.K. Flame Retardancy, Thermal and Mechanical Properties of Kenaf Fiber Reinforced Unsaturated Polyester/Phenolic Com-posite. Fibers Polym. 2016, 17, 902–909. [Google Scholar] [CrossRef]
- Kashiwagi, T.; Mu, M.; Winey, K.; Cipriano, B.; Raghavan, S.R.; Pack, S.; Rafailovich, M.; Yang, Y.; Grulke, E.; Shields, J. Relation between the Viscoelastic and Flammability Properties of Polymer Nano-composites. Polymer 2008, 49, 4358–4368. [Google Scholar] [CrossRef]
- Botelho, E.C.; Costa, M.L.; Braga, C.I.; Burkhart, T.; Lauke, B. Viscoelastic behavior of multiwalled carbon nanotubes into phenolic resin. Mater. Res. 2013, 16, 713–720. [Google Scholar] [CrossRef] [Green Version]
- Jianjun, L.; Yuxiang, O. Theory of Flame Retardation of Polymeric Materials; Walter de Gruyter GmbH: Berlin, Germany, 2019. [Google Scholar]
- Martín, C.; Ronda, J.; Cádiz, V. Boron-containing novolac resins as flame retardant materials. Polym. Degrad. Stab. 2006, 91, 747–754. [Google Scholar] [CrossRef]
- Zhou, R.; Wenjuan, L.; Jingjing, M.; Yanming, D.; Juncheng, J. Synergistic Effects of Aluminum Dieth-ylphosphinate and Melamine on Improving the Flame Retardancy of Phenolic Resin. Materials 2020, 13, 158. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Araby, S.; Philips, B.; Meng, Q.; Ma, J.; Laoui, T.; Wang, C.H. Recent advances in carbon-based nanomaterials for flame retardant polymers and composites. Compos. Part B Eng. 2021, 212, 108675. [Google Scholar] [CrossRef]
- Hesami, M.; Bagheri, R.; Masoomi, M. Flammability and thermal properties of epoxy/glass/MWNT Composites. J. Appl. Polym. Sci. 2013, 131. [Google Scholar] [CrossRef]
- Prabhakar, M.; Shah, A.U.R.; Song, J.-I. A Review on the Flammability and Flame Retardant Properties of Natural Fibers and Polymer Matrix Based Composites. Compos. Res. 2015, 28, 29–39. [Google Scholar] [CrossRef] [Green Version]
- Toldy, A.; Szebényi, G.; Molnár, K.; Tóth, L.F.; Magyar, B.; Hliva, V.; Czigány, T.; Szolnoki, B. The Effect of Multilevel Carbon Reinforcements on the Fire Performance, Conductivity, and Mechanical Prop-erties of Epoxy Composites. Polymers 2019, 11, 303. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Karunakaran, S.; Majid, D.L.; Tawil, M.L.M. Flammability of self-extinguishing kenaf/ABS nanoclays composite for aircraft secondary structure. In Proceedings of the IOP Conference Series: Materials Science and Engineering; IOP Publishing: Bristol, UK, 2016; Volume 152, p. 012068. [Google Scholar]
- Sanjay, M.; Jawaid, M.; Naidu, N.; Yogesha, B. TOPSIS method for selection of best composite laminate. In Modelling of Damage Processes in Biocomposites, Fibre-Reinforced Composites and Hybrid Composites; Elsevier BV: Amsterdam, The Netherlands, 2019; pp. 199–209. [Google Scholar]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Designation Ratio of Composites | Phenolic Resin (wt.%) | 0.5 wt.% MWCNT– Phenolic (wt.%) | CR Fiber (wt.%) |
|---|---|---|---|
| PH | 100 | 0 | 0 |
| MWCNT + PH | 0 | 100 | 0 |
| 40% CR + MWCNT + PH | 0 | 60 | 40 |
| 50% CR + MWCNT + PH | 0 | 50 | 50 |
| 60% CR + MWCNT + PH | 0 | 40 | 60 |
| Properties | Type | Weight |
|---|---|---|
| Tensile | + | 0.25 |
| Flexural | + | 0.25 |
| Impact | + | 0.25 |
| LOI | + | 0.25 |
| Weight Fraction of Fibers (%) | Theoretical Density (g/cm3) | Measured Density (g/cm3) | Void Content (%) |
|---|---|---|---|
| PH | 1.30 | 1.27 | 2.31 |
| MWCNT +PH | 1.29 | 1.26 | 2.33 |
| 40% CR + MWCNT + PH | 1.37 | 1.24 | 9.49 |
| 50% CR + MWCNT + PH | 1.39 | 1.25 | 10.07 |
| 60% CR + MWCNT + PH | 1.41 | 1.25 | 10.63 |
| Fiber | Resin | Loading | Immersion Day | Water Absorption (%) | Thickness Swelling | Ref. |
|---|---|---|---|---|---|---|
| CR | Phenolic | 40 wt.% | 1 | 2.41 | 3.87 | [21] |
| CR | MWCNT-Phenolic | 40 wt.% | 1 | 6.40 | 1.18 | Current Study |
| CR | Phenolic | 40 wt.% | 7 | 7.20 | 9.24 | [21] |
| CR | MWCNT-Phenolic | 40 wt.% | 7 | 10.86 | 2.63 | Current Study |
| Composites | UL-94 Horizontal (mm/min) | LOI (%) | Ref. | |
|---|---|---|---|---|
| Burning Rate, V | Classifications | |||
| PH | 0 | H-B | 29.33 | Present study |
| MWCNT + PH | 0 | H-B | 27.59 | Present study |
| 40% CR + PH | 0 | H-B | 25.41 | [21] |
| 40% CR + MWCNT + PH | 0 | H-B | 26.79 | Present study |
| 50% CR + MWCNT + PH | 0 | H-B | 26.32 | Present study |
| 60% CR + MWCNT + PH | 0 | H-B | 25.67 | Present study |
| Tensile | Flexural | Impact | LOI | |
|---|---|---|---|---|
| PH | 29.82 | 63.39 | 1.15 | 29.33 |
| MWCNT + PH | 35.34 | 68.67 | 1.25 | 27.59 |
| 40% CR + MWCNT + PH | 37.47 | 74.74 | 3.34 | 26.79 |
| 50% CR + MWCNT + PH | 41.06 | 79.64 | 4.58 | 26.32 |
| 60% CR + MWCNT + PH | 38.24 | 68.53 | 3.68 | 25.67 |
| Tensile | Flexural | Impact | LOI | |
|---|---|---|---|---|
| PH | 0.365 | 0.398 | 0.165 | 0.483 |
| MWCNT + PH | 0.432 | 0.431 | 0.179 | 0.454 |
| 40% CR + MWCNT + PH | 0.458 | 0.469 | 0.479 | 0.441 |
| 50% CR + MWCNT + PH | 0.502 | 0.5 | 0.657 | 0.433 |
| 60% CR + MWCNT + PH | 0.468 | 0.43 | 0.528 | 0.423 |
| Tensile | Flexural | Impact | LOI | |
|---|---|---|---|---|
| PH | 0.091 | 0.100 | 0.041 | 0.121 |
| MWCNT + PH | 0.108 | 0.108 | 0.045 | 0.114 |
| 40% CR + MWCNT + PH | 0.115 | 0.117 | 0.120 | 0.110 |
| 50% CR + MWCNT + PH | 0.125 | 0.125 | 0.164 | 0.108 |
| 60% CR + MWCNT + PH | 0.117 | 0.108 | 0.132 | 0.106 |
| Positive Ideal | Negative Ideal | |
|---|---|---|
| TENSILE | 0.125 | 0.091 |
| FLEXURAL | 0.125 | 0.100 |
| IMPACT | 0.164 | 0.041 |
| LOI | 0.121 | 0.106 |
| Composites | Distance to Positive and Negative Ideal Points | The Relative Closeness Value and Ranking | ||
|---|---|---|---|---|
| Distance to Positive Ideal | Distance to Negative Ideal | Relative Closeness, Ci | Rank | |
| PH | 0.13 | 0.015 | 0.104 | 5 |
| MWCNT+PH | 0.122 | 0.021 | 0.145 | 4 |
| 40% CR + MWCNT + PH | 0.048 | 0.084 | 0.638 | 3 |
| 50% CR + MWCNT + PH | 0.012 | 0.13 | 0.913 | 1 |
| 60% CR + MWCNT + PH | 0.041 | 0.095 | 0.700 | 2 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Loganathan, T.M.; Hameed Sultan, M.T.; Ahsan, Q.; Jawaid, M.; Naveen, J.; Md Shah, A.U.; Abu Talib, A.R.; Basri, A.A.; Jaafar, C.N.A. Effect of Cyrtostachys renda Fiber Loading on the Mechanical, Morphology, and Flammability Properties of Multi-Walled Carbon Nanotubes/Phenolic Bio-Composites. Nanomaterials 2021, 11, 3049. https://doi.org/10.3390/nano11113049
Loganathan TM, Hameed Sultan MT, Ahsan Q, Jawaid M, Naveen J, Md Shah AU, Abu Talib AR, Basri AA, Jaafar CNA. Effect of Cyrtostachys renda Fiber Loading on the Mechanical, Morphology, and Flammability Properties of Multi-Walled Carbon Nanotubes/Phenolic Bio-Composites. Nanomaterials. 2021; 11(11):3049. https://doi.org/10.3390/nano11113049
Chicago/Turabian StyleLoganathan, Tamil Moli, Mohamed Thariq Hameed Sultan, Qumrul Ahsan, Mohammad Jawaid, Jesuarockiam Naveen, Ain Umaira Md Shah, Abd. Rahim Abu Talib, Adi Azriff Basri, and Che Nor Aiza Jaafar. 2021. "Effect of Cyrtostachys renda Fiber Loading on the Mechanical, Morphology, and Flammability Properties of Multi-Walled Carbon Nanotubes/Phenolic Bio-Composites" Nanomaterials 11, no. 11: 3049. https://doi.org/10.3390/nano11113049
APA StyleLoganathan, T. M., Hameed Sultan, M. T., Ahsan, Q., Jawaid, M., Naveen, J., Md Shah, A. U., Abu Talib, A. R., Basri, A. A., & Jaafar, C. N. A. (2021). Effect of Cyrtostachys renda Fiber Loading on the Mechanical, Morphology, and Flammability Properties of Multi-Walled Carbon Nanotubes/Phenolic Bio-Composites. Nanomaterials, 11(11), 3049. https://doi.org/10.3390/nano11113049