
Multi-Pass Welding Distortion Analysis Using Layered Shell Elements Based on Inherent Strain


Abstract
1. Introduction
2. SDB Method
- A.
- Each pass has the same cross-sectional area;
- B.
- All passes are stacked in the layer direction;
- C.
- The area of the HAZ generated by each pass is ignored, but the bead reinforcement is considered;
- D.
- The deformation due to the internal residual stress caused by the temperature differences between passes is neglected.
3. Proposed Method
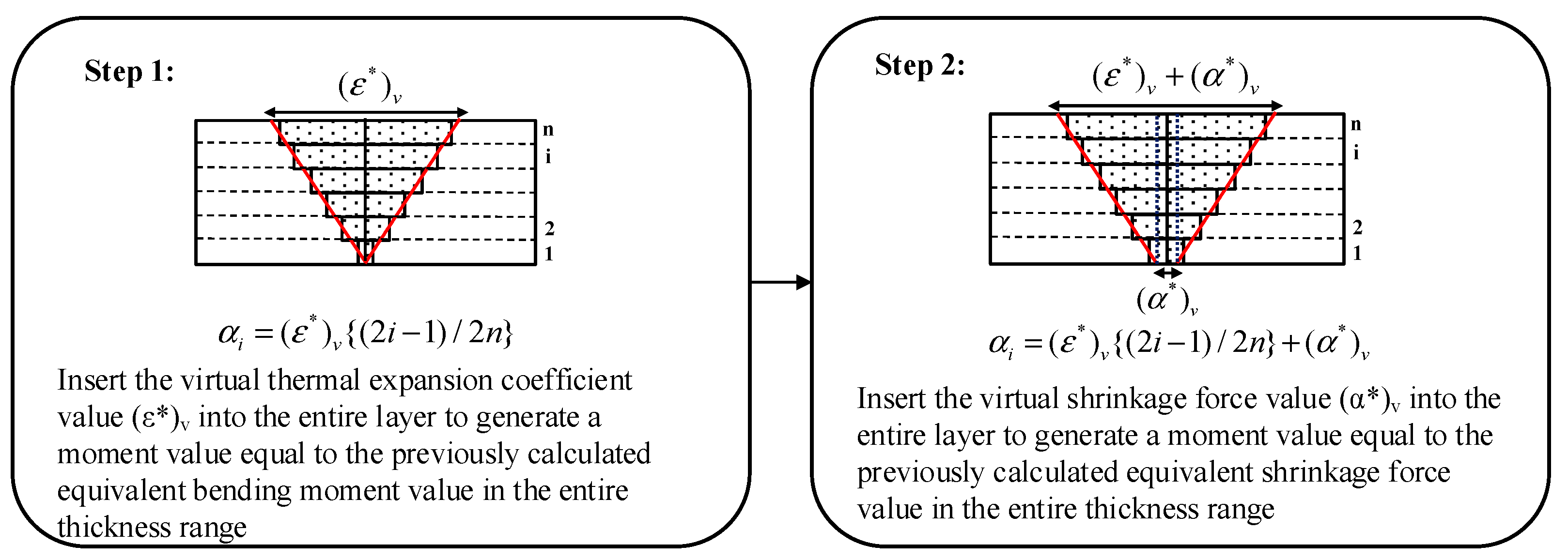
3.1. Layered Shell Element-Based Welding Distortion Analysis Method
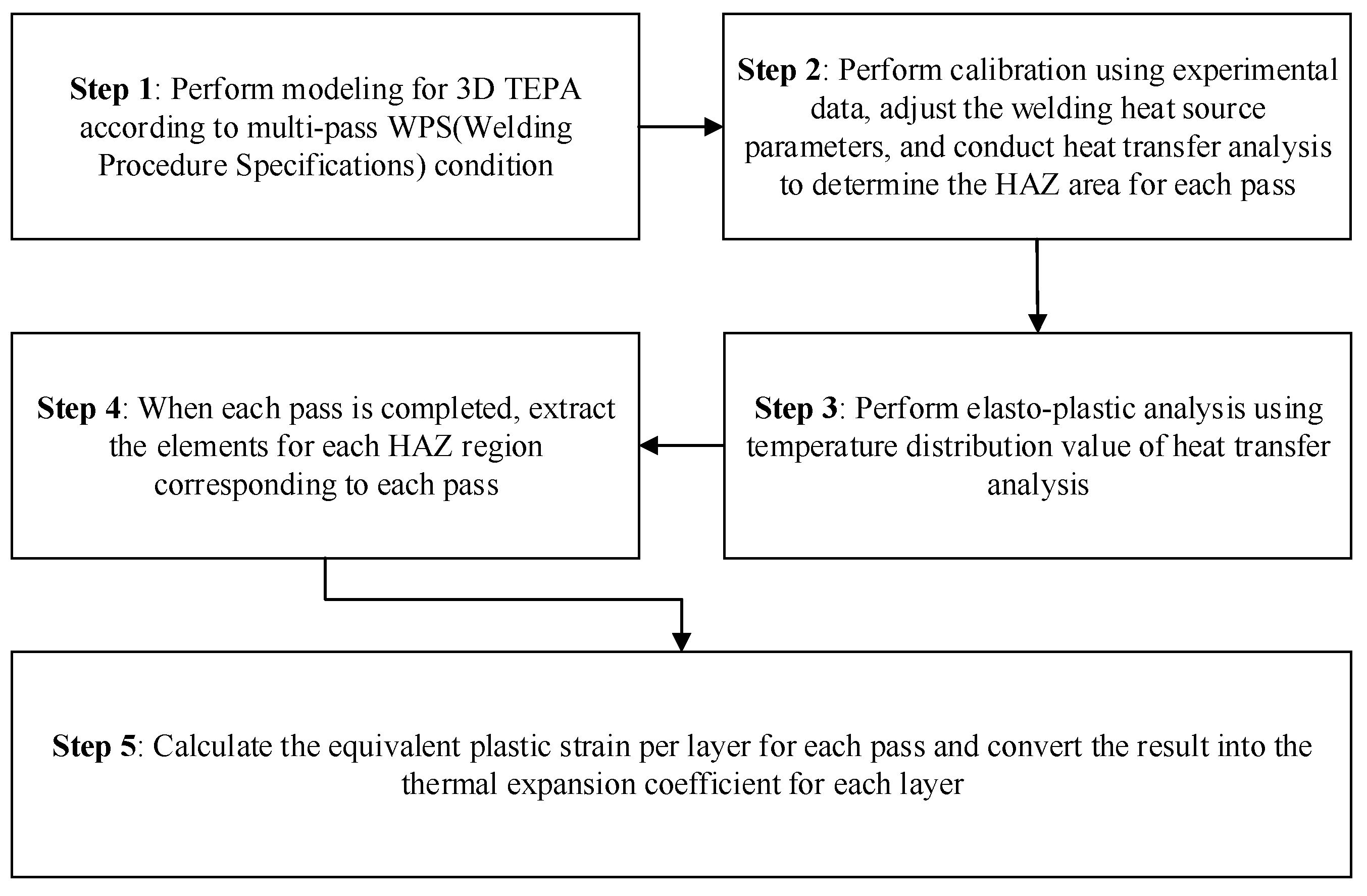
3.2. Proposed Analysis Procedure Based on 3D TEPA Results
- A.
- The deformation occurring in each pass is caused by the inherent strain region occurring below the minimum equivalent thickness accumulated in each pass;
- B.
- Only the plastic strain in the inherent strain region in the transverse direction is considered;
- C.
- Reinforcement is neglected;
- D.
- In the 3D TEPA analysis, the strain of each pass is calculated after cooling for each pass is complete.
4. Verification Using Experimental Models
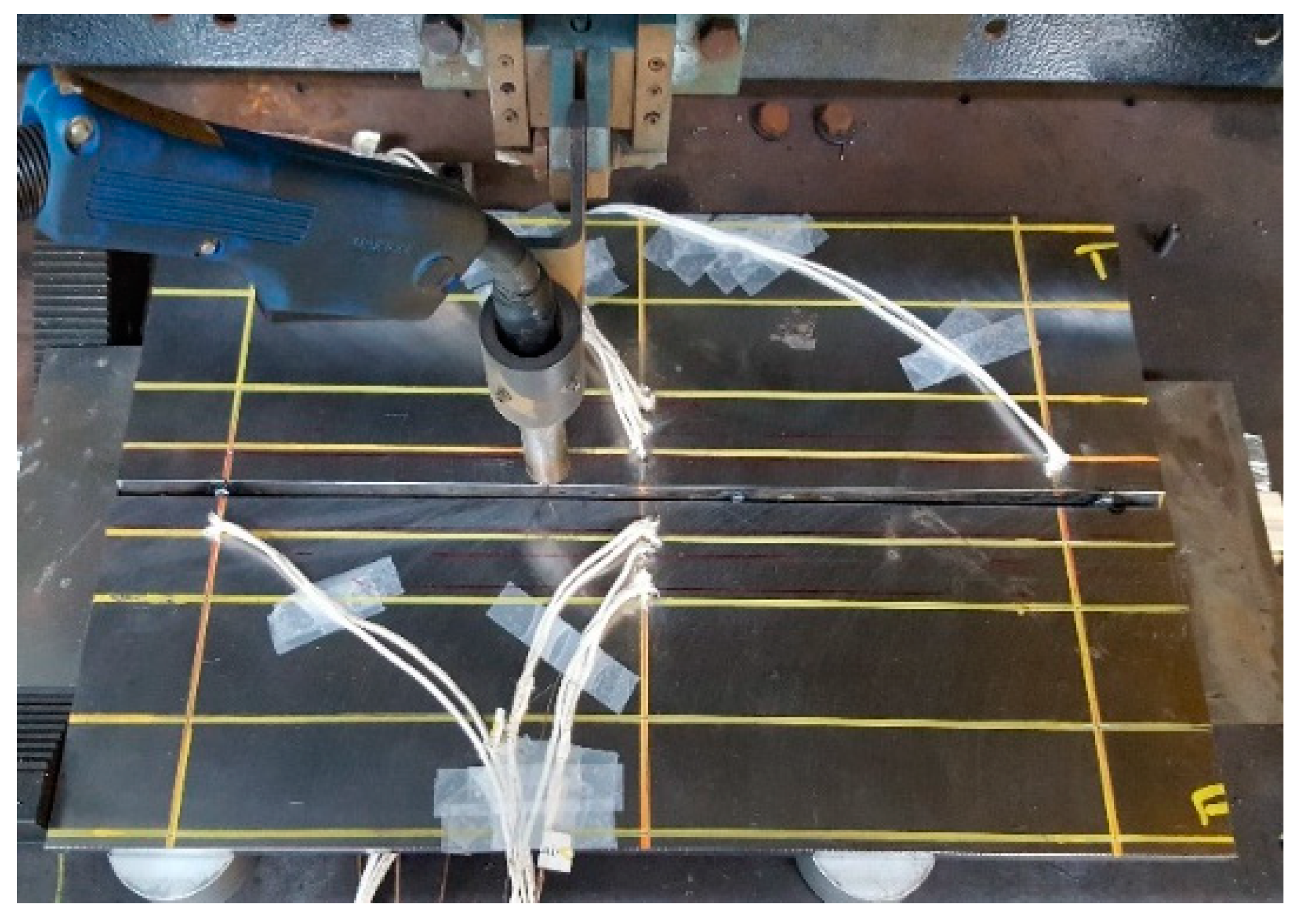
4.1. Experimental Procedure
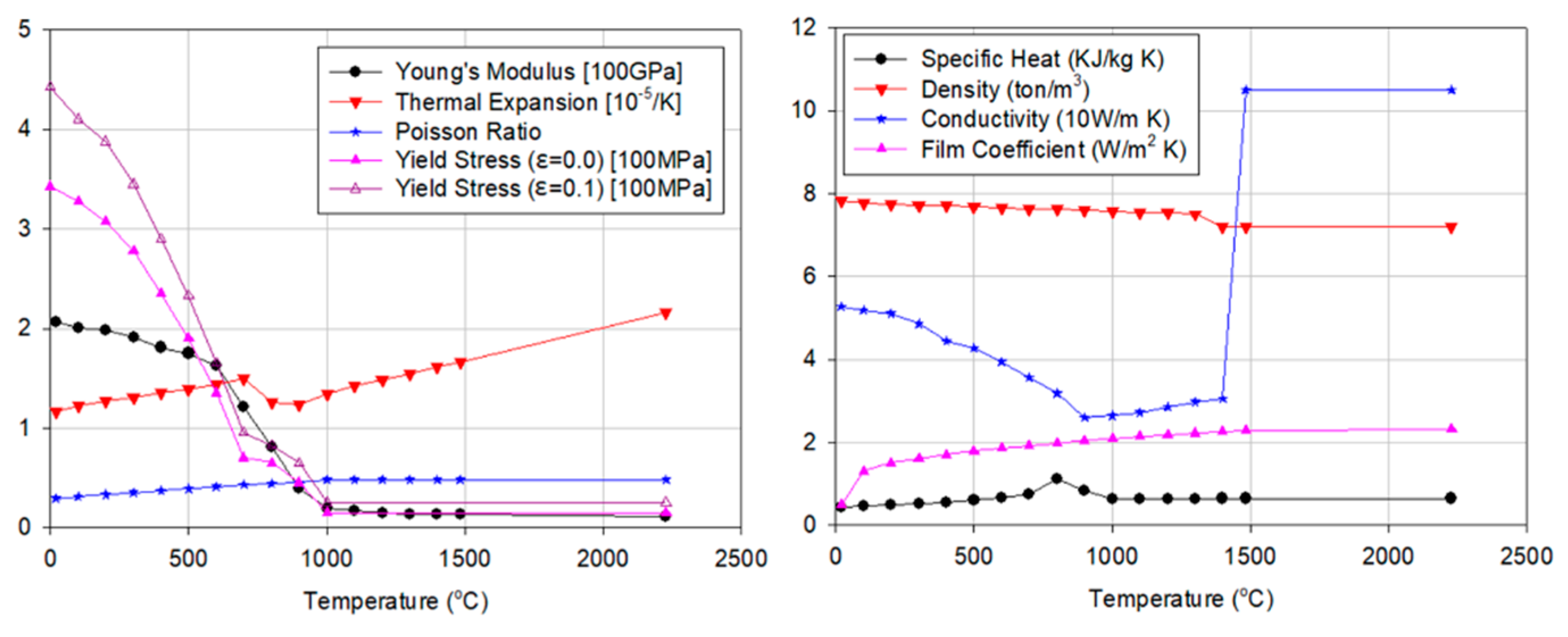
4.2. Numerical Analysis: 3D TEPA
5. Results and Discussion
5.1. Heat Transfer Analysis Results
5.2. 3D Elasto-Plastic Analysis and Thermal Expansion Values Extraction
5.3. Comparison of Various Methods
5.4. Discussion
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Lee, J.M.; Seo, H.D.; Chung, H. Efficient welding distortion analysis method for large welded structures. J. Mater. Process. Technol. 2018, 256, 36–50. [Google Scholar] [CrossRef]
- Xin, H.; Correia, J.A.F.O.; Veljkovic, M.; Berto, F.; Manuel, L. Residual stress effects on fatigue life prediction using hardness measurements for butt-welded joints made of high strength steels. Int. J. Fatigue 2021, 147, 106175. [Google Scholar] [CrossRef]
- Lee, J.; Chung, H. Modified Equivalent Load Method for Welding Distortion Analysis. J. Mar. Sci. Eng. 2020, 8, 794. [Google Scholar] [CrossRef]
- Lindgren, L.E. Numerical modelling of welding. Comput. Methods Appl. Mech. Eng. 2006, 195, 6710–6736. [Google Scholar] [CrossRef]
- Lee, J. Development of Efficient Welding Distortion Analysis Method for Large Welded Structure. Ph.D. Dissertation, Korea Advanced Institute of Science and Technology, Daejeon, Korea, 2019. [Google Scholar]
- Ding, J. Thermo-Mechanical Analysis of Wire and Arc Additive Manufacturing Process. Ph.D. Dissertation, Cranfield University, Cranfield, UK, 2012. [Google Scholar]
- Chen, B.-Q.; Guedes Soares, C. Experimental and numerical investigation on welding simulation of long stiffened steel plate specimen. Mar. Struct. 2021, 75, 102824. [Google Scholar] [CrossRef]
- Hammad, A.; Churiaque, C.; Sánchez-Amaya, J.M.; Abdel-Nasser, Y. Experimental and numerical investigation of hybrid laser arc welding process and the influence of welding sequence on the manufacture of stiffened flat panels. J. Manuf. Process. 2021, 61, 527–538. [Google Scholar] [CrossRef]
- Perić, M.; Garašić, I.; Nižetić, S.; Dedić-Jandrek, H. Numerical Analysis of Longitudinal Residual Stresses and Deflections in a T-joint Welded Structure Using a Local Preheating Technique. Energies 2018, 11, 3487. [Google Scholar] [CrossRef]
- Ueda, Y.; Kim, Y.C.; Yuan, M.G. A predicting method of residual stress using source of residual stress (report I): Characteristics of inherent strain (source of residual stress). Trans. Jpn. Weld. Res. Inst. 1989, 18, 135–141. [Google Scholar]
- Ueda, Y.; Yuan, M.G. A predicting method of welding residual stress using source of residual stress (Report II): Determination of standard inherent strain. Trans. Jpn. Weld. Res. Inst. 1989, 18, 143–150. [Google Scholar]
- Ueda, Y.; Yuan, M.G. A predicting method of welding residual stress using source of residual stress (Report III): Prediction of residual stresses in T- and I-joints using inherent strains. Trans. Jpn. Weld. Res. Inst. 1993, 22, 157–168. [Google Scholar]
- Deng, D.; Murakawa, H.; Ma, N. Predicting welding deformation in thin plate panel structure by means of inherent strain and interface element. Sci. Technol. Weld. Join. 2012, 17, 13–21. [Google Scholar] [CrossRef]
- Park, J.; An, G. Prediction of the welding distortion of large steel structure with mechanical restraint using equivalent load methods. Int. J. Naval Archit. Ocean Eng. 2017, 9, 315–325. [Google Scholar] [CrossRef]
- Jung, H.; Tsai, C.L. Plasticity-based distortion analysis for fillet welded thin-plate T-joints. Weld. J. 2004, 83, 177–187. [Google Scholar]
- Ha, Y.S. Development of thermal distortion analysis method on large shell structure using inherent strain as boundary condition. J. Soc. Nav. Archit. Korea 2008, 45, 93–100. [Google Scholar] [CrossRef]
- Park, J.U.; Lee, H.W.; Bang, H.S. Effects of mechanical constraints on angular distortion of welding joints. Sci. Technol. Weld. Join. 2002, 7, 232–239. [Google Scholar] [CrossRef]
- Kim, K.; Kang, M.; Chung, H. Simplified welding distortion analysis for fillet welding using composite shell elements. Int. J. Archit. Ocean Eng. 2015, 7, 452–465. [Google Scholar] [CrossRef][Green Version]
- Ha, Y.S.; Yang, J.H. Development of distortion analysis method for multi-pass butt-welding based on shell element. J. Weld. Join. 2010, 28, 54–59. [Google Scholar] [CrossRef]
- Ramjaun, T.; Stone, H.J.; Karlsson, L.; Kelleher, J.; Moat, R.J.; Kornmeier, J.R.; Dalaei, K.; Bhadeshia, H.K.D.H. Effect of interpass temperature on residual stresses in multipass welds produced using low transformation temperature filler alloy. Sci. Technol. Weld. Join. 2014, 19, 44–51. [Google Scholar] [CrossRef]
- Fu, G.; Lourenço, M.I.; Duan, M.; Estefen, S.F. Effects of Preheat and Interpass Temperature on the Residual Stress and Distortion on the T-Joint Weld. In Proceedings of the ASME 2014 33rd International Conference on Ocean, Offshore and Arctic Engineering, San Francisco, CA, USA, 8–13 June 2014. [Google Scholar]
- Fanous, I.F.Z.; Younan, M.Y.A.; Wifi, A.S. 3-D Finite Element Modeling of the Welding Process Using Element Birth and Element Movement Techniques. J. Press. Vessel. Technol. 2003, 125, 144–150. [Google Scholar] [CrossRef]
- Goldak, J.; Chakravarti, A.; Bibby, M. A new finite element model for welding heat sources. Metall. Mater. Trans. B 1984, 2, 299–305. [Google Scholar] [CrossRef]
- Murakawa, H.; Ma, N.; Ohsuga, Y. Concept of inherent strain, inherent deformation and inherent force for prediction of welding distortion. Trans. Jpn. Weld. Res. Inst. 2011, 39, 103–105. [Google Scholar]
- Perrera, D. Simplified Distortion Analysis for Multi-Pass Welding Using Layered Shell Elements Based on Inherent Strain. Masters’s Dissertation, Korea Advanced Institute of Science and Technology, Daejeon, Korea, 2016. [Google Scholar]
- OTC Daihen Inc. Available online: http://www.daihen-usa.com (accessed on 10 May 2021).

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Pass Number | Current (A) | Voltage (V) | Traveling Speed (mm/s) | Interpass Temperature (°C) |
|---|---|---|---|---|
| 1 | 220 | 25.2 | 8.3 | 300–350 |
| 2 | 240 | 27.2 | 9.0 | 300–350 |
| 3 | 240 | 27.2 | 9.0 | 300–350 |
| 1st Pass | 2nd Pass | 3rd Pass | |
|---|---|---|---|
| a(mm) | 2.2 | 3.5 | 3.5 |
| b(mm) | 6.0 | 5.5 | 2.5 |
| c1(mm) | 5 | 5 | 5 |
| c2(mm) | 10 | 10 | 10 |
| f1 | 0.2 | 0.2 | 0.2 |
| f2 | 1.8 | 1.8 | 1.8 |
| 1st Pass | 2nd Pass | 3rd Pass | |
|---|---|---|---|
| Equivalent thickness (mm) | 6 | 7 | 10 |
| Equivalent HAZ width (mm) | 7.94 | 10.37 | 13.04 |
| Thermal expansion in plate (°C−1) | −0.0196 −0.0182 −0.0171 −0.0159 −0.0146 −0.0139 | −0.0181 −0.0180 −0.0152 −0.0121 −0.0085 −0.0039 0.0010 | −0.0258 −0.0239 −0.0208 −0.0187 −0.0154 −0.0127 −0.0098 −0.0065 −0.0003 −0.0007 |
| 1st Pass | 2nd Pass | 3rd Pass | |
|---|---|---|---|
| Thickness (mm) | 6 | 7 | 10 |
| Moment (N∙mm) | −40,067 | −191,525 | −634,002 |
| Force (N) | −353,794 | −154,962 | −353,903 |
| Target Moment (N∙mm) | Target Force (N) |
|---|---|
| −1,377,878 | −1,164,933 |
| ε* | −0.05218 |
| α* | 0.06018 |
| Thickness (mm) | 10 |
| Equivalent HAZ width (mm) | 16 |
| Thermal expansion in plate (°C−1) | −0.0129 −0.0181 −0.0233 −0.0286 −0.0338 −0.0390 −0.0442 −0.0494 −0.0546 −0.0599 |
| Equivalent HAZ Width | Temperature Distribution | Inherent Strain Value |
|---|---|---|
| 16 mm | Ttop = 1.51 Tbottom = −1.51 | −0.0251 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lee, J.; Perrera, D.; Chung, H. Multi-Pass Welding Distortion Analysis Using Layered Shell Elements Based on Inherent Strain. J. Mar. Sci. Eng. 2021, 9, 632. https://doi.org/10.3390/jmse9060632
Lee J, Perrera D, Chung H. Multi-Pass Welding Distortion Analysis Using Layered Shell Elements Based on Inherent Strain. Journal of Marine Science and Engineering. 2021; 9(6):632. https://doi.org/10.3390/jmse9060632
Chicago/Turabian StyleLee, Jaemin, Diego Perrera, and Hyun Chung. 2021. "Multi-Pass Welding Distortion Analysis Using Layered Shell Elements Based on Inherent Strain" Journal of Marine Science and Engineering 9, no. 6: 632. https://doi.org/10.3390/jmse9060632
APA StyleLee, J., Perrera, D., & Chung, H. (2021). Multi-Pass Welding Distortion Analysis Using Layered Shell Elements Based on Inherent Strain. Journal of Marine Science and Engineering, 9(6), 632. https://doi.org/10.3390/jmse9060632