Improving Thermal Conductivity Coefficient in Oriented Strand Lumber (OSL) Using Sepiolite

 , ,
, , 
Abstract
1. Introduction
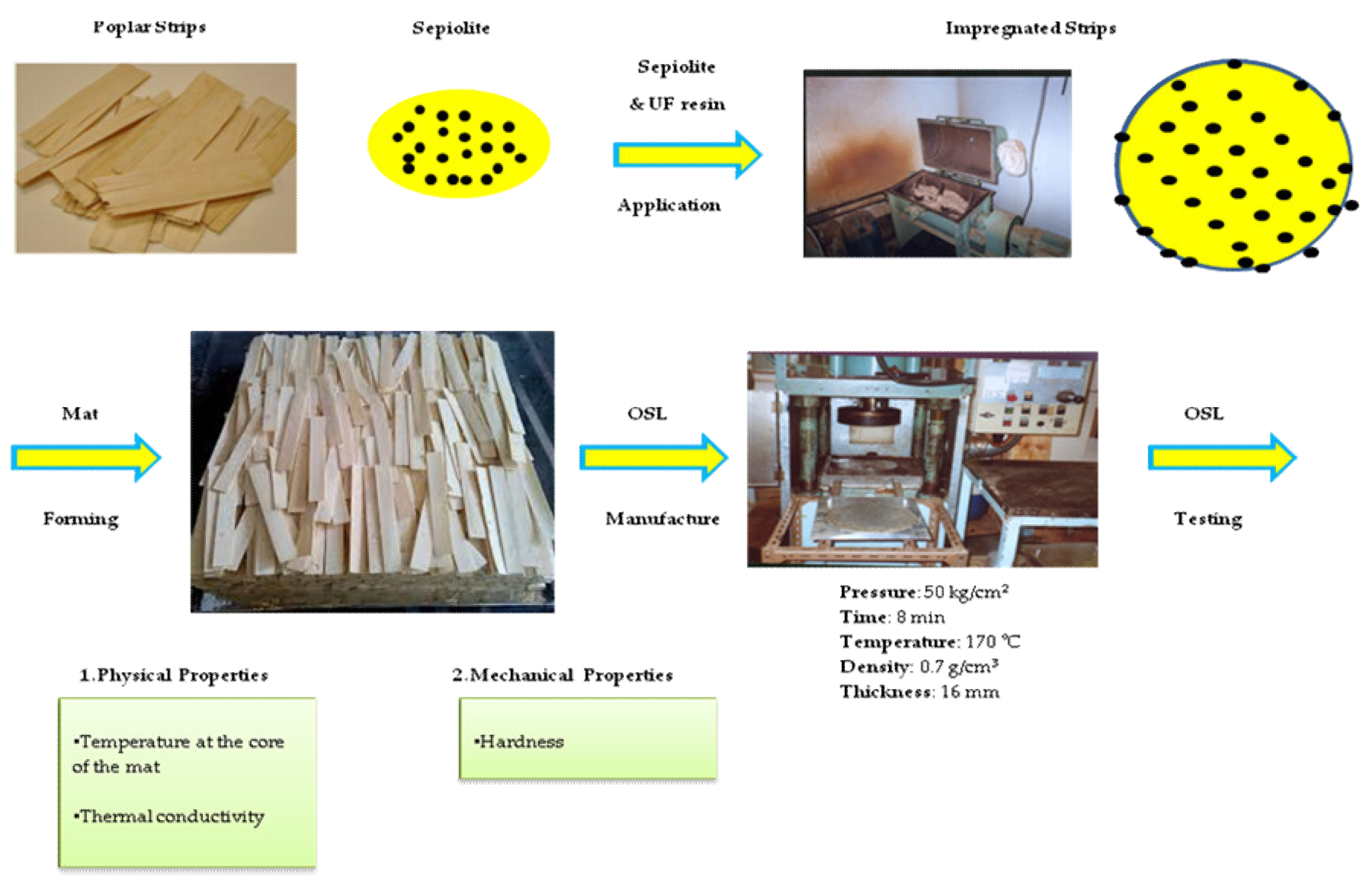
2. Materials and Methods
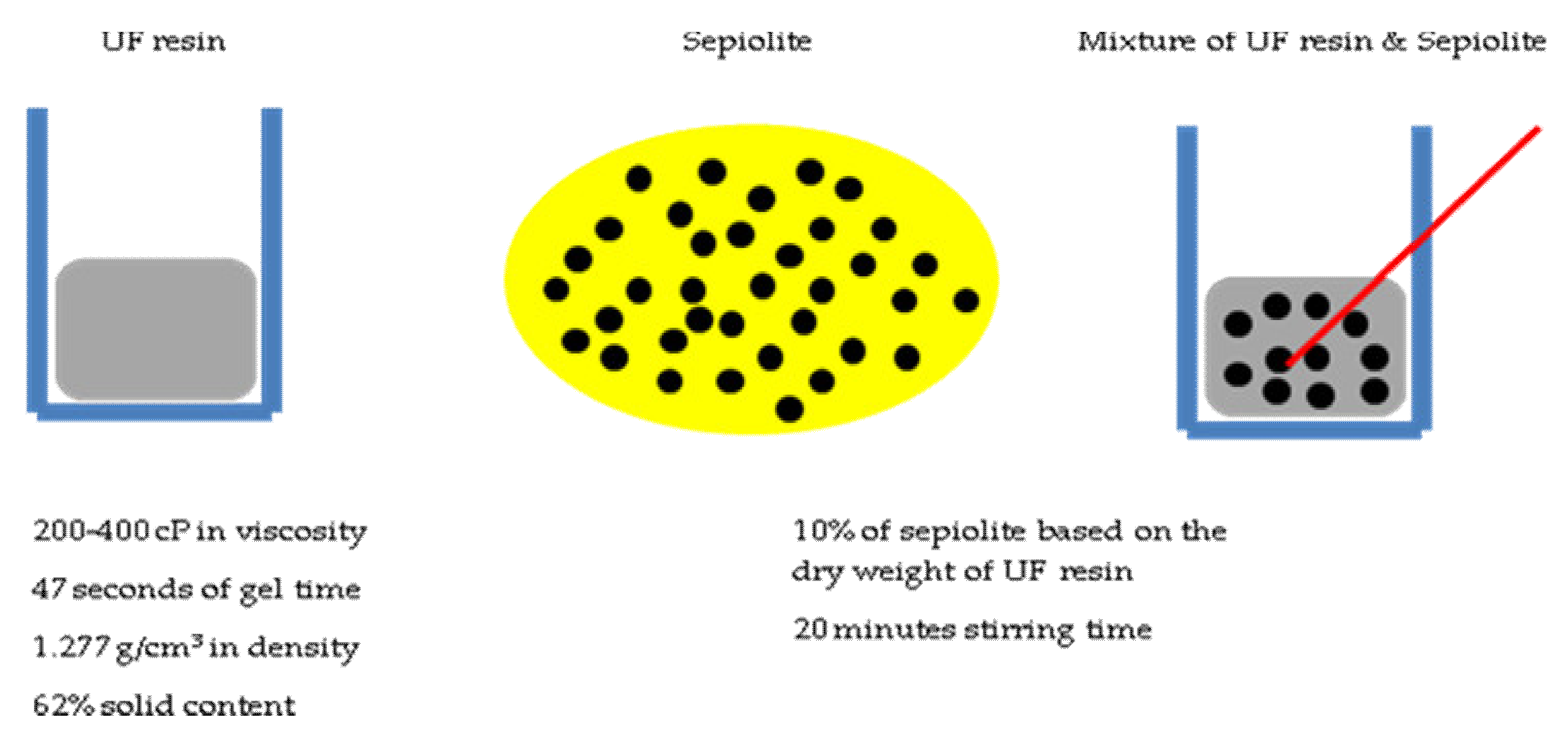
2.1. Nano-Sepiolite Application
2.2. SEM Imaging
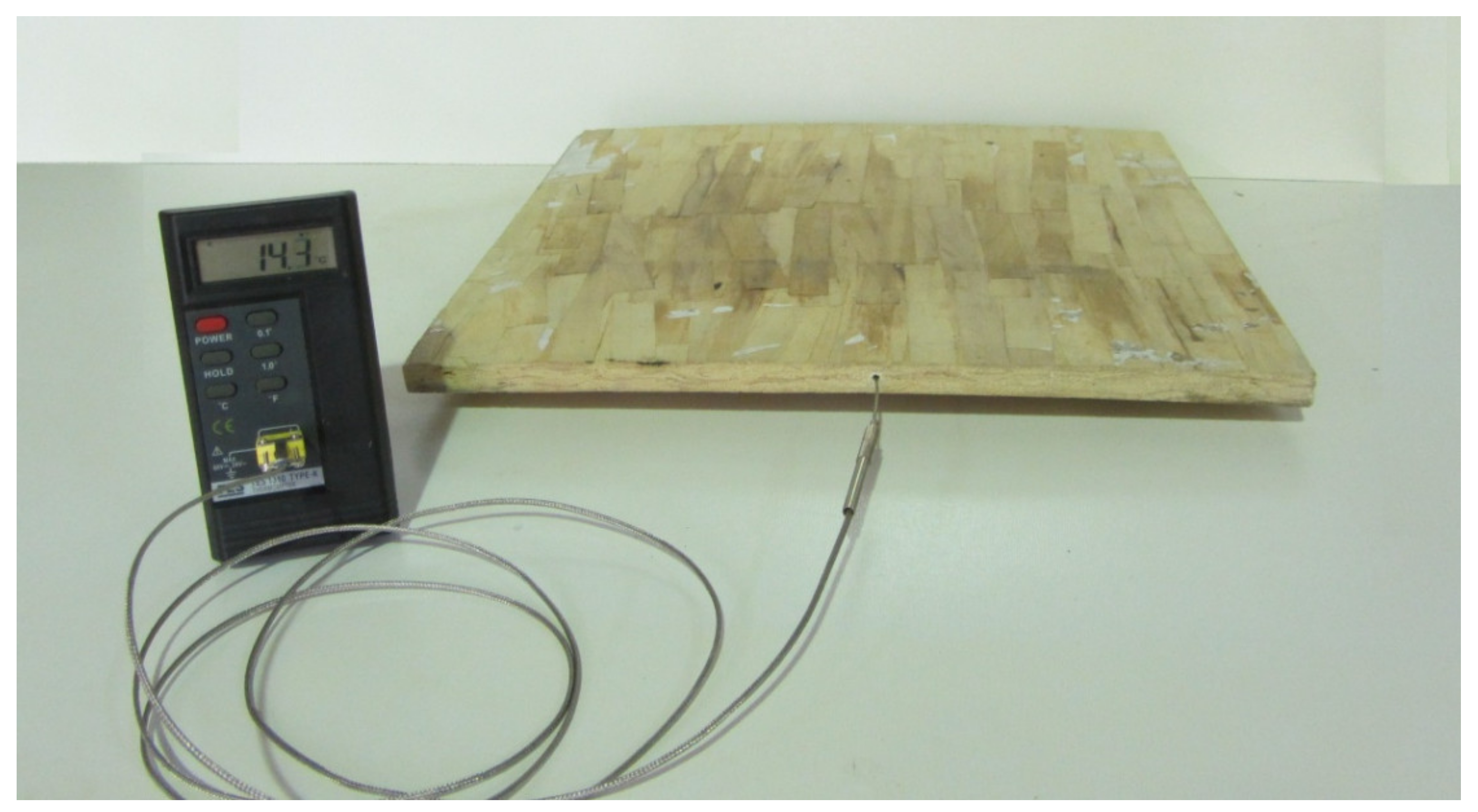
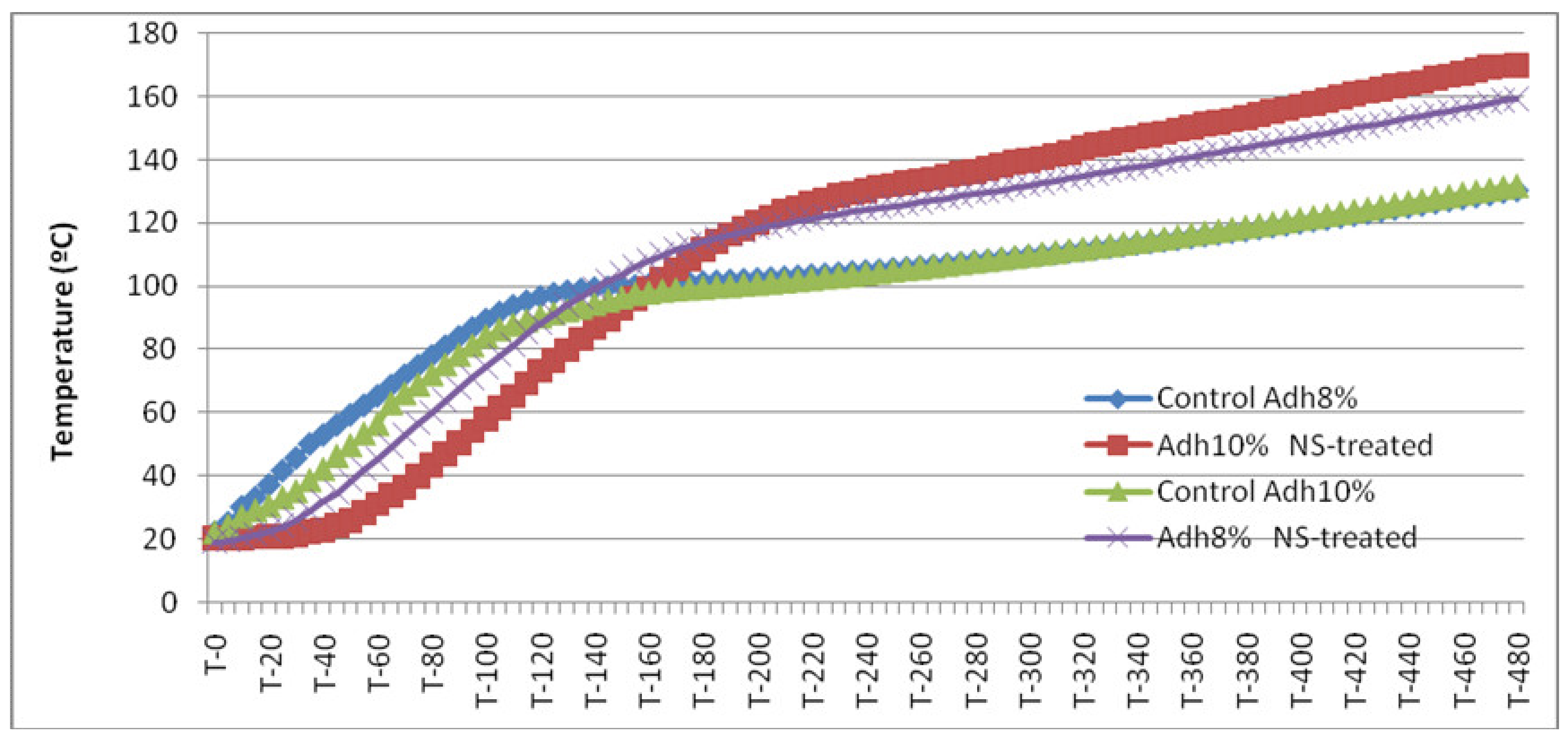
2.3. Temperature Measurement at the Core Section of the Mat
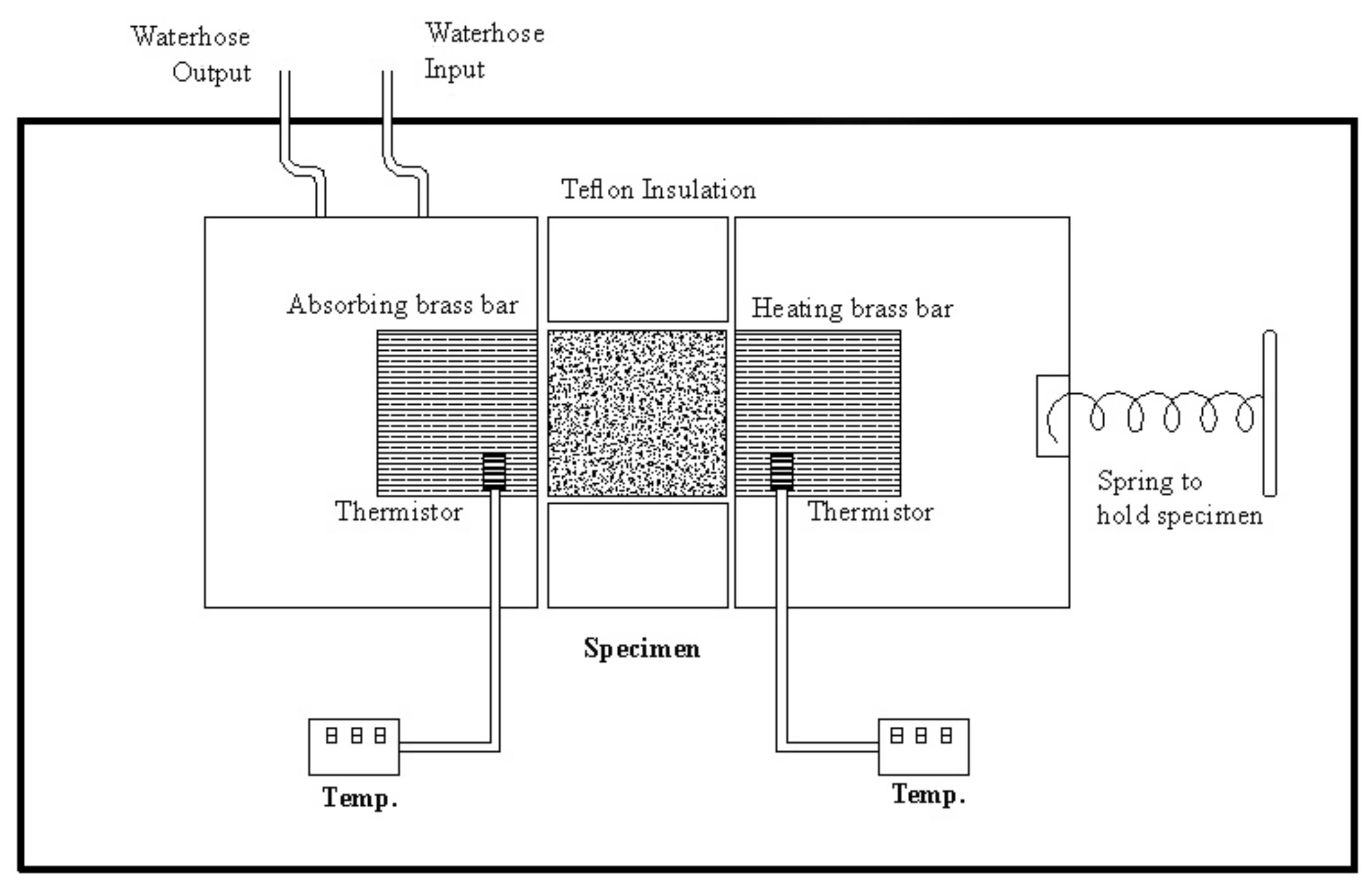
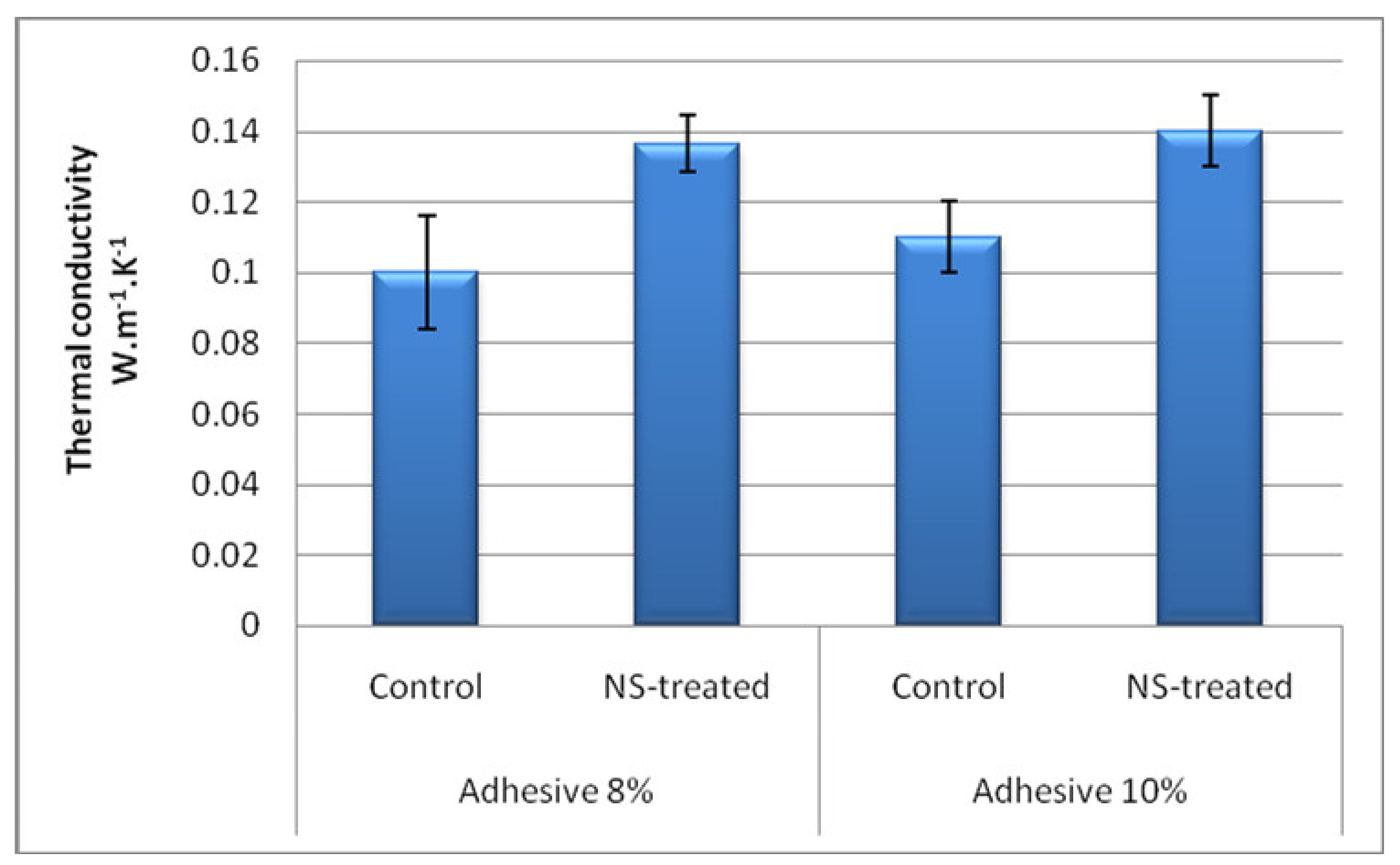
2.4. Thermal Conductivity Measurement
2.5. Specimen Preparation
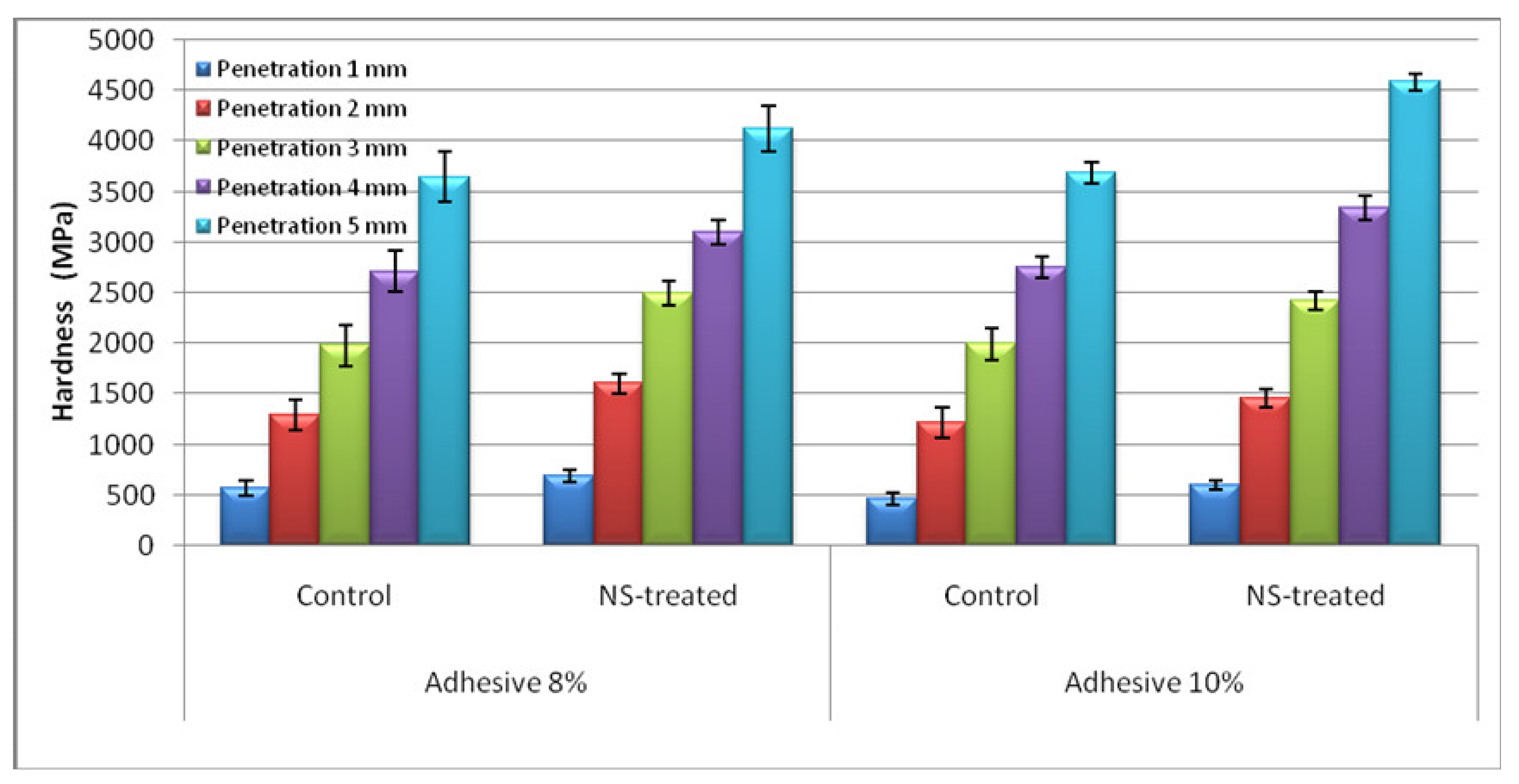
2.6. Hardness Measurement
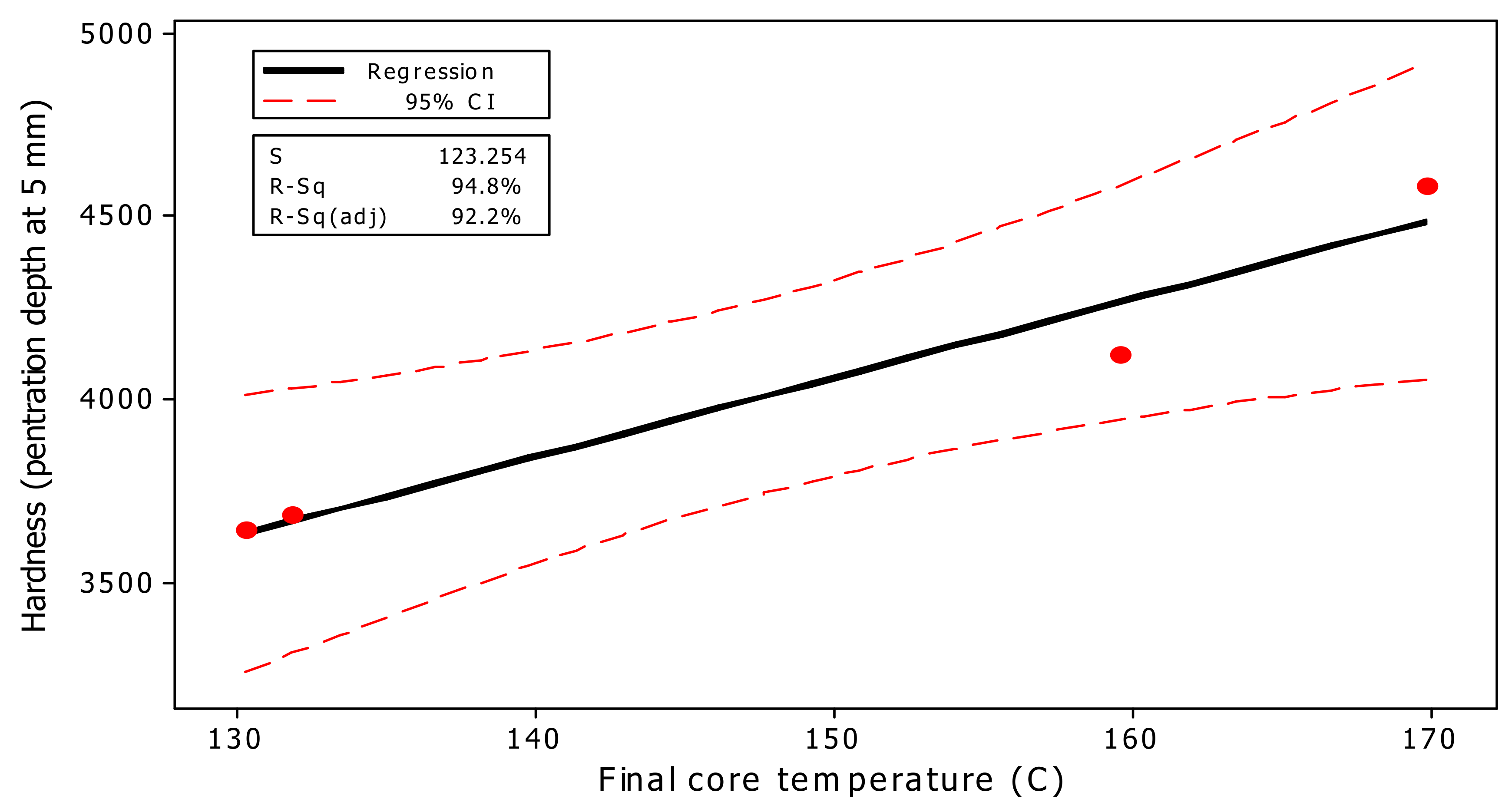
2.7. Statistical Analysis
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Zhang, C.; Smith, G.D. Effects of nanoclay addition to phenol-formaldehyde resin on the permeability of oriented strand lumber. Wood Fiber Sci. 2010, 42, 553–555. [Google Scholar]
- Akrami, A. Development and characterization of oriented strand boards made from the European hardwood species: Beech (Fagus sylvatica L.) and poplar (Populus tremula L.). Ph.D. Thesis, Faculty of Mathematics, Informatics, and Natural Sciences, University of Hamburg, Hamburg, Germany, 2010; p. 169. [Google Scholar]
- Candan, Z.; Akbulut, T. Nano-engineered plywood panels: Performance properties. Compos. Part B 2014, 64, 155–161. [Google Scholar] [CrossRef]
- Malanit, P.; Kyokong, B.; Laemsak, N. Oriented strand lumber from rubberwood residues. Walailak J. Sci. Technol. 2005, 2, 115–125. [Google Scholar]
- Papadopoulos, A.N. Chemical modification of solid wood and wood raw materials for composites production with linear chain carboxylic acid anhydrides: A brief Review. BioResources 2010, 5, 499–506. [Google Scholar]
- Kelly, M.W. Critical Literature Review of Relationships between Processing Parameters and Physical Properties of Particleboard; USDA For. Serv. Gen. Tech. Rep FPL-10.; Forest Products Laboratory: Madison, WI, USA, 1977. [Google Scholar]
- Maloney, T.M. Modern Particleboard and Dry Process Fibreboard Manufacturing; Hal Leonard Corporation: San Francisco, CA, USA, 1993. [Google Scholar]
- Walker, J.C.F. Primary Wood Processing: Principles and Practice; Springer: Dordrecht, The Netherlands, 2006. [Google Scholar]
- Papadopoulos, A.N.; Bikiaris, D.N.; Mitropoulos, A.C.; Kyzas, G.Z. Nanomaterials and chemical modification technologies for enhanced wood properties: A review. Nanomaterials 2019, 9, 607. [Google Scholar] [CrossRef] [PubMed]
- Bayani, S.; Taghiyari, H.R.; Papadopoulos, A.N. Physical and mechanical properties of thermally-modified beech wood impregnated with silver nano-suspension and their relationship with the crystallinity of cellulose. Polymers 2019, 11, 1538. [Google Scholar] [CrossRef]
- Taghiyari, H.; Esmailpour, A.; Papadopoulos, A. Paint Pull-Off Strength and Permeability in Nanosilver-Impregnated and Heat-Treated Beech Wood. Coatings 2019, 9, 723. [Google Scholar] [CrossRef]
- Hassani, V.; Taghiyari, H.R.; Schmidt, O.; Maleki, S.; Papadopoulos, A.N. Mechanical and physical properties of Oriented Strand Lumber (OSL): The effect of fortification level of nanowollastonite on UF resin. Polymers 2019, 11, 1884. [Google Scholar] [CrossRef]
- Papadopoulos, A.N.; Taghiyari, H.R. Innovative wood surface treatments based on nanotechnology. Coatings 2019, 9, 866. [Google Scholar] [CrossRef]
- Li, D. Nanostructuring materials towards conventionally unachievable combination of desired properties. J. Nanomater. Mol. Nanotechnol. 2012, 1. [Google Scholar] [CrossRef]
- Papadopoulos, A.N.; Avtzis, D.; Avtzis, N. The biological effectiveness of wood modified with linear chain carboxylic acid anhydrides against the subterranean termites Reticulitermes flavipes. Holz Als Roh-Und Werkstoff 2003, 66, 249–252. [Google Scholar] [CrossRef]
- Palanti, S.; Feci, E.; Predieri, G.; Francesca, V. Copper complexes grafted to amino-functionalized silica gel as wood preservatives against fungal decay: Mini-blocks and standard test. BioResources 2012, 7, 5611–5621. [Google Scholar] [CrossRef]
- Salari, A.; Tabarsa, T.; Khazaeian, A.; Saraeian, A. Improving some of applied properties of oriented strand board (OSB) made from underutilized low quality Paulownia (Paulownia fortunei) wood employing nano-SiO2. Ind. Crop. Prod. 2013, 42, 1–9. [Google Scholar] [CrossRef]
- Taghiyari, H.R. Nanotechnology in Wood and Wood-Composite Materials. J. Nanomater. Mol. Nanotechnol. 2014, 3. [Google Scholar] [CrossRef]
- Mantanis, G.; Papadopoulos, A.N. The sorption of water vapour of wood treated with a nanotechnology compound. Wood Sci. Technol. 2010, 44, 515–522. [Google Scholar] [CrossRef]
- Mantanis, G.I.; Terzi, E.; Kartal, S.N.; Papadopoulos, A.N. Evaluation of mold, decay and termite resistance of pine wood treated with zinc and copper based nanocompounds. Int. Biodeterior. Biodegrad. 2014, 90, 140–144. [Google Scholar] [CrossRef]
- Ismita, N.; Lokesh, C. Effects of different nanoclay loadings on the physical and mechanical properties of Melia composite particle board. Bois Et For. Des Trop. 2017, 334, 7–12. [Google Scholar] [CrossRef]
- Papadopoulos, A.N.; Duquesnoy, P.; Cragg, S.M.; Pitman, A.J. The resistance of wood modified with linear chain carboxylic acid anhydrides to attack by the marine wood borer Limnoria quadripunctata Hothius. Int. Biodegrad. Biodeterior. 2008, 61, 199–202. [Google Scholar] [CrossRef]
- Taghiyari, H.R.; Majidinajafabad, R.; Vahidzadeh, R. Wollastonite to hinder growth of Aspergillus niger fungus on cotton textile. Anais da Academia Brasileira de Ciencias 2018, 90, 2797–2804. [Google Scholar] [CrossRef]
- Olivato, J.B.; Marini, J.; Yamashita, F. Sepiolite as a promising nanoclay for nano-biocomposites based on starch and biodegradable polyester. Mater. Sci. Eng. C 2017, 70, 296–302. [Google Scholar] [CrossRef]
- Liu, M.; Pu, M.; Ma, H. Preparation, structure and thermal properties of polylactide/sepiolite nanocomposites with and without organic modifiers. Compos. Sci. Technol. 2012, 72, 1508–1514. [Google Scholar] [CrossRef]
- Tartaglione, G.; Camino, D.T. Thermal and morphologicalcharacterization of organically modified sepiolite. Microporous Mesoporous Mater. 2008, 107, 161–171. [Google Scholar] [CrossRef]
- Xie, S.B.; Zhang, S.M.; Wang, F.S.; Yang, M.S.; Seguela, R.; Lefebvre, J.M. Preparation, structure and thermomechanical properties of nylon-6 nanocomposites with lamella-type and fiber type sepiolite. Compos. Sci. Technol. 2007, 67, 2334–2341. [Google Scholar] [CrossRef]
- Chen, H.X.; Zheng, M.S.; Sun, H.Y.; Jia, Q.M. Characterization and properties of sepiolite/polyurethane nanocomposites. Mater. Sci. Eng. A 2007, 725, 445–446. [Google Scholar] [CrossRef]
- Ruiz-Hitzky, E. Molecular access to intracrystalline tunnels of sepiolite. J. Mater. Chem. 2001, 11, 86–91. [Google Scholar] [CrossRef]
- Falco, G.; Giulieri, F.; Volle, N.; Pagnotta, S.; Sbirrazzuoli, N.; Disdier, E.P.; Mija, A. Self-organization of sepiolite fibbers in a biobased thermoset. Compos. Sci. Technol. 2019, 171, 226–233. [Google Scholar] [CrossRef]
- Duaresne, E.; Moins, S.; Alexandre, M.; Dubois, P. How can nanohybrids enhance polyester sepiolite nanocomposite properties. Macromol. Chem. Phys. 2007, 208, 2542. [Google Scholar]
- Zheng, Y.P.; Zheng, Y. Study on sepiolite-reinforced polymeric nanocomposites. J. Appl. Polym. Sci. 2006, 99, 2163. [Google Scholar] [CrossRef]
- Ma, J.; Bilotti, E.; Peijs, T.; Darr, J.A. Preparation of poly- propylene/sepiolite nanocomposites using supercritical CO2 assisted mixing. Eur. Polym. J. 2007, 43, 4931. [Google Scholar] [CrossRef]
- Liu, Y.; Zhao, J.; Deng, C.L.; Chen, L.; Wang, D.Y.; Wang, Y.Z. Flame-retardant effect of sepiolite on an intumescent flame-retardant polypropylene system. Ind. Eng. Chem. Res. 2011, 50, 2047–2054. [Google Scholar] [CrossRef]
- Li, X.; Gao, Q.; Xia, C.; Li, J.; Zhou, X. Urea formaldehyde resin resultant plywood with rapid formaldehyde release modified by tunnel-structured sepiolite. Polymers 2019, 11, 1286. [Google Scholar] [CrossRef]
- Soltani, A. Presentation and Examination of the Occurrence of Sepiolite Mineral in Tanbo Region, Southeastern Minab, Iran. Res. Earth Sci. 2019, 10, 77–93. [Google Scholar]
- Taghiyari, H.R.; Mobini, K.; Sarvari Samadi, Y.; Doosti, Z.; Karimi, F.; Asghari, M.; Jahangiri, A.; Nouri, P. Effects of nano-wollastonite on thermal conductivity coefficient of medium-density fiberboard. J. Mol. Nanotechnol. 2013, 2. [Google Scholar] [CrossRef]
- Taghiyari, H.R.; Moradiyan, A.; Farazi, A. Effect of nanosilver on the rate of heat transfer to the core of the medium density fiberboard mat. Int. J. Bio-Inorg. Hybrid Nanomater. 2013, 2, 303–308. [Google Scholar]
- Taghiyari, H.R.; Karimi, A.; Tahir, P.M.D.; Choo, A.C.Y. Effects of Nanotechnology on Fluid Flow. In Agricultural and Wood-Based Composites Materials. In Agricultural Biomass Based Potential Materials; Hakeem, K.R., Jawaid, M., Alothman, O.Y., Eds.; Springer: Cham, Switzerland, 2015; ISBN 978-3-319-13846-6. [Google Scholar] [CrossRef]
- Taghiyari, H.R.; Norton, J.; Tajvidi, M. Effects of Nano-Materials on Different Properties of Wood-Composite Materials. In Bio-based Wood Adhesives: Preparation, Characterization, and Testing; CRC Press/Taylor & Francis Group: Boca Raton, FL, USA, 2017; pp. 310–339. [Google Scholar]
- Esmailpour, A.; Taghiyari, H.R.; Hosseinpourpia, R.; Adamopoulos, S.; Zereshki, K. Shear strength of heat-treated solid wood bonded with polyvinyl-acetate reinforced by nanowollastonite. Wood Res. 2020, (in press).
- Özdemir, F.; Çot, A.; Alma, H. Effect of sepiolite mineral on thermal properties and thermal conductivity of wood plastic composite materials. Turkish J. For. 2018, 19, 205–209. [Google Scholar]
- Bergman, T.; Lavine, A.; Incropera, F.; DeWitt, D. Fundamentals of Heat and Mass Transfer, 7th ed.; John Wiley & Sons: New York, NY, USA, 2011. [Google Scholar]
- Taghiyari, H.R.; Ghorbanali, M.; Tahir, P.M.D. Effects of the improvement in thermal conductivity coefficient by nano-wollastonite on physical and mechanical properties in medium-density fiberboard (MDF). BioResources 2014, 9, 4138–4149. [Google Scholar] [CrossRef][Green Version]
- Taghiyari, H.R.; Hassani, V.; Maleki, S.; Eckelman, C.A. Effects of nano-wollastonite on screw withdrawal capacity of oriented strand lumber. J. Nanomater. Mol. Nanotechnol. 2017, 6. [Google Scholar] [CrossRef]
- Chihi, M.; Tarfaoui, M.; Bouraoui, C.; El Moumen, A. Effect of CNTs additives on the energy balance of carbon/epoxy nanocomposites during dynamic compression test. Polymers 2020, 12, 194. [Google Scholar] [CrossRef]
- Dul, S.; Ecco, L.G.; Pegoretti, A.; Fambri, L. Graphene/carbón nanotube hybrid nanocomposites: Effect of compression molding and fused filament fabrication on properties. Polymers 2020, 12, 101. [Google Scholar] [CrossRef]
- Kumar, V.V.; Balaganesan, G.; Lee, J.K.Y.; Esmaeely Neisiany, R.; Surendran, S.; Ramakrishna, S. A review of recent advances in nanoengineered polymer composites. Polymers 2020, 11, 644. [Google Scholar] [CrossRef] [PubMed]
- Velmurugan, R.; Balaganesan, G.; Gupta, N. Impact loading on glass/epoxy composite laminates with nano clay. Key Eng. Mater. 2013, 535–536, 72–75. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sepiolite compounds | Content by mass (wt. %) |
|---|---|
| SiO2 | 48.4 |
| Al2O3 | 1.3 |
| Fe2O3 | 5.9 |
| MgO | 15.4 |
| SO3 | 0.6 |
| CaO | 8.0 |
| Na2O | 0 |
| K2O | 0.2 |
| MnO | 0.2 |
| SrO | 0.1 |
| ZnO | 0.2 |
| BaO | 0.5 |
| L.O.I.* | 18.88 |
| Total (wt. %) | 99.68 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Taghiyari, H.R.; Soltani, A.; Esmailpour, A.; Hassani, V.; Gholipour, H.; Papadopoulos, A.N. Improving Thermal Conductivity Coefficient in Oriented Strand Lumber (OSL) Using Sepiolite. Nanomaterials 2020, 10, 599. https://doi.org/10.3390/nano10040599
Taghiyari HR, Soltani A, Esmailpour A, Hassani V, Gholipour H, Papadopoulos AN. Improving Thermal Conductivity Coefficient in Oriented Strand Lumber (OSL) Using Sepiolite. Nanomaterials. 2020; 10(4):599. https://doi.org/10.3390/nano10040599
Chicago/Turabian StyleTaghiyari, Hamid R., Abolfazl Soltani, Ayoub Esmailpour, Vahid Hassani, Hamed Gholipour, and Antonios N. Papadopoulos. 2020. "Improving Thermal Conductivity Coefficient in Oriented Strand Lumber (OSL) Using Sepiolite" Nanomaterials 10, no. 4: 599. https://doi.org/10.3390/nano10040599
APA StyleTaghiyari, H. R., Soltani, A., Esmailpour, A., Hassani, V., Gholipour, H., & Papadopoulos, A. N. (2020). Improving Thermal Conductivity Coefficient in Oriented Strand Lumber (OSL) Using Sepiolite. Nanomaterials, 10(4), 599. https://doi.org/10.3390/nano10040599