
Novel Bovine Plasma Protein Film Reinforced with Nanofibrillated Cellulose Fiber as Edible Food Packaging Material



Abstract
:1. Introduction
2. Materials and Methods
2.1. Obtaining Lyophilized Plasma
2.2. Acidizing Treatment and Ethanol Extraction of Plasma Protein
2.3. Preparation of Cellulose Nanofibrillated Fiber (NFC)
2.4. Film Preparation
2.5. Film Characterization
2.5.1. Thickness and Mechanical Properties
2.5.2. Light Transmission and Transparency
2.5.3. Water Vapor Permeability (WVP)
2.5.4. Water Solubility (WS)
2.5.5. Scanning Electron Microscopy (SEM)
2.6. Antimicrobial Properties of Films Additivated with Nisin
2.7. Statistical Analysis
3. Results and Discussion
3.1. Film Characterization
3.1.1. Thickness and Mechanical Properties
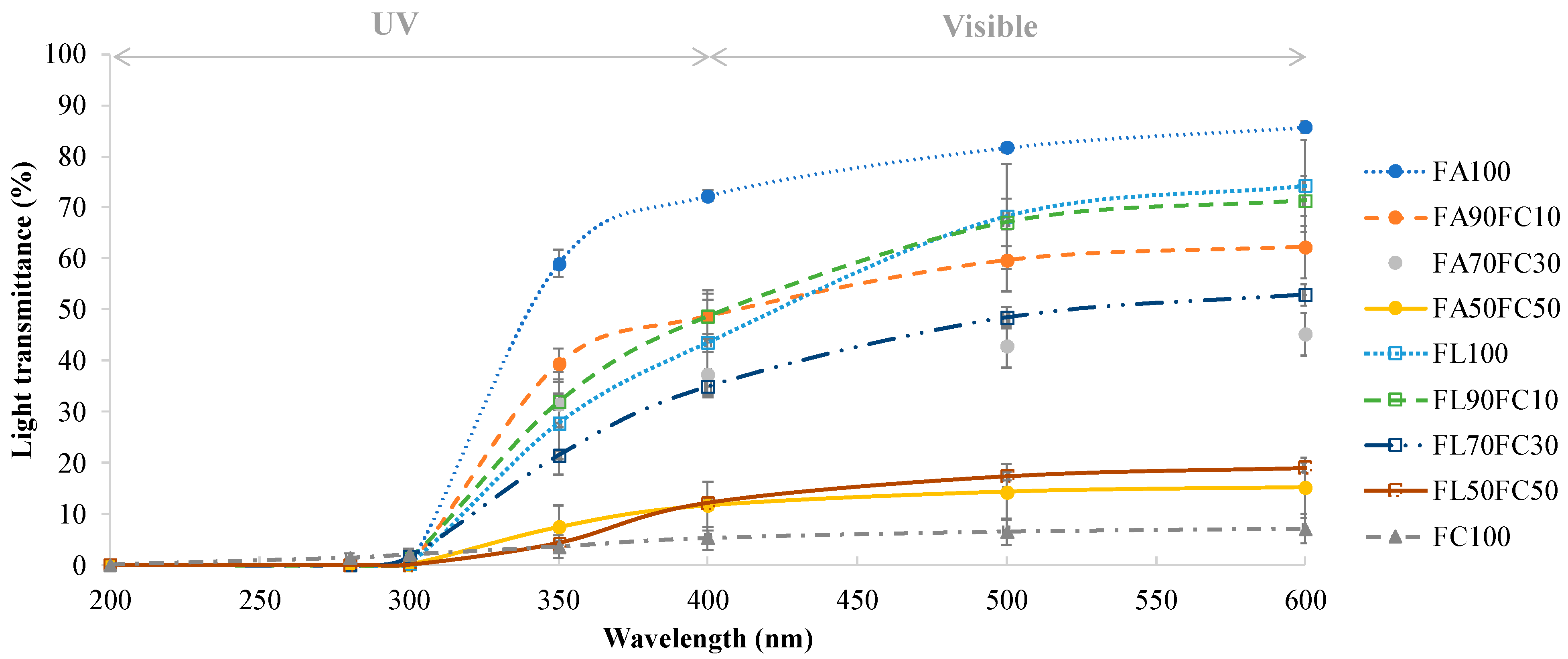
3.1.2. Light Transmittance and Transparency
3.1.3. Water Vapor Permeability (WVP) and Water Solubility (WS)
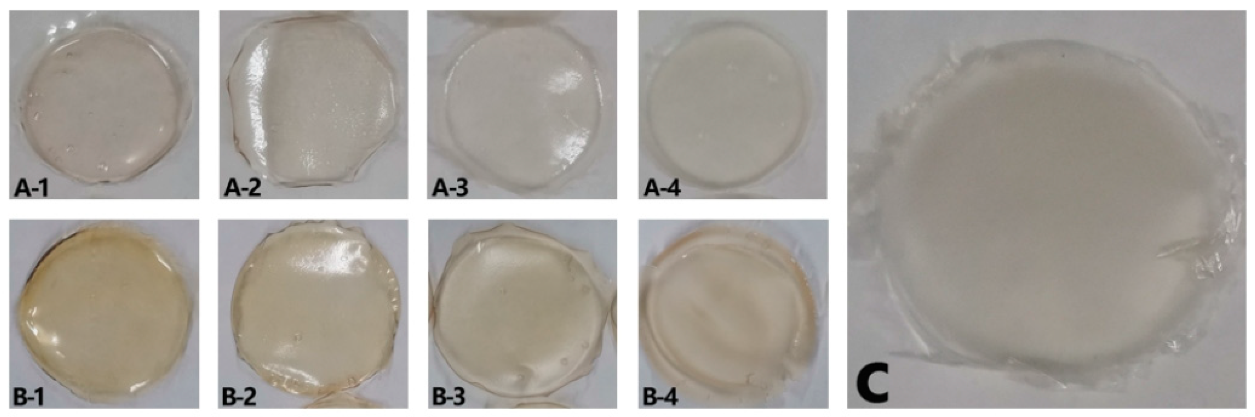
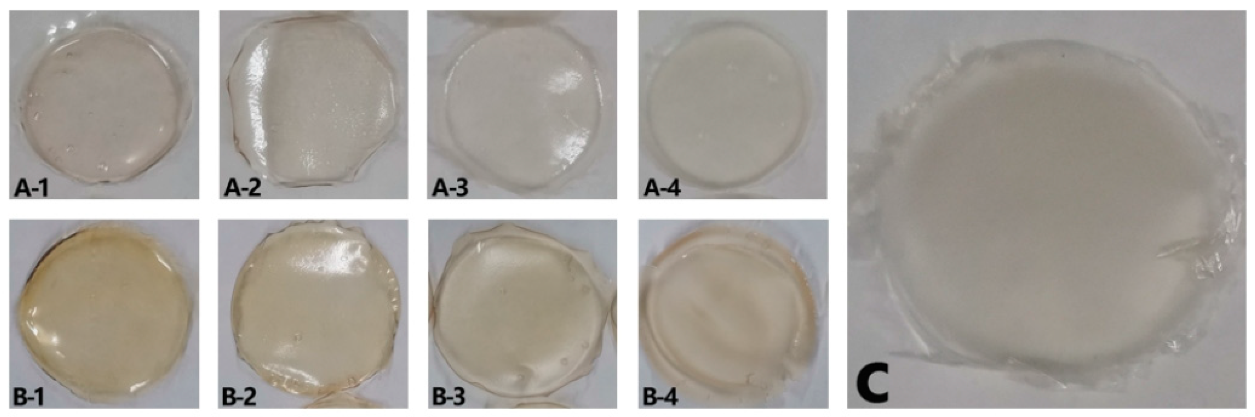
3.1.4. Visual Appearance and Scanning Electron Microscopy (SEM)
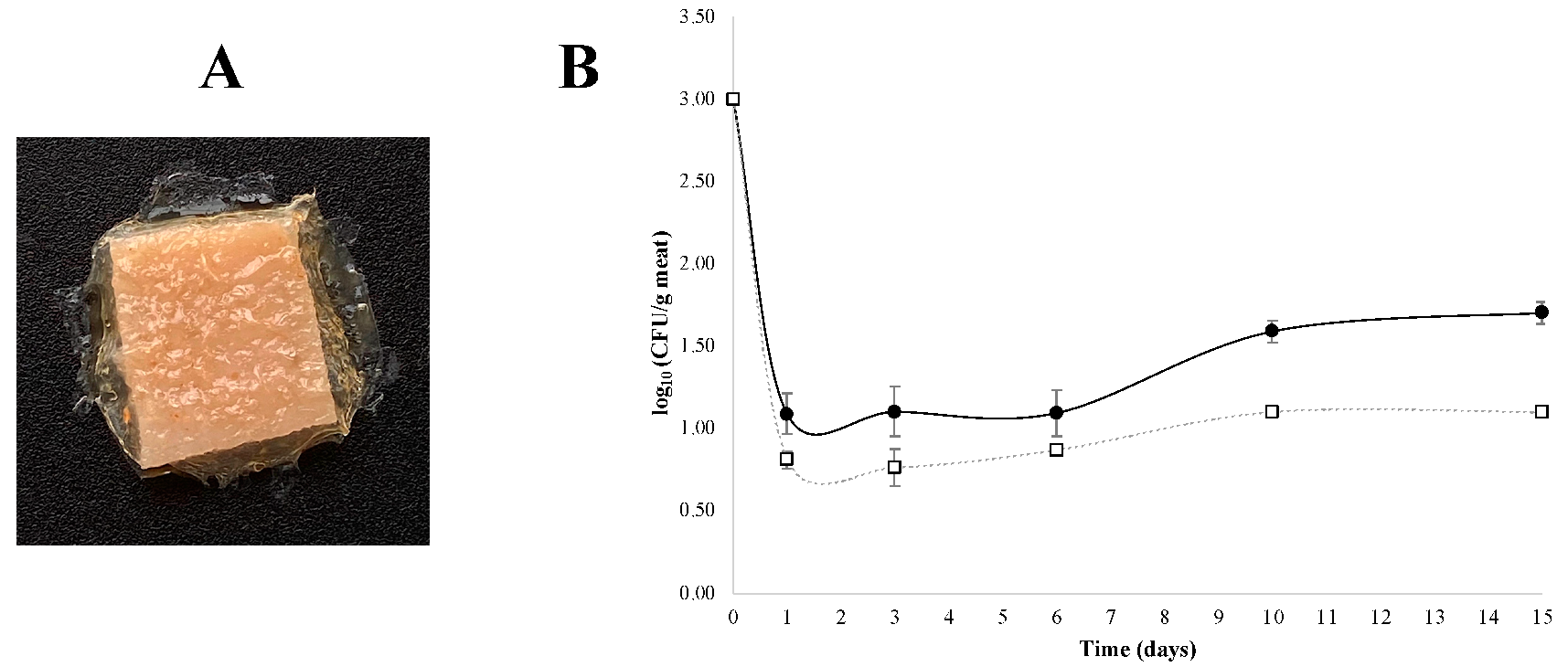
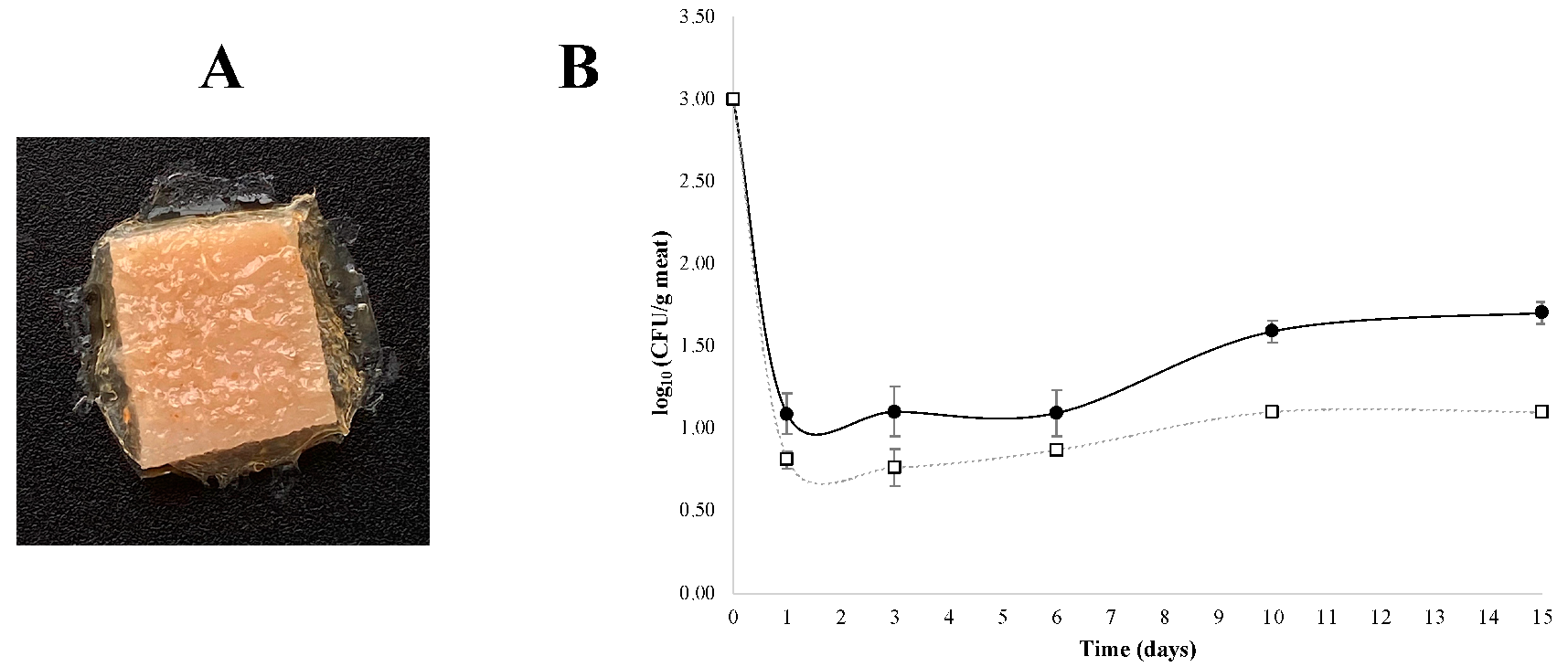
3.2. Antimicrobial Properties of Films Additivated with Nisin
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Nuthong, P.; Benjakul, S.; Prodpran, T. Characterization of porcine plasma protein-based films as affected by pretreatment and cross-linking agents. Int. J. Biol. Macromol. 2009, 44, 143–148. [Google Scholar] [CrossRef]
- Chen, W.; Ma, S.; Wang, Q.; McClements, D.J.; Liu, X.; Ngai, T.; Liu, F. Fortification of edible films with bioactive agents: A review of their formation, properties, and application in food preservation. Crit. Rev. Food Sci. Nutr. 2021, 8, 1–27. [Google Scholar] [CrossRef] [PubMed]
- Rojas-Lema, S.; Nilsson, K.; Trifol, J.; Langton, M.; Gomez-Caturla, J.; Balart, R.; Garcia-Garcia, D.; Moriana, R. Faba bean protein films reinforced with cellulose nanocrystals as edible food packaging material. Food Hydrocoll. 2021, 121, 107019. [Google Scholar] [CrossRef]
- Álvarez, S.; Weng, S.; Álvarez, C.; Marcet, I.; Rendueles, M.; Díaz, M. A new procedure to prepare transparent, colourless and low-water-soluble edible films using blood plasma from slaughterhouses. Food Packag. Shelf Life 2021, 28, 100639. [Google Scholar] [CrossRef]
- Lynch, S.A.; Mullen, A.M.; O’Neill, E.E.; García, C.Á. Harnessing the Potential of Blood Proteins as Functional Ingredients: A Review of the State of the Art in Blood Processing. Compr. Rev. Food Sci. Food Saf. 2017, 16, 330–344. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Mora, L.; Reig, M.; Toldrá, F. Bioactive peptides generated from meat industry by-products. Food Res. Int. 2014, 65, 344–349. [Google Scholar] [CrossRef] [Green Version]
- Bah, C.S.; Bekhit, A.E.D.A.; Carne, A.; Mcconnell, M.A. Composition and biological activities of slaughterhouse blood from red deer, sheep, pig and cattle. J. Sci. Food Agric. 2016, 96, 79–89. [Google Scholar] [CrossRef] [PubMed]
- Fallows, S.J.; Verner Wheelock, J. By-products from the U.K. food system 2. The meat industry. Conserv. Recycl. 1982, 5, 173–182. [Google Scholar] [CrossRef]
- Best Available Techniques (BAT). Reference Document on Best Available Techniques in the Ceramic Manufacturing Industry; Integrated Pollution Prevention and Control European Bureau: Seville, Spain, 2011. [Google Scholar]
- Duarte, R.T.; Carvalho Simões, M.C.; Sgarbieri, V.C. Bovine blood components: Fractionation, composition, and nutritive value. J. Agric. Food Chem. 1999, 47, 231–236. [Google Scholar] [CrossRef]
- Rodriguez Furlán, L.T.; Pérez Padilla, A.; Campderrós, M.E. Improvement of gluten-free bread properties by the incorporation of bovine plasma proteins and different saccharides into the matrix. Food Chem. 2015, 170, 257–264. [Google Scholar] [CrossRef]
- Visessanguan, W.; Benjakul, S.; An, H. Porcine plasma proteins as a surimi protease inhibitor: Effects on actomyosin gelaton. J. Food Sci. 2000, 65, 607–611. [Google Scholar] [CrossRef]
- Viana, F.R.; Silva, V.D.M.; Delvivo, F.M.; Bizzotto, C.S.; Silvestre, M.P.C. Quality of ham pâté containing bovine globin and plasma as fat replacers. Meat Sci. 2005, 70, 153–160. [Google Scholar] [CrossRef]
- Silva, V.D.M.; Silvestre, M.P.C. Functional properties of bovine blood plasma intended for use as a functional ingredient in human food. LWT Food Sci. Technol. 2003, 36, 709–718. [Google Scholar] [CrossRef]
- Nuthong, P.; Benjakul, S.; Prodpran, T. Effect of some factors and pretreatment on the properties of porcine plasma protein-based films. LWT Food Sci. Technol. 2009, 42, 1545–1552. [Google Scholar] [CrossRef]
- Hassan, B.; Chatha, S.A.S.; Hussain, A.I.; Zia, K.M.; Akhtar, N. Recent advances on polysaccharides, lipids and protein based edible films and coatings: A review. Int. J. Biol. Macromol. 2018, 109, 1095–1107. [Google Scholar] [CrossRef] [PubMed]
- Zhao, K.; Wang, W.; Teng, A.; Zhang, K.; Ma, Y.; Duan, S.; Li, S.; Guo, Y. Using cellulose nanofibers to reinforce polysaccharide films: Blending vs layer-by-layer casting. Carbohydr. Polym. 2020, 227, 115264. [Google Scholar] [CrossRef] [PubMed]
- Zhang, Y.; Nypelö, T.; Salas, C.; Arboleda, J.; Hoeger, I.C.; Rojas, O.J. Cellulose nanofibrils: From strong materials to bioactive surfaces. J. Renew. Mater. 2013, 1, 195–211. [Google Scholar] [CrossRef] [Green Version]
- Dufresne, A. Nanocellulose: A new ageless bionanomaterial. Mater. Today 2013, 16, 220–227. [Google Scholar] [CrossRef]
- Martinez-Rios, V.; Pedersen, M.; Pedrazzi, M.; Gkogka, E.; Smedsgaard, J.; Dalgaard, P. Antimicrobial effect of nisin in processed cheese–Quantification of residual nisin by LC-MS/MS and development of new growth and growth boundary model for Listeria monocytogenes. Int. J. Food Microbiol. 2021, 338, 108952. [Google Scholar] [CrossRef]
- Cotter, P.D.; Hill, C.; Ross, R.P. Food microbiology: Bacteriocins: Developing innate immunity for food. Nat. Rev. Microbiol. 2005, 3, 777–788. [Google Scholar] [CrossRef]
- Rai, M.; Pandit, R.; Gaikwad, S.; Kövics, G. Antimicrobial peptides as natural bio-preservative to enhance the shelf-life of food. J. Food Sci. Technol. 2016, 53, 3381–3394. [Google Scholar] [CrossRef] [Green Version]
- Otero-Pazos, P.; Sendón, R.; Blanco-Fernandez, B.; Blanco-Dorado, S.; Alvarez-Lorenzo, C.; Concheiro, A.; Angulo, I.; Paseiro-Losada, P.; Rodríguez-Bernaldo de Quirós, A. Preparation of antioxidant active films based on chitosan: Diffusivity study of α-tocopherol into food simulants. J. Food Sci. Technol. 2016, 53, 2817–2826. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Marcet, I.; Álvarez, C.; Paredes, B.; Díaz, M. Inert and Oxidative Subcritical Water Hydrolysis of Insoluble Egg Yolk Granular Protein, Functional Properties, and Comparison to Enzymatic Hydrolysis. J. Agric. Food Chem. 2014, 62, 8179–8186. [Google Scholar] [CrossRef]
- Sáez-Orviz, S.; Marcet, I.; Rendueles, M.; Díaz, M. Bioactive packaging based on delipidated egg yolk protein edible films with lactobionic acid and Lactobacillus plantarum CECT 9567: Characterization and use as coating in a food model. Food Hydrocoll. 2021, 119, 106849. [Google Scholar] [CrossRef]
- Shabanpour, B.; Kazemi, M.; Ojagh, S.M.; Pourashouri, P. Bacterial cellulose nanofibers as reinforce in edible fish myofibrillar protein nanocomposite films. Int. J. Biol. Macromol. 2018, 117, 742–751. [Google Scholar] [CrossRef]
- George, J. Siddaramaiah High performance edible nanocomposite films containing bacterial cellulose nanocrystals. Carbohydr. Polym. 2012, 87, 2031–2037. [Google Scholar] [CrossRef]
- Pereda, M.; Amica, G.; Rácz, I.; Marcovich, N.E. Structure and properties of nanocomposite films based on sodium caseinate and nanocellulose fibers. J. Food Eng. 2011, 103, 76–83. [Google Scholar] [CrossRef]
- Marcet, I.; Sáez, S.; Rendueles, M.; Díaz, M. Edible films from residual delipidated egg yolk proteins. J. Food Sci. Technol. 2017, 54, 3969–3978. [Google Scholar] [CrossRef]
- Cooper, J.V.; Suman, S.P.; Wiegand, B.R.; Schumacher, L.; Lorenzen, C.L. Impact of Light Source on Color and Lipid Oxidative Stabilities from a Moderately Color-Stable Beef Muscle during Retail Display. Meat Muscle Biol. 2018, 2, 102–110. [Google Scholar] [CrossRef] [Green Version]
- Banga, A.K. Therapeutic Peptides and Proteins: Formulation, Processing and Delivery Systems; CRC Press: Boca Raton, FL, USA, 2015. [Google Scholar]
- Wang, W.; Zhang, X.; Teng, A.; Liu, A. Mechanical reinforcement of gelatin hydrogel with nanofiber cellulose as a function of percolation concentration. Int. J. Biol. Macromol. 2017, 103, 226–233. [Google Scholar] [CrossRef]
- Huang, S.; Tao, R.; Ismail, A.; Wang, Y. Cellulose nanocrystals derived from textile waste through acid hydrolysis and oxidation as reinforcing agent of soy protein film. Polymers 2020, 12, 958. [Google Scholar] [CrossRef] [Green Version]
- Abdollahi, M.; Alboofetileh, M.; Rezaei, M.; Behrooz, R. Comparing physico-mechanical and thermal properties of alginate nanocomposite films reinforced with organic and/or inorganic nanofillers. Food Hydrocoll. 2013, 32, 416–424. [Google Scholar] [CrossRef]
- Deepa, B.; Abraham, E.; Pothan, L.A.; Cordeiro, N.; Faria, M.; Thomas, S. Biodegradable nanocomposite films based on sodium alginate and cellulose nanofibrils. Materials 2016, 9, 50. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Chen, J.; Song, G.; He, Y.; Yan, Q. Spectroscopic analysis of the interaction between bilirubin and bovine serum albumin. Microchim. Acta 2007, 159, 79–85. [Google Scholar] [CrossRef]
- Chauveau-Duriot, B.; Doreau, M.; Nozière, P.; Graulet, B. Simultaneous quantification of carotenoids, retinol, and tocopherols in forages, bovine plasma, and milk: Validation of a novel UPLC method. Anal. Bioanal. Chem. 2010, 397, 777–790. [Google Scholar] [CrossRef] [PubMed]
- Álvarez, C.; Drummond, L.; Mullen, A.M. Expanding the industrial applications of a meat co-product: Generation of low-haemoglobin content plasma by means of red cells crenation. J. Clean. Prod. 2018, 185, 805–813. [Google Scholar] [CrossRef]
- Sánchez-García, M.D.; Hilliou, L.; Lagarón, J.M. Morphology and water barrier properties of nanobiocomposites of κ/l-hybrid carrageenan and cellulose nanowhiskers. J. Agric. Food Chem. 2010, 58, 12847–12857. [Google Scholar] [CrossRef]
- Rodríguez-Lázaro, D.; Oniciuc, E.A.; García, P.G.; Gallego, D.; Fernández-Natal, I.; Dominguez-Gil, M.; Eiros-Bouza, J.M.; Wagner, M.; Nicolau, A.I.; Hernández, M. Detection and characterization of Staphylococcus aureus and methicillin-resistant S. aureus in foods confiscated in EU borders. Front. Microbiol. 2017, 8, 1344. [Google Scholar] [CrossRef] [PubMed]
- Chiang, Y.C.; Fan, C.M.; Liao, W.W.; Lin, C.K.; Tsen, H.Y. Real-time PCR detection of Staphylococcus aureus in milk and meat using new primers designed from the heat shock protein gene htrA sequence. J. Food Prot. 2007, 70, 2855–2859. [Google Scholar] [CrossRef] [PubMed]
- Fetsch, A.; Johler, S. Staphylococcus aureus as a Foodborne Pathogen. Curr. Clin. Microbiol. Rep. 2018, 5, 88–96. [Google Scholar] [CrossRef]
- Kadariya, J.; Smith, T.C.; Thapaliya, D. Staphylococcus aureus and Staphylococcal Food-Borne Disease: An Ongoing Challenge in Public Health. Biomed Res. Int. 2014, 2014, 827965. [Google Scholar] [CrossRef] [Green Version]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Film | Acidified Plasma Protein (g/mL) | Lyophilized Plasma Protein (g/mL) | NFC (g/mL) |
|---|---|---|---|
| FA100 | 0.030 | - | - |
| FA90FC10 | 0.027 | - | 0.003 |
| FA70FC30 | 0.021 | - | 0.009 |
| FA50FC50 | 0.015 | - | 0.015 |
| FL100 | - | 0.030 | - |
| FL90FC10 | - | 0.027 | 0.003 |
| FL70FC30 | - | 0.021 | 0.009 |
| FL50FC50 | - | 0.015 | 0.015 |
| FC100 | - | - | 0.030 |
| Film | PS (N/mm) | PD (%) | Thickness (µm) | Transparency |
|---|---|---|---|---|
| FA100 | 68.3 ± 4.4 a | 34.8 ± 5.0 a | 167 ± 12 a | 0.45 ± 0.06 de |
| FA90FC10 | 75.6 ± 3.0 b | 25.4 ± 6.1 b | 172 ± 20 a | 1.25 ± 0.17 cd |
| FA70FC30 | 55.4 ± 0.7 c | 13.1 ± 1.6 cd | 161 ± 24 ab | 2.11 ± 0.24 b |
| FA50FC50 | 21.0 ± 2.2 d | 10.1± 1.5 d | 158 ± 19 ab | 5.32 ± 0.20 a |
| FL100 | 23.4 ± 2.1 d | 15.7 ± 5.3 bc | 176 ± 47 a | 0.64 ± 0.10 de |
| FL90FC10 | 46.3 ± 6.2 c | 17.6 ± 6.0 bcd | 140 ± 28 bc | 1.19 ± 0.28 cd |
| FL70FC30 | 32.5 ± 2.7 e | 17.7 ± 6.6 bc | 144 ± 10 bc | 1.91 ± 0.10 bc |
| FL50FC50 | 29.6 ± 6.3 e | 12.4 ± 1.2 cd | 123 ± 4 c | 5.65 ± 0.17 a |
| FC100 | 30.5 ± 1.1 e | 8.8 ± 3.7 d | 159 ± 20 a | 5.84 ± 0.14 a |
| Film | WVP (g × mm/m2h × kPa) | WS (%) |
|---|---|---|
| FA100 | 3.81 ± 0.10 a | 14.40 ± 2.31 a |
| FA90FC10 | 2.92 ± 0.11 b | 11.32 ± 0.72 b |
| FA70FC30 | 2.87 ± 0.10 b | 10.50 ± 1.60 b |
| FA50FC50 | 2.72 ± 0.12 b | 7.10 ± 1.00 c |
| FL100 | 4.10 ± 0.16 c | 99.60 ± 0.20 d |
| FL90FC10 | 3.80 ± 0.53 a | 88.70 ± 3.23 e |
| FL70FC30 | 3.23 ± 0.15 d | 75.25 ± 0.41 f |
| FL50FC50 | 2.58 ± 0.17 e | 64.03 ± 2.36 g |
| FC100 | 2.75 ± 0.18 e | 14.40 ± 2.31 a |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Weng, S.; Sáez-Orviz, S.; Marcet, I.; Rendueles, M.; Díaz, M. Novel Bovine Plasma Protein Film Reinforced with Nanofibrillated Cellulose Fiber as Edible Food Packaging Material. Membranes 2022, 12, 31. https://doi.org/10.3390/membranes12010031
Weng S, Sáez-Orviz S, Marcet I, Rendueles M, Díaz M. Novel Bovine Plasma Protein Film Reinforced with Nanofibrillated Cellulose Fiber as Edible Food Packaging Material. Membranes. 2022; 12(1):31. https://doi.org/10.3390/membranes12010031
Chicago/Turabian StyleWeng, Shihan, Sara Sáez-Orviz, Ismael Marcet, Manuel Rendueles, and Mario Díaz. 2022. "Novel Bovine Plasma Protein Film Reinforced with Nanofibrillated Cellulose Fiber as Edible Food Packaging Material" Membranes 12, no. 1: 31. https://doi.org/10.3390/membranes12010031
APA StyleWeng, S., Sáez-Orviz, S., Marcet, I., Rendueles, M., & Díaz, M. (2022). Novel Bovine Plasma Protein Film Reinforced with Nanofibrillated Cellulose Fiber as Edible Food Packaging Material. Membranes, 12(1), 31. https://doi.org/10.3390/membranes12010031