Lightweight Design and Welding Manufacturing of a Hydrogen Fuel Cell Powered Car’s Chassis

 ,
,  and
and 
Abstract
:1. Introduction
2. Results and Discussion
2.1. Design of the Electric Car’s Chassis
2.1.1. Design for Space Frame Truss Structures
2.1.2. Lightweight and Part Consolidation Methods
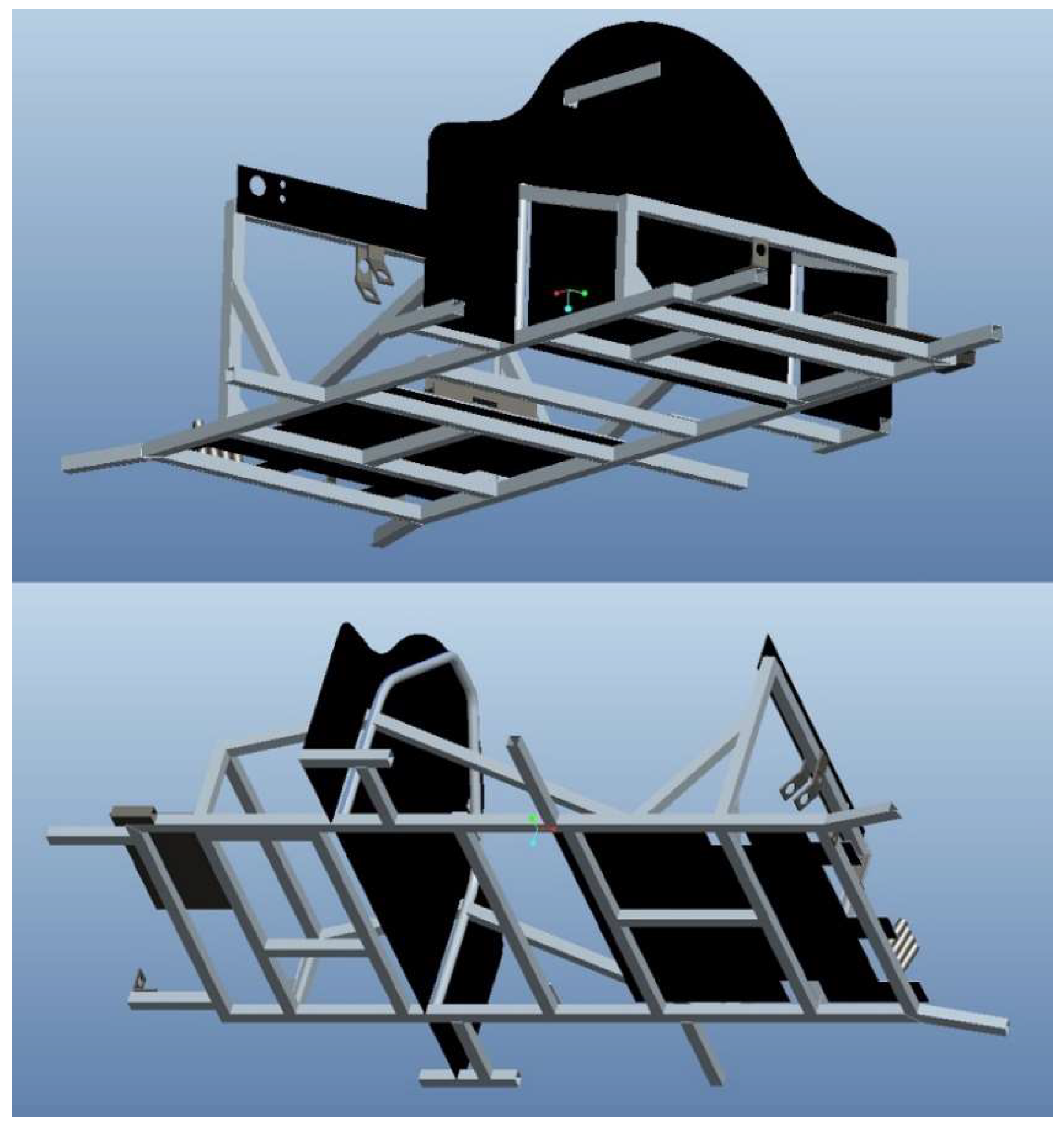
2.1.3. Chassis Design
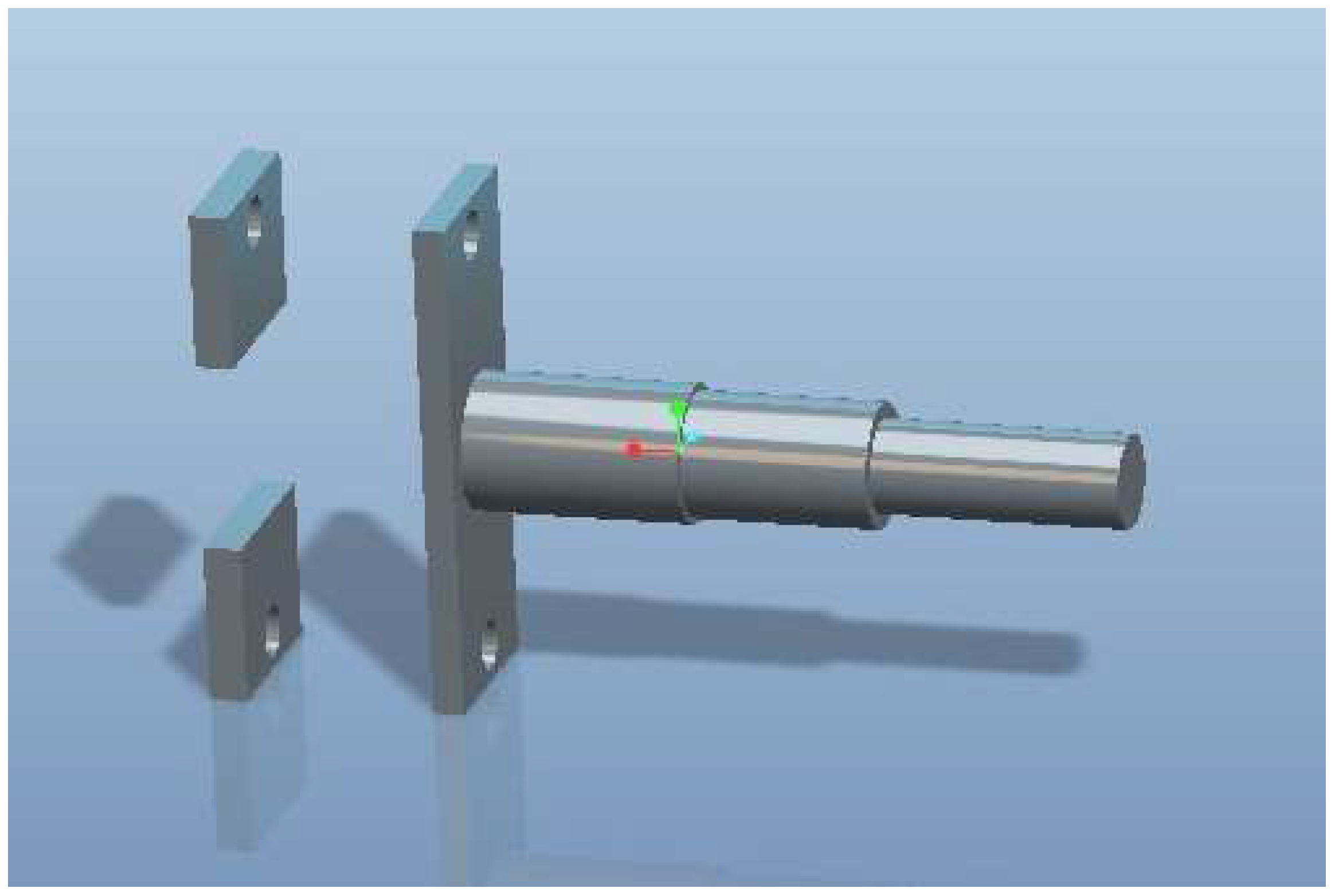
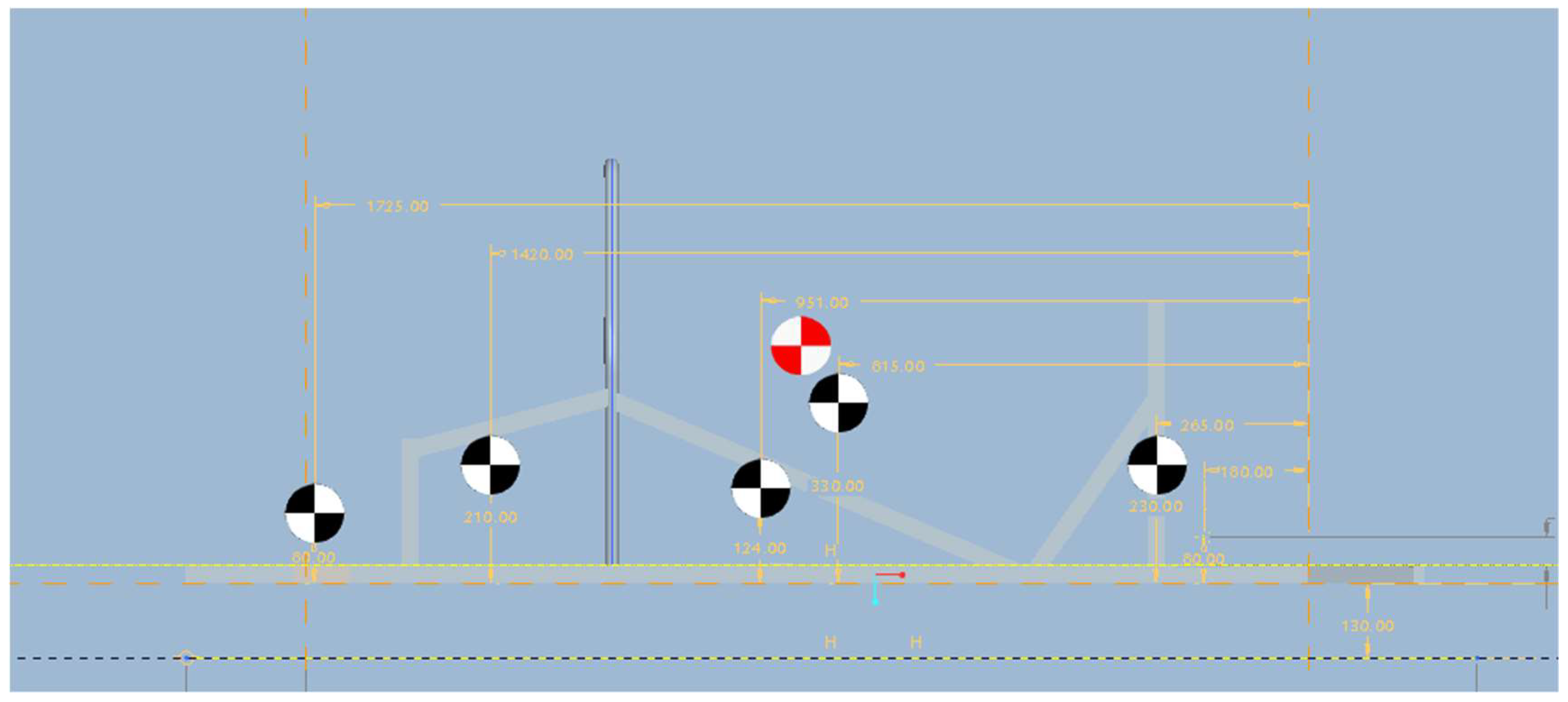
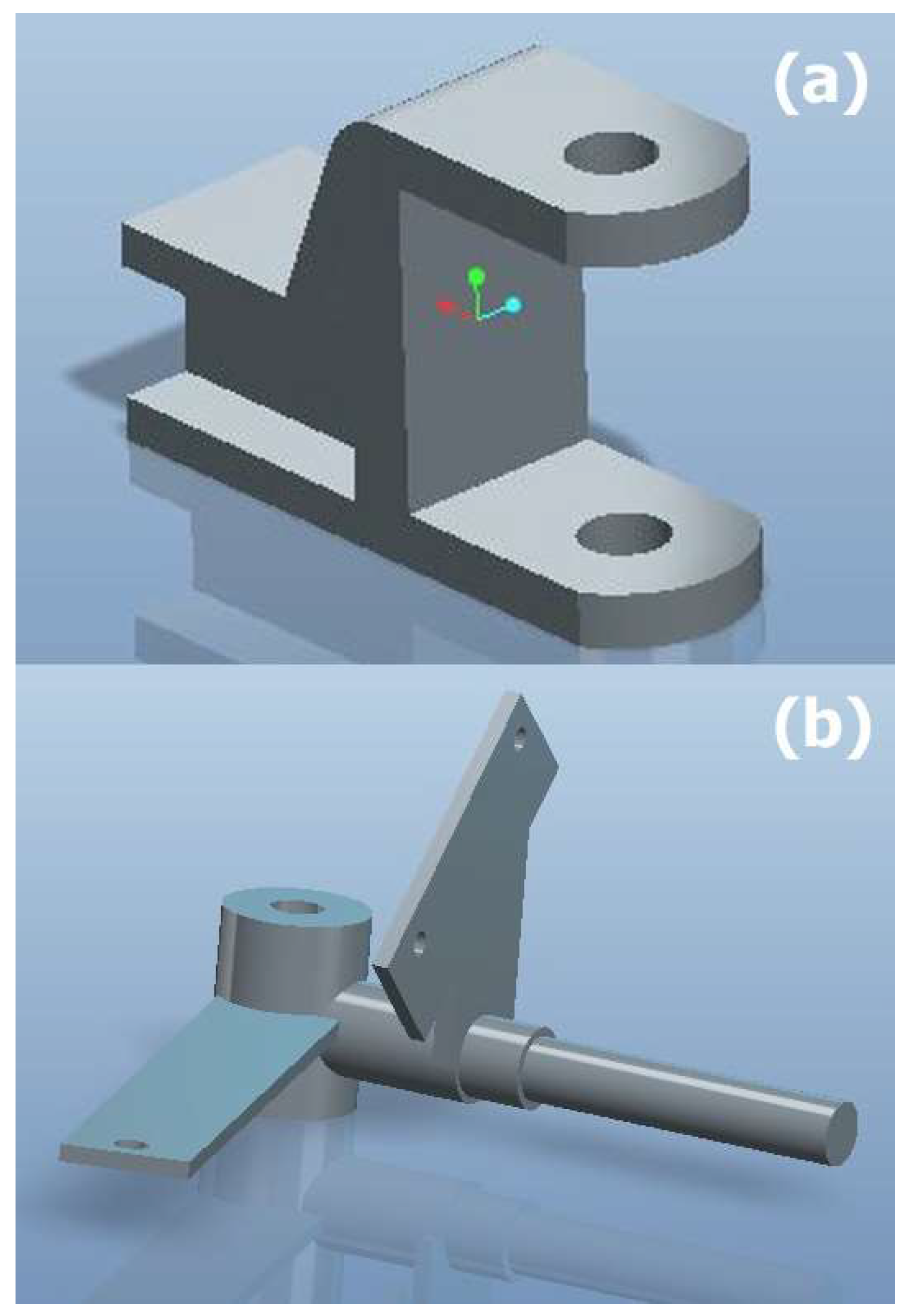
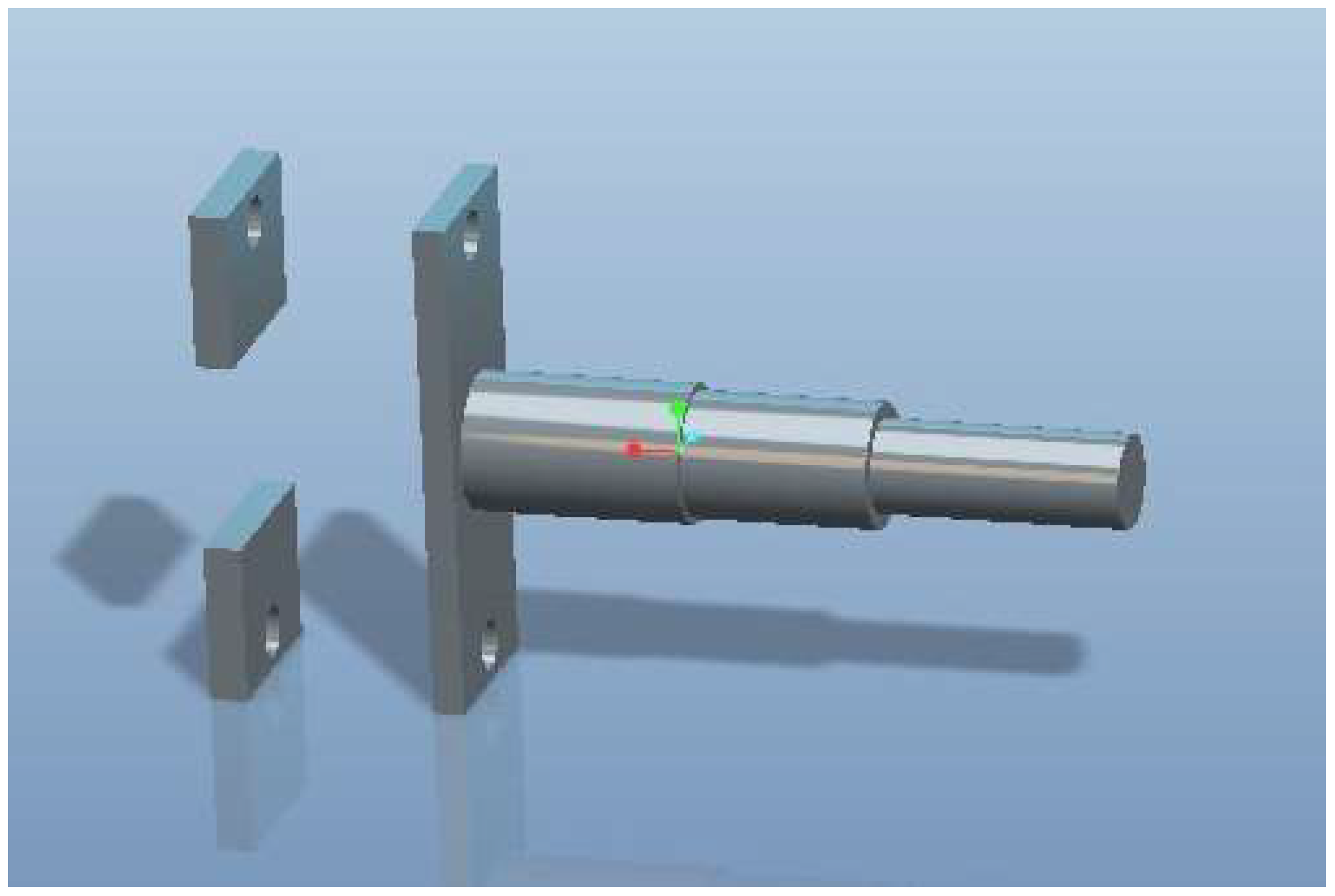
2.1.4. Design of the Parts Fited on the Chassis
2.1.5. Safety Considerations for the Electric Car’s Chassis
2.2. Material Selection and Properties
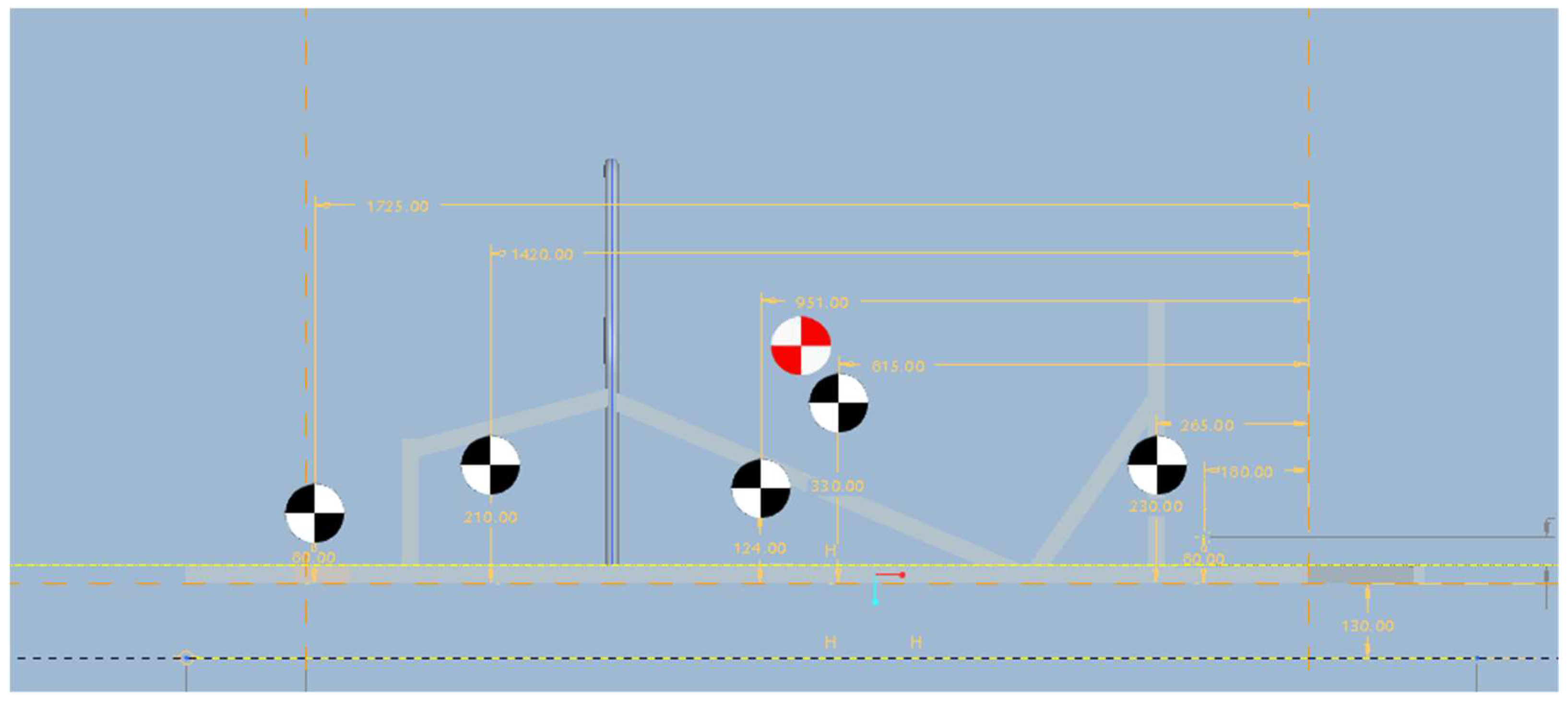
Mass and Centre of Gravity Calculation
2.3. Manufacturing of the Electric Car
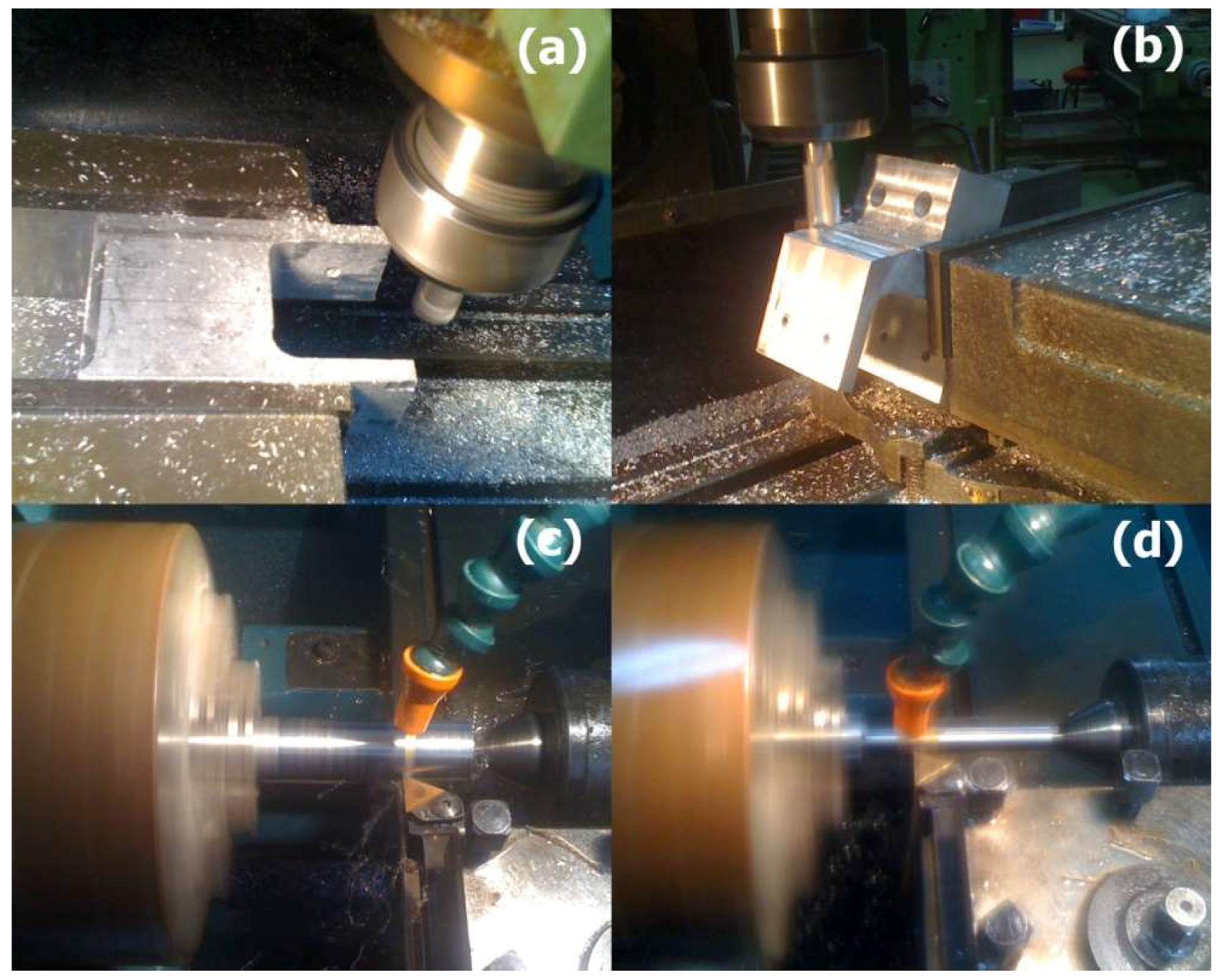
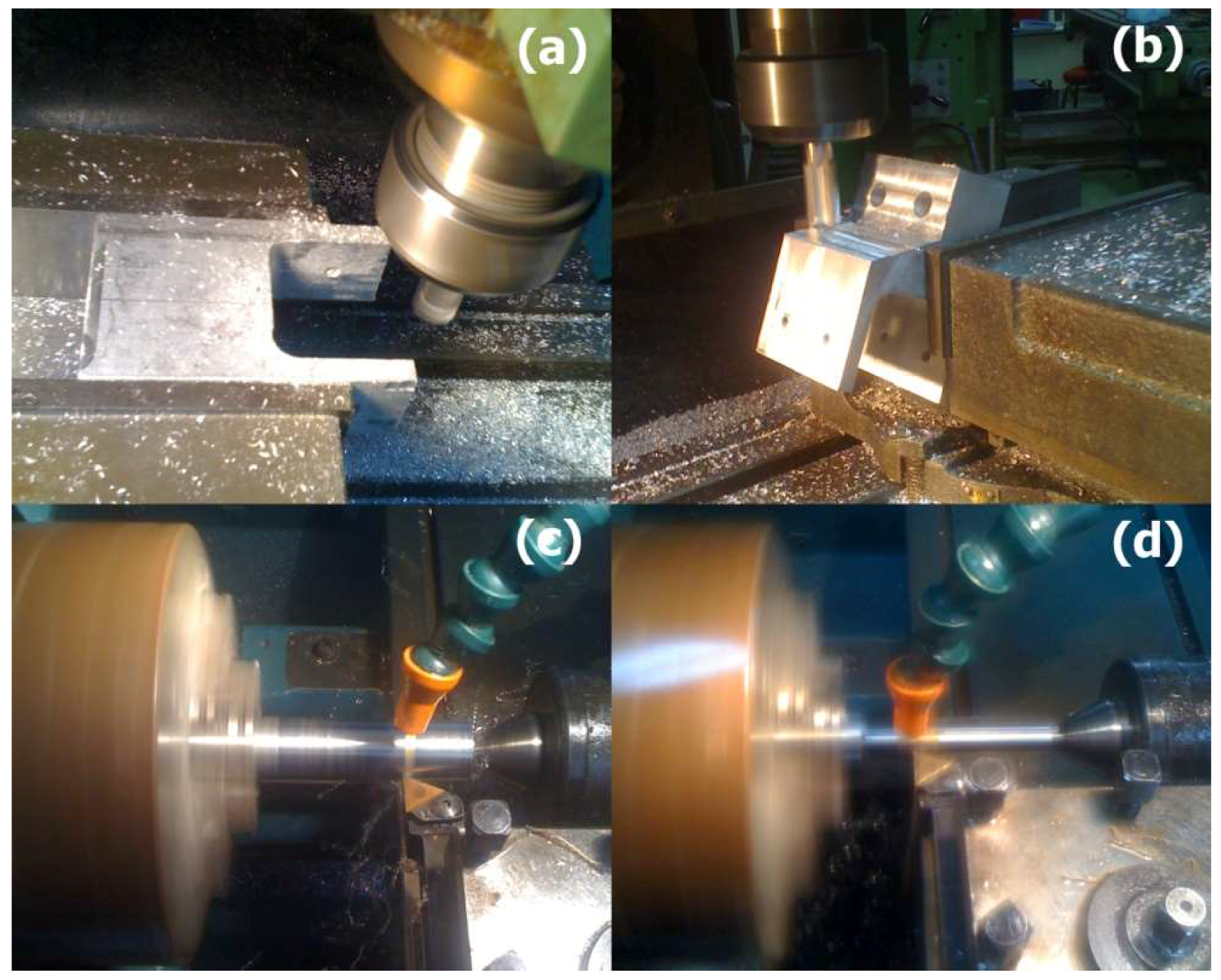
2.3.1. Cutting Manufacturing of the Chassis’ Tubes
2.3.2. Welding Manufacturing of the Chassis
2.3.3. Cutting and Welding Manufacturing of the Parts Fitted on the Chassis
2.3.4. Welding and Joining Manufacturing of the Electric Car
2.3.5. Quality Control
3. Materials and Methods
4. Conclusions
Author Contributions
Acknowledgments
Conflicts of Interest
References
- Chen, J. Prospects for Chinese electric vehicle technologies in 2016–2020: Ambition and rationality. Energy 2016, 120, 584–596. [Google Scholar]
- Tsirogiannis, E.C.; Stavroulakis, G.E.; Makridis, S.S. Design and Modelling Methodologies of an Efficient and Lightweight Carbon-fiber Reinforced Epoxy Monocoque Chassis, Suitable for an Electric Car. Mater. Sci. Eng. Adv. Res. 2017, 2, 5–12. [Google Scholar] [CrossRef]
- Tsirogiannis, E.C. Design of an Efficient and Lightweight Chassis, Suitable for an Electric Car; Technical University of Crete: Chania, Greece, 2015. [Google Scholar]
- Shell Eco Marathon. 2017. Available online: http://www.shell.com/eco-marathon (accessed on 29 July 2017).
- Shell Eco Marathon Official Rules. Available online: https://www.shell.com/energy-and-innovation/shell-ecomarathon/europe/for-europe-participants/_jcr_content/par/textimage.stream/1518517326978/43f16fc574ae1813fb480ab1ef51ac0928340661d149579b5e0fb47b10794ad8/shell-eco-marathon-europe-2018-rules-chapter-2.pdf (accessed on 29 July 2017).
- Pro/ENGINEER Wildfire Hands On Workshop. Available online: https://www.tu-chemnitz.de/mb/MHT/SAXSIM/pdf/archiv/HOW_2009_English.pdf (accessed on 29 July 2017).
- Tucer. Available online: www.tucer.tuc.gr (accessed on 25 July 2017).
- Brown, S.T.S.J.C.; Robertson, A.J. Motor Vehicle Structures; Butterworth-Heinemann: Oxford, UK, 2002. [Google Scholar]
- Gillespie, T.D. Fundamentals of Vehicle Dynamics; Society of Automotive Engineers, Inc.: Warrendale, PA, USA, 1992. [Google Scholar]
- Leitman, S.; Brant, B. Build Your Own Electric Vehicle, 2nd ed.; McGraw-Hill: New York, NY, USA, 2009. [Google Scholar]
- Bin Ab Razak, M.S.; bin Hasim, M.H.; bin Ngatiman, N.A. Design of Electric Vehicle Racing Car Chassis using Topology Optimization Method. MATEC Web Conf. 2017, 97, 01117. [Google Scholar] [CrossRef]
- Razak, M.S.A.; Rasit, K.H.M.; Nuri, N.R.M.; Rashid, M.Z. Structural design and analysis of autonomous guided vehicle (AGV) for parts supply. Proc. Mech. Eng. Res. Day 2016, 58–59. [Google Scholar] [CrossRef]
- Airale, A.; Torino, P.; Torino, P. Carbon fiber monocoque for a hydrogen prototype for low consumption challenge. Materwiss. Werksttech. 2011, 42, 386–392. [Google Scholar] [CrossRef]
- Carello, M.; Messana, A. IDRA pegasus: A fuel-cell prototype for 3000 km/L. Comput. Aided. Des. Appl. 2015, 12, 56–66. [Google Scholar] [CrossRef]
- Yang, S.; Zhao, Y.F. Additive manufacturing-enabled design theory and methodology: A critical review. Int. J. Adv. Manuf. Technol. 2015, 80, 327–342. [Google Scholar] [CrossRef]
- Grujicic, M.; Arakere, G.; Pisu, P.; Ayalew, B.; Seyr, N.; Erdmann, M.; Holzleitner, J. Application of topology, size and shape optimization methods in polymer metal hybrid structural lightweight engineering. Multidiscip. Model. Mat. Str. 2008, 4, 305–330. [Google Scholar] [CrossRef]
- Plucinsky, T. Lightweight Technology: Achieving the Right Ecological Balance; BMW Group: Woodcliff Lake, NJ, USA, 2003. [Google Scholar]
- Tsirogiannis, E.Ch. Reverse Engineering, Redesign and Topology Optimization for Additive Manufacturing of an Industrial Robot Arm Link; National Technical University of Athens: Athens, Greece, 2017. [Google Scholar]
- Raugei, M.; Morrey, D.; Hutchinson, A.; Winfield, P. A coherent life cycle assessment of a range of lightweighting strategies for compact vehicles. J. Clean. Prod. 2015, 108, 1168–1176. [Google Scholar] [CrossRef]
- Das, S. Life Cycle Energy and Environmental Assessment of Aluminium-Intensive Vehicle Design. SAE Int. J. Mater. Manf. 2014, 7, 588–595. [Google Scholar] [CrossRef]
- Mayyas, A.T.; Qattawi, A.; Mayyas, A.R.; Omar, M.A. Life cycle assessment-based selection for a sustainable lightweight body-in-white design. Energy 2012, 39, 412–425. [Google Scholar] [CrossRef]
- Kaluza, A.; Kleemann, S.; Frohlich, T.; Herrmann, C.; Vietor, T. Concurrent design & life cycle engineering in automotive lightweight component development. Cirp Conf. Comp. Mater. Parts Manuf. 2017, 66, 16–21. [Google Scholar]
- Wagtendonk, W.J. Principles of Helicopter Flight; Aviation Supplies & Academics Inc.: Newcastle, WA, USA, 1996. [Google Scholar]
- Seddon, J. Basic Helicopter Aerodynamics; BSP Professional Books: Oxford, UK, 1990. [Google Scholar]
- Prouty, R.W. Helicopter Performance Stability and Control; Krieger Publishing Company: Malabar, FL, USA, 1990. [Google Scholar]
- Measuring Center-of-Gravity Height on a Formula Car. Available online: http://www.jameshakewill.com/cg-height.pdf (accessed on 25 July 2017).
- Baraff, D. Physically Based Modeling-Rigid Body Simulation; ACM SIGGRAPH: New York, NY, USA, 2001. [Google Scholar]
- Maleque, M.A.; Salit, M.S. Materials Selection and Design; Springer: Signapore, 2013. [Google Scholar]
- Materials, E.; Reference, P.D. Engineering Materials and Processes—Desk Reference; Butterworth-Heinemann: Oxford, UK, 2009. [Google Scholar]
- Chung, Y.; Kang, H.; Cho, W. The Development of Lightweight Vehicle using Aluminum Space Frame Body. In Proceedings of the Seoul 2000 FISITA World Automotive Congress, Seoul, Korea, 12–15 June 2000. [Google Scholar]
- Groover, M.P. Fundamentals of Modern Manufacturing; John Wiley & Sons Inc.: Hoboken, NY, USA, 2010. [Google Scholar]
- Stergiopoulos, D. Welding Processes and Equipment; Welding Greek Institute (WGI): Elefsina, Greece, 2017. [Google Scholar]
- Diamantopoulos, K. Materials and Their Behaviour during Welding; Welding Greek Institute (WGI): Elefsina, Greece, 2017. [Google Scholar]
- Kah, P.; Hiltunen, E.; Martikainen, J. Investigation of Hot Cracking in the Welding of Aluminium Alloys (6005 & 6082). In Proceedings of the 63rd Annual Assembly & International Conference of the International Institute of Welding, Istanbul, Turkey, 11–17 July 2010; pp. 373–380. [Google Scholar]
- Raj, B.; Jayakumar, T.; Thavasimuthu, M. Practical Non-destructive Testing; Woodhead Publishing: Sawston, UK, 2002. [Google Scholar]
- Alevizakis, V. Fabrication, Applications Engineering; Welding Greek Institute (WGI): Elefsina, Greece, 2017. [Google Scholar]
- Miki, C. Discontinuities, imperfections and defects in welded joints and their effects on joint performance. Weld. Int. 1993, 7, 5–8. [Google Scholar] [CrossRef]
- Krenk, S.; Høgsberg, J. Statics and Mechanics of Structures; Springer: Dordrecht, The Netherlands, 2013. [Google Scholar]
- Lee, J.; Gu, N.; Jupp, J.; Sherratt, S. Evaluating Creativity in Parametric Design Processes and Products: A Pilot Study. In Design Computing and Cognition ‘12; Gero, J.S., Ed.; Springer: Dordrecht, The Netherlands, 2014. [Google Scholar]
- Van Kerkhoven, J.D.G. Design of a Formula Student Race Car Chassis; Technische Universiteit Eindhoven: Eindhoven, The Netherlands, 2008. [Google Scholar]
- Hull, D.; Clyne, T. An Introduction to Composite Materials (Cambridge Solid State Science Series); Cambridge University Press: Cambridge, UK, 1996. [Google Scholar]
- Aalco. Available online: www.aalco.co.uk (accessed on 22 June 2017).
- Material Property Data. Available online: http://www.matweb.com (accessed on 20 June 2017).
- Siciliano, B.; Sciavicco, L.; Villani, L.; Oriolo, G. Robotics: Modelling, Planning and Control; Springer: London, UK, 2009. [Google Scholar]
- Siasos, G.I.; Skondras, G.I.; Gkanas, E.; Hrissagis, K.; Makridis, S.S. The Benefits of Lean through an Analysis and Improvement of an Existing Production Line. Mater. Sci. Eng. Adv. Res. 2017, 2, 15–24. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Component Element Properties | % |
|---|---|
| Aluminium, Al | 95.2–98.3% |
| Chromium, Cr | ≤0.25% |
| Copper, Cu | ≤0.10% |
| Iron, Fe | ≤0.50% |
| Magnesium, Mg | 0.6–1.2% |
| Manganese, Mn | 0.40–1.0% |
| Other each | ≤0.05% |
| Other total | ≤0.15% |
| Silicon, Si | 0.70–1.3% |
| Titanium, Ti | ≤0.10% |
| Zinc, Zn | ≤0.20% |
| Properties | Value | Unit |
|---|---|---|
| Elastic modulus, E | 70,000 | MPa |
| Shear modulus, G | 26,316 | MPa |
| Yield strength, σ | 255 | MPa |
| Poisson ration, v | 0.33 |
| Properties | Value | Unit |
|---|---|---|
| Elastic modulus, E | 207,000 | MPa |
| Shear modulus, G | 80,000 | MPa |
| Yield strength, σ | 850 | MPa |
| Poisson ration, v | 0.29 |
| Lx (mm) | Ly (mm) | Lz (mm) |
|---|---|---|
| 951.025 | 385.413 | 254.894 |
| COGx (mm) | COGy (mm) | COGz (mm) |
|---|---|---|
| 872.766 | 392.328 | 408.793 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tsirogiannis, E.C.; Siasos, G.I.; Stavroulakis, G.E.; Makridis, S.S. Lightweight Design and Welding Manufacturing of a Hydrogen Fuel Cell Powered Car’s Chassis. Challenges 2018, 9, 25. https://doi.org/10.3390/challe9010025
Tsirogiannis EC, Siasos GI, Stavroulakis GE, Makridis SS. Lightweight Design and Welding Manufacturing of a Hydrogen Fuel Cell Powered Car’s Chassis. Challenges. 2018; 9(1):25. https://doi.org/10.3390/challe9010025
Chicago/Turabian StyleTsirogiannis, Evangelos Ch., Gerasimos I. Siasos, Georgios E. Stavroulakis, and Sofoklis S. Makridis. 2018. "Lightweight Design and Welding Manufacturing of a Hydrogen Fuel Cell Powered Car’s Chassis" Challenges 9, no. 1: 25. https://doi.org/10.3390/challe9010025
APA StyleTsirogiannis, E. C., Siasos, G. I., Stavroulakis, G. E., & Makridis, S. S. (2018). Lightweight Design and Welding Manufacturing of a Hydrogen Fuel Cell Powered Car’s Chassis. Challenges, 9(1), 25. https://doi.org/10.3390/challe9010025