Influence of Numerical Aperture on Molten Area Formation in Fusion Micro-Welding of Glass by Picosecond Pulsed Laser

Abstract
:1. Introduction
2. Materials and Methods
2.1. Glass Material
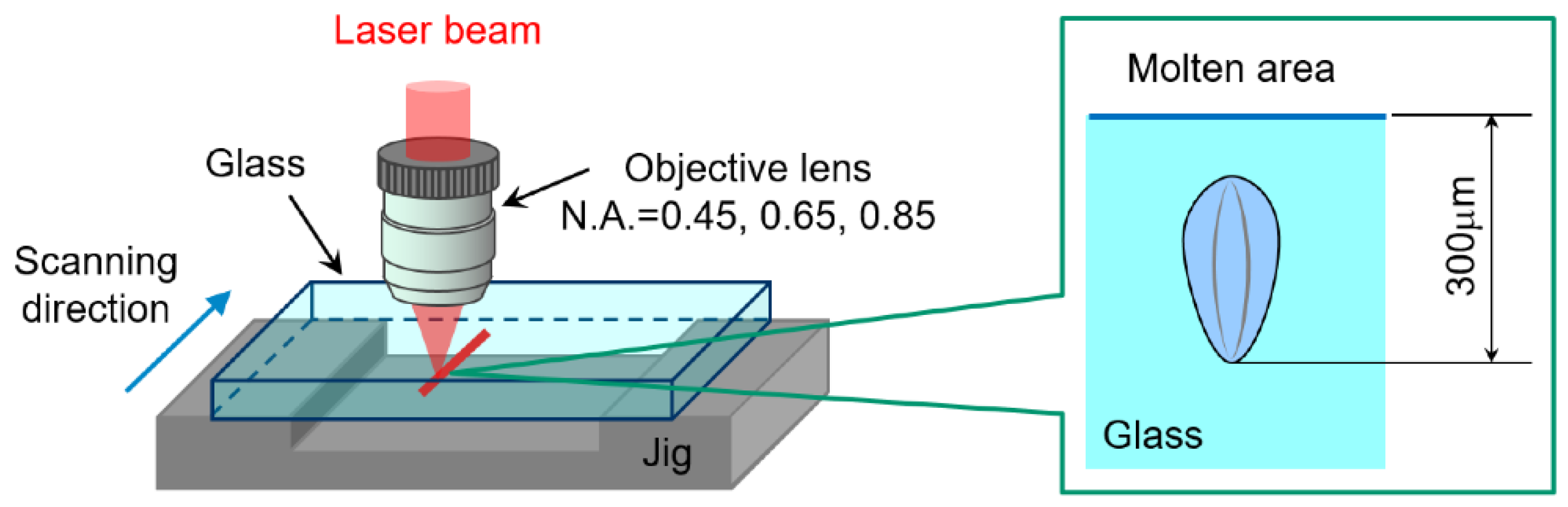
2.2. Laser Irradiation Setup
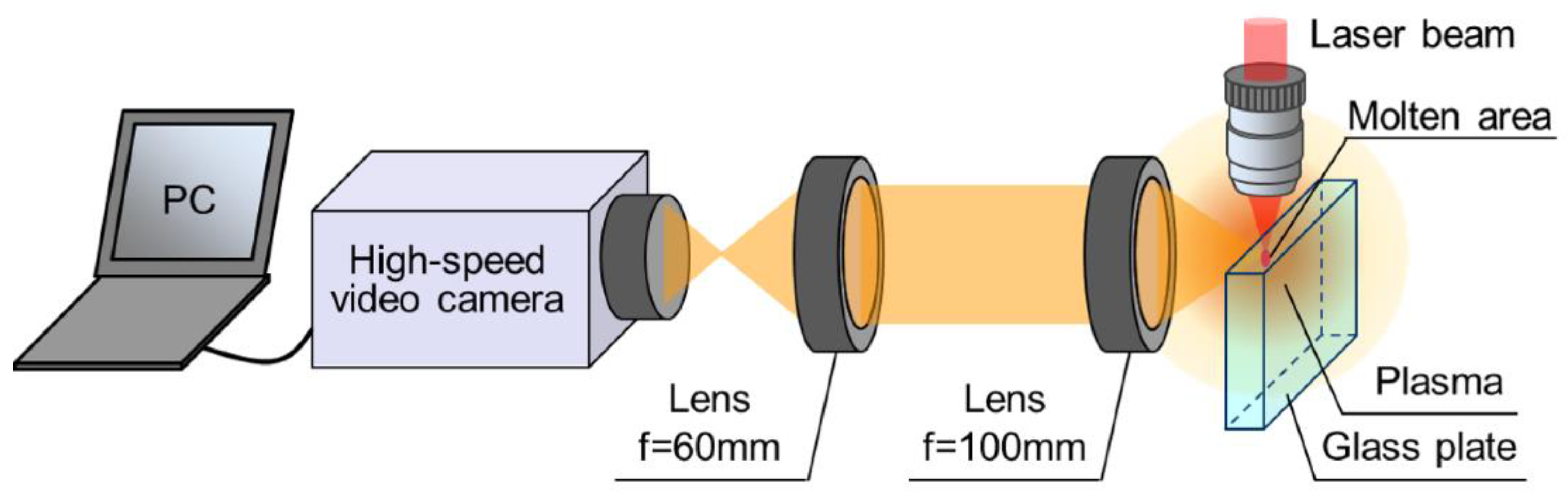
2.3. High-Speed Observation Setup
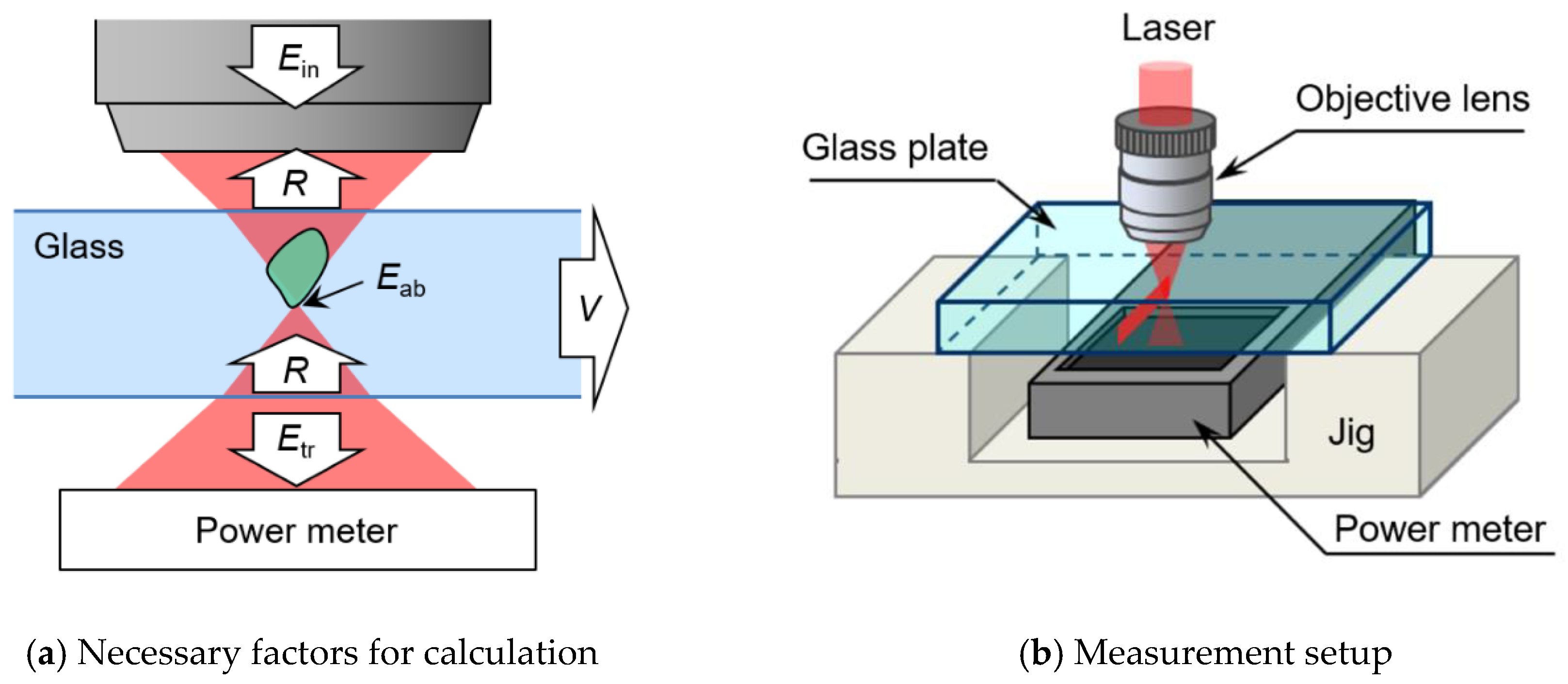
2.4. Measurement Setup of Absorption Rate
2.5. Ray Tracking Method
3. Results and Discussion
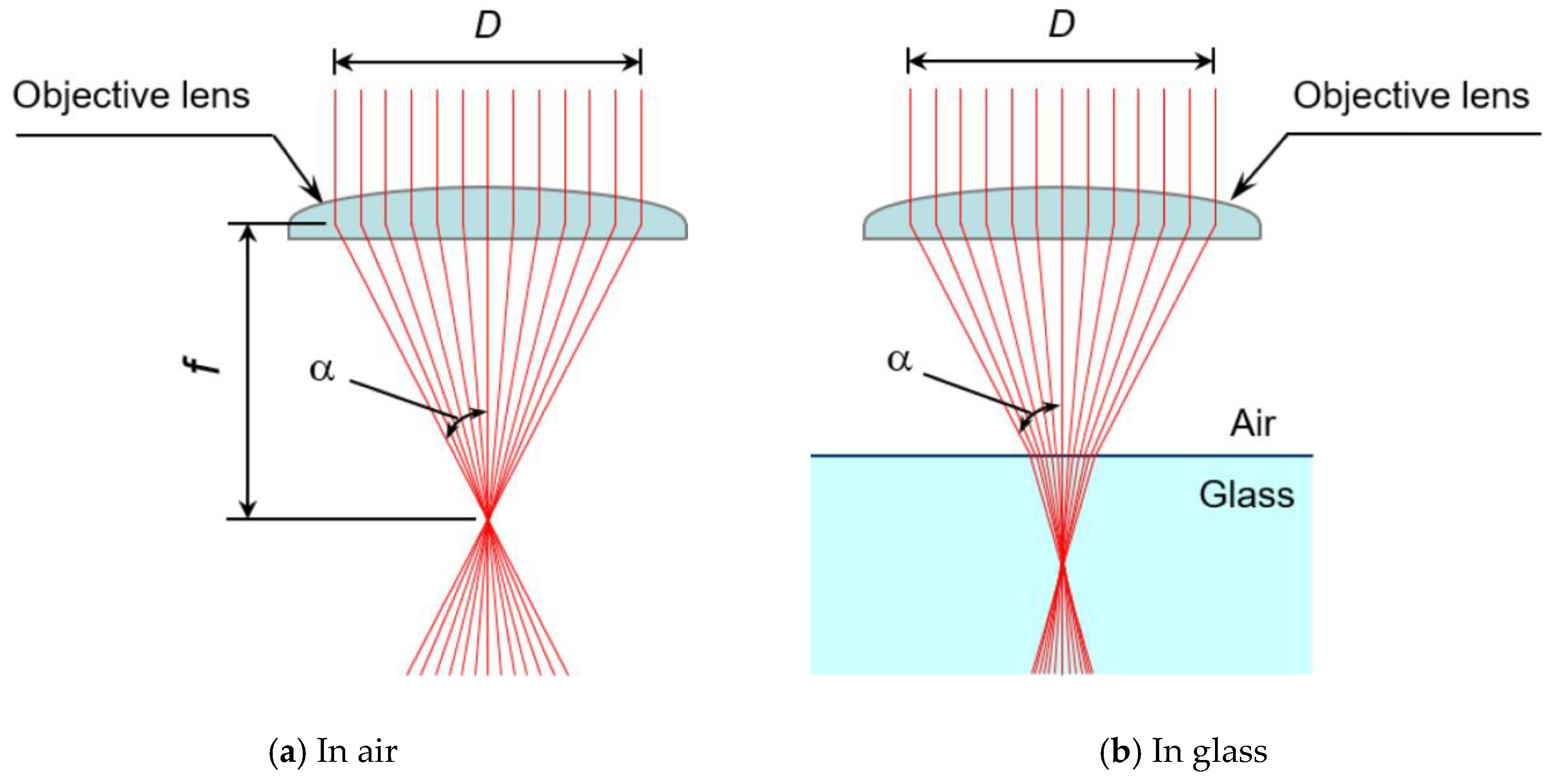
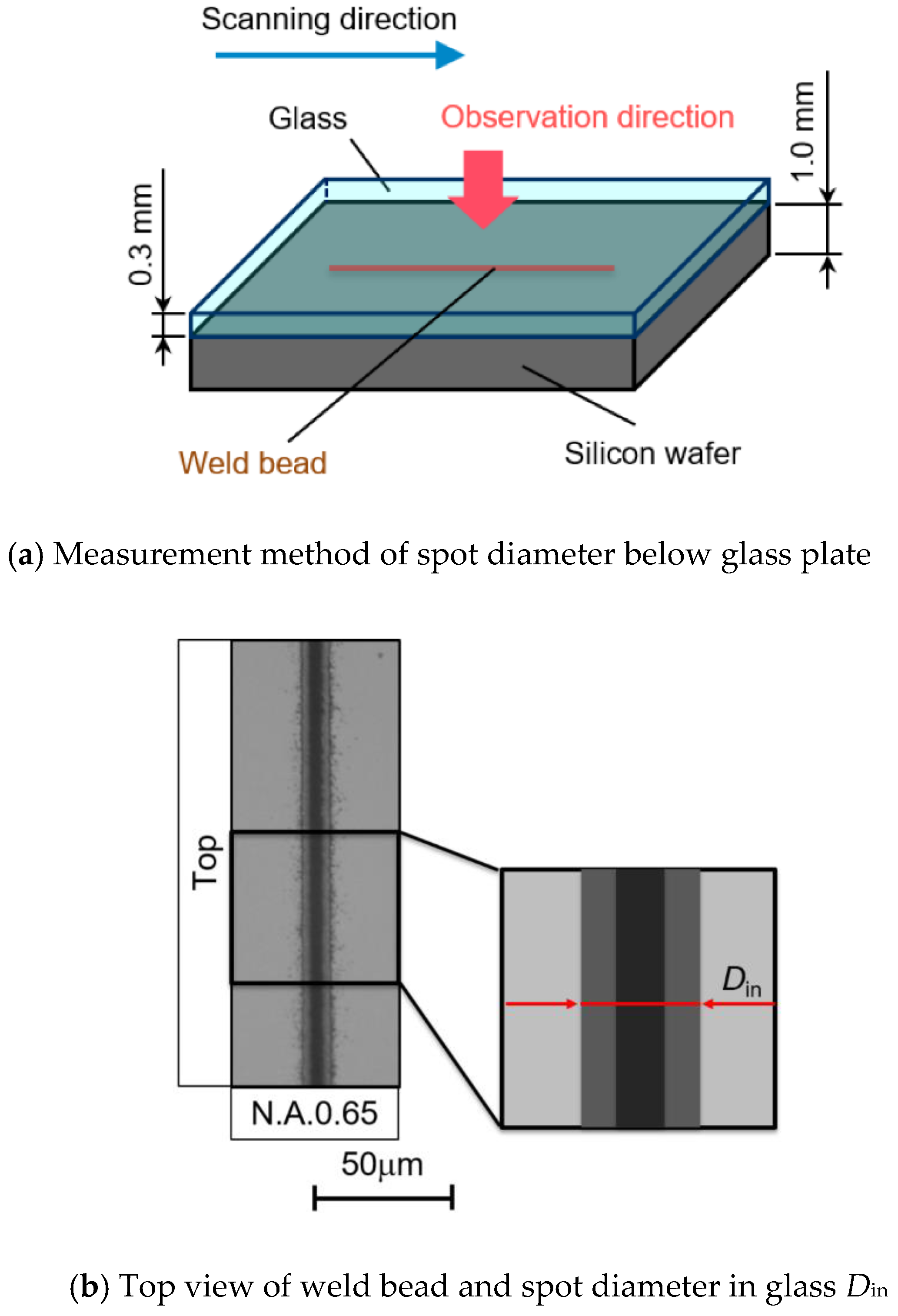
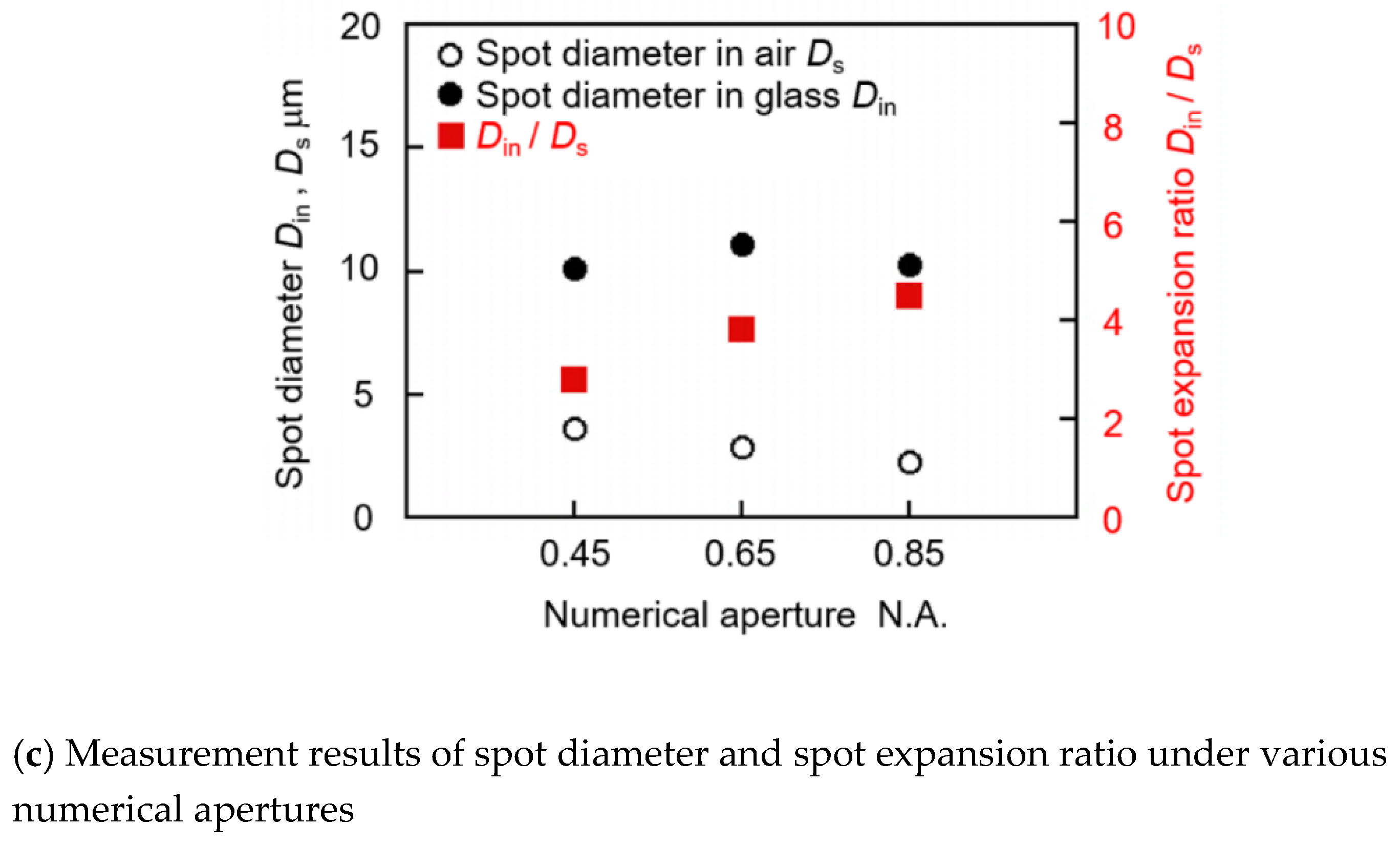
3.1. Influence of Numerical Aperture on Focusing Situation in Glass
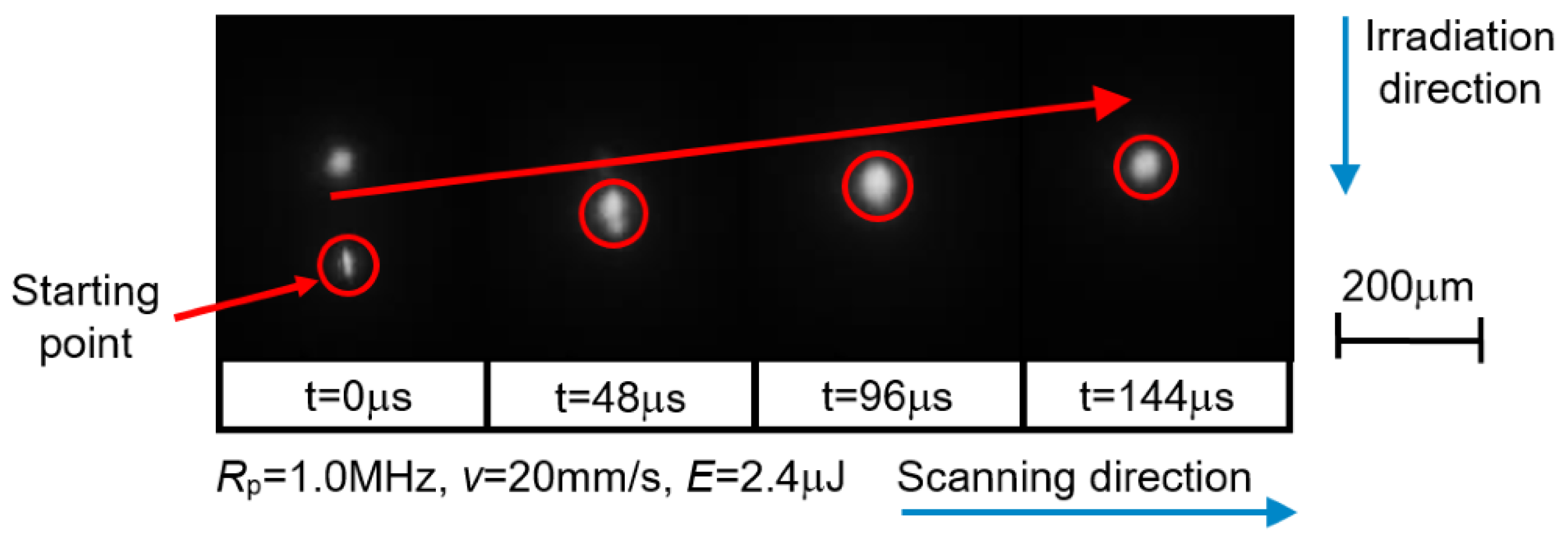
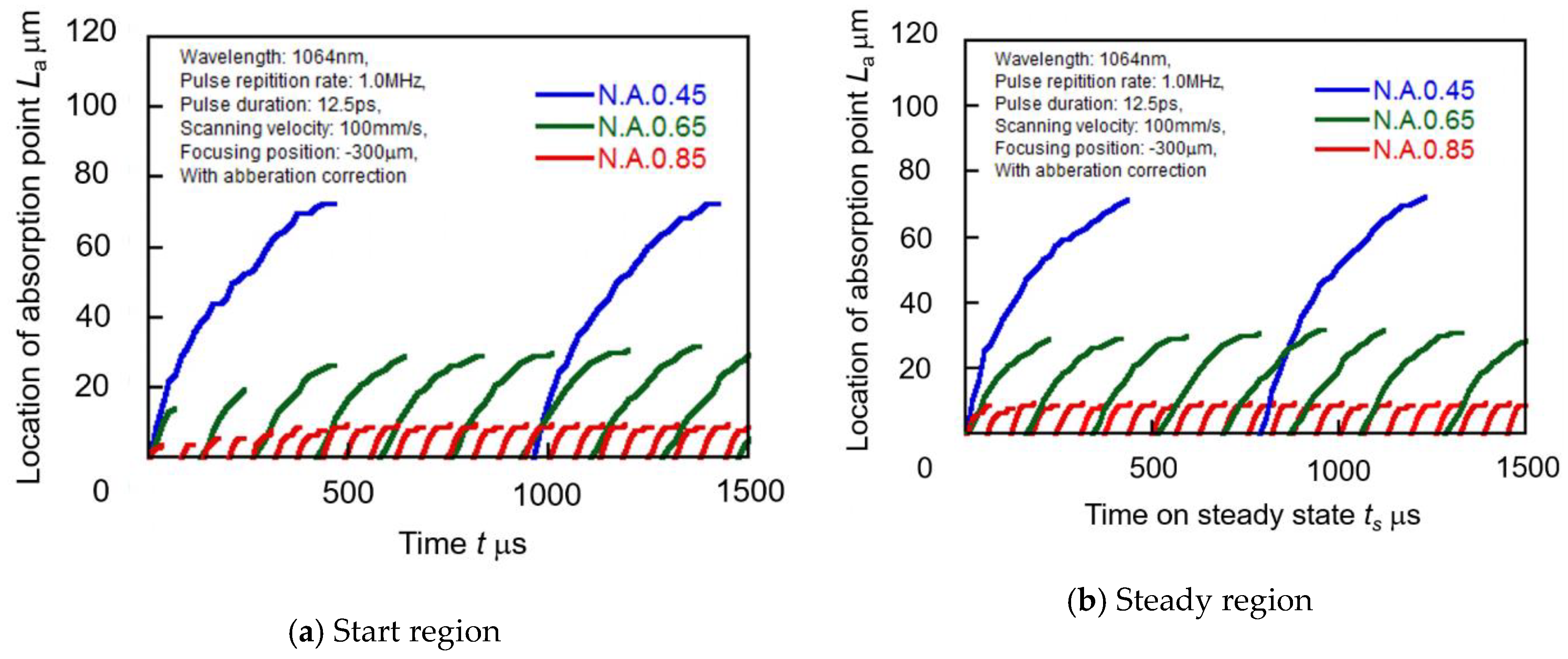
3.2. Influence of Numerical Aperture on Movement of Absorption Point
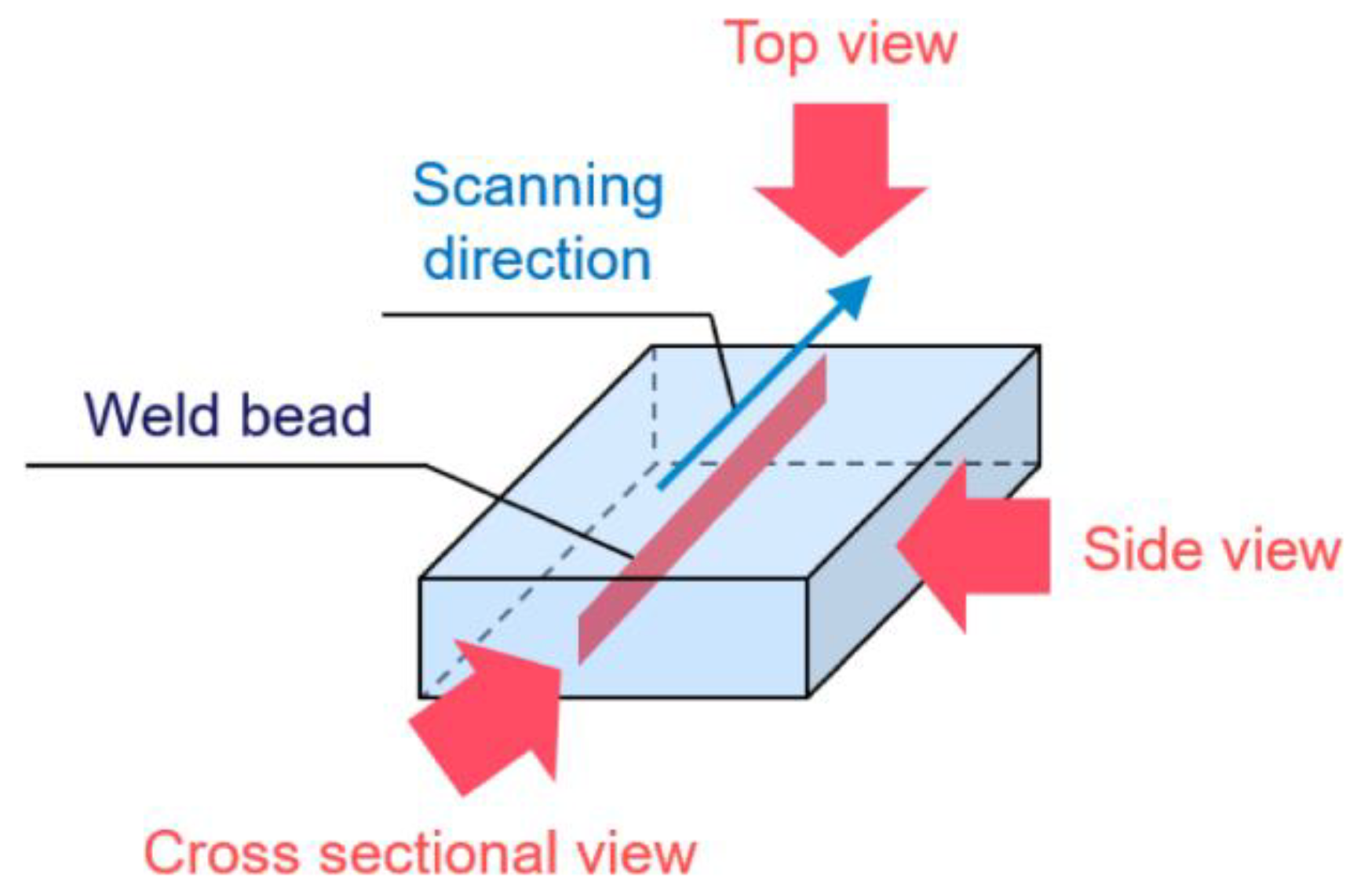
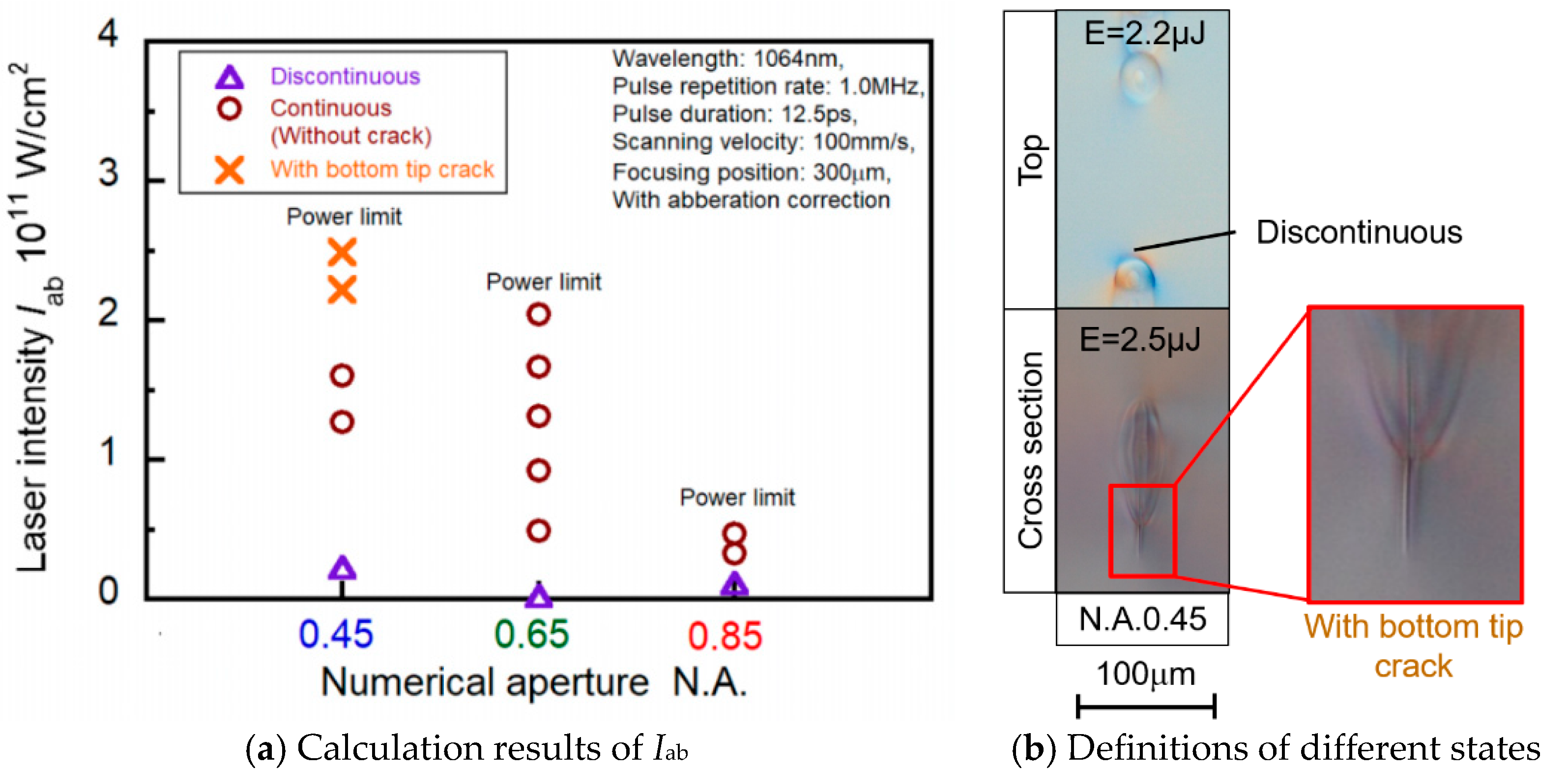
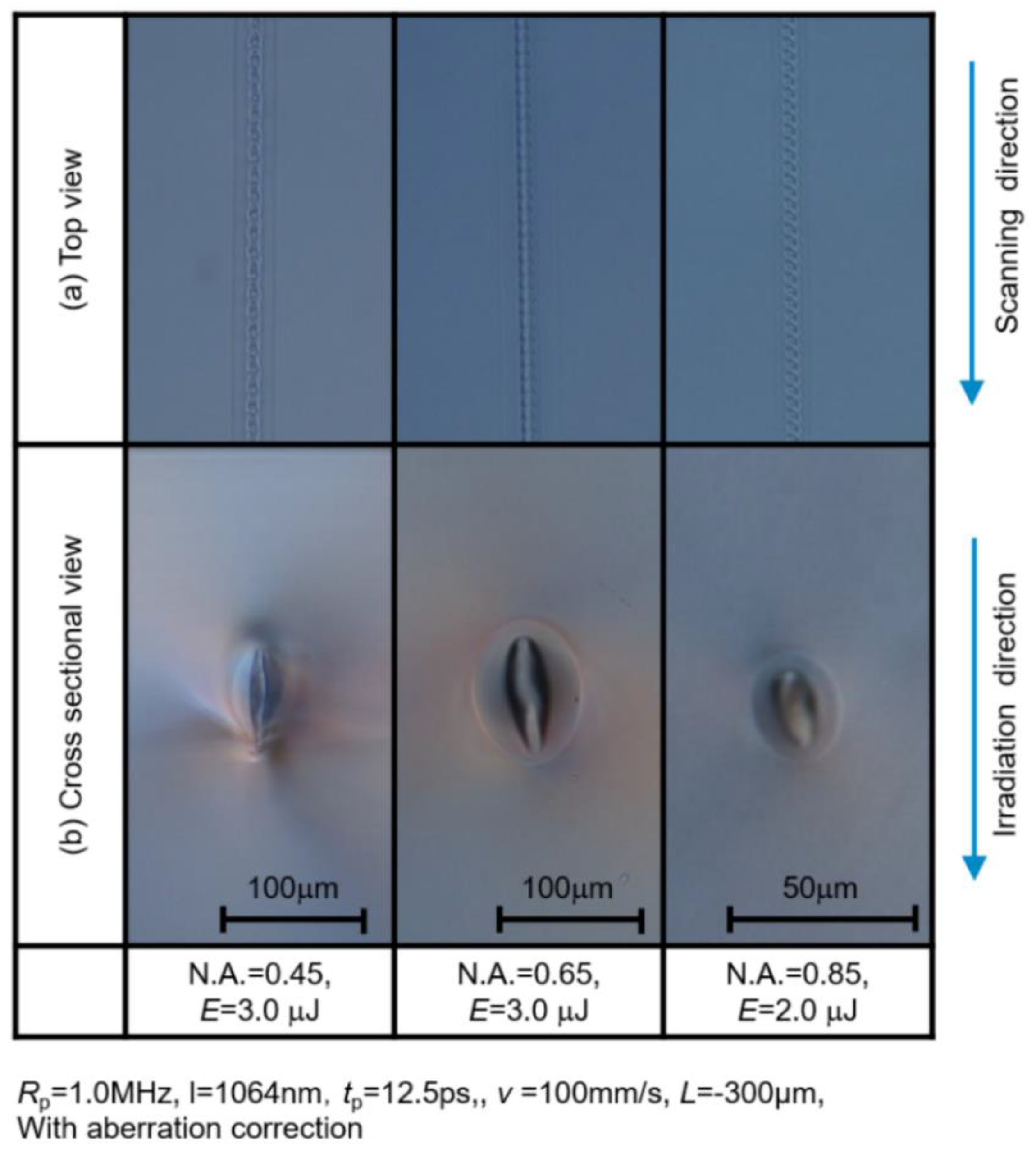
3.3. Influence of Numerical Aperture on Molten Area Characteristics
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Axinte, E. Glasses as engineering materials: A review. Mater. Des. 2011, 32, 1717–1732. [Google Scholar] [CrossRef]
- Miyamoto, I.; Horn, A.; Gottmann, J.; Wortmann, D.; Yoshino, F. Fusion welding of glass using femtosecond laser pulses with high-repetition rates. J. Laser Micro/Nanoeng. 2007, 2, 57–63. [Google Scholar] [CrossRef]
- Okamoto, Y.; Miyamoto, I.; Cvecek, K.; Okada, A.; Takahashi, K.; Schmidt, M. Evaluation of molten zone in micro-welding of glass by picosecond pulsed laser. J. Laser Micro/Nanoeng. 2013, 8, 65–69. [Google Scholar] [CrossRef]
- Darrin, A.G.; Osiander, R. MEMS Packaging Materials; Springer: Boston, MA, USA, 2011; p. 879. [Google Scholar]
- Sugioka, K.; Cheng, Y. Femtosecond laser three-dimensional micro- and nanofabrication. Appl. Phys. Rev. 2014, 1, 041303. [Google Scholar] [CrossRef]
- Cvecek, K.; Miyamoto, I.; Strauss, J.; Wolf, M.; Frick, T.; Schmidt, M. Sample preparation method for glass welding by ultrashort laser pulses yields higher seam strength. Appl. Opt. 2011, 50, 1941–1944. [Google Scholar] [CrossRef] [PubMed]
- Berthold, A.; Nicola, L.; Sarro, P.M.; Vellekoop, M.J. Glass-to-glass anodic bonding with standard IC technology thin films as intermediate layers. Sens. Actuators A Phys. 2000, 82, 224–228. [Google Scholar] [CrossRef]
- Greco, V.; Marchesini, F.; Molesini, G. Optical contact and Van Der Waals interactions: The role of the surface topography in determining the bonding strength of thick glass plates. J. Opt. A Pure Appl. Opt. 2001, 3, 85–88. [Google Scholar] [CrossRef]
- Wei, J.; Xie, H.; Nai, M.L.; Wong, C.K.; Lee, L.C. Low temperature wafer anodic bonding. J. Micromech. Microeng. 2003, 13, 217–222. [Google Scholar] [CrossRef]
- Tamaki, T.; Watanabe, W.; Nishii, J.; Itoh, K. Welding of transparent materials using femtosecond laser pulses. Jpn. J. Appl. Phys. 2005, 44, L687–L689. [Google Scholar] [CrossRef]
- Couairon, A.; Mysyrowicz, A. Femtosecond filamentation in transparent media. Phys. Rep. 2007, 441, 47–189. [Google Scholar] [CrossRef]
- Zimmermann, F.; Richter, S.; Doring, S.; Tunnermann, A.; Nolte, S. Ultrastable bonding of glass with femtosecond laser bursts. Appl. Opt. 2013, 52, 1149–1154. [Google Scholar] [CrossRef]
- Watanabe, W.; Onda, S.; Tamaki, T.; Itoh, K.; Nishii, J. Space-selective laser joining of dissimilar transparent materials using femtosecond laser pulses. Appl. Phys. Lett. 2006, 89, 021106. [Google Scholar] [CrossRef]
- Richter, S.; Döring, S.; Tünnermann, A.; Nolte, S. Bonding of glass with femtosecond laser pulses at high repetition rates. Appl. Phys. A 2011, 103, 257–261. [Google Scholar] [CrossRef]
- Schaffer, C.B.; Brodeur, A.; Garcia, J.F.; Mazur, E. Micromachining bulk glass by use of femtosecond laser pulses with nanojoule energy. Opt. Lett. 2011, 26, 93–95. [Google Scholar] [CrossRef]
- Ashcom, J.B.; Gattass, R.R.; Schaffer, C.B.; Mazur, E. Numerical aperture dependence of damage and supercontinuum generation from femtosecond laser pulses in bulk fused silica. J. Opt. Soc. Am. B 2006, 23, 2317–2322. [Google Scholar] [CrossRef]
- Miura, K.; Qiu, J.; Inouye, H.; Mitsuyu, T.; Hirao, K. Photowritten optical waveguides in various glasses with ultrashort pulse laser. Appl. Phys. Lett. 1997, 71, 3329–3331. [Google Scholar] [CrossRef]
- Miyamoto, I.; Cvecek, K.; Okamoto, Y.; Schmidt, M. Internal modification of glass by ultrashort laser pulse and its application to microwelding. Appl. Phys. A 2013, 114, 187–208. [Google Scholar] [CrossRef]
- Nordin, I.H.W.; Okamoto, Y.; Okada, A.; Takekuni, T.; Sakagawa, T. Effect of focusing condition on molten area characteristics in micro-welding of borosilicate glass by picosecond laser. Appl. Phys. A 2016, 122, 492. [Google Scholar] [CrossRef]
- Kennedy, P.K.; Boppart, S.A.; Hammer, D.X.; Rockwell, B.A.; Noojin, G.D.; Roach, W.P. A first order model for computation of laser-induced breakdown thresholds in ocular and aqueous media: Part II comparison to experiment. IEEE J. Quantum Electron. 1995, 31, 2250–2257. [Google Scholar] [CrossRef]
- Miyamoto, I.; Okamoto, Y.; Tanabe, R.; Ito, Y.; Cvecek, K.; Schmidt, M. Mechanism of dynamic plasma motion in internal modification of glass by fs-laser pulses at high pulse repetition rate. Opt. Express 2016, 24, 25718–25731. [Google Scholar] [CrossRef] [PubMed]
- Miyamoto, I.; Cvecek, K.; Schmidt, M. Evaluation of nonlinear absorptivity in internal modification of bulk glass by ultrashort laser pulses. Opt. Express 2011, 19, 10714–10727. [Google Scholar] [CrossRef] [PubMed]
- Cvecek, K.; Miyamoto, I.; Adam, M.; Schmidt, M. Effects of spherical aberrations on micro welding of glass using ultra short laser pulses. Phys. Procedia 2012, 39, 563–568. [Google Scholar] [CrossRef]
- Schott North America, Inc. Available online: https://www.us.schott.com/d/advanced_optics/4ec11ab4-e634-4b8a-88b5-7d86f9f9da1b/schott-glass-wafer-specification-english-us-26062018.pdf (accessed on 3 April 2019).
- Jaeggi, B.; Neuenschwander, B.; Schmid, M.; Muralt, M.; Zuercher, J.; Hunziker, U. Influence of the pulse duration in the ps-regime on the ablation efficiency of metals. Phys. Procedia 2011, 12, 164–171. [Google Scholar] [CrossRef]
- Liu, X.; Du, D.; Mourou, G. Laser ablation and micromachining with ultrashort laser pulses. IEEE J. Quantum Electron 1997, 33, 1706–1716. [Google Scholar] [CrossRef]
- Chichkov, B.N.; Momma, C.; Nolte, S.; Alvensleben, F.; Tünnermann, A. Femtosecond, picosecond and nanosecond laser ablation of solids. Appl. Phys. A 1996, 63, 109–115. [Google Scholar] [CrossRef]
- Hecht, E. Optics, 4th ed.; Addison-Wesley: New York, NY, USA, 2001; p. 215. [Google Scholar]
- Okamoto, Y.; Miyamoto, I.; Vihinen, J.; Okada, A. Novel micro-welding of silicon and glass by ultrashort pulsed laser. Mater. Sci. Forum 2014, 783–786, 2792–2797. [Google Scholar] [CrossRef]
- Arai, T. Fundamental Engineering Science for Laser Materials Processing; Maruzen Publishing: Tokyo, Japan, 2013; p. 140. [Google Scholar]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Density ρ (g/cm3) | 2.51 |
| Specific heat c [ J/(kg⸱K) ] | 2.2 |
| Melting temperature θ m (K) | 1100 |
| Coefficient of thermal expansion α (1/K) | 7.2 × 10−6 |
| Young’s modulus EY (kN/mm2) | 72.9 |
| Refractive index NR | 1.5 |
| Poisson’s ratio µ | 0.208 |
| Knoop hardness | 470 |
| Wavelength λ (nm) | 1064 |
| Pulse repetition rate Rp (MHz) | 1.0 |
| Pulse duration τp (ps) | 12.5 |
| Average power stability | <1% r.m.s |
| Spatial mode | TEM00 |
| Pixel | 312 × 260 |
| Frame rate (fps) | 64,000 |
| Exposure time (µs) | 4 |
| Color, Gradations | Monochrome, 10bits |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ouyang, Z.; Okamoto, Y.; Ogino, Y.; Sakagawa, T.; Okada, A. Influence of Numerical Aperture on Molten Area Formation in Fusion Micro-Welding of Glass by Picosecond Pulsed Laser. Appl. Sci. 2019, 9, 1412. https://doi.org/10.3390/app9071412
Ouyang Z, Okamoto Y, Ogino Y, Sakagawa T, Okada A. Influence of Numerical Aperture on Molten Area Formation in Fusion Micro-Welding of Glass by Picosecond Pulsed Laser. Applied Sciences. 2019; 9(7):1412. https://doi.org/10.3390/app9071412
Chicago/Turabian StyleOuyang, Zhiyong, Yasuhiro Okamoto, Yuta Ogino, Tomokazu Sakagawa, and Akira Okada. 2019. "Influence of Numerical Aperture on Molten Area Formation in Fusion Micro-Welding of Glass by Picosecond Pulsed Laser" Applied Sciences 9, no. 7: 1412. https://doi.org/10.3390/app9071412
APA StyleOuyang, Z., Okamoto, Y., Ogino, Y., Sakagawa, T., & Okada, A. (2019). Influence of Numerical Aperture on Molten Area Formation in Fusion Micro-Welding of Glass by Picosecond Pulsed Laser. Applied Sciences, 9(7), 1412. https://doi.org/10.3390/app9071412