1. Introduction
In today’s competitive manufacturing industry, there is a constantly increasing demand for customized products, especially within advanced, capital intensive, large-equipment industries [
1]. In order to respond to this demand, companies must manufacture and assemble based on specific customer requirements. This type of manufacturing strategy is called engineer-to-order (ETO). ETO products are manufactured and assembled in low volumes to satisfy individual customer’s specifications [
2]. Typical products include steam turbines and boilers for the power generation industry [
3]. A typical ETO product can take months to years to complete and it has strict, complex ordered assembly relationships between components [
4]. The customers of ETO products are very strict with delivery time, and late delivery can result in huge penalties. ETO companies need to ensure that products are delivered in a timely manner [
5].
In ETO companies, the most important phase is assembly [
6]. Assembly accounts for almost 50% of the total production time, for 20% of the total production cost, and for 30% to 50% of the labor cost [
7]. Due to the complexity of assembly, the assembly process of each product is treated as a unique engineering project with necessary lead-time [
8]. That is the reason why we use the project scheduling methodology in this study [
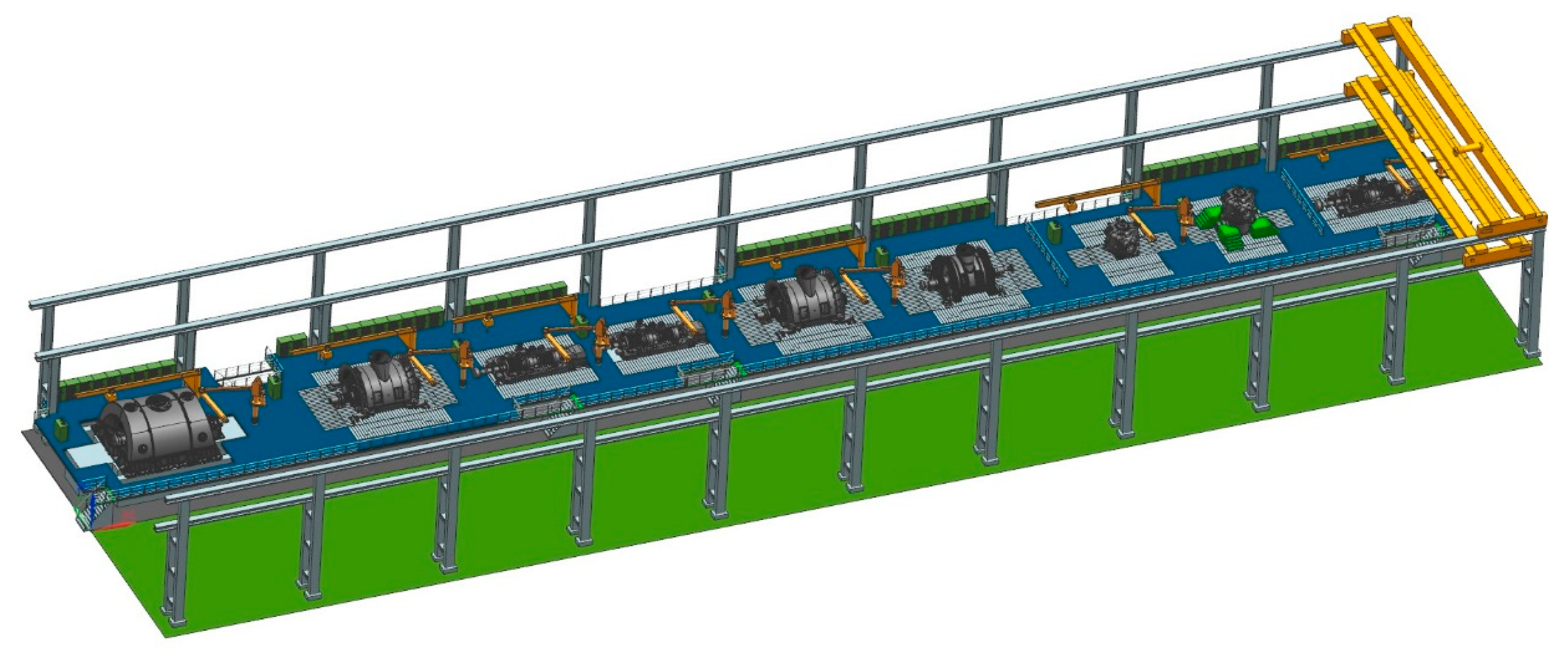
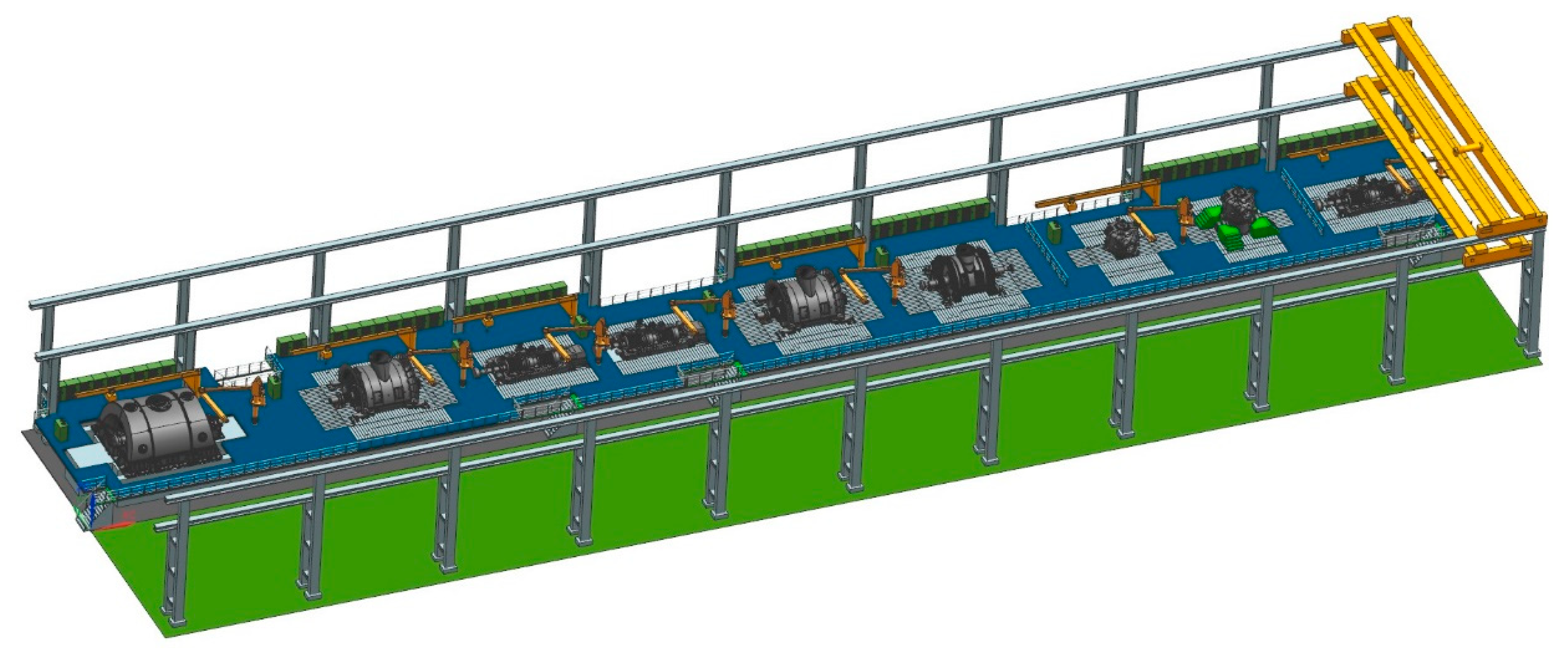
9]. One company performs not just one project, but two or more projects in parallel. Some projects may have to be simultaneously executed in a certain time period. The projects are independent of each other, but they are located at different work centers, competing for workers with different qualifications, working space, equipment, and tools. The layout of a typical ETO product assembly shop is shown in
Figure 1. For a large company, multiple projects planned on the same timeline may have thousands of tasks, and frequent conflicts are inevitable. The high level of customization and long task duration of ETO products requires the production plan to be defined and the details disclosed. It is necessary to schedule and balance the utilization of resources under the guarantee of meeting the delivery deadline of all products [
4].
In order to react to the high complexity and the large amount of customization in ETO products, the assembly of ETO products is mainly performed by a group of workers. The working situation of the typical ETO product assembly shop is shown in
Figure 2. The workers have a lot of experience and are familiar with the assembly process. The task duration is not defined in advance, but depends on the number and the skill level of the workers assigned to the task. There is a downward substitutability in the hierarchical nature of the workforce such that a higher qualified worker type can substitute for a lower qualified one with a higher cost, but not vice-versa [
10]. As tasks in the ETO assembly process are manual ones assisted by hand tools or light-weight equipment, the workforce resource has replaced capital, facilities, raw material, and other kinds of manufacturing resources to become the most important resource in the ETO assembly process. If workforce resources can be utilized efficiently, the idle time and production cost can be reduced. The importance of the workforce has been widely recognized, especially in labor-intensive industries. Usually, companies that manufacture ETO products have some kind of estimates of the work content of the assembly tasks based on historical data or the analysis of the work content, and the work content estimate is chosen as the basis in our study [
11].
Project scheduling is well-known as the project sequencing problem and one of the most important areas in the manufacturing process [
12]. The scheduling of ETO products is much more difficult than that of mass production, because different ETO products have different processing routes, different structures, and different due dates, and multiple products need to be produced in parallel. The literature for project scheduling in ETO companies is scarce [
13]. To the best of our knowledge, there is only one earlier work; Alfieri et al., studied single-project scheduling in an ETO environment [
8]. The project scheduling problem and the hierarchical workforce allocation problem are interrelated as the task durations depend on the hierarchical workers assigned to each task. In order to solve these problems, decisions about both multi-project scheduling and hierarchical workforce allocation need to be dealt with together. In real production, the integrated problem is considered by the experienced project manager. The project manager makes the project plan and allocates the workers based on experience. The plan is suboptimal because the project manager can’t take global information into account.
There is some previous work focusing on the integrated project scheduling and worker allocation issues. Hytonen et al. used discrete event simulation to optimize workforce allocation in assembly lines for highly customized and low-volume products [
11]. Heimerl and Kolisch presented the mixed-integer linear program with a tight Linear Programming bound (LP-bound) to solve the problem of simultaneously scheduling IT projects and assigning multi-skilled human resources [
14]. Mencía et al. used the genetic algorithms for single-project scheduling with multi-skilled operators [
15]. Karam et al. presented the mixed integer linear program to solve the integrated single-project scheduling and multi-skilled workforce allocation issue [
16]. Oztemel and Selam used the bees algorithm for multi-mode, resource constrained project scheduling in the molding industry [
9]. Lian et al. presented the non-dominated sorting genetic algorithm II (NSGA-II) to solve hierarchical worker allocation and task assignment in a seru production system [
17]. Most of the literature treats the problem as a special class of the project scheduling problem, called the multi-mode resource-constrained project scheduling problem (MRCPSP), which is a complex non-deterministic polynomial-time hard (NP-hard) problem [
18]. The previous works concentrate on single-project scheduling and hierarchical workforce allocation which is not suitable for ETO assembly. As the ETO projects are assembled in parallel, we extend the problem as the multi-mode resource-constrained multi-project scheduling problem (MRCMPSP). The MRCMPSP has considerable practical relevance, especially in the manufacturing industry. It is a large combinational optimization problem, but it had not received much attention until Wauters et al., [
19] choose the subject of the Multidisciplinary International Scheduling Conference: Theory and Applications (MISTA) Challenge 2013. A large international audience was reached: 21 teams from 14 countries and three continents participated in the competition [
20,
21,
22].
The characteristics of the specified problem are defined as follows: the predecessor and successor relationships of each task in the projects are known, the due date and release time of each project are known, the total number of workers is constrained, and the task duration of each execution mode (worker team) is known. We also consider some features in the ETO assembly process to which the necessary attention has not been devoted in the research up until now, such as that floor space limits the number of concurrently-executed tasks, since the maximum number of workers that can be assigned to each task is limited by work-space. The decision problem is to determine the sequence of tasks and allocate the workers to each task in a multi-project environment in order to minimize the maximum completion time, i.e., the makespan. The scheduling problems are computationally complex and it is difficult to find an optimal solution in a reasonable amount of time. The exact methods can only be used to solve small projects which usually have less than 60 tasks [
23].
Metaheuristics are efficient computational methods designed to solve hard combinatorial optimization problems. The previous results show that metaheuristics are able to outperform all good heuristics and usually give high-quality solutions in a reasonable computational time, even for large-size problems. These metaheuristic algorithms can be divided into two categories, population-based algorithms and local search algorithms. The mostly widely used population-based algorithms include particle swarm optimization (PSO), the genetic algorithm (GA), and so on. The most popular local search algorithms include Tabu search (TS), simulated annealing (SA), and so on. Generally speaking, a population-based algorithm shows more global search ability, whereas a local search algorithm has more local search ability. The methods mentioned above have their different metrics and shortcomings. If we combine several methods properly, a better balance between quality and efficiency of solutions may be achieved [
24,
25,
26]. Considering the convergence ability of PSO and the exploitation ability of TS, we propose a hybrid discrete algorithm with combined PSO and TS to solve this problem.
To the best of our knowledge, the integrated multi-project scheduling and hierarchical workforce allocation in the ETO assembly process has not been tackled before in the existing literature. This has been a motivation of the current work. The rest of this paper will be organized as follows:
Section 2 provides the mathematical model for the problem, and
Section 3 describes the hybrid algorithm. In
Section 4, the hybrid algorithms and three other metaheuristic algorithms proposed in the literature are applied to solve benchmark instances selected from the literature and test results are analyzed.
Section 5 represents the industrial application. Concluding remarks and future study directions are given in
Section 6.
2. Mathematical Formulation
The decision problem concerns the scheduling of tasks and the allocation of workers to the proper task in a multi-project environment in order to minimize the maximum completion time, i.e., the makespan.
In this study, we consider the problem subject to the following assumptions:
(1) Manual assembly processes are assumed to be carried out by a worker team. A mode represents a task-worker team with a constant duration.
(2) During the execution of each task, the assigned mode cannot be changed, i.e., preemption is not allowed during the execution of each task.
(3) The precedence relationships of each project forces each task to be scheduled after all precedence tasks.
(4) The projects are independent of each other.
(5) Each worker cannot be allocated to more than one task at the same time.
(6) In the worker team of each task, workers start meanwhile and finish meanwhile until the task is completed.
(7) The maximum number of workers in each task is constrained by the work-space.
(8) The set-up time for each task is included in the task duration, and the transportation times of workers between the tasks are negligible.
(9) Breakdowns are not considered.
The notation used in this section can be summarized as follows:
Indices
| Set of projects |
| Set of tasks for project |
| Set of maximum number of tasks for each project that can be executed concurrently due to floor space constraints |
| Set of task execution modes in task , which correspond to the worker team |
| Set of hierarchical levels |
| Set of time periods |
| Set of workers |
Parameters
| release date of project , i.e., the earliest time that tasks of project can start |
| due date of project |
| end time of project |
| the predecessor set of tasks , i.e., |
| maximum number of workers in task |
| minimum number of workers in task |
| number of type- workers |
| number of type- workers in mode |
| processing time of task in mode |
| processing time of task |
| end time of task |
Decision Variables
| start time of task |
In the multi-project environment, the delay of any project will lead to iterations and alterations of related follow-up work, so we assume that the objective is to minimize the completion time of all projects but not a certain project. We should consider the precedence constraints, release date constraint, due date constraint, work-space constraint, and floor space constraint. Under the assumptions and notations, the mathematical model for the problem is defined as follows:
Objective Function:Constraint Conditions:
where the objective function is the minimization of the total makespan, the duration of the whole multi-project schedule. Constraint (2) ensures that the start time of the task for each project should be greater than or equal to the release date of project. Constraint (3) ensures that the start time of the task for each project should be less than the due date of project. Constraint (4) ensures that each project needs to be completed before the due date. Constraint (5) implies that the number of workers assigned to each task must be within certain limits due to the work-space constraint. Constraint (6) implies that at any time, the number of type-
workers assigned to the tasks should be lower than or equal to the total number of type-
workers. Constraint (7) ensures that the precedence relationships between tasks of the same project cannot be violated, and the starting time of the task should be greater than or equal to the finishing time of its preceding set of tasks. Constraint (8) implies that the number of tasks that can be executed concurrently for each project should be limited due to floor space constraints. Constraint (9) ensures that each task is being performed only in one mode. Constraint (10) denotes that the processing time of a task is equal to the processing time of the assigned execution mode for that task. Constraint (11) implies that the end time of the task is equal to the start time plus the processing time, which means the task is non-preemptive.
3. Solution Procedure
Particle swarm optimization (PSO) is a population-based stochastic optimization algorithm introduced by Eberhart and Kennedy [
27,
28]. Because of its easy implementation, robustness, and fast convergence ability, PSO has been applied in solving many combinatorial problems. In the PSO system, each individual, called a particle, represents a point and the population, called a swarm, represents a set of points in the search space. A swarm of initial particles are generated and the particles fly through the search space using a velocity function. The
-th particle in
-dimension solution space is denoted by
. The
-th particle is assigned a randomized velocity
and is iteratively moved through the problem space. During the evolution phase, each particle follows the two best values: the local best solution, which is the best solution that the
-th particle has achieved so far, and the global best solution, which is the best solution obtained by the population so far. Therefore, the velocity function is continually updated in accordance with the particle’s previous experience and the group’s experience. In spite of the simple concept, reasonable computational time, and few parameters to adjust, the shortcoming of PSO is that it is easily trapped into local optima and premature convergence. Since the positions and velocities of standard PSO are real-valued, it is designed for solving continuous functions. However, our problem is set in a discrete space and the standard PSO is not suitable, and we should modify the position representation of PSO from continuous to discrete. Thus, we introduce the crossover operator in the classical GA into the PSO to help the individuals to share information among particles. Tabu search (TS), proposed by Glover in 1986, is a famous local search algorithm used to deal with combinational optimization problems [
29]. TS uses the Tabu list to prevent being trapped into local optima and the aspiration rule to exploit a prohibited resolution.
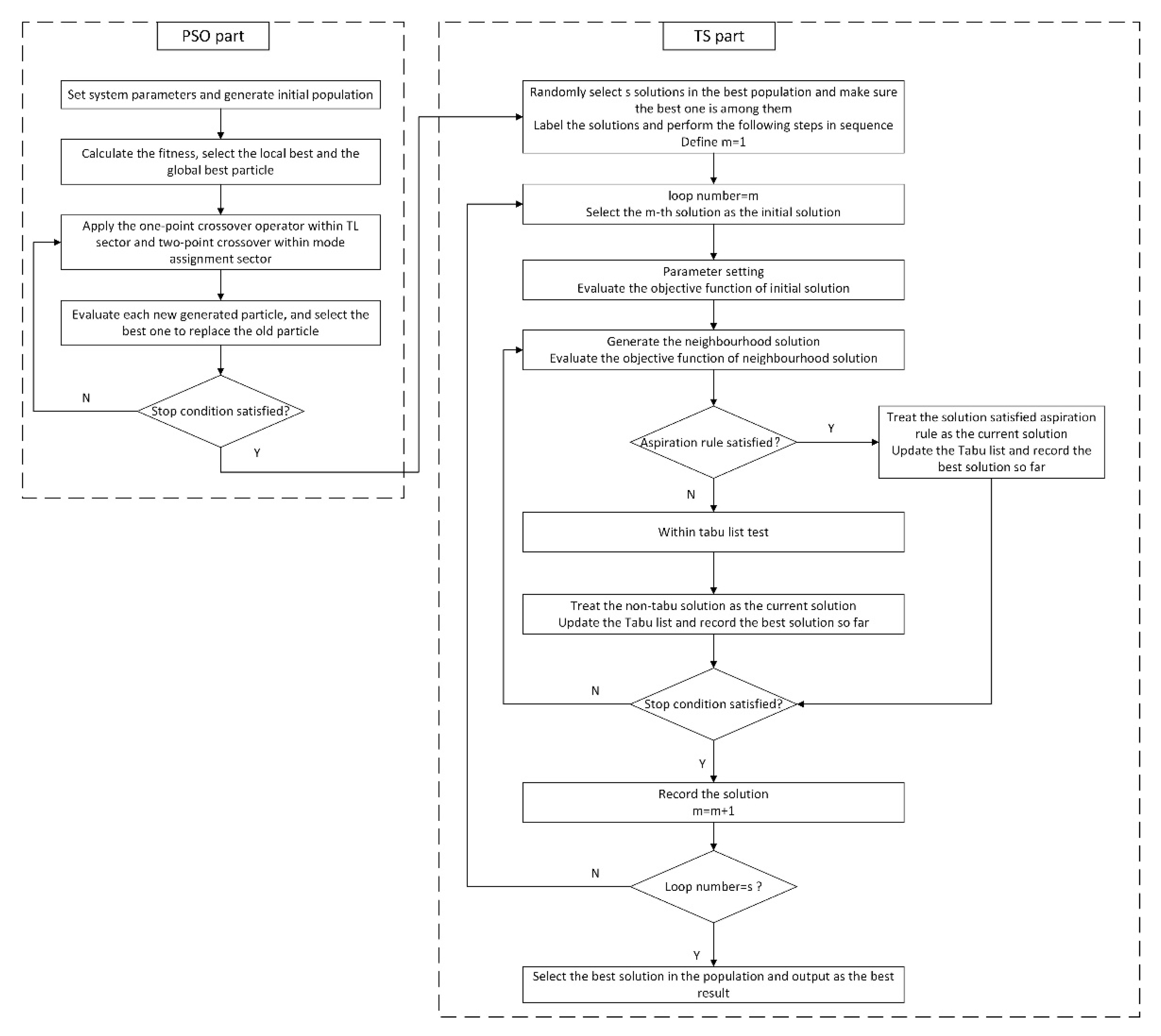
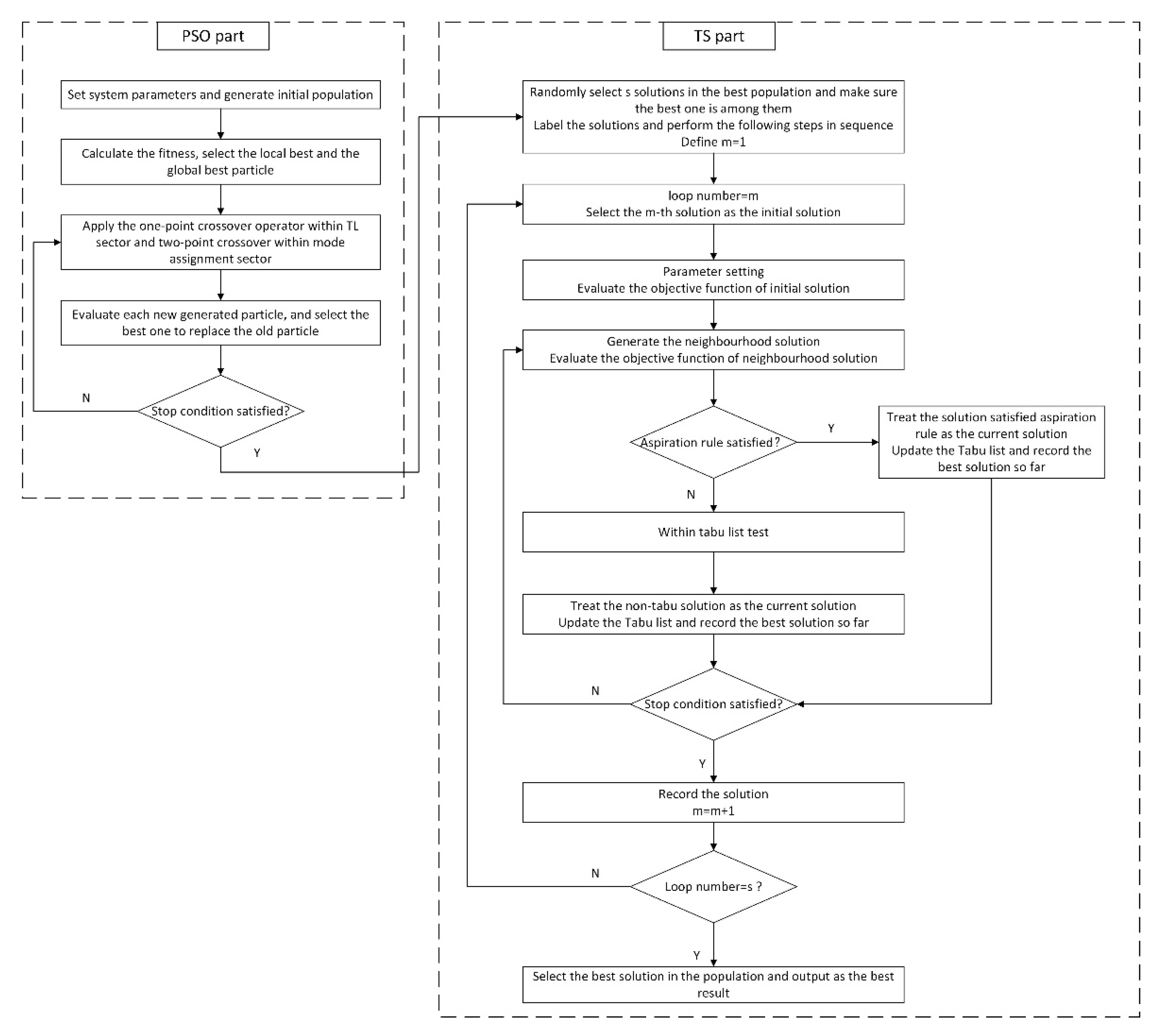
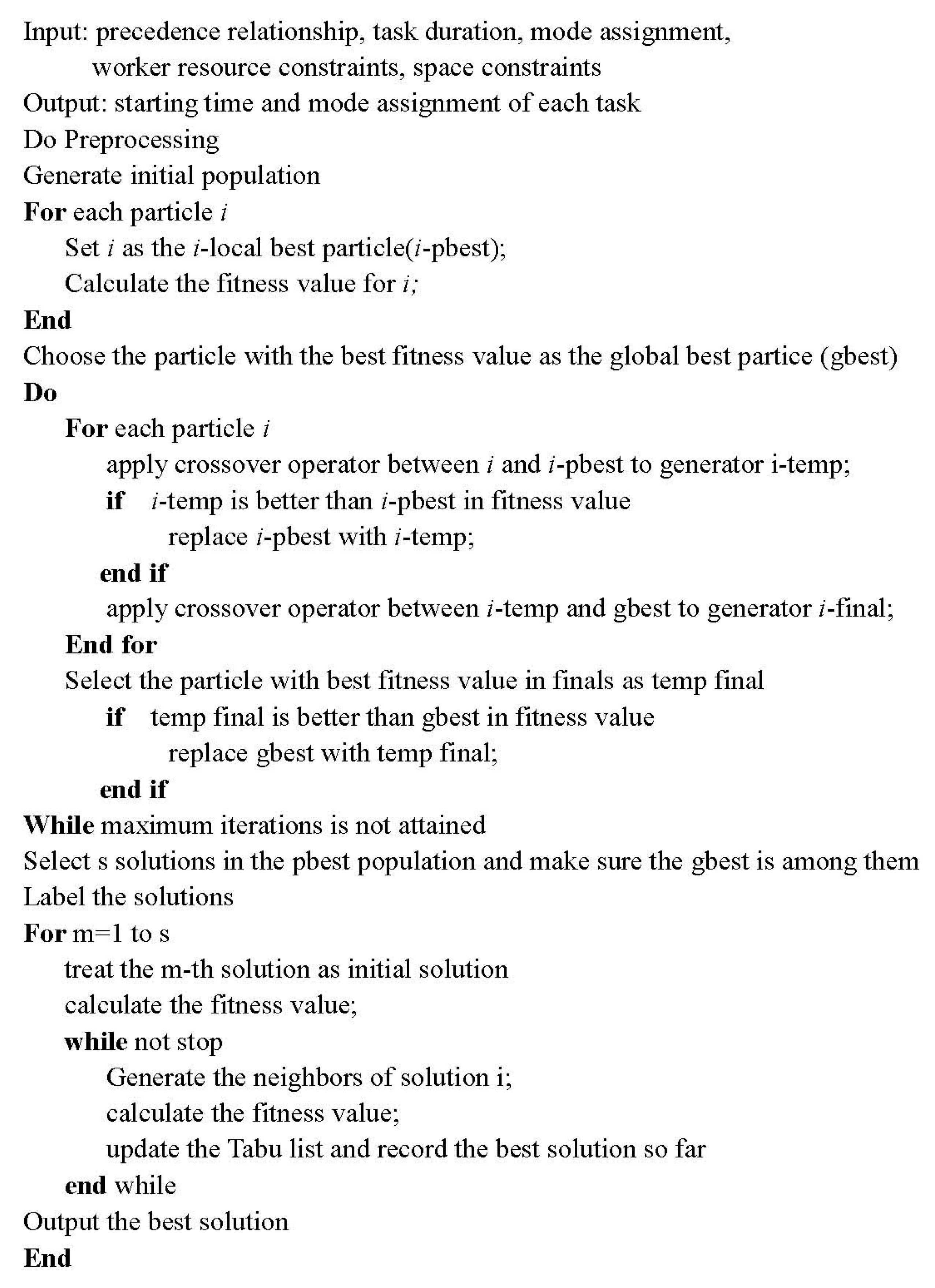
In this study, we propose a hybrid discrete algorithm combining the merits of PSO and the TS algorithm to solve this problem. In the proposed algorithm, PSO is used for the global searching process and TS is employed for the local searching process. The proposed algorithm consists of two phases; the first phase of the hybrid algorithm is the PSO algorithm, whose solution is treated as the initial solution for the Tabu search algorithm in the second phase. The framework of the proposed algorithm is shown in
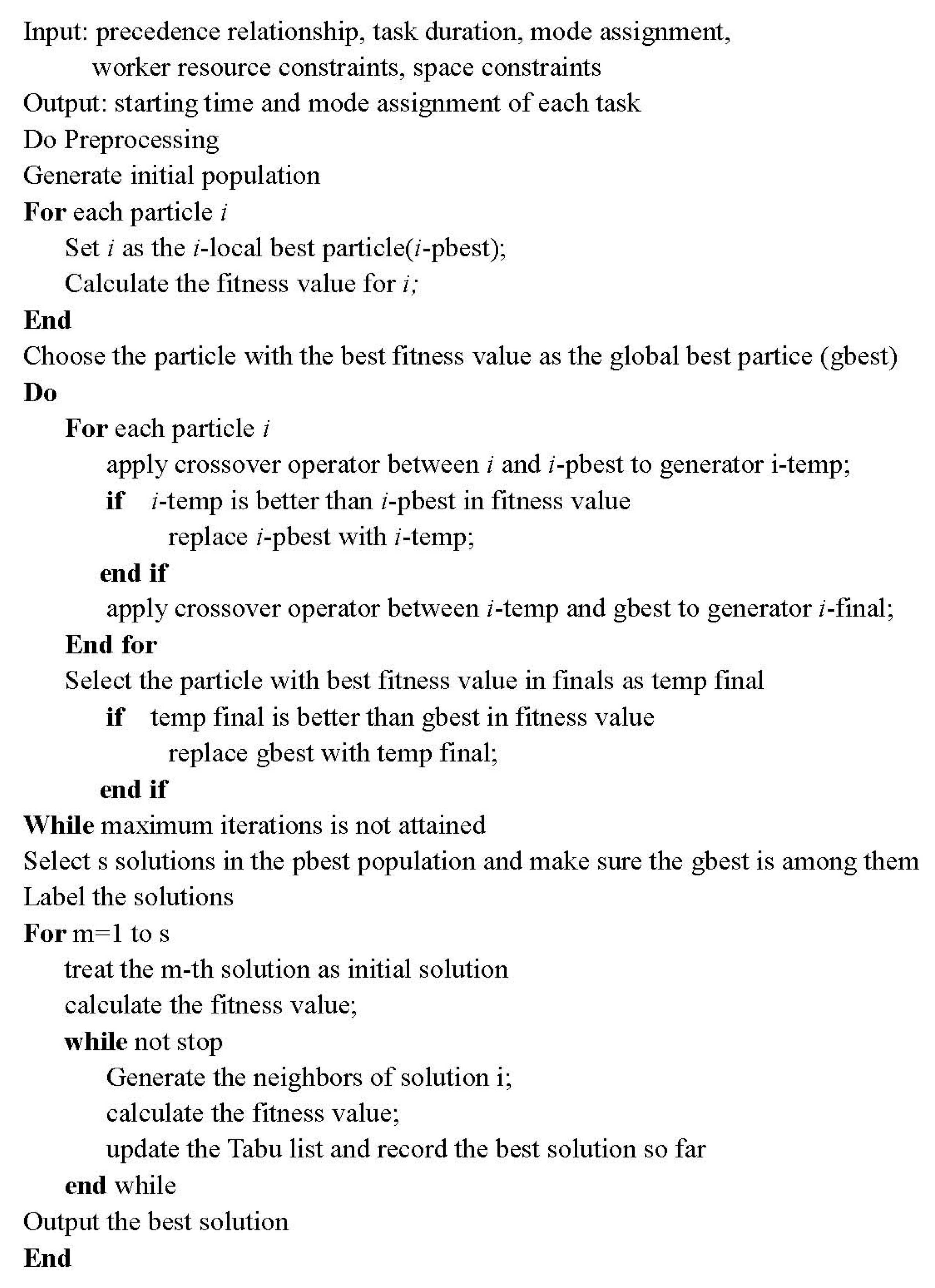
Figure 3. The pseudo-code of the hybrid algorithm is shown in
Figure 4.
3.1. Initialization
3.1.1. Combining All the Projects and Relabeling the Tasks
We combined all the projects into a combined precedence graph and relabeled the tasks. If the first project had tasks, then the first task of the second project was relabeled as , and so on.
3.1.2. Encoding and Decoding
We adopted the chromosome encoding method. The length of chromosome was twice the number of total tasks. The chromosomal representation was comprised of two vectors; the first vector was the precedence feasible task list (TL) for the scheduling process, while the second vector was the mode assignment for task execution. The TL was a precedence feasible permutation of tasks, in which each task must occur after all its predecessors and before all its successors. This structure was called the task list. The second vector was a list of execution modes for all tasks, and the
-th element of this list defined the execution mode of task
. Each chromosomal representation determined the sequence of tasks for each project and the mode for each task. We show an example in
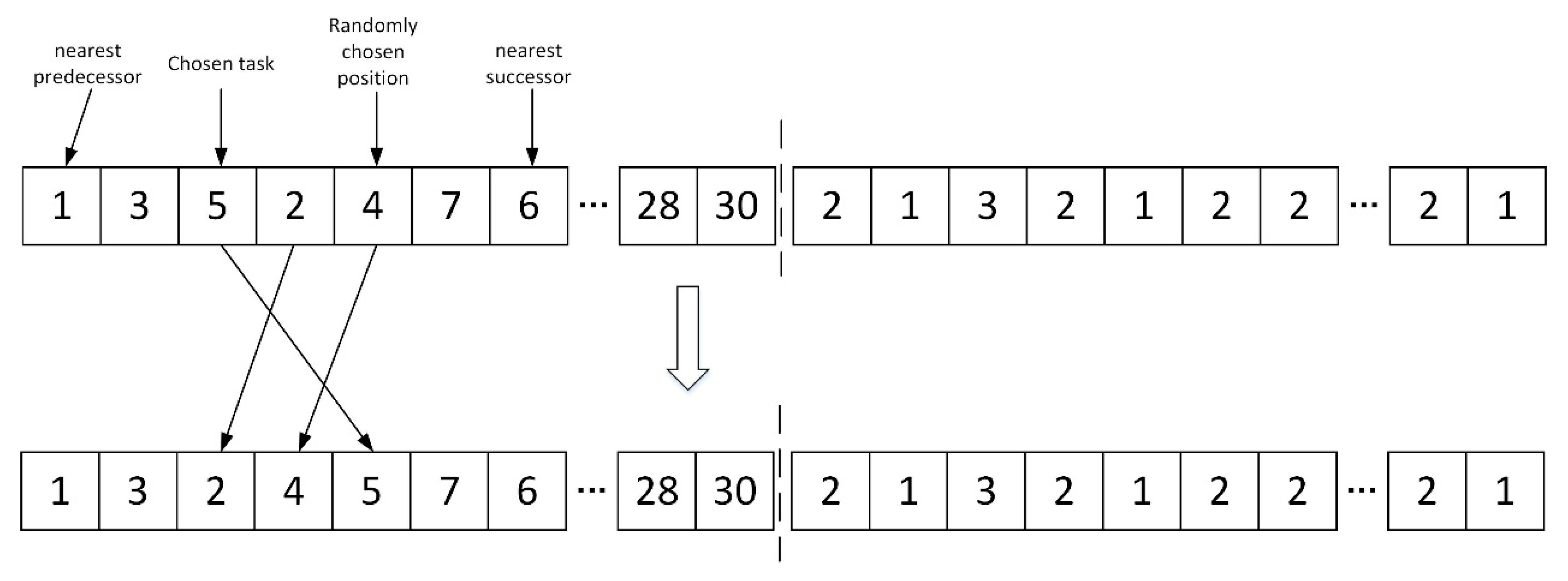
Figure 5; task 5 is to be executed firstly and its corresponding mode is 3, the mode of task 7 is 1 and so on. The advantage of this encoding scheme is that it can decode easily and improve the execution speed. We applied the serial schedule generation scheme (serial SGS) to generate the schedule related to individuals, which consisted of precedence feasible TL with the mode assignment.
3.2. PSO Phase
3.2.1. Initial Population
In this approach, each particle in the population was generated randomly without any experience. This approach had merits and shortcoming. The merits were that it was simple to implement and to keep the diversity of population, the shortcoming was that it had less experience.
3.2.2. Calculate the Fitness Function
The fitness function was used as the performance evaluation of particles. Each particle’s fitness function was expressed by the total makespan, the duration of the whole multi-project schedule. Each particle in the population was evaluated and the local best of each was recorded. The best particle in the population was selected as the global best.
3.2.3. Evolve Approach
The crossover operator means that the following generations inherit the good genes from the previous generation. The crossover operator generates new solutions (offspring) by coalescing the structures of a couple of existing ones (parents) [
30]. For our specific representation, the crossover technique defined in the literature was not suitable. We considered the task list concept, precedence feasibility, and the mode assignment. We used the well-known one-point crossover within the TL sector and the two-point crossover within the mode assignment sector. The crossover was applied to each particle with the selected local best and global best. Each new generated particle was evaluated and the best particle was selected as the new global best particle. The local best for each particle was recorded. The one-point crossover and two-point crossover are described as follows:
Given two individuals selected for crossover, and , two offspring, and are produced.
1. One-point crossover operator
First, one integer and non-negative point
are randomly generated. The tasks in the first
positions are inherited from the
, exactly in the same sequence.
The positions
are inherited from the
and preserved their relative sequence.
The
is generated analogously and the sequence of succession is opposite.
2. Two-point crossover operator
First, two integers and non-negative points
are randomly generated. The tasks in the first
positions are inherited from the
, exactly in the same sequence.
The positions
are inherited from the
and preserved their relative sequence.
The positions
are inherited from the
again and preserved their relative sequence.
The
is generated analogously and the sequence of succession is opposite.
If the termination criterion were satisfied, usually a sufficiently good fitness or a special number of generations, then the PSO phase was stopped; otherwise it continued. The PSO phase could provide diverse initial solutions for the TS phase.
3.3. TS Phase
3.3.1. Initial Population
In our algorithm, the initialization solution of TS was provided by the improved PSO. Individuals of the best population were randomly selected, making sure that the global best solution was included. The solutions were labeled and the following steps were performed in sequence.
3.3.2. Generate the Neighborhood Solution
The neighborhood structure plays a very important role in a local search. The neighborhood structure is a mechanism which can apply a small perturbation to the given solution in order to obtain a new set of neighboring solutions. The neighborhood structure is directly effective on the efficiency of the local search, and unnecessary and infeasible moves must be eliminated if it is possible. In this study, the best neighborhood which was non-Tabu or satisfied the aspiration criterion was selected.
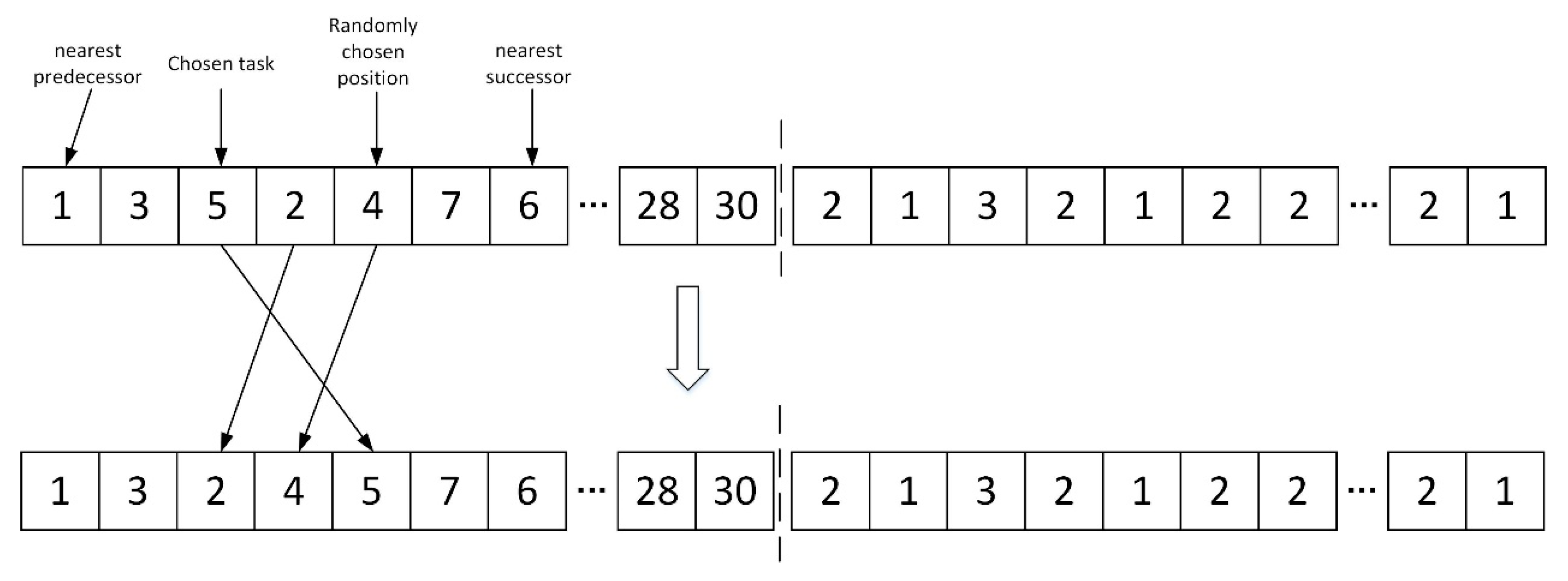
Three different neighborhood operators were implemented:
(1) A neighborhood shift in which operators only performed the list of tasks in the following way:
One task
was randomly chosen from the list of tasks; the nearest predecessor
. of task
and the nearest successor
. of task
were found in the task list; a position
between tasks
and
was randomly chosen; task
was moved to position
and all jobs between job
and job in position
were shifted to the left (or to the right). We show an example in
Figure 6. Task 5 was randomly chosen, its nearest predecessor is task 1, its nearest successor is task 6. Position 5 of the TL sector was the position of task 4, then task 5 was moved to position 5, and task 2 and task 4 were shifted to the left.
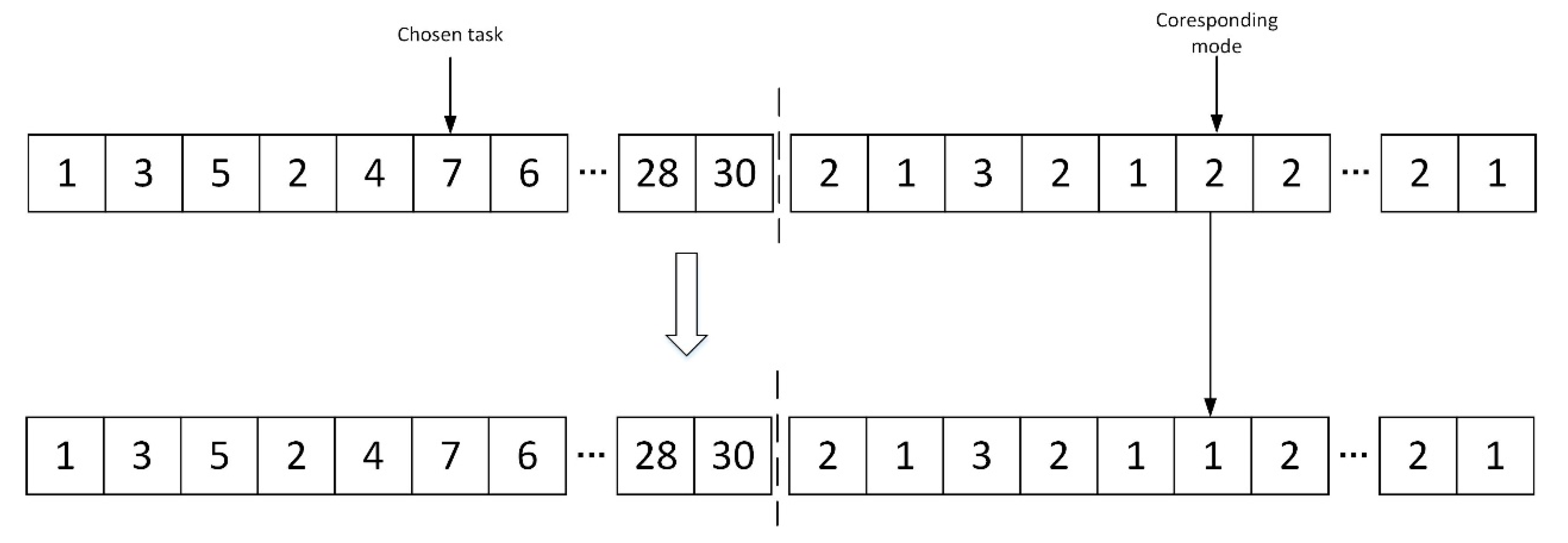
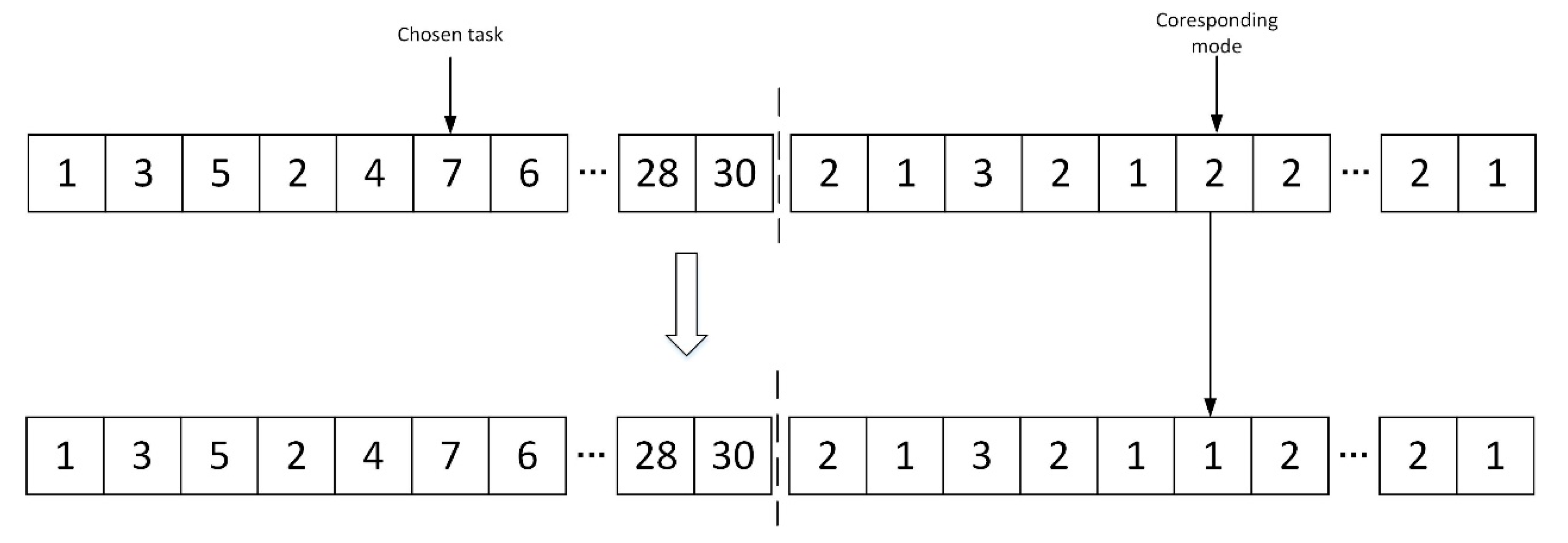
(2) A mode change which operated only on the mode assignment in the following way:
One task
was randomly chosen from the list of tasks, the corresponding mode of task
was changed to another randomly chosen one, if possible. We show an example in
Figure 7. Task 7 was randomly chosen, its corresponding mode was 2, then changed to mode 1.
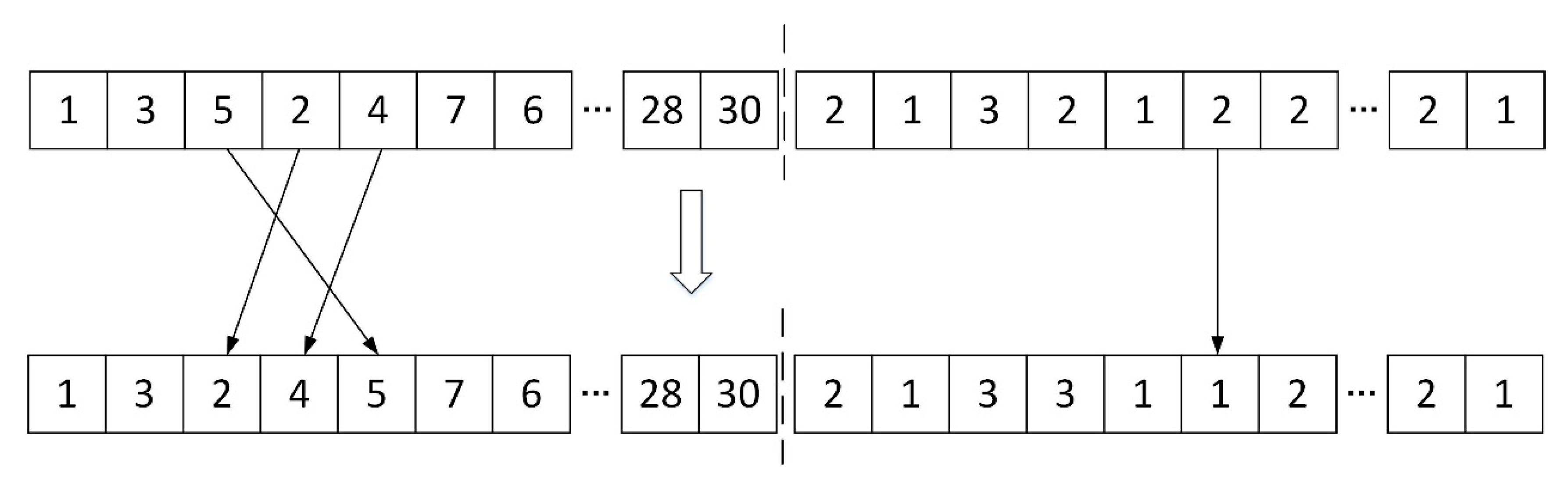
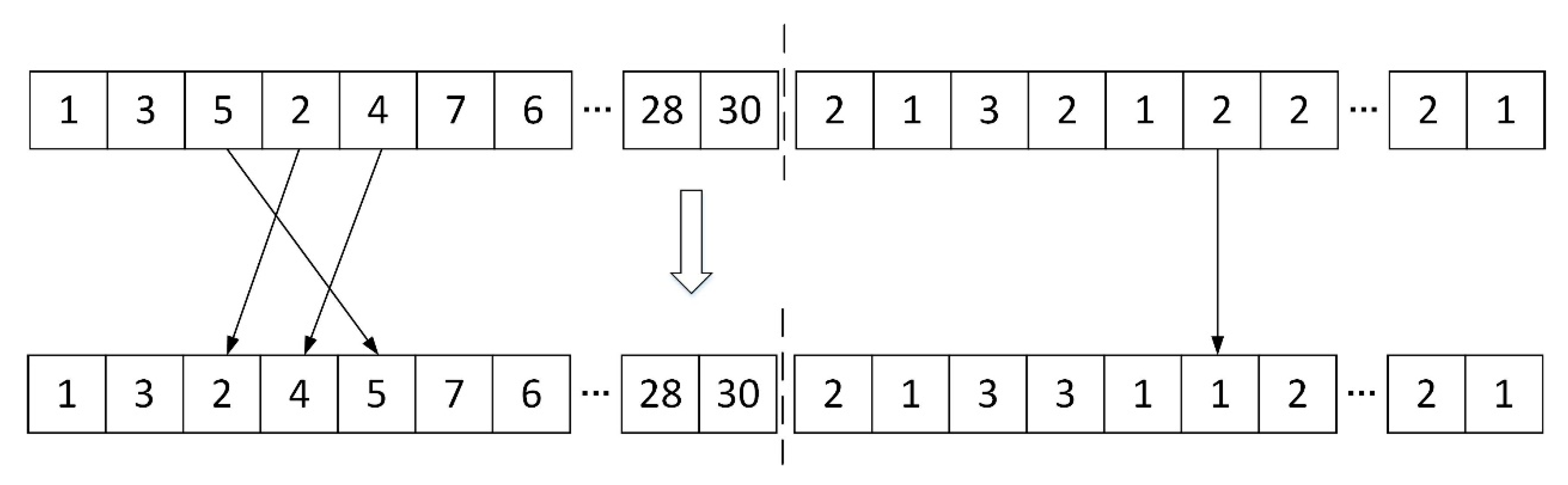
(3) A combined move which operated simultaneously on both the vectors and was a composition of the swap and the mode change. We show an example in
Figure 8.
Each neighborhood was repeatedly searched until no improvement was identified. Then, the next neighborhood operator was taken. The Tabu list was updated and the termination criterion were checked.
3.3.3. Aspiration Criterion
The aspiration rule was introduced to release the Tabu list. It avoided the deadlock when all solutions were prohibited in the Tabu list, or when a neighborhood optimal solution was within the Tabu list but was better than the current optimal solution. The aspiration rule utilized this solution and was not subject to Tabu constraints.
3.3.4. The Tabu List
In order to avoid getting stuck in the cycle state of the local optima during searching, some steps were prohibited from repeating. The idea of the Tabu list was introduced, where the position of a move and the solution were stored in the Tabu list. When a new neighboring solution was found or an old solution expired, the Tabu list was updated.
3.3.5. Termination Criterion
The termination criterion was used to determine whether the proposed method should stop. If one of the following conditions is satisfied; whether the proposed method stopswhen the algorithm has performed a given total number of iterations, or the elite solution stack had been exhausted, or the solution was proven to be optimal.
5. Industrial Application
To demonstrate the applicability of the proposed method from a practical point of view, a case that uses industrial data from a collaborating steam turbine company was considered. The steam turbine is typically an engineer-to-order product [
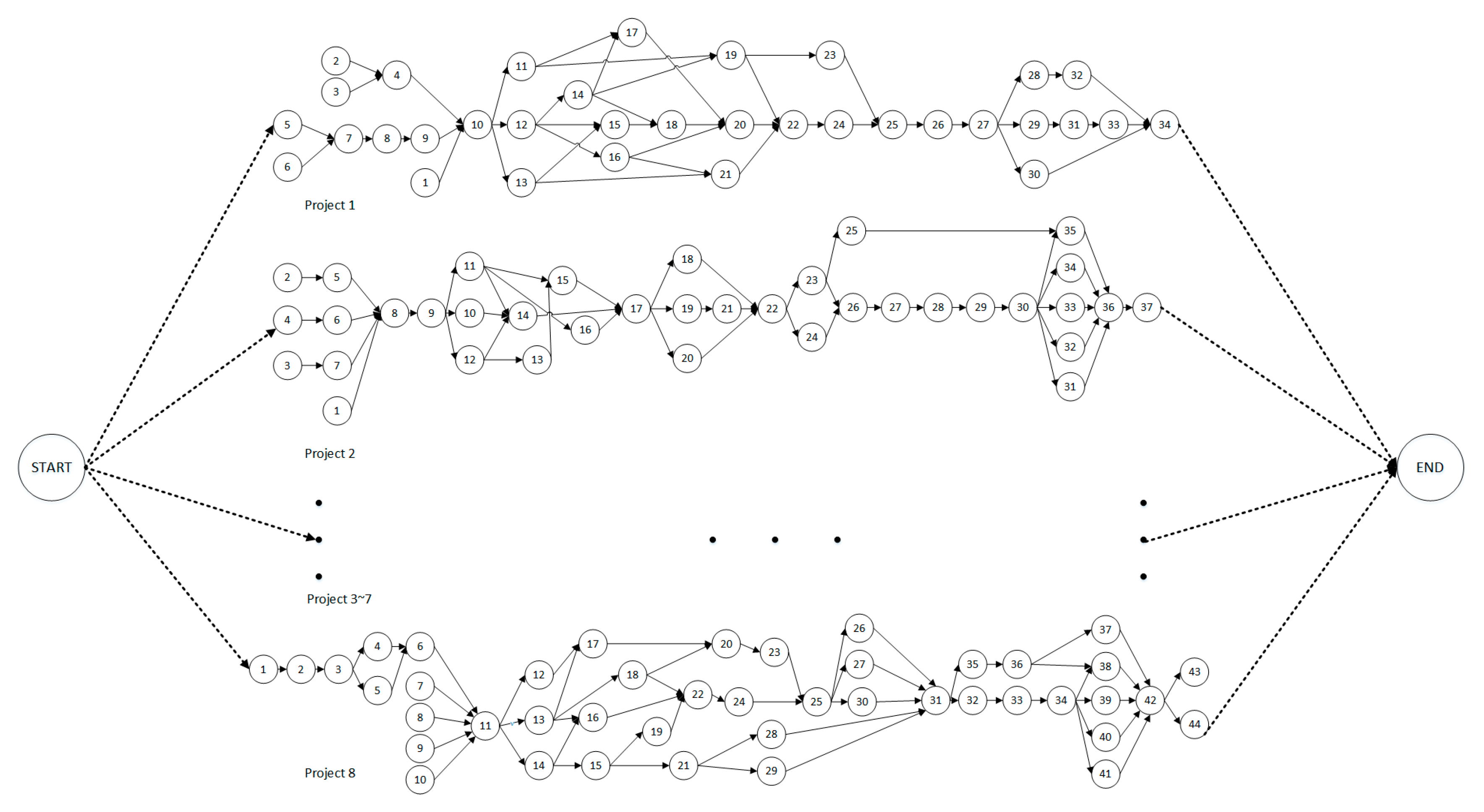
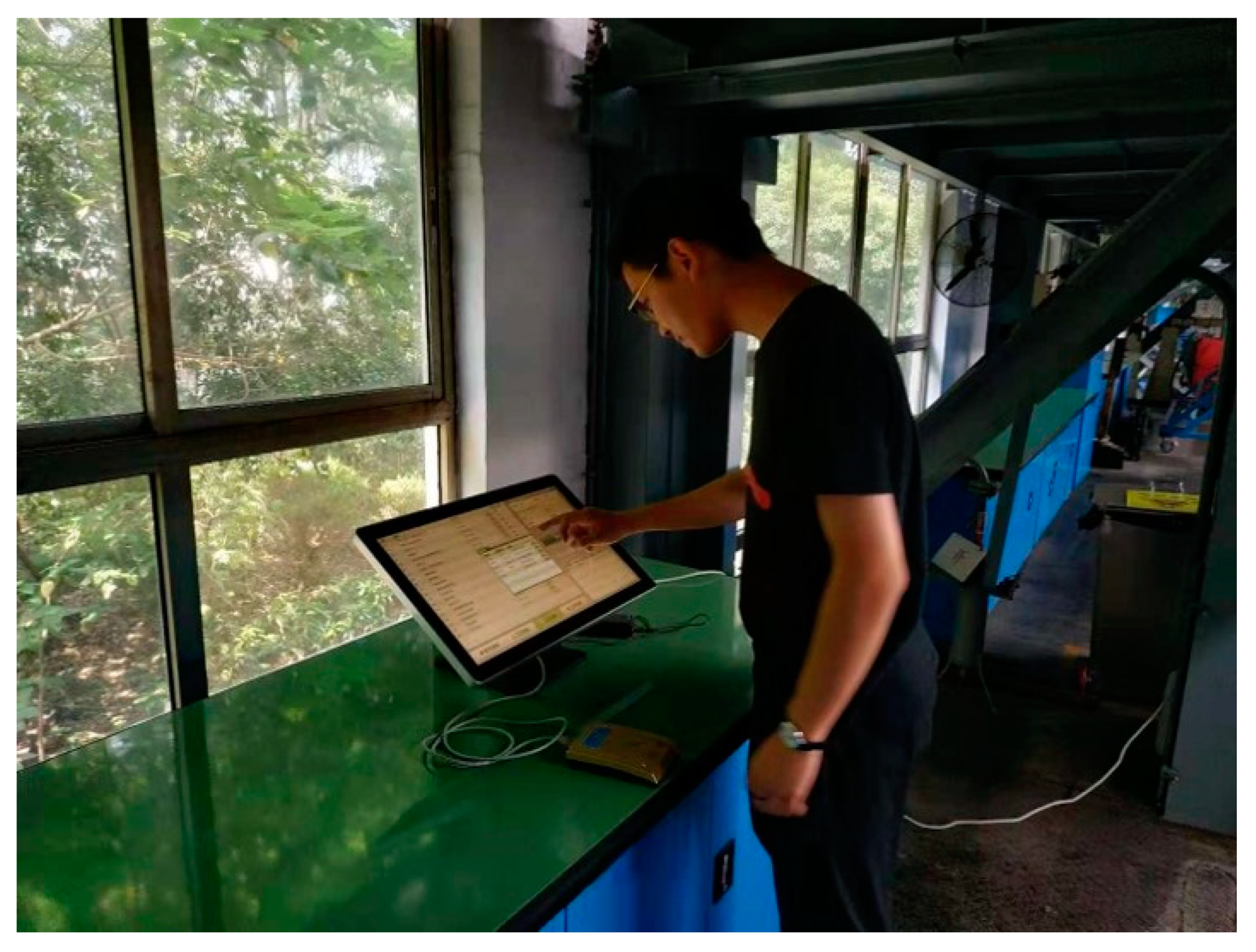
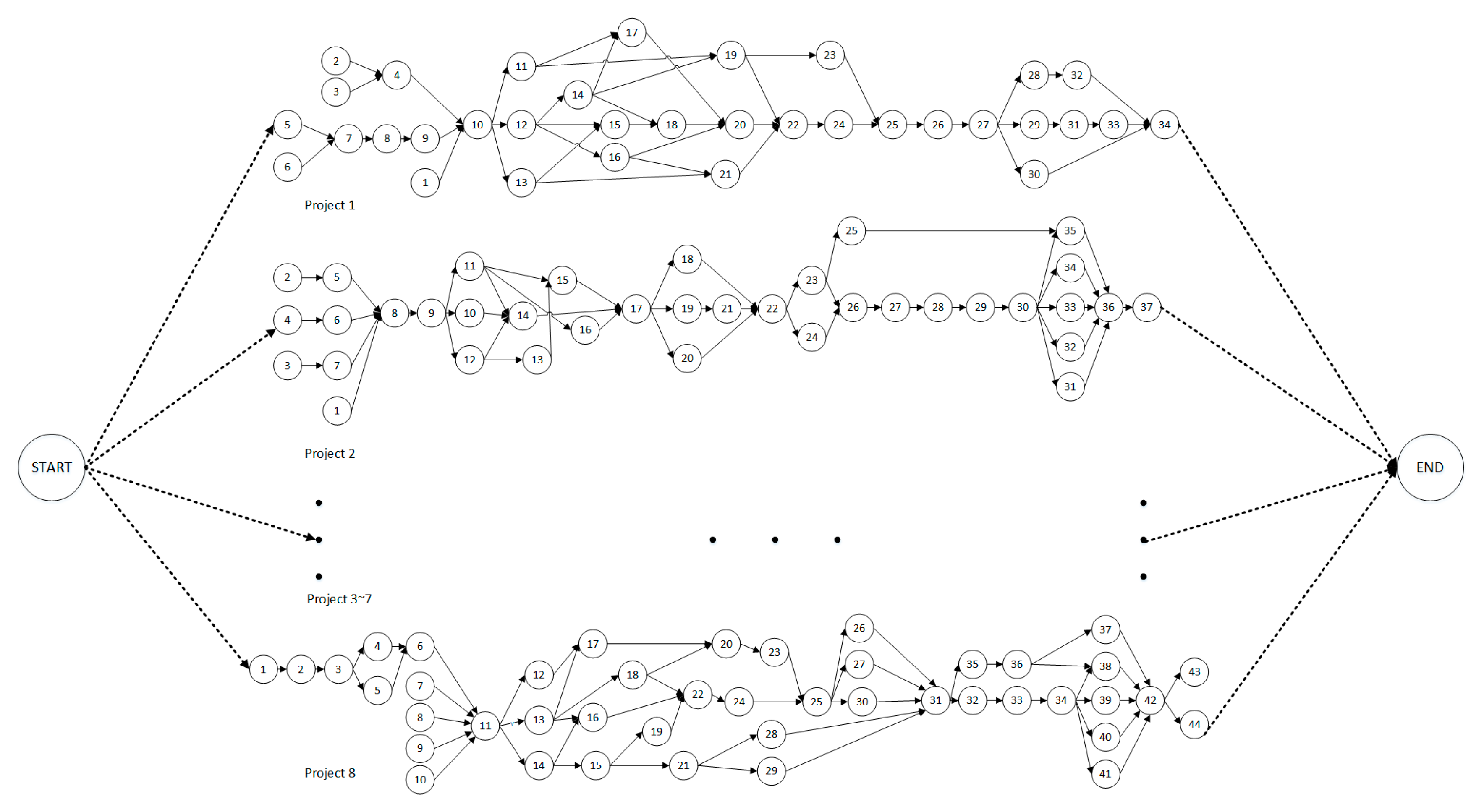
34]. We collaborated with the Shanghai Turbine Plant (STP), which is the leading turbine company in China. STP can provide an accurate estimation of task duration based on the number of allocated workers during the engineering process. They have established the relationship between task duration and number of allocated workers based on their experience. The steam turbine assembly shop had eight work centers, and eight steam turbines could be assembled in parallel. There were eight kinds of steam turbine products to be produced, and the total number of tasks was 270. The assembly of each product was rather different in terms of tasks, due date, precedence constraints, and number of workers involved. Different projects were simultaneously executed, competing for and sharing the worker resources. Therefore, it is necessary to schedule and balance the utilization of worker resources to guarantee the due date of all products.
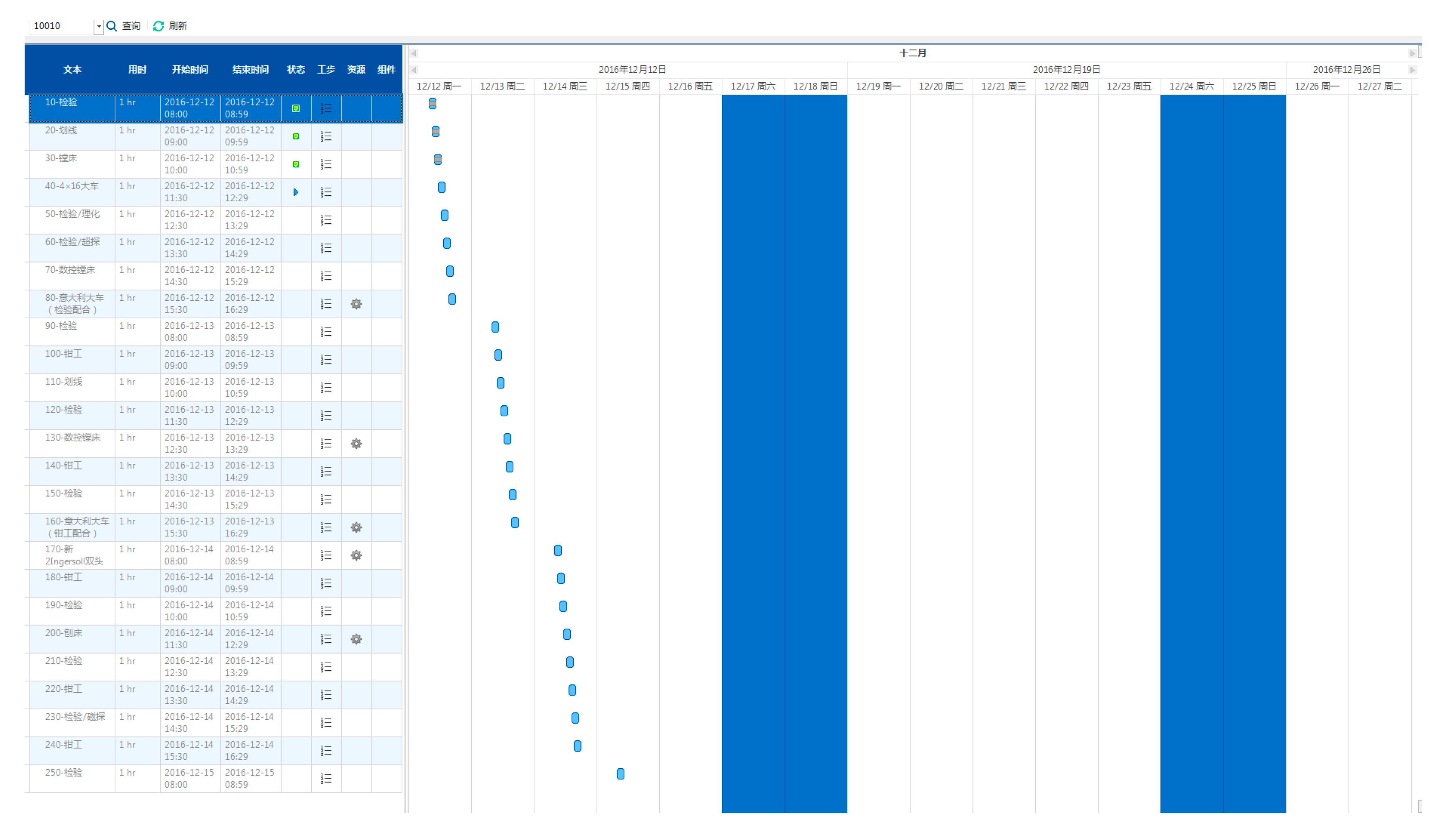
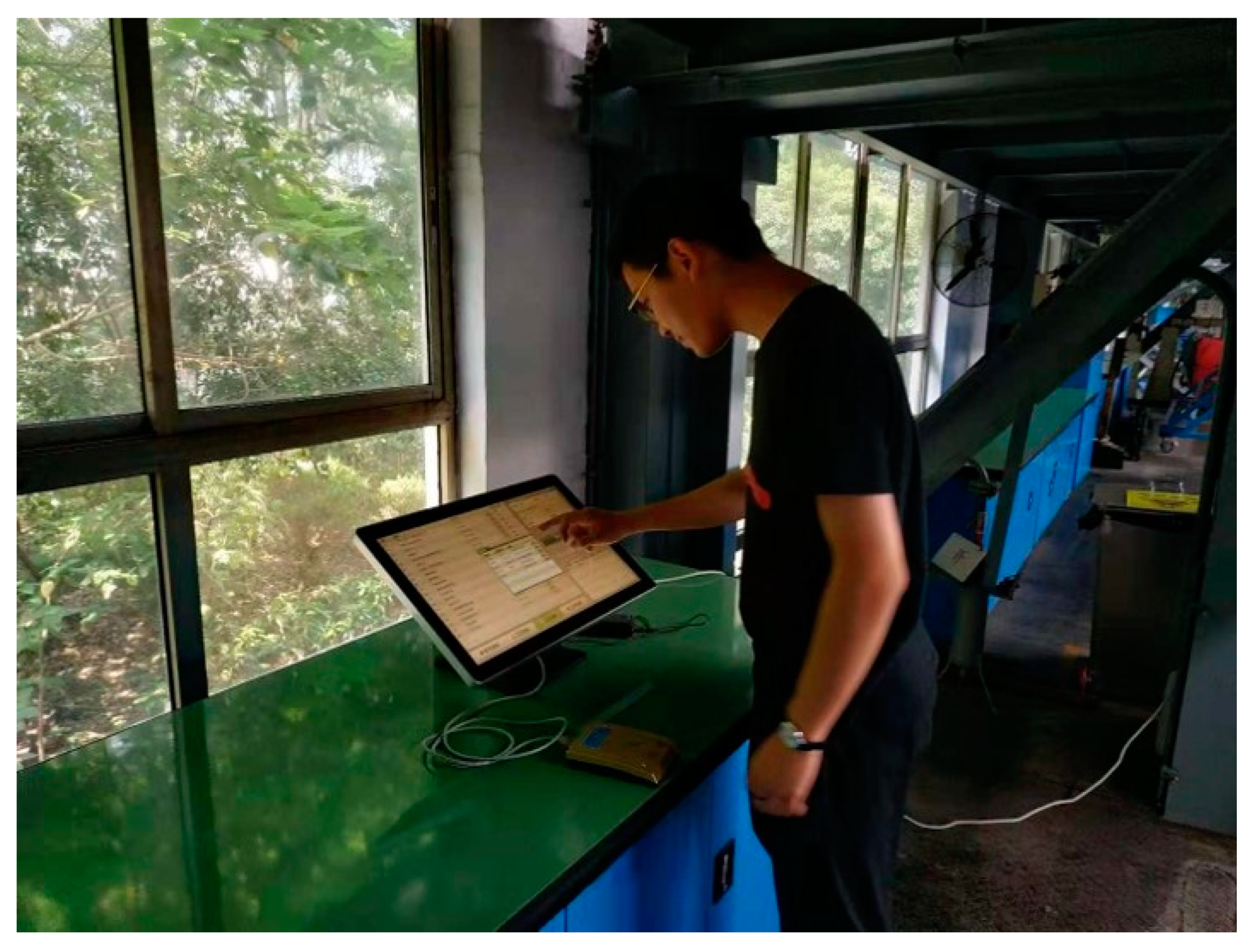
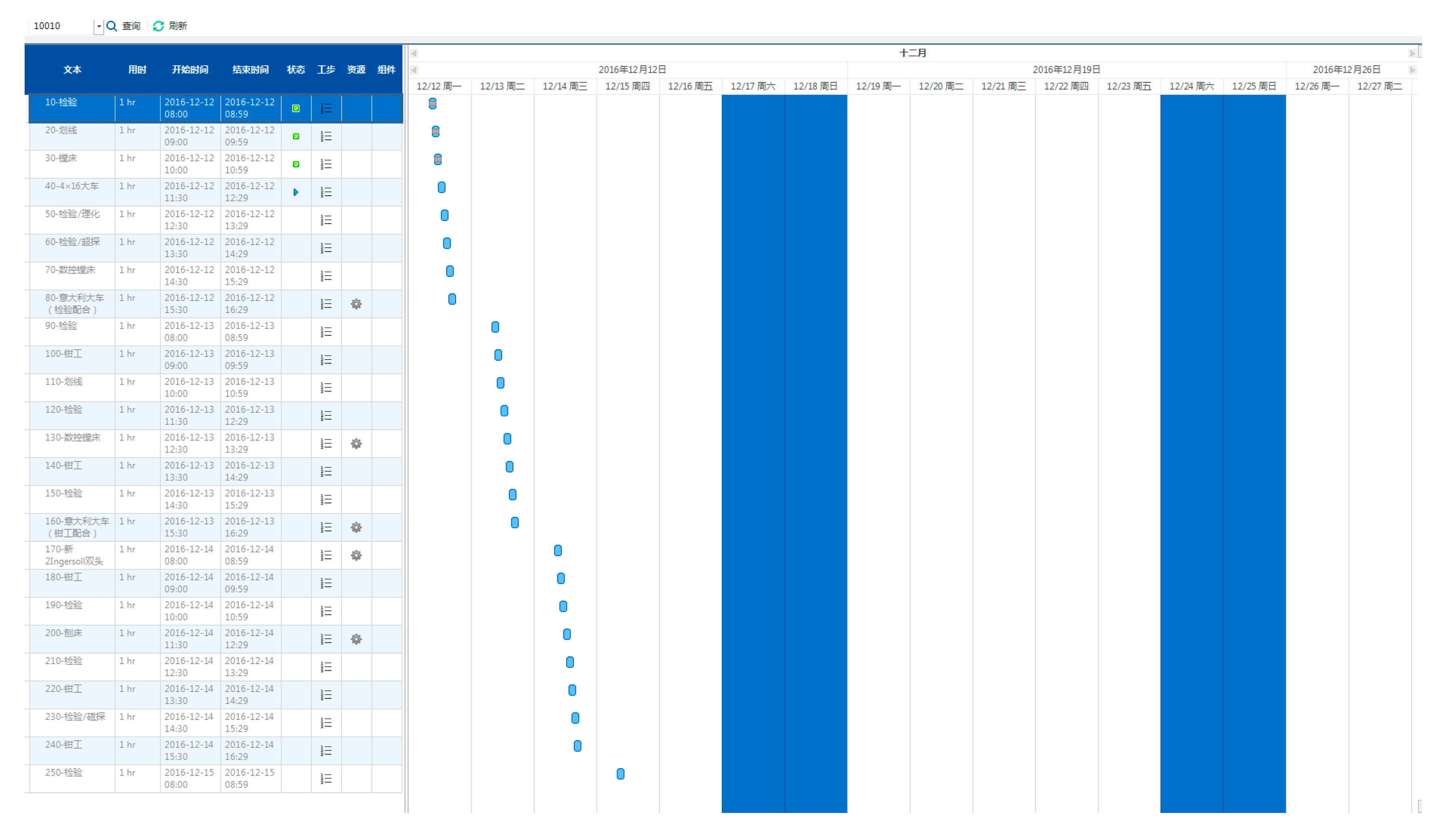
Figure 10 depicts the sequence diagram of eight projects. The assembly shop had two skill levels of workers—nine lower level workers (junior) and six higher level workers (senior). Workers formed the assembly team to complete the task. The release dates and due dates of all products were determined by a higher level production plan. We set up the real-time visual monitoring system for steam turbine assembly and the system collected real-time assembly information. The project manager operating the real-time visual monitoring system is shown in
Figure 11 and the user interface is shown in
Figure 12.
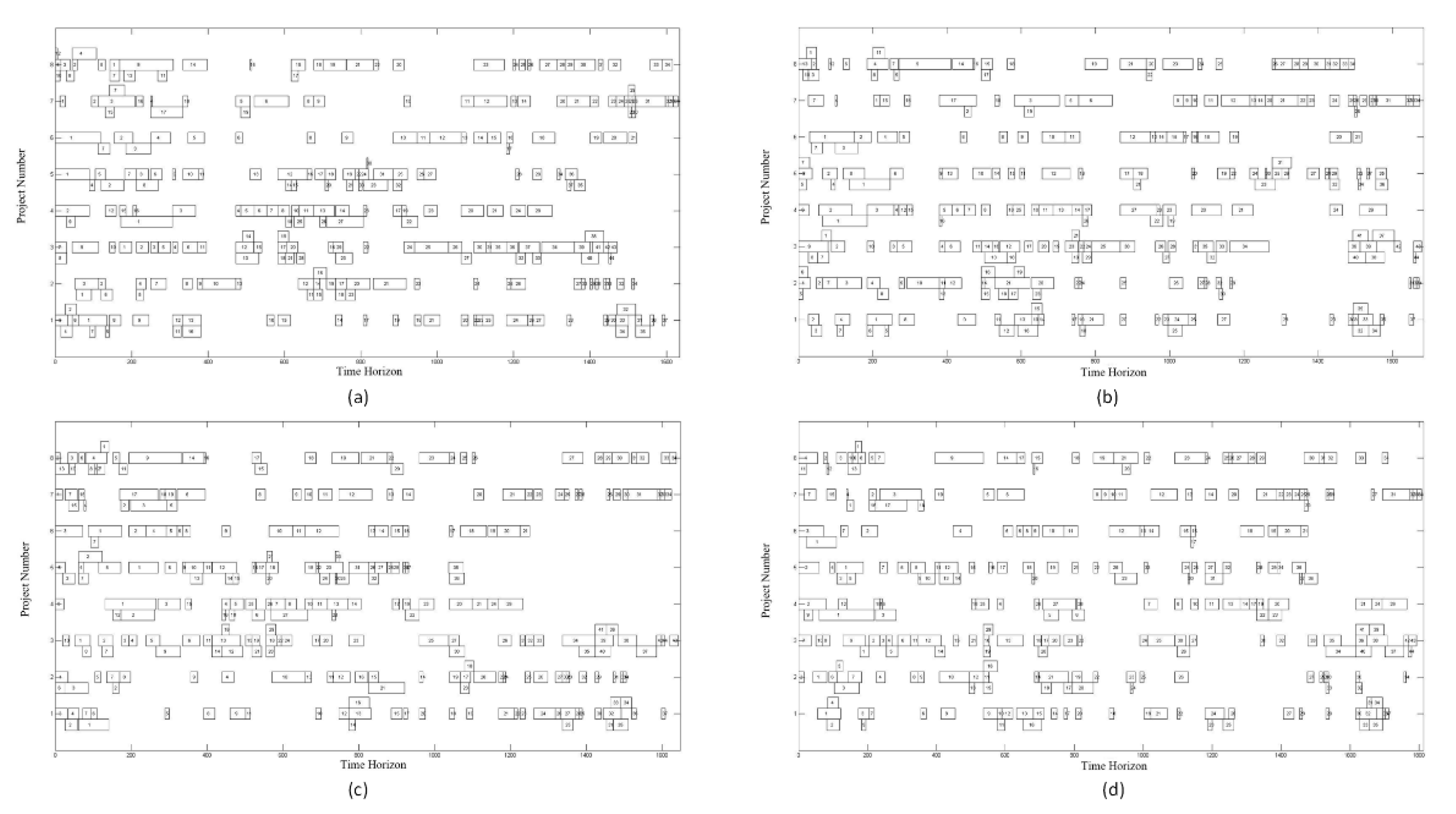
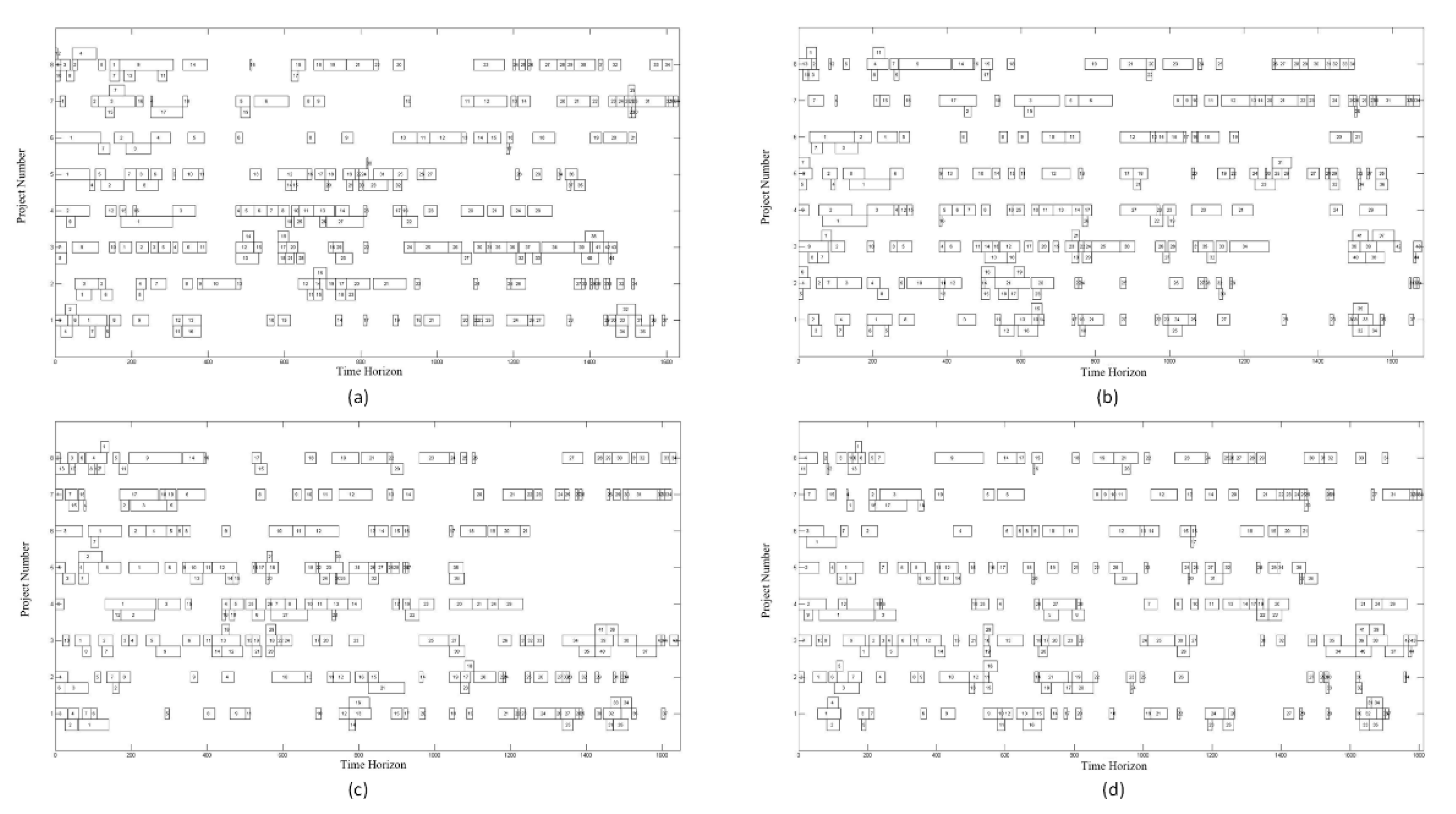
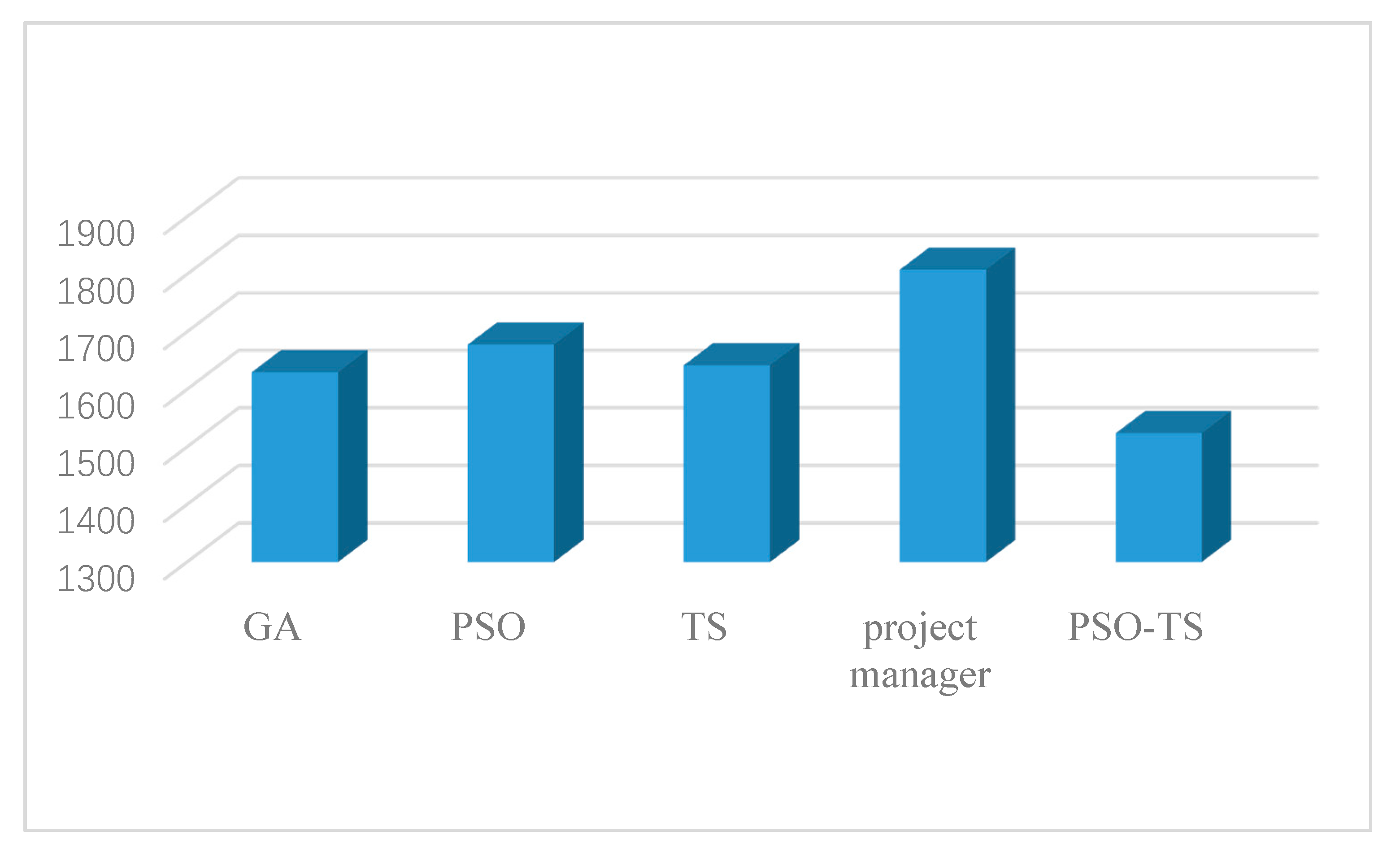
We ran our algorithm for the above case on ten independent runs and selected the best result. The Gantt chart of the GA algorithm can be seen in
Figure 13a, in which the makespan was 1630 h. The Gantt chart of the PSO algorithm can be seen in
Figure 13), in which the makespan was 1678 h. The Gantt chart of the TS algorithm can be seen in
Figure 13c, in which the makespan was 1642 h. The Gantt chart of the plan made by the project manager can be seen in
Figure 13d, in which the makespan was 1808. The Gantt chart of the PSO–TS algorithm can be seen in
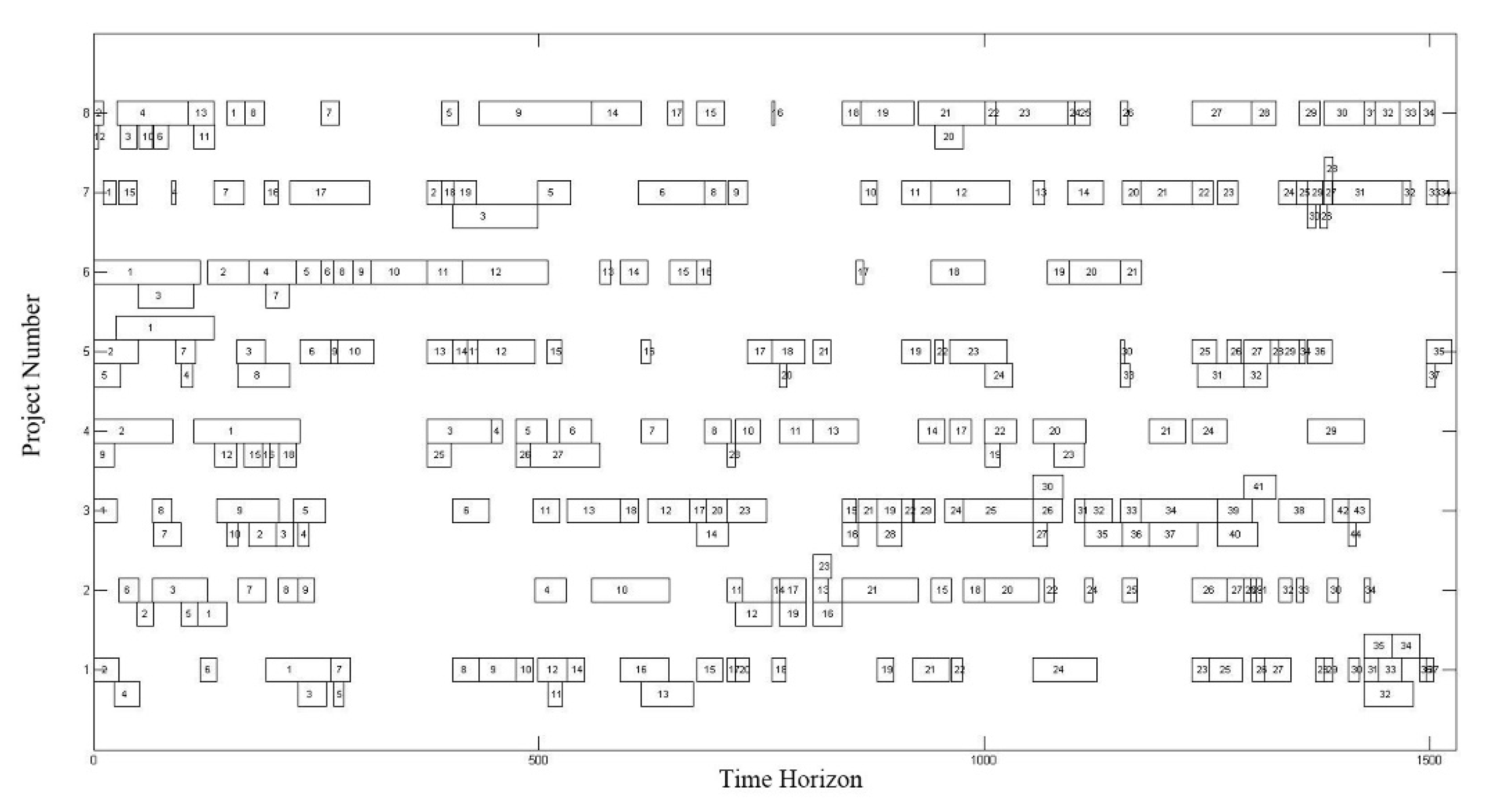
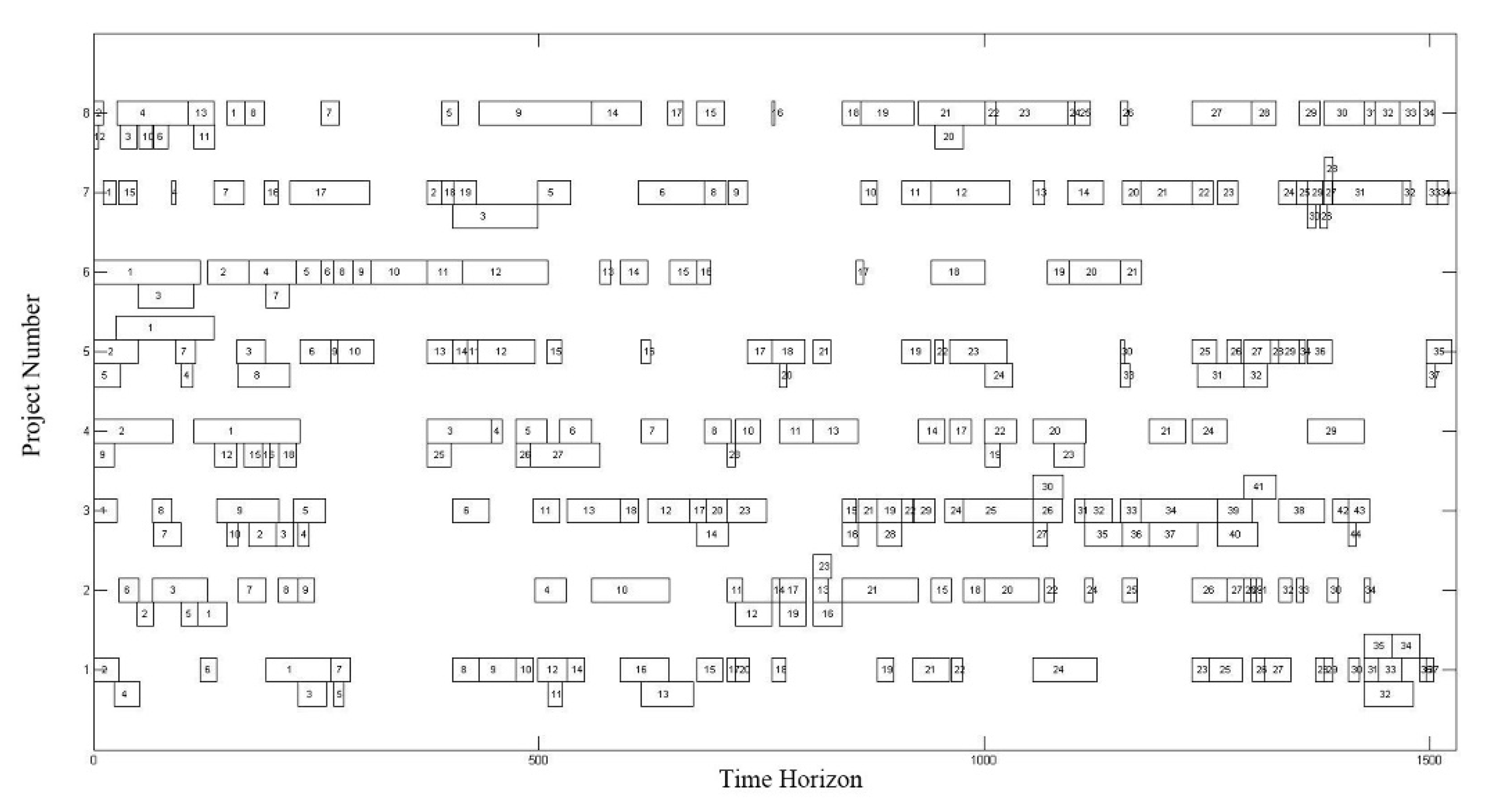
Figure 14, in which the makespan was 1524 h. In
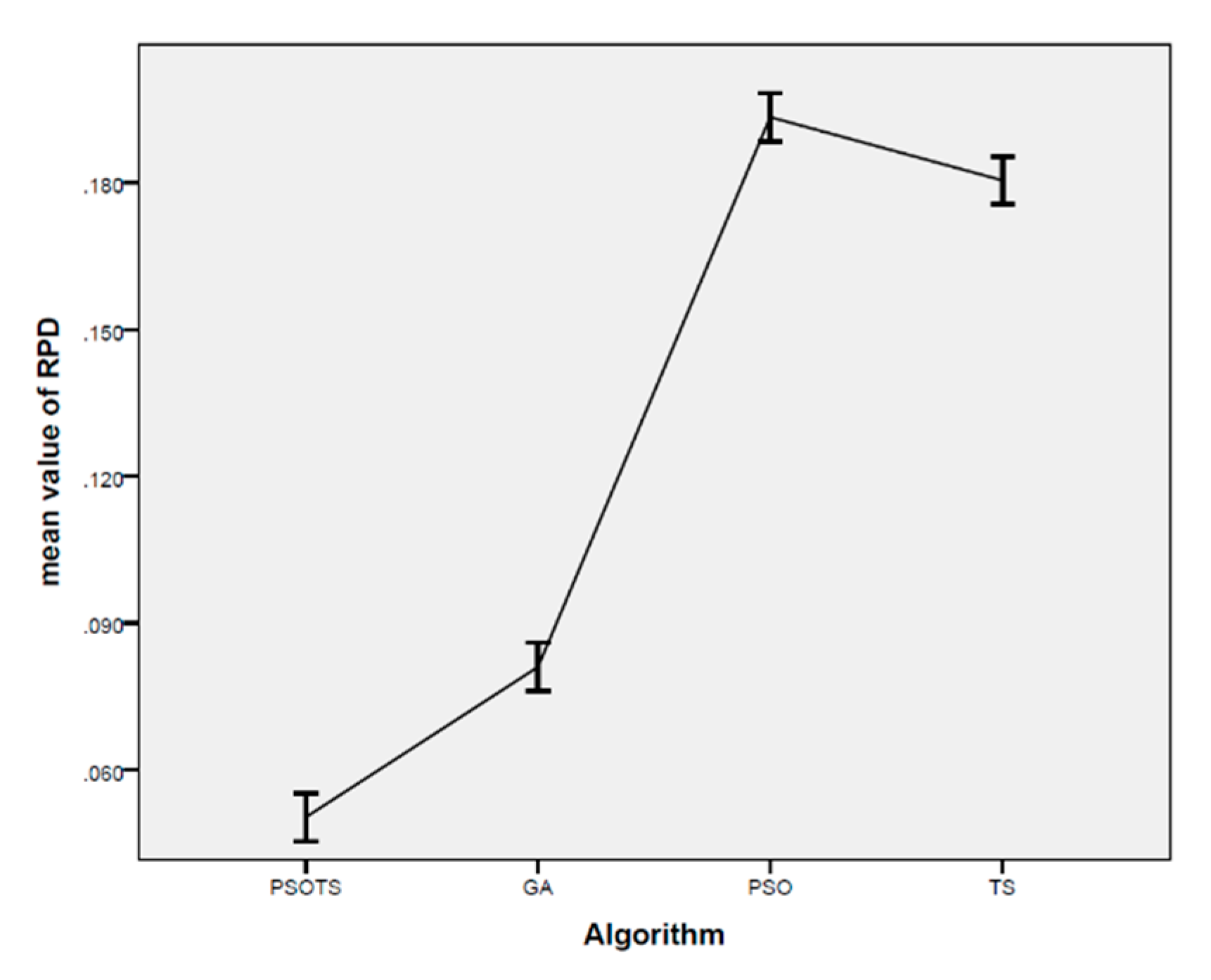
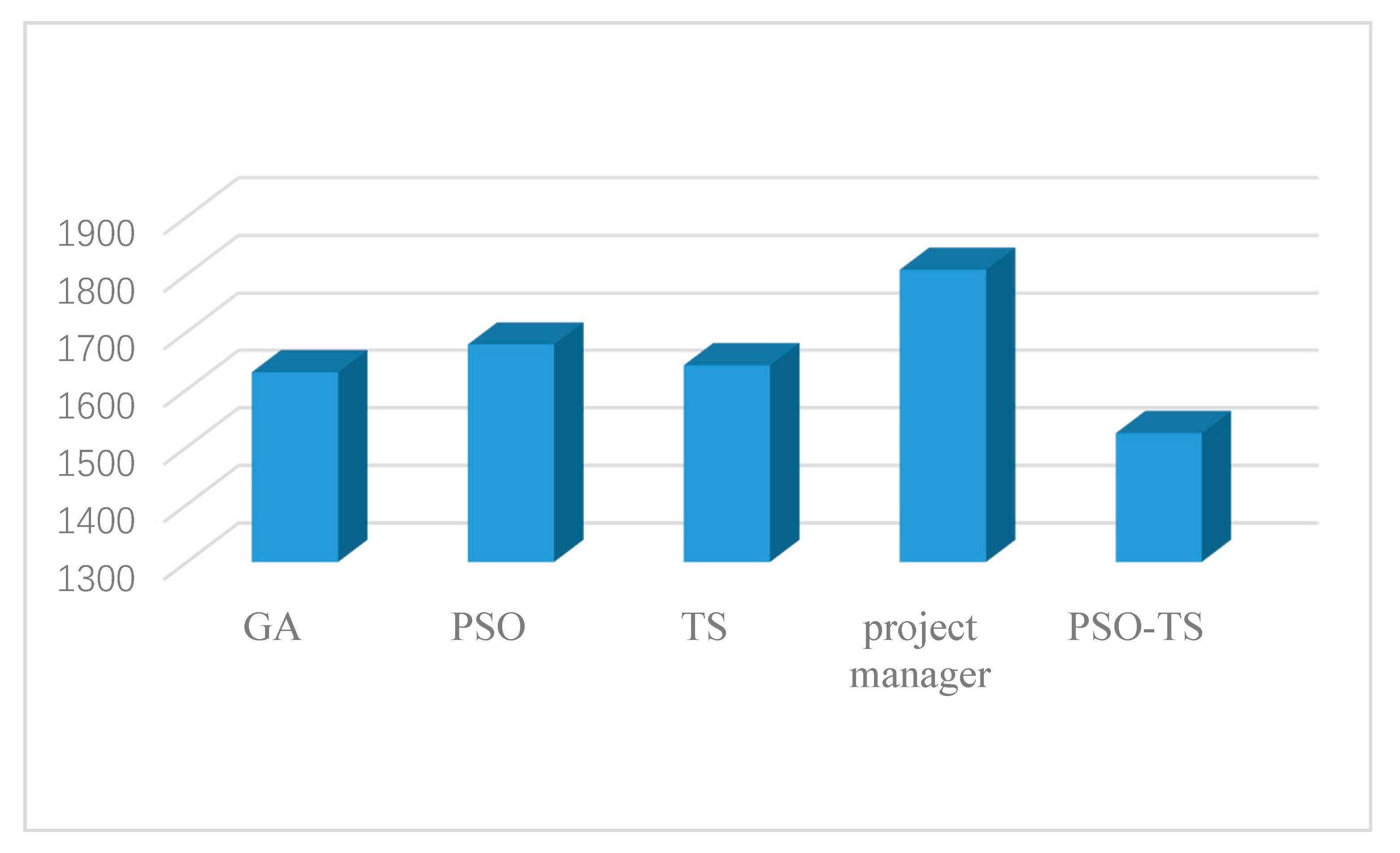
Figure 14, the horizontal axis represents the time horizon, the vertical axis represents the project number, the box represents the task, the number in the box represents the task number, and the length represents the duration of the task. We saw the sequence and the duration of tasks in each project, and found that some tasks could be executed concurrently under the space constraints. The comparison of these five project plans can be seen in
Figure 15. The cylinder in the figure represents the makespan, a larger cylinder means that the corresponding makespan was longer. It is clear that the PSO–TS algorithm outperformed the solutions provided by the other three algorithms and the experienced manager. The PSO–TS algorithm we proposed can assist in scheduling the assembly process of steam turbines.





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}