
Role of YSZ Particles on Microstructural, Wear, and Corrosion Behavior of Al-15%Mg2Si Hybrid Composite for Marine Applications


 ,
,  ,
, 
Abstract
1. Introduction
2. Materials and Methods
2.1. Fabrication Process of Materials
2.2. Microstructural Characterization
2.3. Hardness Test
2.4. Sliding Wear Test
2.5. Corrosion Test
3. Results and Discussion
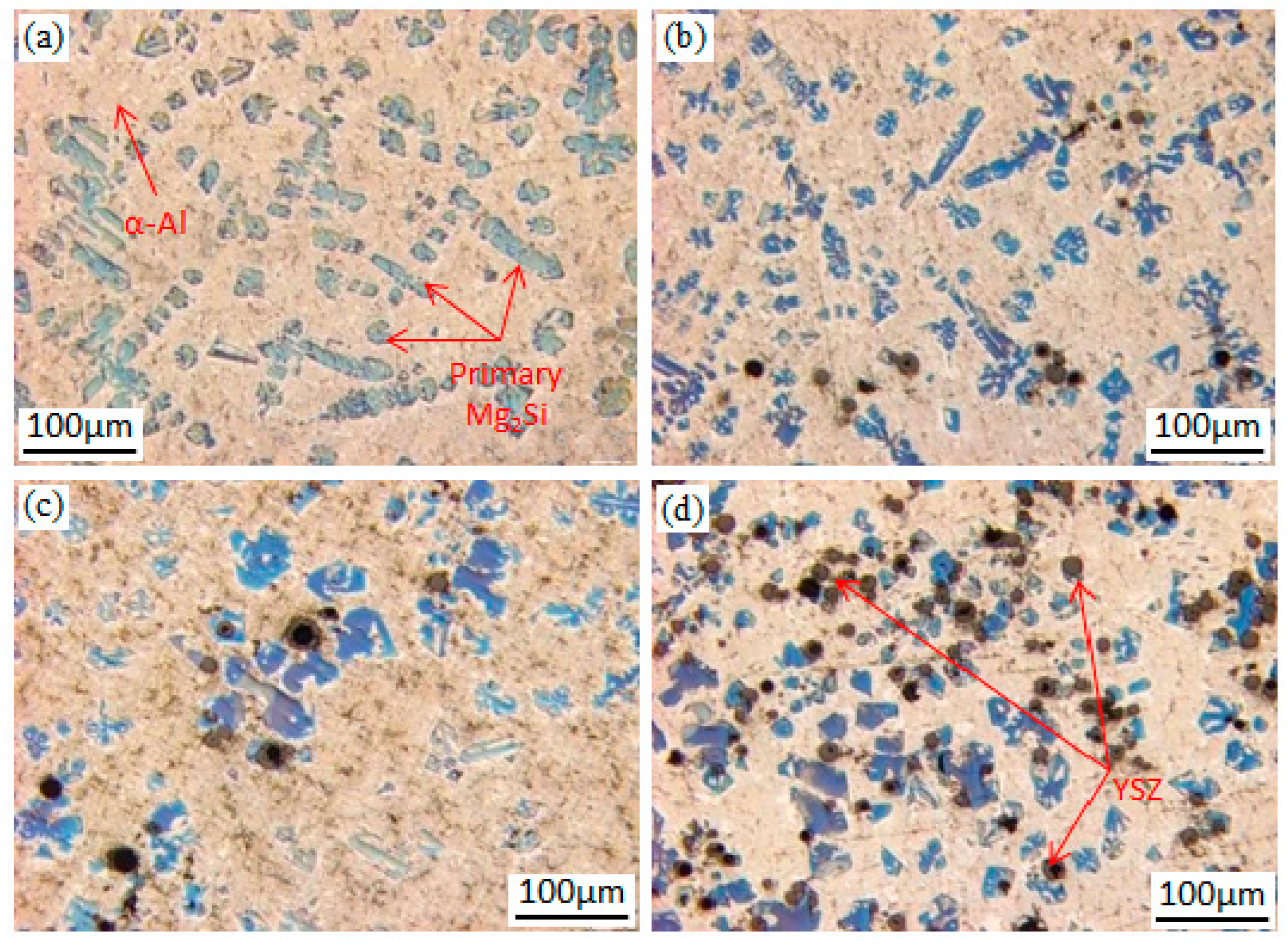
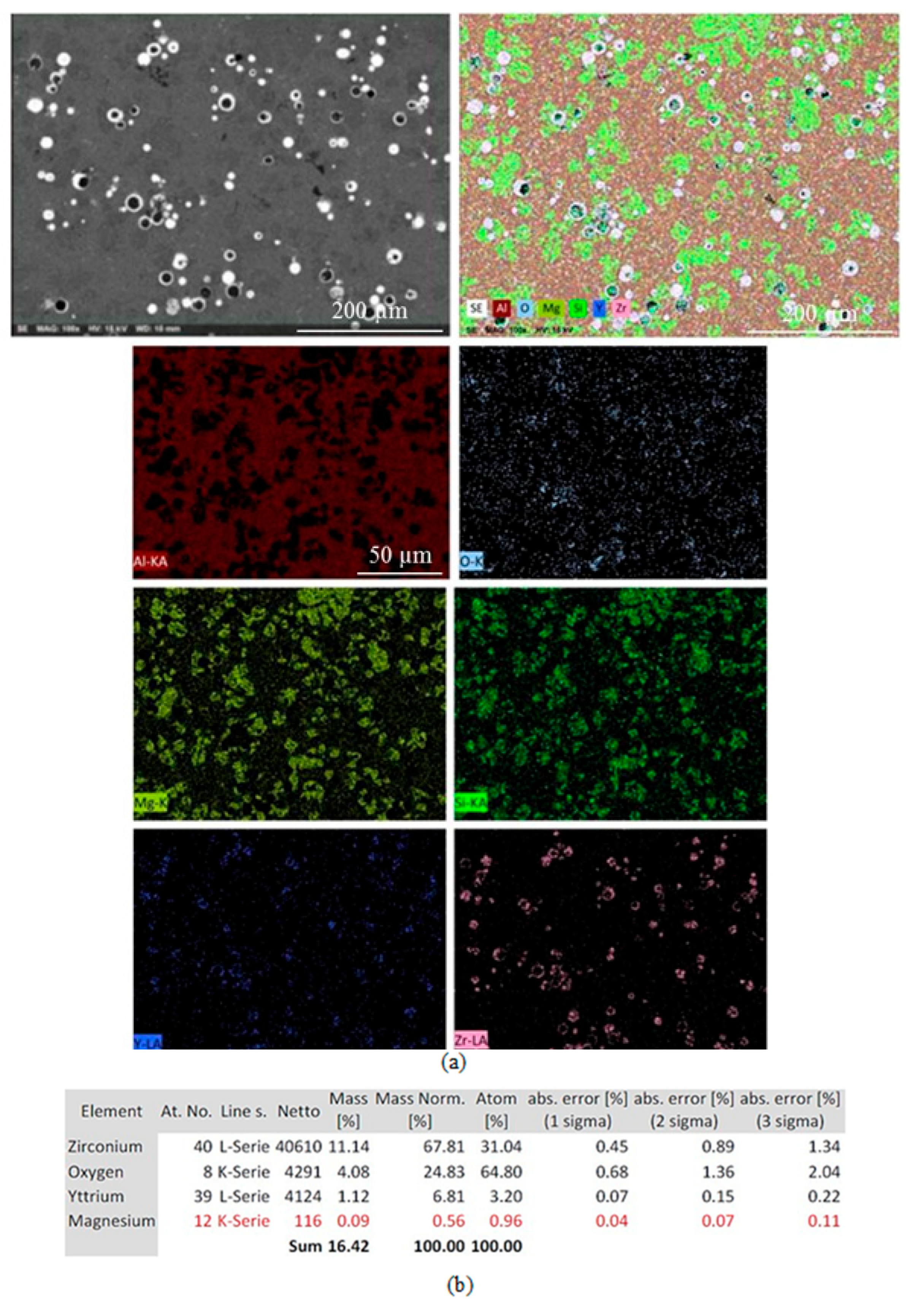
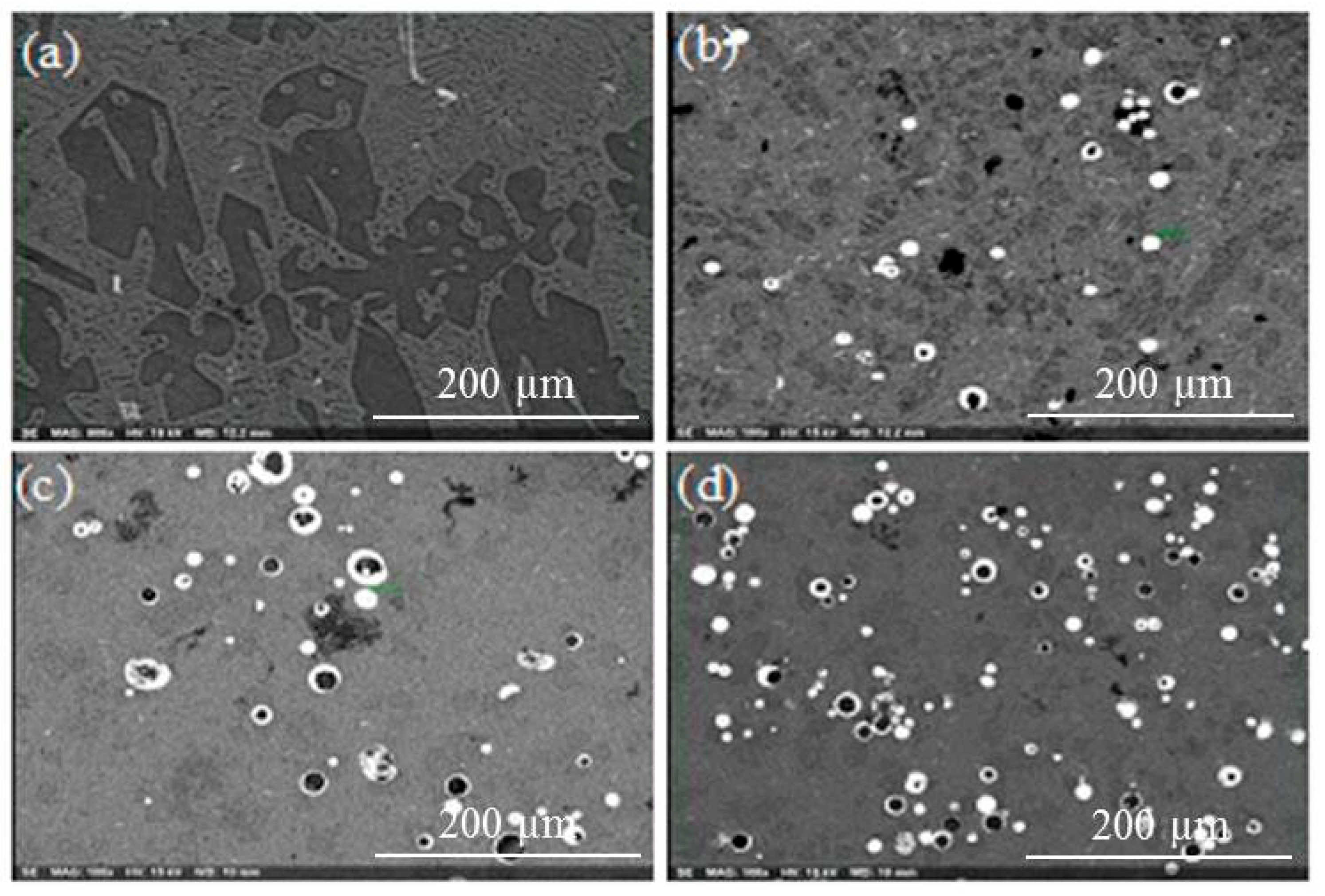
3.1. Microstructural Characterization
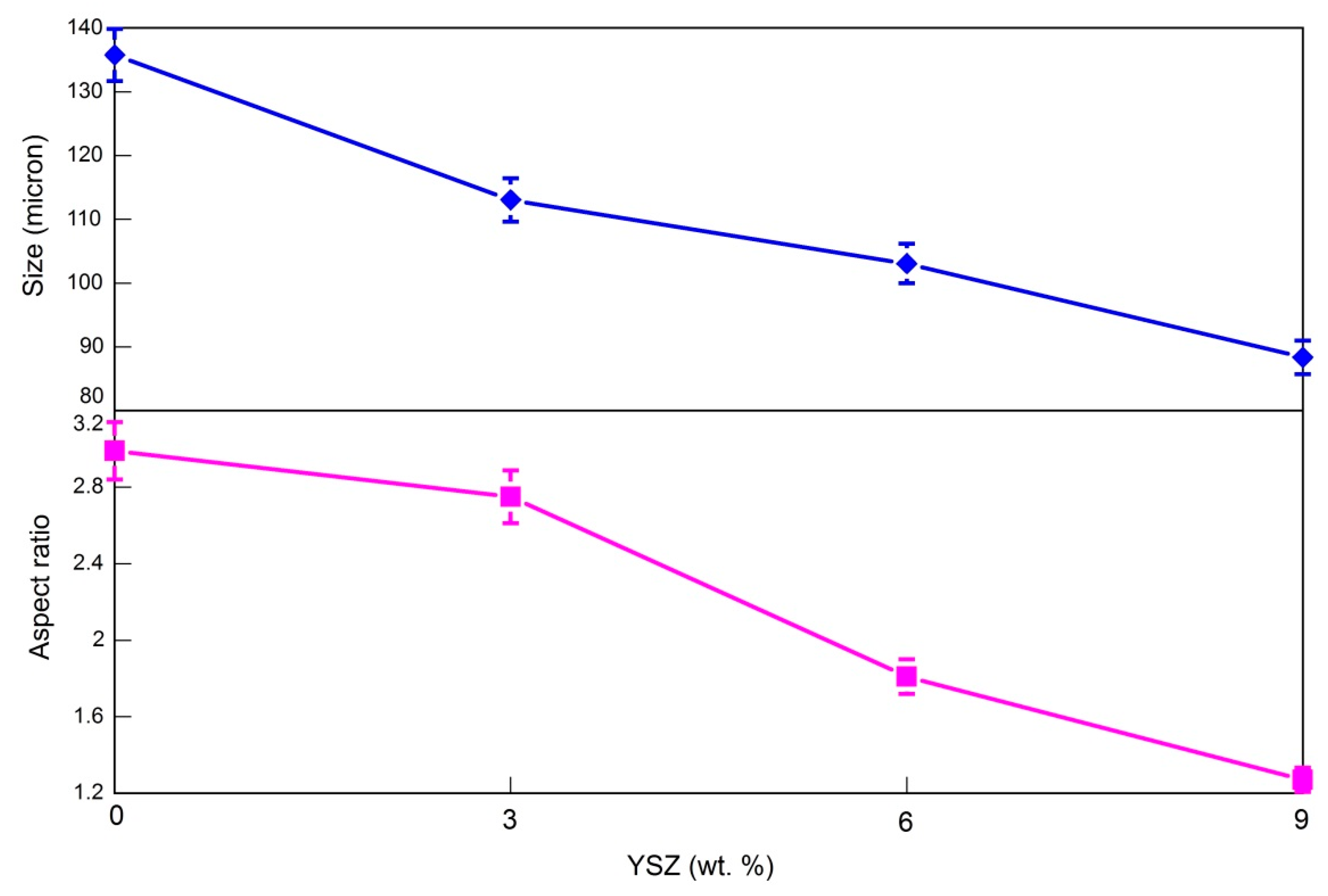
3.2. Quantitative Analysis of the Microstructure
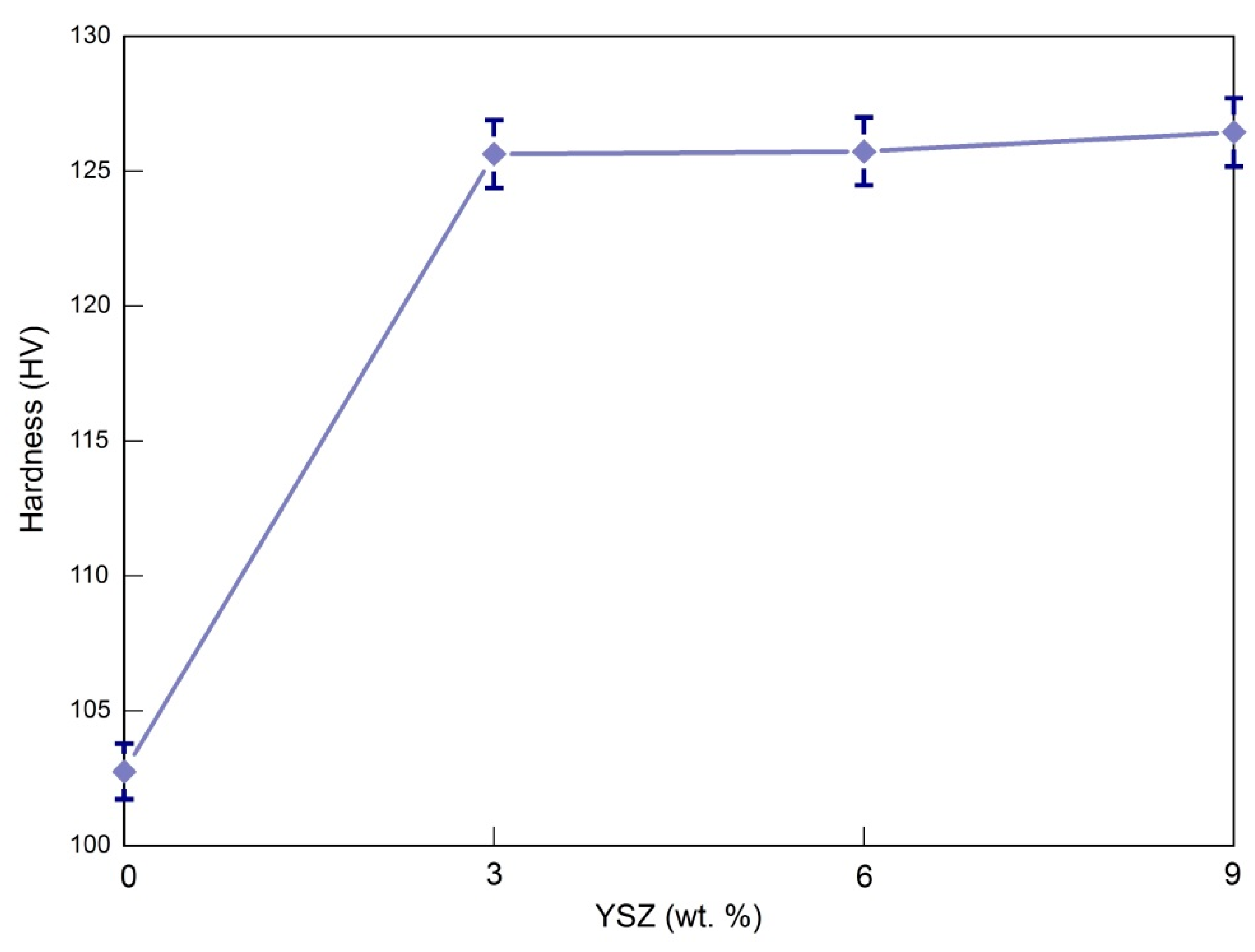
3.3. Hardness Test
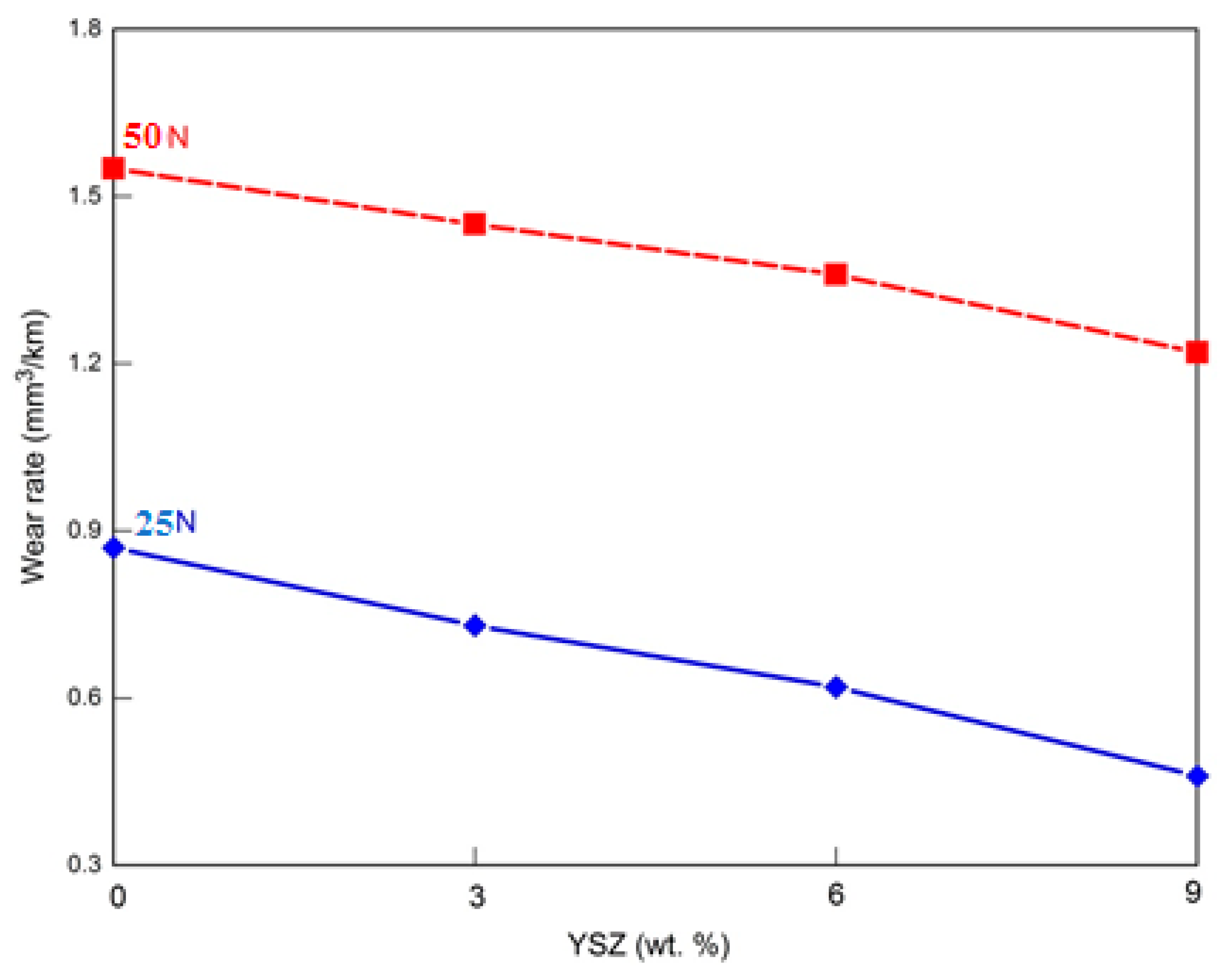
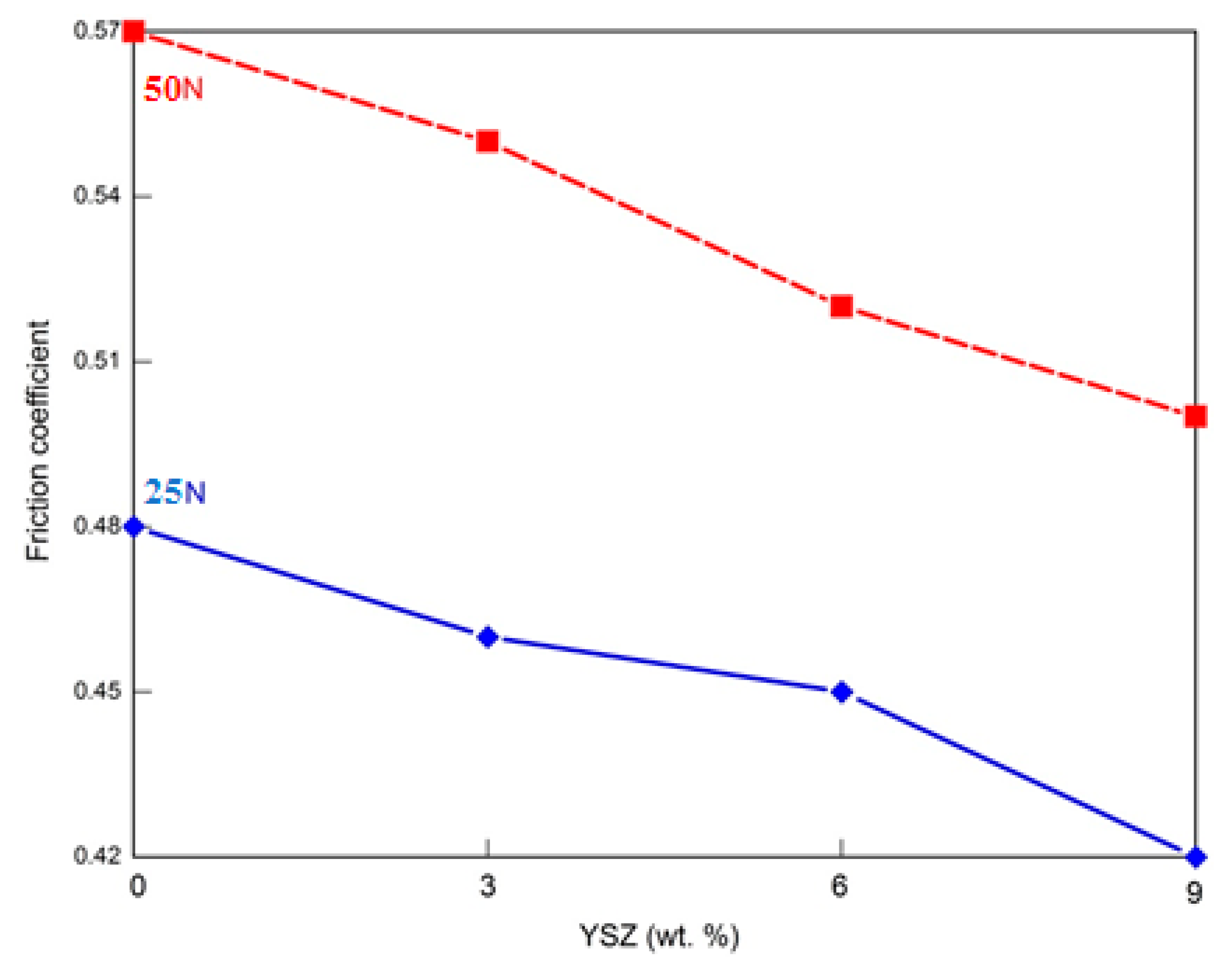
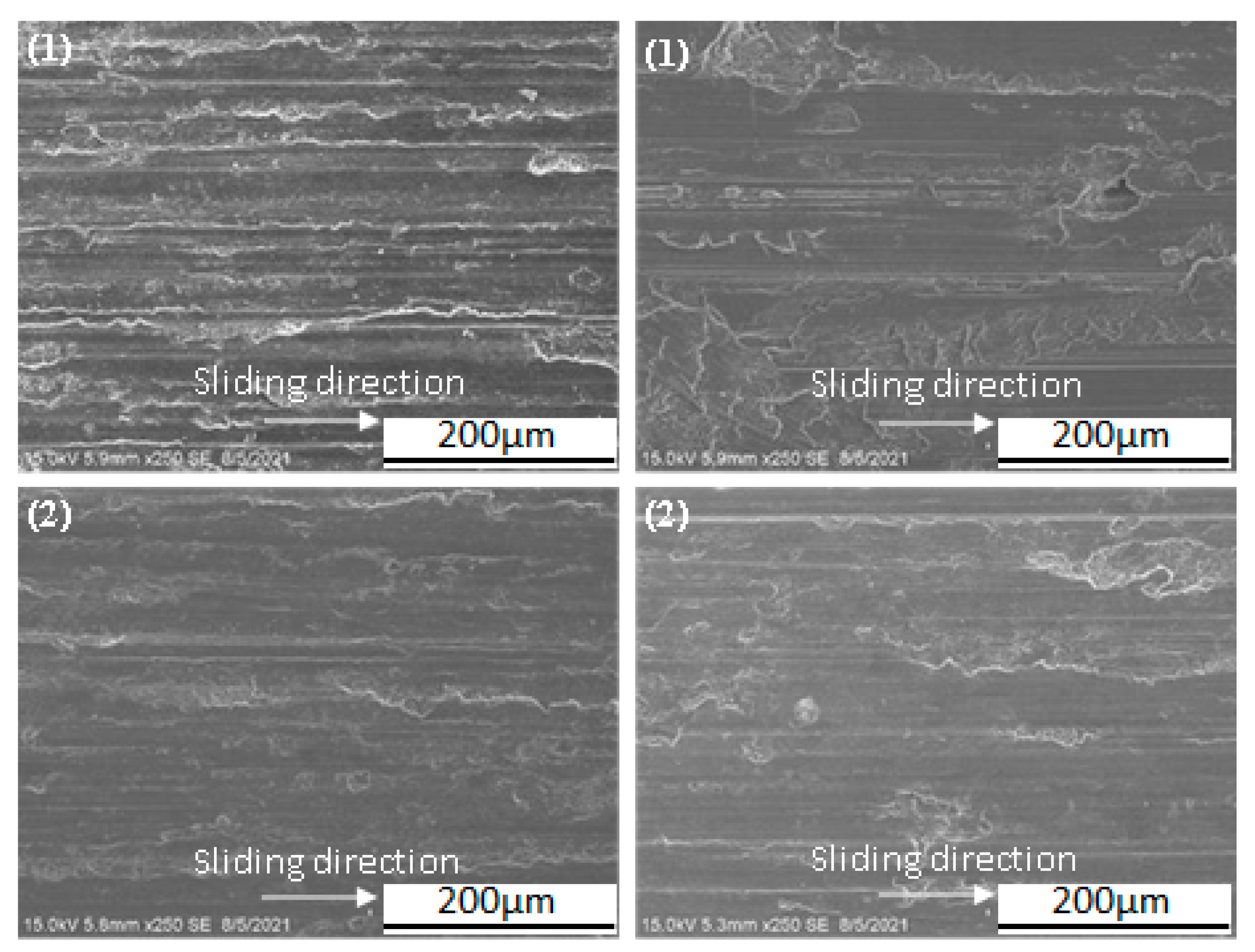
3.4. Wear Test
3.5. Corrosion Test
4. Conclusions
- -
- Microstructural examination revealed that the addition of YSZ particles successfully refines the size of primary Mg2Si phases, as well as providing an even distribution of these phases across the Al matrix. Among the fabricated composites, the Al-15%Mg2Si-9%YSZ hybrid composite demonstrated the best outcome, with the most apparent effect in terms of particle refinement and phase distribution. The size reduction is as much as 35.87%, while the aspect ratio decreased by 57.67% compared with the as-cast, in situ composite.
- -
- Furthermore, the hardest composite was found to be Al-15%Mg2Si with 9% of YSZ, for which a hardness value of 126.44 HV was recorded, compared to the as-cast composite, with a hardness value of 102.72 HV. This hardness level can be attributed to the finer primary Mg2Si phases and hard YSZ-reinforcing particles that pin the sliding of grain boundaries.
- -
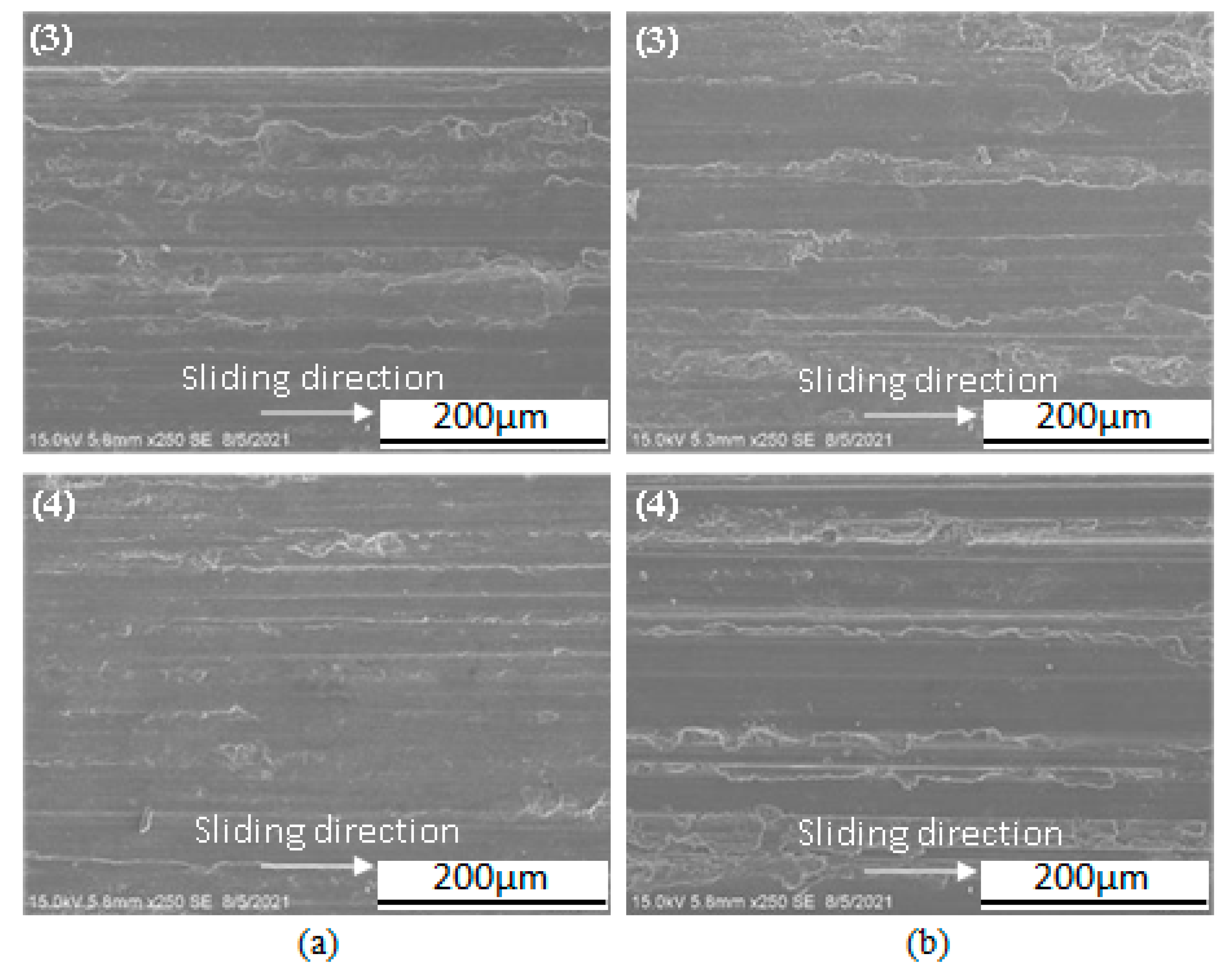
- Both results regarding the wear rate, as well as the coefficient of friction, imply that the in situ Al-15%Mg2Si composite with 9wt.% YSZ content demonstrates the best wear resistance. In addition, the SEM images of the worn surfaces also reveal that the Al-15%Mg2Si-9%YSZ hybrid composite showcases the least severe wear, with only mild abrasions on the smoothest surface. This excellent wear behavior may be credited to the high hardness, along with the refined and uniform distribution, of the Mg2Si particles in the composite.
- -
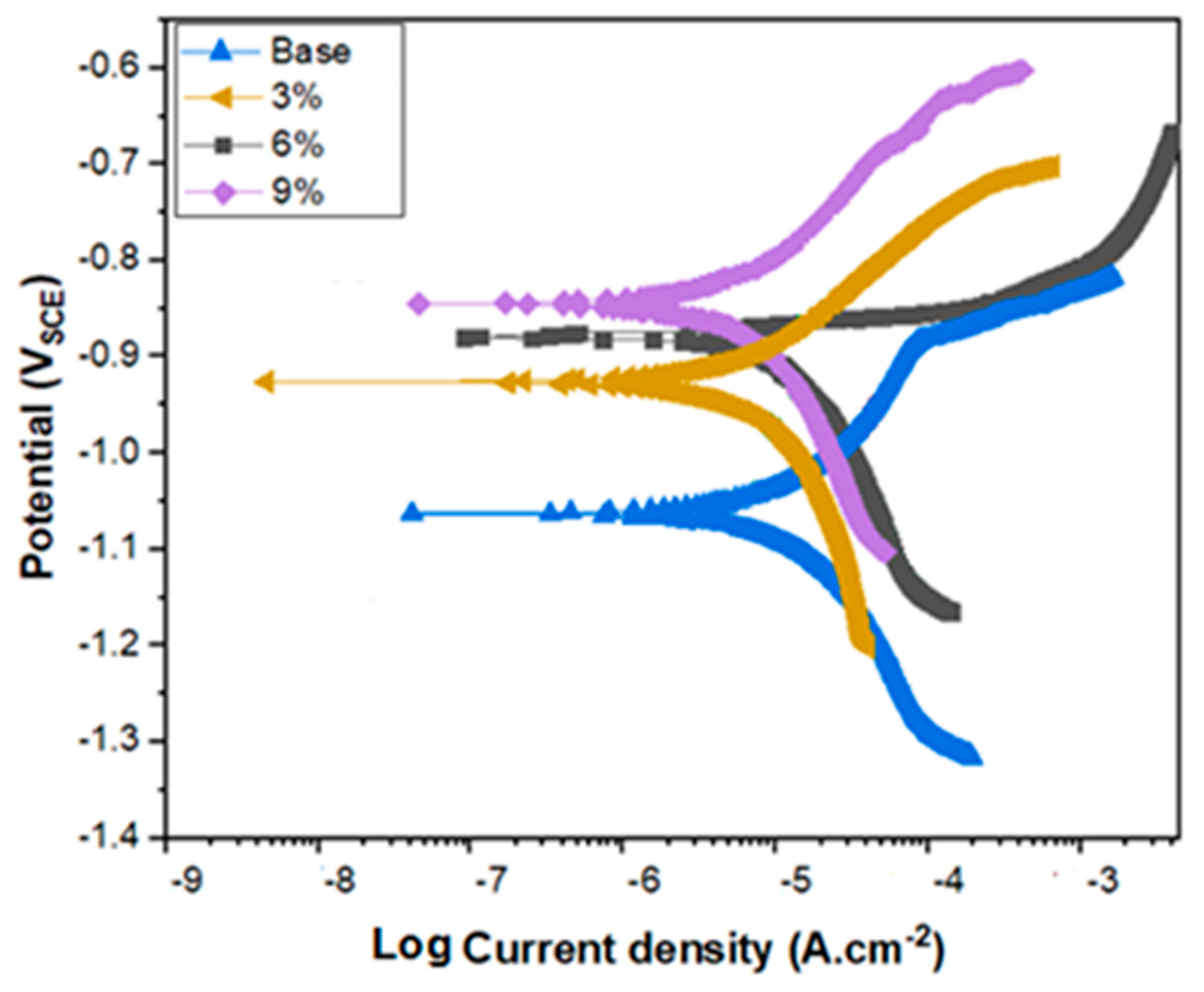
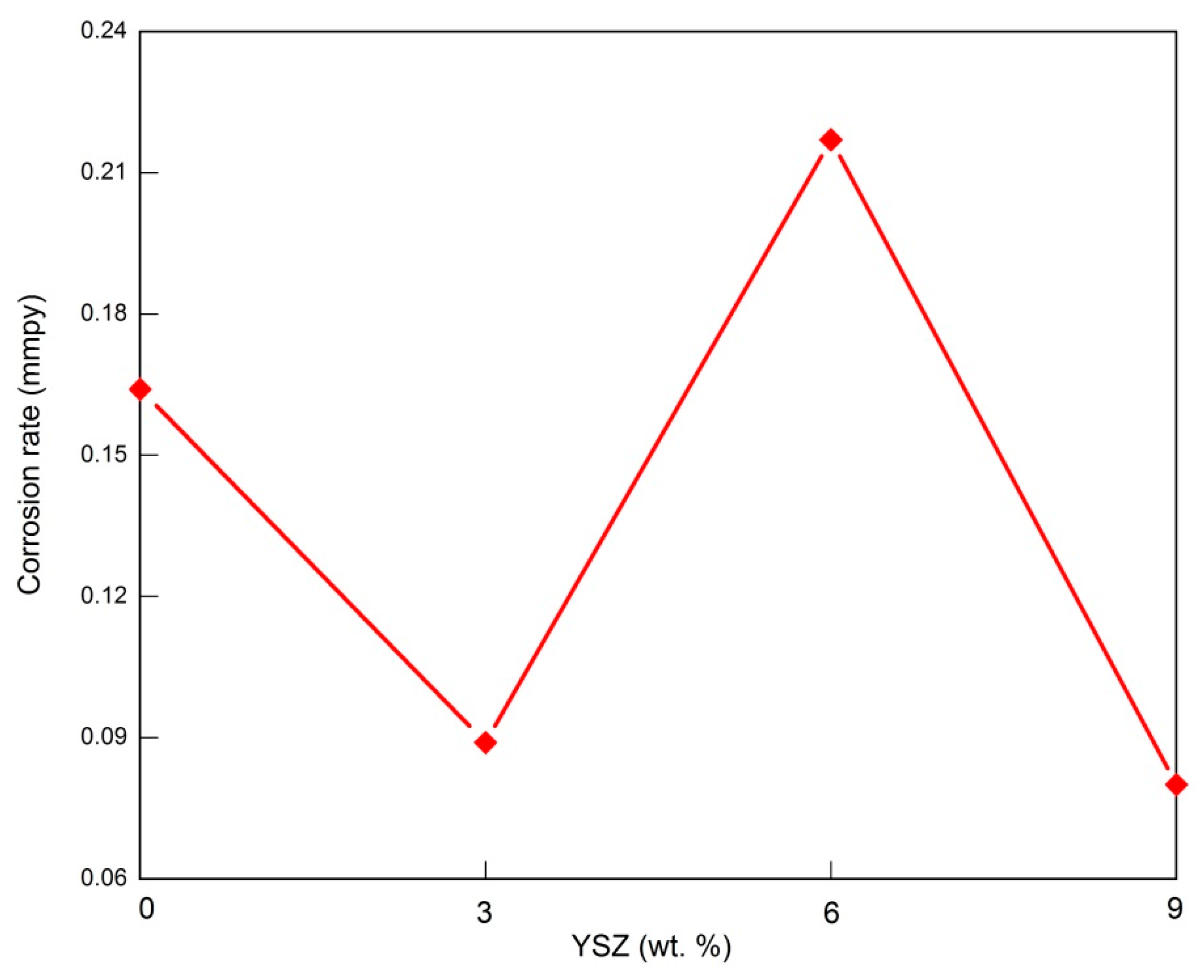
- The electrochemical test result suggests that the Al-15%Mg2Si-9%YSZ hybrid composite possesses better corrosion resistance than the as-cast composite and composites with 3, 6wt.% YSZ. This is as expected since the optimum size and dispersion of Mg2Si particles can impede the propagation of corrosion pits initiated on the surface of the material.
- -
- Further investigations of the thermal behavior and other mechanical properties of hypereutectic Al-Mg2Si composites are recommended for further studies.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Ramanathan, A.; Krishnan, P.K.; Muraliraja, R. A review on the production of metal matrix composites through stir casting—Furnace design, properties, challenges, and research opportunities. J. Manuf. Process. 2019, 42, 213–245. [Google Scholar] [CrossRef]
- Wong, K.J.; Johar, M.; Koloor, S.S.R.; Petrů, M.; Tamin, M.N. Moisture absorption effects on mode II delamination of carbon/epoxy composites. Polymers 2020, 12, 2162. [Google Scholar] [CrossRef] [PubMed]
- Shokravi, H.; Mohammadyan-Yasouj, S.E.; Koloor, S.S.R.; Petrů, M.; Heidarrezaei, M. Effect of alumina additives on mechanical and fresh properties of self-compacting concrete: A review. Processes 2021, 9, 554. [Google Scholar] [CrossRef]
- Mohammadyan-Yasouj, S.E.; Abbastabar Ahangar, H.; Ahevani Oskoei, N.; Shokravi, H.; Rahimian Koloor, S.S.; Petrů, M. Thermal performance of alginate concrete reinforced with basalt fiber. Crystals 2020, 10, 779. [Google Scholar] [CrossRef]
- Vijayakumar, K.; Prabhu, L.; Subin, B.; Satheen, S.; Vaishnav, K. Development of Hybrid Aluminium Metal Matrix Composites for Marine Applications. In IOP Conference Series: Materials Science and Engineering; IOP Publishing: Bristol, UK, 2020. [Google Scholar]
- Ambali, A.O.; Bolaji, B.O.; Abdulmalik, I.O. The Processing Methods and Properties of Aluminium-SiCp Metal Matrix Composites Produced by Stir Casting for Marine Applications—A Review. FUOYE J. Eng. Technol. 2022, 7, 465–473. [Google Scholar] [CrossRef]
- Elanchezhian, C.; Ramnath, B.V.; Ramakrishnan, G.; Raghavendra, K.S.; Muralidharan, M.; Kishore, V. Review on metal matrix composites for marine applications. Mater. Today Proc. 2018, 5, 1211–1218. [Google Scholar] [CrossRef]
- Santhosh, N.; Kempaiah, U.; Gowda, A.C.; Raghu, M.; Sajjan, G. Corrosion characterization of silicon carbide and fly ash particulates dispersion strengthened aluminium 5083 composites. J. Catal. Catal. 2017, 4, 9–21. [Google Scholar]
- Koloor, S.R.; Karimzadeh, A.; Abdullah, M.; Petrů, M.; Yidris, N.; Sapuan, S.; Tamin, M. Linear-Nonlinear Stiffness Responses of Carbon Fiber-Reinforced Polymer Composite Materials and Structures: A Numerical Study. Polymers 2021, 13, 344. [Google Scholar] [CrossRef]
- Sharma, D.K.; Mahant, D.; Upadhyay, G. Manufacturing of metal matrix composites: A state of review. Mater. Today Proc. 2020, 26, 506–519. [Google Scholar] [CrossRef]
- Samal, P.; Vundavilli, P.R.; Meher, A.; Mahapatra, M.M. Recent progress in aluminum metal matrix composites: A review on processing, mechanical and wear properties. J. Manuf. Process. 2020, 59, 131–152. [Google Scholar] [CrossRef]
- Ghandvar, H.; Jabbar, M.A.; Koloor, S.S.R.; Petrů, M.; Bahador, A.; Bakar, T.A.A.; Kondoh, K. Role B4C addition on microstructure, mechanical, and Wear characteristics of Al-20% Mg2Si hybrid metal matrix composite. Appl. Sci. 2021, 11, 3047. [Google Scholar] [CrossRef]
- Foltz, J.V.; Blackmon, C.M. Metal-Matrix Composites. In 2013 ASM Handbook, Volume 2: Properties and Selection: Nonferrous Alloys and Special-Purpose Materials ASM Handbook Committee; ASM International: Novelty, OH, USA, 2013; pp. 903–912. [Google Scholar] [CrossRef]
- Seth, P.P.; Parkash, O.; Kumar, D. Structure and mechanical behavior of in situ developed Mg 2 Si phase in magnesium and aluminum alloys—A review. RSC Adv. 2020, 10, 37327–37345. [Google Scholar] [CrossRef] [PubMed]
- Li, G.; Gill, H.; Varin, R. Magnesium silicide intermetallic alloys. Metall. Mater. Trans. A 1993, 24, 2383–2391. [Google Scholar] [CrossRef]
- Li, C.; Wu, Y.; Li, H.; Liu, X. Morphological evolution and growth mechanism of primary Mg2Si phase in Al–Mg2Si alloys. Acta Mater. 2011, 59, 1058–1067. [Google Scholar] [CrossRef]
- Qin, Q.-D.; Zhao, H.-L.; Juan, L.; Zhang, Y.-Z.; Su, X.-D. Microstructure and mechanical properties of friction stir processed Al–Mg2Si alloys. Trans. Nonferrous Met. Soc. China 2020, 30, 2355–2368. [Google Scholar] [CrossRef]
- Srinivas, V.; Singh, V. Development of in situ as cast Al–Mg2Si particulate composite: Microstructure refinement and modification studies. Trans. Indian Inst. Met. 2012, 65, 759–764. [Google Scholar] [CrossRef]
- Li, J.; Zhao, G.; Wu, S.; Huang, Z.; Lü, S.; Chen, Q.; Li, F. Preparation of hybrid particulates SiCnp and Mg2Si reinforced Al-Cu matrix composites. Mater. Sci. Eng. A 2019, 751, 107–114. [Google Scholar] [CrossRef]
- Moktar, M.; Ghandvar, H.; Abu Bakar, T. Microstructural and tensile properties of Al-20% Mg2Si-xSiCp hybrid metal matrix composite. Encycl. Renew. Sustain. Mater. 2020, 5, 54–63. [Google Scholar]
- Zulfia, A.; Putro, E.; Wahyudi, M.; Dhaneswara, D.; Utomo, B. Fabrication and characteristics of ADC-12 reinforced nano-SiC and nano-Al2O3 composites through stir casting route. In IOP Conference Series: Materials Science and Engineering; IOP Publishing: Bristol, UK, 2018. [Google Scholar]
- Umanath, K.; Selvamani, S.; Palanikumar, K. Friction and wear behaviour of Al6061 alloy (SiCp+ Al2O3p) hybrid composites. Int. J. Eng. Sci. Technol. 2011, 3, 5441–5451. [Google Scholar]
- Altinkok, N.; Coban, A. The tensile behaviour and microstructure of Al2O3/sicp reinforced aluminium-based mmcs produced by the stir casting method. Int. J. Sci. Adv. Technol. 2012, 2, 78–86. [Google Scholar]
- Uvaraja, V.; Natarajan, N.; Rajendran, I.; Sivakumar, K. Tribological behavior of novel hybrid composite materials using Taguchi technique. J. Tribol. 2013, 135, 021101. [Google Scholar] [CrossRef]
- Sharma, S.; Jagannath, K.; Prabhu, P.; Gowri, S.M.; Harisha, S.; Kini, U.A. Metallography & bulk hardness of artificially aged Al6061-B4C-SiC stir cast hybrid composites. Mater. Sci. Forum 2016, 880, 140–143. [Google Scholar]
- Uthayakumar, M.; Aravindan, S.; Rajkumar, K. Wear performance of Al–SiC–B4C hybrid composites under dry sliding conditions. Mater. Des. 2013, 47, 456–464. [Google Scholar] [CrossRef]
- Soltani, N.; Nodooshan, H.J.; Bahrami, A.; Pech-Canul, M.; Liu, W.; Wu, G. Effect of hot extrusion on wear properties of Al–15 wt.% Mg2Si in situ metal matrix composites. Mater. Des. 2014, 53, 774–781. [Google Scholar] [CrossRef]
- Ghorbani, M.; Emamy, M.; Nemati, N. Microstructural and mechanical characterization of Al–15% Mg2Si composite containing chromium. Mater. Des. 2011, 32, 4262–4269. [Google Scholar] [CrossRef]
- Abubakar, T.A. Microstructure characterization and tensile properties of Al–15% Mg2Si-xYSZ hybrid composite. Malays. J. Microsc. 2019, 15, 1. [Google Scholar]
- Singh, J.; Chauhan, A. Characterization of hybrid aluminum matrix composites for advanced applications—A review. J. Mater. Res. Technol. 2016, 5, 159–169. [Google Scholar] [CrossRef]
- Zhang, J.; Fan, Z.; Wang, Y.; Zhou, B. Microstructural development of Al–15wt.% Mg2Si in situ composite with mischmetal addition. Mater. Sci. Eng. A 2000, 281, 104–112. [Google Scholar] [CrossRef]
- Ghandvar, H.; Farahany, S.; Idris, M.H. Effect of wettability enhancement of SiC particles on impact toughness and dry sliding wear behavior of compocasted A356/20SiCp composites. Tribol. Trans. 2018, 61, 88–99. [Google Scholar] [CrossRef]
- Zainon, F.; Ahmad, K.R.; Daud, R. The effects of Mg2Si (p) on microstructure and mechanical properties of AA332 composite. Adv. Mater. Res. 2016, 5, 55. [Google Scholar] [CrossRef]
- Ghandvar, H.; Idris, M.H.; Ahmad, N.; Emamy, M. Effect of gadolinium addition on microstructural evolution and solidification characteristics of Al-15% Mg2Si in-situ composite. Mater. Charact. 2018, 135, 57–70. [Google Scholar] [CrossRef]
- Soltani, N.; Bahrami, A.; Pech-Canul, M.I. The effect of Ti on mechanical properties of extruded in-situ Al–15 pct Mg2Si composite. Metall. Mater. Trans. A 2013, 44, 4366–4373. [Google Scholar] [CrossRef]
- Ghandvar, H.; Jabbar, K.A.; Idris, M.H.; Ahmad, N.; Jahare, M.H.; Koloor, S.S.R.; Petrů, M. Influence of barium addition on the formation of primary Mg2Si crystals from Al–Mg–Si melts. J. Mater. Res. Technol. 2021, 11, 448–465. [Google Scholar] [CrossRef]
- Khorshidi, R.; Raouf, A.H.; Emamy, M.; Campbell, J. The study of Li effect on the microstructure and tensile properties of cast Al–Mg2Si metal matrix composite. J. Alloys Compd. 2011, 509, 9026–9033. [Google Scholar] [CrossRef]
- Farahany, S.; Ghandvar, H.; Nordin, N.A.; Ourdjini, A.; Idris, M.H. Effect of primary and eutectic Mg2Si crystal modifications on the mechanical properties and sliding wear behaviour of an Al–20Mg2Si–2Cu–xBi composite. J. Mater. Sci. Technol. 2016, 32, 1083–1097. [Google Scholar] [CrossRef]
- Archard, J. Contact and rubbing of flat surfaces. J. Appl. Phys. 1953, 24, 981–988. [Google Scholar] [CrossRef]
- Thakur, S.K.; Dhindaw, B.K. The influence of interfacial characteristics between SiCp and Mg/Al metal matrix on wear, coefficient of friction and microhardness. Wear 2001, 247, 191–201. [Google Scholar] [CrossRef]
- Farahany, S.; Ghandvar, H.; Bozorg, M.; Nordin, A.; Ourdjini, A.; Hamzah, E. Role of Sr on microstructure, mechanical properties, wear and corrosion behaviour of an Al–Mg2Si–Cu in-situ composite. Mater. Chem. Phys. 2020, 239, 121954. [Google Scholar] [CrossRef]
- Khan, M.S.; Abdul-Latif, A.; Koloor, S.S.R.; Petrů, M.; Tamin, M.N. Representative cell analysis for damage-based failure model of polymer hexagonal honeycomb structure under the out-of-plane loadings. Polymers 2020, 13, 52. [Google Scholar] [CrossRef]
- Zeng, F.-L.; Wei, Z.-L.; Li, J.-F.; Li, C.-X.; Tan, X.; Zhang, Z.; Zheng, Z.-Q. Corrosion mechanism associated with Mg2Si and Si particles in Al–Mg–Si alloys. Trans. Nonferrous Met. Soc. China 2011, 21, 2559–2567. [Google Scholar] [CrossRef]
- Li, C.; Sun, J.; Li, Z.; Gao, Z.; Liu, Y.; Yu, L.; Li, H. Microstructure and corrosion behavior of Al–10% Mg2Si cast alloy after heat treatment. Mater. Charact. 2016, 122, 142–147. [Google Scholar] [CrossRef]
- Li, Z.; Li, C.; Gao, Z.; Liu, Y.; Liu, X.; Guo, Q.; Yu, L.; Li, H. Corrosion behavior of Al–Mg2Si alloys with/without addition of Al–P master alloy. Mater. Charact. 2015, 110, 170–174. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mass (%) | Mass Norm. (%) | Atom (%) | Abs. Error [%] (1 Sigma) | |
|---|---|---|---|---|
| Zirconium | 11.14 | 67.81 | 31.04 | 0.45 |
| Oxygen | 4.08 | 24.83 | 64.80 | 0.68 |
| Yttrium | 1.12 | 6.81 | 3.20 | 0.07 |
| Magnesium | 0.09 | 0.56 | 0.96 | 0.04 |
| Content of YSZ (wt.%) | Ecorr (mV) | Icorr (µA/cm2) | Corrosion Rates (mmpy) |
|---|---|---|---|
| 0 | −1061.20 | 5.62 | 0.164 |
| 3 | −908.98 | 3.02 | 0.089 |
| 6 | −913.64 | 7.46 | 0.217 |
| 9 | −839.96 | 2.74 | 0.080 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ghandvar, H.; Jabbar, M.A.; Petrů, M.; Bakar, T.A.A.; Ler, L.J.; Rahimian Koloor, S.S. Role of YSZ Particles on Microstructural, Wear, and Corrosion Behavior of Al-15%Mg2Si Hybrid Composite for Marine Applications. J. Mar. Sci. Eng. 2023, 11, 1050. https://doi.org/10.3390/jmse11051050
Ghandvar H, Jabbar MA, Petrů M, Bakar TAA, Ler LJ, Rahimian Koloor SS. Role of YSZ Particles on Microstructural, Wear, and Corrosion Behavior of Al-15%Mg2Si Hybrid Composite for Marine Applications. Journal of Marine Science and Engineering. 2023; 11(5):1050. https://doi.org/10.3390/jmse11051050
Chicago/Turabian StyleGhandvar, Hamidreza, Mostafa Abbas Jabbar, Michal Petrů, Tuty Asma Abu Bakar, Lim Jia Ler, and Seyed Saeid Rahimian Koloor. 2023. "Role of YSZ Particles on Microstructural, Wear, and Corrosion Behavior of Al-15%Mg2Si Hybrid Composite for Marine Applications" Journal of Marine Science and Engineering 11, no. 5: 1050. https://doi.org/10.3390/jmse11051050
APA StyleGhandvar, H., Jabbar, M. A., Petrů, M., Bakar, T. A. A., Ler, L. J., & Rahimian Koloor, S. S. (2023). Role of YSZ Particles on Microstructural, Wear, and Corrosion Behavior of Al-15%Mg2Si Hybrid Composite for Marine Applications. Journal of Marine Science and Engineering, 11(5), 1050. https://doi.org/10.3390/jmse11051050