Abstract
To solve the problems associated with the poor harvesting ability of existing sunflower harvester cutting tables, and high seed drop rates, we designed a sunflower cutting table that can greatly improve the operational performance of sunflower combine harvesters. In this paper, we introduce the structure and principle of the whole machine and select the key parameters of the cutting table with the goal of adapting to a variety of planting modes in Xinjiang, China. Since the harvesting of sunflower in the wrong row easily causes the sunflower stalks to break, ADAMS (Version: 2020) simulation experiments were carried out to investigate the effects of the forward speed of the machine, the height of the sunflower insertion disk, and the angle of inclination of the harvest divider on the offset angle of the sunflower. With the goal of reducing the offset angle of the stalks in the forward direction of the harvest divider and reducing the size of the cutting table, the harvest divider inclination angle was chosen to be 45°; by using Design-Expert V13.0.15 software, a three-factor, three-level field test was carried out to determine the optimal parameter combinations that resulted in the minimum seed loss rate and the maximum success rate of the disk picking. Moreover, a validation test was conducted. The results show that when the forward speed is set to 0.62 m/s, the lifting speed of the pick-up disk device is set to 0.42 m/s, and the height of the inserted disk is set to 1000 mm, the relative errors between the theoretical values of the disk-picking success rate of the cutting table and the seed loss rate and the field test values are 6.5% and 1.3%, respectively. The results of the present study can provide a reference for improving the performance of sunflower harvester cutting tables and for the mechanical harvesting of inserted disk sunflowers.
1. Introduction
Sunflower is an important oilseed crop, native to South America and now grown around the world, containing mineral elements and phytochemicals. Moreover, they are drought resistant and salinity tolerant, making them an important cash crop in Xinjiang, China today [1]. The annual sunflower planting area in China is approximately 5.0 × 105 ha [2,3,4,5]. Sunflower plant harvesting in Xinjiang usually begins by letting the sunflower disk dry for 4–7 days before operation. When the water content of the sunflower disk decreases to within the range of harvesting, the disk is harvested manually or via a combined harvester. At this time, as the sunflower disk tightens, the gap increases, and the manual throwing disk or cutting table is used to remove the disk, which can easily cause seed splashing and other losses [6]. Therefore, research and development of sunflower harvesting cutters suitable for harvesting sunflower disks from Xinjiang is highly important for promoting the development of the sunflower industry in Xinjiang.
With respect to the high degree of mechanization of sunflower harvesting abroad, research about combine harvesters can be applicable to sunflower harvesting cutting tables by replacing sunflower-specific cutting tables for crop harvesting [7,8,9]. For example, the United States Capello Company (Oklahoma, OK, USA) developed the Capello Helianthus 9400 series of special sunflower cutting tables, which includes modified traditional rice and wheat paddle wheels and flexible paddle plates that can be used to replace traditional rigid paddle teeth [10]. The Russian Rostselmash Company (Yaroslavl Oblast, Western Russia) developed the special falcon sunflower cutting table with the two sides of the chain driven by a flexible conveyor belt to feed the straw [11]. The German Claas Company (Hasswink, Germany) developed the Lexion 560/750 special sunflower cutting table [12], in which the paddle wheel can be replaced by a flexible paddle drum and can be equipped with a curved shroud to reduce seed splashing. Shaforostov et al. [13] designed a cutting table that adjusts the inclination along the divider screw. The tilt can be adjusted according to the crop height, thus reducing the length of stems entering the threshing unit and avoiding clogging caused by the stems. Overseas harvesting of sunflower plants is limited by climate, variety, and other impacts with regards to water content; foreign harvesting methods are not applicable in Xinjiang. Regarding the operation mode of harvesting after disk devices were introduced in Xinjiang, Han et al. [14] from Xinjiang Agricultural University developed a new type of sunflower harvesting table, which imitates manual two-handed disk taking to reduce seed loss through the rolling of the fixed tube of the disk device in the cam chute to make the disk device turn over at different angles. Diao et al. [15] developed an inclined conveyor chain sunflower disk pick-up device that utilizes forward and backward flipping control to change the state of the disk bar and cooperates with the conveyor chain to harvest sunflower disks. Liu et al. [16] developed a reciprocating toggle-type harvesting table that utilizes a toggle rod to dial sunflower rods into the notches on both sides of the disk and harvests them by means of pumping rods. This type of cutting table can basically enable the harvesting of disks, but the vibration during the harvesting process is large, the amount of falling grain is significant, and the operation width is small and not suitable for large-scale harvesting.
The objective is to implement an entirely mechanized sunflower-harvesting process in Xinjiang and to reduce high manpower costs and severe seed loss. In this paper, we propose a kind of sunflower cutting table that reduces the collision between the cutting table and sunflower plants and the intake of stalks and leaves during the harvesting process, to avoid the excessive vibration of the implement, which results in clogging caused by the dropping of seeds and entry of impurities into the cutting table or threshing unit [17,18]. However, the specific objectives of this study were (1) to design a sunflower cutter unit with low seed loss; (2) to design the structural parameters of key components; (3) to use the finite element software Adams (Version: 2020) to establish a rigid–flexible coupling model sunflower cutting table to simulate the harvesting process for different planting modes; (4) to verify the feasibility of the cutting table through field tests and find out the optimum operating parameters.
2. Materials and Methods
2.1. Plant Materials and Field Conditions
The sunflower planting site was located in the experimental field of the Xinjiang Academy of Agricultural Reclamation, Shihezi City, Xinjiang Uygur Autonomous Region, Xinjiang, and the test variety was Xin Kwai No. 6. The planting pattern was 400 (narrow rows) mm × 700 (wide rows) mm × 600 (spacing) mm, the inserted disks were air-dried for 7 days, and the seed moisture content was 13%.
2.2. Device Structure
The key components of the sunflower cutting table include a harvest divider, a pick-up disk device, an induction device, a screw conveyor, and long and short conveyor belts, as shown in Figure 1. Each group of lifting devices consisted of four groups of racks and pinions and multiple gear meshes to realize power transmission. The stepping motor controlled the lifting of the sunflower pick-up disk device. The height of the cutting table was controlled by the hydraulic system and the four-bar mechanism to ensure that the cutting table could maintain a horizontal position when adjusting the height, which could be used to harvest sunflower plants of different varieties and planting modes. The main technical parameters of the cutting table are shown in Table 1.
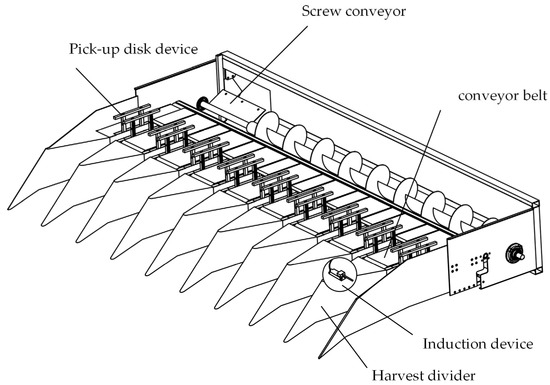
Figure 1.
Schematic diagram of the structure of a sunflower harvesting cutting table.

Table 1.
Main technical parameters of the cutting table.
2.3. Working Principle of the Cutting Table
The working process of a sunflower harvesting cutter is divided into three stages, namely, the sensing stage, disk-fetching stage, and conveying stage. A picture of the process of picking sunflower plates is shown in Figure 2.
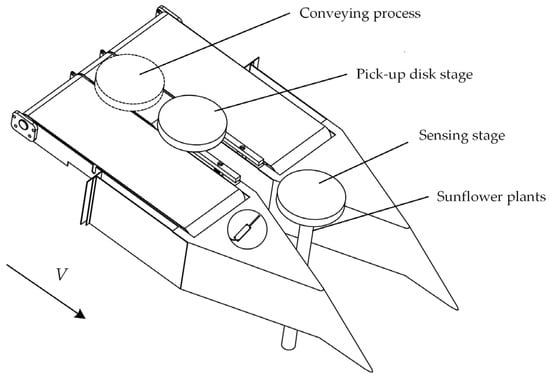
Figure 2.
A picture of the process of picking sunflower plates.
Sensing stage: The cutting table is located at the front end of the self-propelled tractor, and the power of the sunflower cutting table is provided by several sets of motors. During operation, sunflower stalks enter the dividing gap after contacting the harvest divider, and the travel switch at the front end of the cutting table ensures the entry of sunflower stalks and controls the stepping motors.
Pick-up disk stage: The stepping motor drives the pick-up disk device to lift and lower by forward and reverse rotation. When the sunflower stalks enter the working range of the pick-up disk device, both sides of the pick-up disk device rise at the same time to support the sunflower disk, and the sunflower disk in the sunflower stalks is removed under the action of upward and backward movement. Through the movement of the sunflower disk device, the sunflower stalks at the end of the pick-up disk device are taken up and separated. The sunflower stalks are then pushed down by the cutting table to avoid clogging the cutter. When the height of the plate is too high from the surface of the cutting table, to ensure that the pick-up disk device does not support the sunflower disk, the sunflower stalks are pushed back to the end of the gap. At the end of the gap, the cutting table is in a state of motion, and the next position of the plant is the harvest gap. The sunflower disk device picks up the plant sunflower disk, and the new plants are lifted into the sunflower disk together. The picking disks in each group are controlled by different sensors and motors to accurately pick plants at different positions.
Conveying process: The height of the upper surface of the conveyor belt is slightly greater than that of the surface of the grain separator. When the pick-up disk device lifts up the sunflower disk, the front and both sides of the sunflower disk have priority to contact the plane of the conveyor belt. At this time, the sunflower disk device continues to fall, and the left, right, and middle sides of the sunflower disk are lifted up by the conveyor belt and conveyed to the screw conveyor, realizing the low-collision pick-up of the sunflower disks.
2.4. Working Principle of the Pick-Up Disk Drive
When the sunflower harvester carries out the sunflower-harvesting operation at a certain speed, the sensing device gives a signal to the motor, the motor starts to operate, the power is transferred to the intermediate shaft gear through the motor gear, the pinion gears on both sides mesh with the motor gear and the intermediate shaft gear, and the pinion gears rotate in the opposite direction at the same time; then, the power is transferred to a pair of lifting gears on the rotating shaft, and the four racks move up and down at the same time through meshing with the lifting gears. The pick-up disk transmission mechanism is shown in Figure 3.
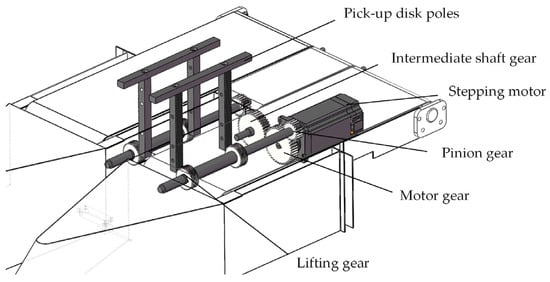
Figure 3.
Pick-up disk transmission mechanism.
2.5. Analysis of the Harvest Process
Considering the specific problems of harvesting without row alignment [19,20], where the forcible alignment of the harvest divider results in sunflower plants tilting sideways or inverted plants in the opposite row, the parameters of the divider are designed to ensure that the sunflower stalks can enter the divider smoothly and that the inverted plants can be righted and enter the dividing gap. This is the state in which the sunflower plant is in the limiting position, directly in front of the apex of the inner divider (Figure 4). In the process of moving, the harvest divider cooperates with the pick-up disk device to complete the separation of the sunflower disk and sunflower pole, and there is a significant relationship between whether the disk can be taken smoothly and the parameters of the harvest divider. The inclination angle θ between the sunflower plant and the ground must be less than the critical breaking angle γ of the sunflower stalk to prevent the sunflower stalk from being broken by the dividing head during the traveling process [21], i.e.,
where θ is the sunflower stalk deflection angle under the action of the harvest divider, °; b is the width of the harvest divider, mm; γ is the critical breaking angle of sunflower stalks, °; and h is the height of the contact point A from the ground, mm.
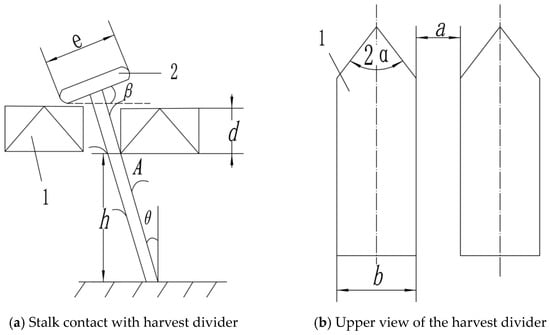
Figure 4.
Schematic diagram of the harvest divider. where A is the point of contact between the harvest divider and the stalk.; a is the gathering gap, mm; e is the average diameter of the sunflower disk, mm; d is the thickness of the cutting table, mm; 1 is the harvest divider; 2 is the sunflower plant.
To prevent the sunflower plate from falling off the cutting table, during the pick-up disk stage, the device can lift the sunflower plate smoothly. The gap must be smaller than the diameter of the sunflower plate, and the inclination angle between the sunflower plate and the upper surface of the harvest divider should be considered. In the case of falling, the sunflower plate deviates from the center of the gap, and it is easy to empty the sunflower plate device when it rises, i.e., the gap needs to be larger than the radius of the sunflower plate to meet the smooth picking up of the sunflower plate device when it falls. In addition, when the sunflower stalks come into contact with the divider at point A, contact with the divider at the left of the gap should be avoided to prevent excessive friction. When contact occurs between the sunflower stalk and the right side of the divider at point A, contact between the sunflower stalk and the divider on the left side of the gap should be avoided to prevent friction from being too large and to prevent stalks from entering the dividing gap.
The force analysis of the unilateral harvest divider and the stalks in the dividing process is shown in Figure 5. To avoid the longitudinal pushing down of the stalks during the movement of the harvest divider, it should meet the stalks to be able to slide on the harvest divider [22], i.e.,
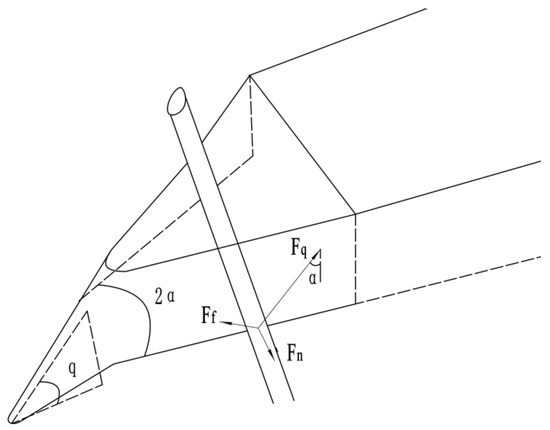
Figure 5.
Force analysis of the harvest divider. where Fn is the force of the harvest divider on the sunflower stalks, N; Fq is the stalk return force, N; Ff is the sliding friction force of the harvest divider on the stalk, N; 2α is the cone angle of the harvest divider, °; and q is the angle of inclination of the harvest divider, °.
The research and field-measurement process is shown in Figure 6. The obtained data are shown in Table 2.

Figure 6.
Measurement of the critical bending angle of sunflower stalks.
Table 2.
Main physical parameters of the harvest divider and sunflower plants.
To reduce the weight of the cutting table and ensure the length of the sunflower picking disk device, the height of the divider d is set to 200 mm. According to the above formula, the conditions under which the harvest divider can feed the stalks smoothly are as follows: width of divider b ≤ 330 mm, divider gap 72.8 mm < a < 110 mm, and α ≤ 59°~79°. Considering the different planting modes of sunflower in Xinjiang, as well as the installation of the conveyor belt and pick-up disk device, the width of the harvest divider b is set to 300 mm, and the divider gap a is set to 80 mm. To ensure that the sunflower pick-up disk device can be a normal disk, the offset angle in the forward direction of the cutting table should be set at a certain angle. Considering the different planting patterns of sunflower in Xinjiang and the installation of conveyor belts in the pick-up disk device, the width of the harvest divider b is set to 300 mm, and the gap a is set to 80 mm. To ensure that the pick-up disk device can be a normal disk, it should be ensured that the offset angle of sunflower stalks in the forward direction of the cutting table is within a certain range. Therefore, further analysis of the relationship between the inclination angle of the harvest divider q and the offset angle of the sunflower is necessary.
2.6. One-Factor Simulation Test of a Harvest Divider
When harvested in the wrong row, the sunflower plant is the first to contact the lower end of the cutting table to ensure that the sunflower stalks contact the travel switch after the sunflower pick-up disk device smoothly lifts the disk and prevents the sunflower stalks from being pushed down in the longitudinal direction. The influences of the cutting table forward speed, harvest divider tilt angle, and insertion disk height on the sunflower stalk deflection angle are determined through simulation. As sunflower in Xinjiang region needs to be inserted into trays for drying before harvesting, this greatly reduces the differences between different sunflowers; during the movement of the cutting table, due to the low speed, the height of the stalks is around 1000 mm, the row spacing is 600 mm, and the impact on the neighboring sunflower between successive harvests is low, so only the simulation of a single sunflower with the cutting table is carried out in the follow-up.
2.6.1. Modeling
To accurately express the shape and material properties of the sunflower plant, a rigid model of the cutting table and a flexible body model of the sunflower stalk were created in SolidWorks (Version: 2020) and HyperMesh (Version: 2020) software and imported into ADAMS (Version: 2020) software for the rigid–flexible coupling simulation of the harvest divider [23,24].
- The sunflower rod created in SolidWorks was saved as a step file and imported into HyperMesh software. The minimum mesh edge length was set to 3 mm to mesh the model, and 114,798 meshes were generated. The relevant literature was referenced to set the mass density of the sunflower rod to 438 kg/m3, the elastic modulus to 1.34 × 105 MPa, Poisson’s ratio to 0.3, and the modulus to 15. We set the mass density of the sunflower rods to 438 kg/m3, the elastic modulus to 1.34 × 105 MPa, Poisson’s ratio to 0.3, and the modal order to 15. We created two rigid regions at the two end faces of the sunflower rod and took the center of the two end faces as the connecting point. Then, we output the MNF file, which contains the shape and characteristics of the sunflower rod;
- We created a 3D model of the cutting table and the sunflower disk in SolidWorks, imported it into ADAMS after simplified processing, and opened the generated MNF file in the specified directory through the Flexible Bodies option of ADAMS;
- We defined the material, constraint relationship, drive and contact, and default components of the cutting table as rigid bodies. We referred to the relevant literature to define the material of the sunflower disk [25,26]. We added the moving vice between the cutting table and the ground to regulate the forward speed, added the contact force between the sunflower rod and the cutting table, and added the type of contact between the flexible and solid bodies. To better reflect the connection between sunflower stalks and the ground when the stalks are in contact with the divider, the sunflower stalks were connected to the ground through bushing [27]. The top of the sunflower stalks and the sunflower disk were combined to imitate the sunflower insertion disk situation. The belts on both sides were generated through the plug-in that comes with ADAMS software. Contact with the sunflower disk was added; the mobile valve between the cutting table and the pick-up disk device was added; and the contact forces between the cutting table and the pick-up disk device were added through the definition of the driver. We restored the motor work process. We took the sunflower disk device and sunflower disk to add contact between the sunflower disk and sunflower rod through the bushing connection to simulate the insertion of the disk state, sunflower rod, and sunflower disk. Further, we added a sensor to detect when the distance between the sunflower disk and the sunflower rod is greater than 30 mm. This helps to control the bushing failure in the sunflower disk and ensure the cutter table is in the appropriate position. Moreover, we added a sensor between the two points. When the distance between the two points is less than 10 mm, the motor starts to work, thus simulating the process of sensing the sunflower stem by the travel switch;
- Measurements were taken between the top of the sunflower stalk and the ground, and the deformation degree of the stalk was observed by detecting the displacement of the top and bottom of the stalk. The motion simulation of the cutting table is shown in Figure 7.
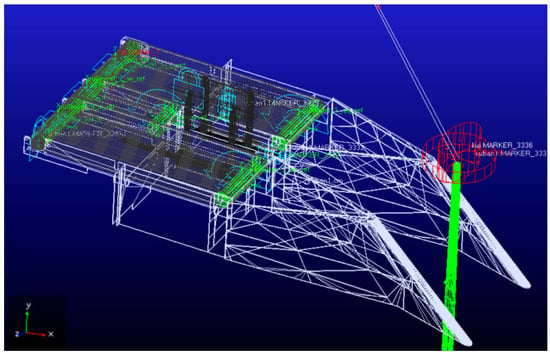 Figure 7. Motion simulation of the cutting table.
Figure 7. Motion simulation of the cutting table.
2.6.2. Stalk-Feeding Simulation
To apply multiple sunflower planting modes to the take disk mechanism, the plant was placed at the maximum dividing point of the harvest divider, the initial speed of the X direction of the harvest divider was set at 0.6 m/s, the time was 1 s, the number of steps was 10,000, and the length of the sunflower stalks was 900 mm. The kinematic simulation of the harvest divider during stem feeding is shown in Figure 8.
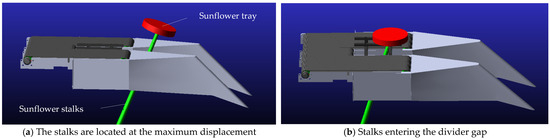
Figure 8.
The kinematic simulation of the harvest divider during stem feeding.
According to the kinematic simulation of the harvest divider (Figure 8), due to the high initial speed of the cutting table and the friction between the divider and the stalks, the sunflower stalks not only shifted left and right during the feeding process but also fell backward under the impact and inertia of the divider, increasing the risk of breakage. The displacement of the sunflower stalks in the forward direction is manifested as follows: under the action of the divider to fall in the forward direction, and after falling to a certain value due to the resilience of the stalk itself, the state of the stalk is returned to a near-vertical state. Therefore, the angle of the divider offset of the stalks under different traveling speeds and the displacement of the stalks in the X, Y, and Z directions were analyzed. Measurements were subsequently added to the simulation to determine the maximum displacement of the stem tip in the X, Y, and Z directions, and the offset angle of the plant was calculated from geometric relationships.
From Figure 9, the total offset angle of the sunflower stalks was calculated as follows:
the offset angle X of the sunflower stalk in the X direction was calculated as follows:
where DX is the maximum displacement of the stalk tip in the X direction, mm; DY is the maximum displacement of the tip of the stalk in the Y direction, mm; DZ is the maximum displacement of the tip of the stalk in the Z direction, mm; L is the displacement of the tip of the stalk to the bottom, mm; and h1 is the height of the sunflower insertion disk, mm.
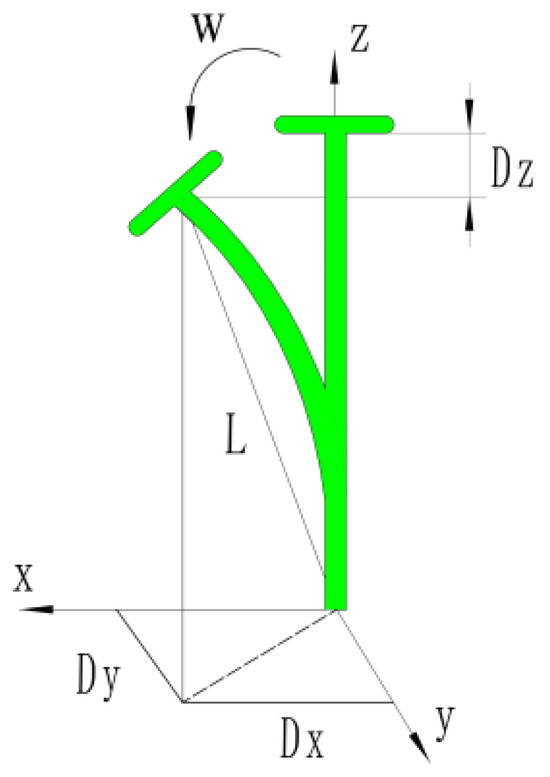
Figure 9.
Schematic diagram of the stem offset angle.
A review of the literature has led to the conclusion that the forward speed of the machine and the height of the sunflower are the key factors affecting the rate of seed loss [28,29]. To investigate the influence of the divider on the offset angle of the sunflower stalks at different speeds, ADAMS was used to carry out a one-way experiment to analyze the offset angle at different insertion plate heights h1 under different speeds with an offset angle as an index under the premise of successfully taking the plate. The range of insertion plate heights was set from 700 to 1100 mm, and the forward speed was set from 0.3~0.9 m/s to determine the forward speed of the machine with the offset angle of the sunflower insertion plate and the height of the insertion plate. The influence curve of the height on the stalk offset angle (Figure 10) was generated by taking the X-direction offset angle θX as an index, analyzing the offset angle of different divider tilting angles q under different speeds, setting the range of the divider tilting angle to 75~15°, and setting the forward speed to 0.4~0.8 m/s. Additionally, the influence curves of the divider taper angle and the forward speed of the implements on the stalk offset angle θX were obtained in the X direction (Figure 11).
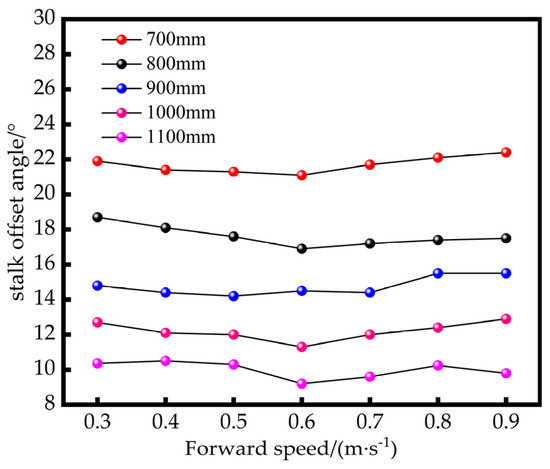
Figure 10.
Curve of the effect of forward speed and height of the sunflower insertion disk on the stalk offset angle θ.
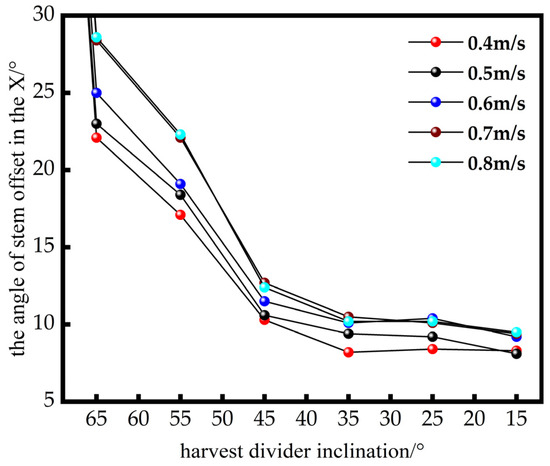
Figure 11.
Curves of the effect of harvest divider inclination and forward speed on the angle of stem offset in the X direction θX.
Figure 10 shows that when the sunflower insertion plate height is constant, the effect of the divider speed on the offset angle θ of the stalk is small because the displacement of the sunflower stalks in the X direction (back and forth) is less than the displacement in the Y direction (left and right). When the divider speed is unchanged, the height of the insertion plate is less than the offset angle, and when the height of the insertion plate is less than 800 m, the offset angle of the stalk is obviously larger than the critical breaking angle. Additionally, when the stalk is broken or pushed by the divider and when the insertion disk height is 700–800 mm, the stalks are more likely to be broken. Therefore, when harvesting in the wrong row, the height of the insertion plate should be greater than 800 mm.
As shown in Figure 11, under the condition of a constant forward speed, the cone angle q of the divider has a greater influence on the offset angle θX of the stalks in the X direction, and the offset angle θX is significantly reduced when the divider inclination q is greater than 65°. When the divider inclination q is greater than 65°, the sunflower stalks are directly pushed down by the divider. When the divider inclination q is 65~45°, the offset angle θX has a significant downward trend. At this time, the stalks are bent more quickly to ensure that the sunflower pick-up disk device is easily emptied. When the divider inclination q is less than 45°, the downward trend slows down. When the offset angle θX is in the vicinity of 10°, the greater the forward speed is, the greater the offset angle θX is; moreover, when the divider inclination q of the harvest divider is small, the offset angle θX is less affected by the forward speed. To reduce the weight of the whole cutting table and minimize the offset angle θX of the stalk in the X direction, the tilt angle of the harvest divider is selected to be 45°.
2.7. Pick-Up Disk Movement Analysis
Figure 12 shows the harvesting cutter during the sensing stage. The pick-up disk device was used to complete the taking of the disk under the following conditions: the relative position of the plant and the cutting table from the sensor was set to allow the taking of the disk at the end of the pick-up disk device. The pick-up disk device was needed once the movement increased. Similarly, the machine traveled to the next sunflower plant. The pick-up disk device was needed to complete the taking of the disk, i.e., the longitudinal distance between the machine and the plant must be greater than the pick-up disk device. Through an analysis of the time needed to perform a set of lifting and lowering movements, we obtained the following formula:
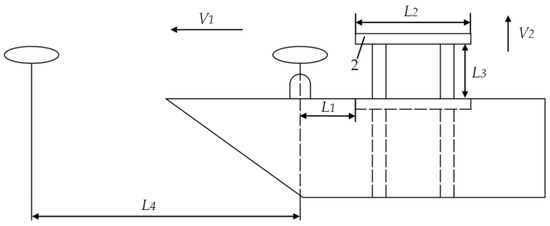
Figure 12.
Schematic diagram of the pick-up analysis.
According to the size of the cutting table and transmission structure, the lifting distance of the pick-up disk device is maximized at 120 mm. The sensor is installed at the end of the head, 80 mm away from the front of the pick-up disk device. According to Formula (6), the relationship between the lifting speed of the pick-up disk device and the forward speed of the implements is V2/V1 > 0.42.
where L1 is the distance from the sensor to the front end of the pick-up disk device, mm; L2 is the length of the pick-up disk device, 200 mm; L3 is the lifting distance of the pick-up disk device, mm; L4 is the longitudinal distance between the sunflower plants; 600 mm; V1 is the forward speed of the machine, m/s; and V2 is the average lifting speed of the sunflower disk device, m/s.
3. Results and Analysis
3.1. Test Conditions
The cutting table was manufactured with the participation of Shihezi City Sichuang Limited Liability Company (Xinjiang, China) and was suspended in front of the self-propelled tractor. In order to verify the actual harvesting effect of the cutting table, a downstream test was conducted in September 2023 at the test field of the Xinjiang Academy of Agricultural and Reclamation Sciences, Shihezi City, Xinjiang. The test was carried out 17 times to select the best parameters for the work of the cutting table. Seventeen areas were randomly selected in the experimental field; these areas had a length of 25 m, a width of 3 m, and a number of sunflower disks greater than 180. The number of sunflower disks was not less than 180. Before the test, the height of the inserted disks was adjusted to a suitable height, and the naturally fallen seeds and sunflower disks in the test area were removed. The field trial with the cutting table is shown in Figure 13.

Figure 13.
Field trial with cutting table.
3.2. Experimental Factors and Levels
According to the theoretical analysis of the cutting table and the simulation of the harvest divider in the previous section, the harvesting effect of the sunflower cutting table is related to the forward speed of unit A, the lifting speed of the pick-up disk device B, and the height of the sunflower insertion disk C. To verify the reliability of the analysis and determine the optimal working parameters, a three-factor, three-level orthogonal test was used as the test program, and the test factor level table is shown in Table 3.
Table 3.
Table of experimental factor levels.
3.3. Test Indicators and Program
According to the DB65/T 3541-2013 “Sunflower Production Mechanized Operation Technical Regulations” [30] and GB/T8097-2008 “Harvesting Machinery Combine Harvester Test Methods” [31], we used the success rate of disk picking and the rate of seed loss as the evaluation indices of the sunflower harvester’s cutter operational performance. After each test, all the fallen seeds (including those fallen from the sunflower disks) were collected and weighed on the cutting table plane (not the conveyor belt) and in the sampling area. The material box was emptied, and all the seeds in the hopper were collected and weighed after the test. The gauze screen was hung on the exit of the cleaning sieve of the sunflower harvester before the test. Before the test, the screen was hung to the outlet of the sunflower harvester, the seeds sieved on the screen were removed after the test and weighed, the number of all sunflower disks in the test area was recorded, and the number of disks dropped during harvesting was recorded. The specific calculation methods for the seed loss rate Y1 and the success rate of disk picking Y2 were as follows:
where Y1 is the seed loss rate, %; Y2 is the disk pick-up success rate, %; M1 is the mass of lost kernels in the test area, g; M2 is the mass of seeds in the hopper after each test, g; M3 is the weight of seeds sieved in the screen, g; m1 is the number of dropped sunflower disks in the test area, pcs; and m2 is the total number of disks in the test area, pcs.
3.4. Experimental Results and Analysis
The experimental design scheme and results are shown in Table 4. The ranges of the seed loss rate and the disk pick-up success rate were 3.23~5.58% and 90.02~97.03%, respectively. According to the experimental results in Table 4, a regression fitting analysis was carried out with Design-Expert V13.0.15 software, and the analysis results are shown in Table 5.
Table 4.
Design options and results.
Table 5.
Analysis of the variance of the regression equations.
The analysis of variance of the seed loss rate is shown in Table 5, where the regression model has F = 37.80 and p = 0.0001, indicating that the regression model reached high significance, and the test of the misfit term has F = 2.11 and p = 0.3490 > 0.05, indicating that the regression model of the rate of seed loss in the experimental range is a very good fit to the actual results. The regression terms A, C, AC, A2, and B2, had highly significant effects on the model. B and AB had significant effects on the model. Moreover, BC and C2 had no significant effects. After removing the nonsignificant factors, the rate of seed loss was calculated via the following regression equation:
The coefficients of the regression model were tested, and the effects of each factor on the rate of seed loss were A, C, and B. To investigate the interaction effects between the height of the insertion disk C, pick-up disk device speed B, and forward speed A, Design-Expert software was used to construct a response surface diagram for each factor on the rate of seed loss, which is show in Figure 14. The interaction effect between the factors was derived by observing the response surface plot [32]. From Figure 12, it can be seen that the seed loss rate decreases with the increase of the insertion plate height. The reason for this is that the increase in the forward speed increases the collision between the sunflower pole and the cutting table, which leads to seed drops, while the increase in the insertion plate height makes the sunflower pole offset angle decrease, the sunflower pole swing decrease, and the seed drop rate decrease [33,34]. The rate of seed loss showed a tendency of decreasing and then increasing with the increase in the speed of the pick-up disk device; when the speed of the pick-up disk device was set at a medium speed, the disk picking was smoother and the seed drop was reduced. The rate of seed loss increased with the increase in the forward speed of the cutting table; when the speed increases, the sunflower disk is subjected to a greater impact, and more seeds fall off.
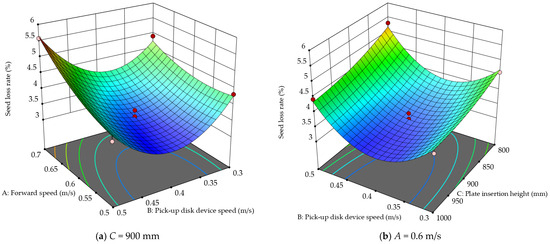
Figure 14.
Response surface of the seed loss rate.
The analysis of variance for the disk pick-up success rate is shown in Table 5, where the regression model has F = 75.72, p = 0.0001, indicating that the regression model reached a high level of significance. Moreover, the test of the out-of-fit term has F = 2.50, p = 0.1948 > 0.05, which indicates that the regression model of the disk pick-up success rate within the experimental range has a high level of fit to the actual effect. The regression terms A, C, AB, BC, A2, B2, and C2 had highly significant effects on the model; B had significant effects on the model; and AC had no significant effect. After removing the insignificant factors, the disk pick-up success rate was calculated via the following regression equation:
The regression model coefficient test and the influence of each factor on the rate of success in taking the plate from the largest to the smallest are A, C, and B. Design-Expert software was used to construct the response surface graph of each factor on the disk pick-up success rate, which is shown in Figure 15. The figure shows that the disk pick-up success rate increases with the increasing height of the inserted disk; it increases and then decreases with increasing forward speed and reaches a maximum value near 0.6 m/s. Analyzing its causes, when the forward speed increases within the range of 0.5~0.6 m/s, some of the dumped sunflower disks can still enter the cutting table due to inertia, and when the forward speed increases within the range of 0.6~0.7 m/s, some of the sunflower disks collide with the cutting table and fall to the ground. The disk pick-up success rate decreases with the increase in insertion height, for the same reasons as the seed loss rate. With increases in the lifting speed of pick-up disk device, the forward speed first decreases and then increases and reaches a minimum value in the range of 0.35~0.45 m/s. When the lifting speed is low, the sunflower plate occasionally contacts the front end of the pick-up disk device and causes the sunflower plate to fall, and when the lifting speed is high, the sunflower plate is subjected to a greater collision with the plate, and the sunflower plate falls.
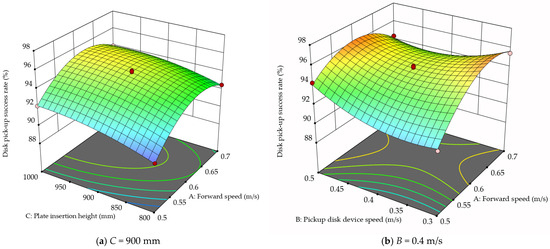
Figure 15.
Response surface of the disk pick-up success rate.
3.5. Optimal Parameter Combination and Validation
By adopting multi-objective nonlinear optimization theory and methods, the seed loss rate and the disk pick-up success rate are taken as the optimization objectives, the constraints of each factor are combined, the known regression equations are optimized and analyzed, and the optimal parameter combinations are obtained. The objective function is as follows:
The optimal combination of sunflower harvester cutting table parameters is as follows: forward speed, 0.602 m/s; the lifting speed of the pick-up disk device, 0.42 m/s; and insertion height, 1000 mm. The theoretical optimal seed loss rate and disk pick-up success rate were predicted to be 3.23% and 95.461%, respectively.
To verify the accuracy of the above results, the forward speed of the harvester was adjusted to 0.60 m/s, the lifting speed of the pick-up disk device was adjusted to 0.42 m/s, and the height of the inserted disk was adjusted to 1000 mm to carry out the field validation test. The conditions and methods of the test were the same as those of the field test mentioned above; the test was repeated three times, and the average values were calculated. The post-harvest site is shown in Figure 16. The results of the parameter optimization and validation tests are shown in Table 6, which shows that the results of the validation tests were a 3.44% seed loss rate and 94.131% disk pick-up success rate.

Figure 16.
Post-harvest site.
Table 6.
Comparison of the parameter optimization and validation experiments.
4. Discussion
In order to improve the success rate of sunflower disk picking and reduce the rate of seed loss, we designed a sunflower-picking and harvesting table based on the principle of human common manual disk picking. Sunflower feeding and picking were simulated through ADAMS simulation experiments, and the optimal parameter values were determined through field trials. The results show that when the forward speed of the cutting table is 0.6 m/s, the speed of the disk-picking device is 0.42 m/s, the height of the inserted disk is 1000 mm, the error between the theoretical optimal value and the validation value of the seed loss rate is 6.5%, and the error between the theoretical optimal value and the validation value of the disk-picking success rate is 1.3%, which is a relatively small error. The experiment of optimizing the parameters is more accurate.
At present, most of the sunflower-cutting platforms on the market in China are modified from the original wheat-cutting platform or corn-cutting platform, but due to the problems of sunflower disks falling off and the high rate of grain breakage, most areas are still dominated by manual section harvesting, i.e., large hoppers are installed in front of the tractor, the manpower follows the harvester, and then throws the disks into the hopper after picking up the disks. China’s sunflower machine-harvesting rate is less than 30%; the reasons for this are that the existing cutting platform technology is rough, not up to the harvesting requirements of farmers. Further, due to the harvesting of stalks with a high water content, stalks and leaves unavoidably enter into the cutting platform, increasing the subsequent threshing and the difficulty of the work of the cleaner. Therefore, in order to solve this kind of problem, taking the lower loss rate when manually removing the disks as the starting point, a low-loss, reliable cutting table was designed, which can achieve accurate disk picking for each sunflower, but due to the speed limitation of the disk-picking device (the sunflower disks are broken when the speed is too high), the cutting table is not adapted to high-speed operation. This cutting platform provides a new idea for the development of sunflower-harvesting machinery in Xinjiang, and greatly reduces the intensity of manual disk picking.
5. Conclusions
Since the stacking effect of current sunflower cutting tables is significant, their harvesting efficiency is poor, their seed loss rate is large, and other problems exist. So, an artificial lifting sunflower-harvesting cutting table was proposed in this paper, and the acquisition disk was created through the interplay of a travel switch, lifting and lowering sunflower pick-up disk devices, and belts.
To analyze the dividing process and determine the size of the divider, to simulate the dividing effect of the divider on the stalks, to analyze the displacement pattern of the stalks when dividing, to avoid the stalks from being broken during the dividing process, and to reduce the size of the cutting table as the target, the inclination angle of the divider was selected to be 45°, and the height of sunflower plate insertion was selected to be in the range of 800~1000 mm. The relationship between the lifting speed of the sunflower disk device and the forward speed was derived, and field tests were carried out on this basis.
An optimization model of the operation parameters of sunflower cutting table was established. The best combination of parameters was obtained to minimize the loss of seeds and maximize the disk pick-up success rate, and a verification test was carried out. The test results show that when the forward speed is 0.6 m/s, the lifting speed of the pick-up disk device is 0.42 m/s, and the height of the inserted disk is 1000 mm. The relative error between the theoretical and field test values of the disk pick-up success rate and the rate of seed loss while using the cutting table is small, and the optimization model is more accurate. The test shows that the cutting table meets the operational requirements of the segmental harvesting mode of sunflower in Xinjiang. The cutting table is not suitable for blocking and is highly reliable, which provides a reference for the subsequent research on the mechanical harvesting of sunflower with inserted disks.
Author Contributions
Conceptualization, X.C. and B.L.; methodology, B.L.; software, B.L.; validation, X.G.; formal analysis, Y.L. and B.L.; data curation, Y.L., Y.D. and X.G.; writing—original draft preparation, S.W. and X.G.; writing—review and editing, B.L. and X.G. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by the Key Scientific and Technological Projects in Key Areas of the Xinjiang Production and Construction Corps (No. 2021AB001), The name of the project is: Development of a combined operation machine for sunflower automatic disk picking and seed extraction.
Institutional Review Board Statement
Not applicable.
Data Availability Statement
Data are contained within the article.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Adeleke, B.S.; Babalola, O.O. Oilseed crop sunflower (Helianthus annuus) as a source of food: Nutritional and health benefits. Food Sci. Nutr. 2020, 8, 4666–4684. [Google Scholar] [CrossRef]
- Wang, H.Y.; Ye, T.; Liu, X.B. Current situation and development trend of mechanised sunflower harvesting in China. J. Agric. Mach. Use Maint. 2021, 1, 19–21. [Google Scholar]
- Kostova, B. Prospect for development of sunflower production in Bulgaria. Trakia J. Sci. 2010, 8 (Suppl. S3), 215. [Google Scholar]
- Hu, Y.Y. Research on the Development Countermeasures of Sunflower Production in Heilongjiang Province. Master’s Thesis, Chinese Academy of Agricultural Sciences, Beijing, China, 2014. [Google Scholar]
- Liu, Q.Q.; Shi, J.F.; Zhao, W. Comprehensive utilization of sunflower by-product resources. J. Agric. Eng. 2011, 27 (Suppl. S2), 336–340. [Google Scholar]
- Han, C.J.; Liu, X.G.; Yuan, P.P. Research status and development suggestion of oil sunflower harvesting machinery. J. Agric. Eng. 2017, 7, 1–4. [Google Scholar]
- Zhao, Y.M.; Wang, W.X. Current Situation and Development Trend of Agricultural Mechanization in Foreign Countries. Res. Agric. Mech. 2005, 26, 10–12. [Google Scholar]
- Abdelmaksoud, M.; Elsayed, G.H.; Shalaby, S. Modifying and testing a header system for cereal crop harvester to be suitable for sunflower harvesting. J. Egypt. J. Agric. Res. 2009, 87, 773–792. [Google Scholar]
- Zhou, Y.S.; Zhang, J.; Zhu, H.J. Current status and development prospect of sunflower harvesting research in China. Agric. Eng. 2015, 5, 11–14. [Google Scholar]
- Zong, W.Y.; Liu, Y.; Huang, X.M. Research status and development countermeasures of mechanized harvesting of sunflower. J. Jiangxi Agric. Univ. 2017, 39, 600–606. [Google Scholar]
- ROSTSELMASH. Falcon Series Sunflower Reapers [EB/OL]. Available online: https://capellousa.com/Products/Helianthus (accessed on 5 December 2023).
- Pahoni, C. Research regarding the performances obtained by the 560 and the 750 Claas lexion combines in sunflower harvesting. Sci. Pap.-Ser. A Agron. 2012, 55, 331–333. [Google Scholar]
- Shaforostov, V.D.; Makarov, S.S. The header for a breeding plot combine for sunflower harvesting. Acta Technol. Agric. 2019, 22, 60–63. [Google Scholar] [CrossRef]
- Han, C.J.; Wang, C.C.; Zhu, X.L. Design of harvesting table for edible sunflower imitating manual disk picking. J. Agric. Eng. 2019, 35, 14–22. [Google Scholar]
- Diao, H. Design and Experimental Study of Harvesting Machine for Anemone; Xinjiang Agricultural University: Urumqi, China, 2022. [Google Scholar]
- Liu, Y. Overall Design of Anemone Harvester and Experimental Study of Pick-Up Device; Xinjiang Agricultural University: Urumqi, China, 2017. [Google Scholar]
- Pari, L.; Latterini, F.; Stefanoni, W. Herbaceous Oil Crops, a Review on Mechanical Harvesting State of the Art. Agriculture 2020, 10, 309. [Google Scholar] [CrossRef]
- Stepanenko, S.; Aneliak, M.; Kuzmych, A.; Kustov, S.; Lysaniuk, V. Improving the efficiency of harvesting sunflower seed crops. INMATEH-Agric. Eng. 2022, 67, 331–340. [Google Scholar] [CrossRef]
- Liu, J. Research on the Technology of Corn Harvester without Rows; Shandong University of Technology: Zibo, China, 2007. [Google Scholar]
- Cheng, Z.; Han, Z.D.; Yan, H. Adaptability test of grain separator for non-branching corn harvester. J. Agric. Mach. 2008, 39, 50–52. [Google Scholar]
- Liu, W.; Huang, X.M.; Ma, L.N. Design and test of special cutting table for oil sunflower combine harvester. J. Agric. Mach. 2020, 51, 83–88+135. [Google Scholar]
- Liu, Y. Design and Test of Key Components of Paddle Chain Cutting Table for Oil Sunflower Combine Harvester; Huazhong Agricultural University: Huazhong, China, 2021. [Google Scholar]
- Li, H.T.; Wu, C.Y.; Mu, S.L. Mechanism of spreading angle formation of vertical oilseed rape cutting and sunning machine based on ANSYS-ADAMS. J. Agric. Eng. 2020, 36, 96–105. [Google Scholar]
- Shu, C.X.; Cao, S.C.; Liao, Y.T. Parameter optimization and test of downward side spreading device of rape cutting and sunning machine based on ADAMS. J. Agric. Mach. 2022, 53 (Suppl. S2), 11–19+38. [Google Scholar]
- Sun, X.X.; Li, B.; Liu, Y. Parameter measurement of edible sunflower exudates and calibrationof discrete element simulation parameters. Processes 2022, 10, 185. [Google Scholar] [CrossRef]
- Mirzabe, A.H.; Khazaei, J.; Chegini, G.R. Measuring some physical properties of sunflower (Helianthus annus L.) head and modeling dimensions. Agric. Eng. Int. CIGR J. 2016, 18, 333–350. [Google Scholar]
- Ming, Z. Simulation analysis of self-propelled corn harvester divider based on Adams. China Agric. Mach. Chem. J. 2014, 35, 19–22. [Google Scholar]
- Ghiasi, P.; Safari, M. Modeling grain losses in mechanized harvesting of oily sunflower. J. Agric. Mach. 2021, 11, fa399–fa408. [Google Scholar]
- Ali, K.A.M.; Huang, X.; Zong, W. Mechanical structure and operating parameters of sunflower harvesting machines: A review. Int. Agric. Eng. J. 2020, 29, 1–12. [Google Scholar]
- DB65 /T 3541-2013; Technical Regulations for Mechanised Operation of Sunflower Production. Xinjiang Uygur Autonomous Region Agricultural and Animal Husbandry Machinery Administration: Urumqi, China, 2013.
- GB/T 8097-2008; Test Methods for Harvesting Machinery Combine Harvester. China Standard Press: Beijing, China, 2009.
- Zareei, S.; Abdollahpour, S. Modeling the optimal factors affecting combine harvester header losses. Agric. Eng. Int. CIGR J. 2016, 18, 60–65. [Google Scholar]
- Liu, W.; Zong, W.Y.; Ma, L.N. Analysis of key factors affecting grain drop loss and seed skin damage in sunflower cutting table. J. Agric. Eng. 2023, 39, 54–62. [Google Scholar]
- Lian, G.D.; Zong, W.Y.; Feng, W. Design and test of integrated cutting table for combined sunflower harvesting and cutting and stripping. J. Agric. Mach. 2023, 54, 122–131+154. [Google Scholar]
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).