Lignocellulosic Composites from Acetylated Sunflower Stalks




Abstract
1. Introduction
2. Materials and Methods
2.1. Raw Material
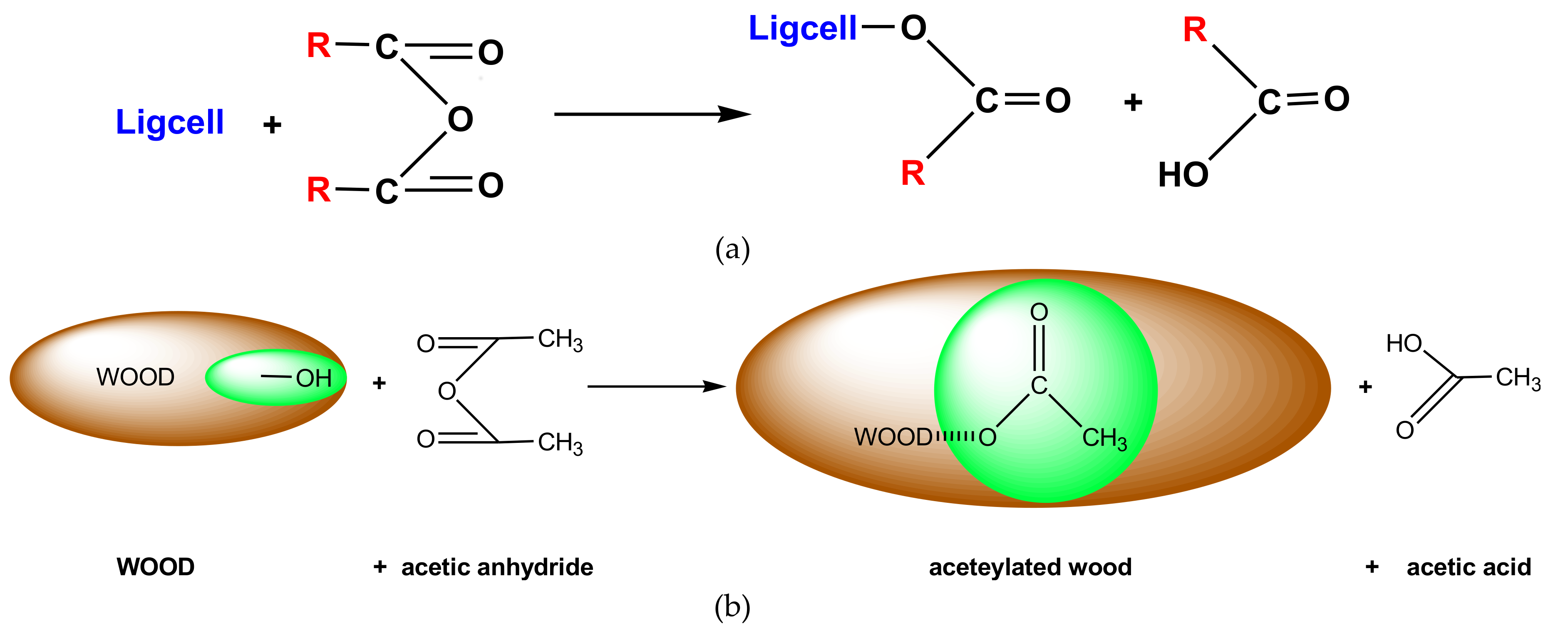
2.2. Acetylation
2.3. Board Manufacture
2.4. Board Testing
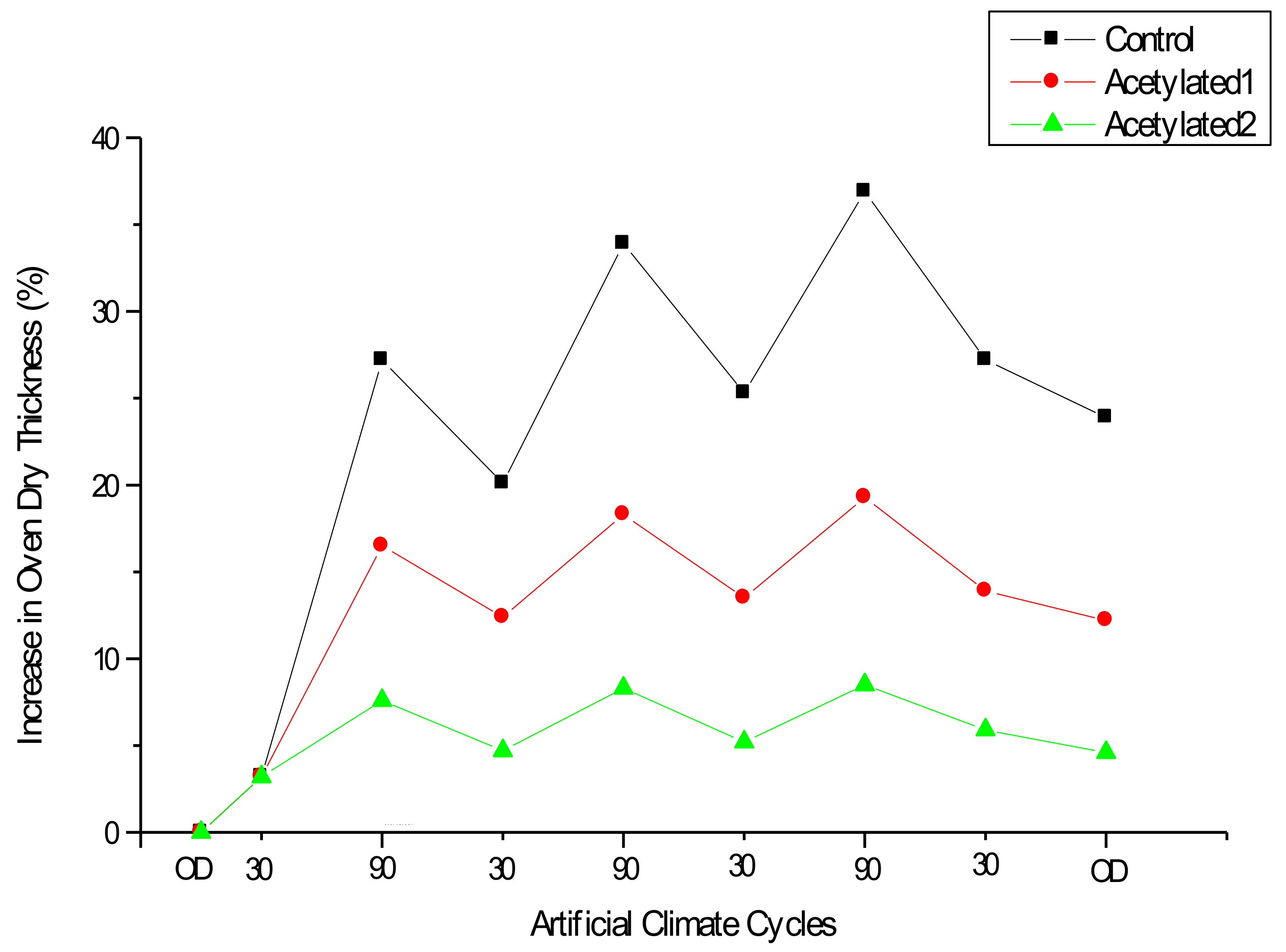
2.4.1. Water Soak Test
2.4.2. Humidity Tests
2.4.3. Internal Bond Strength
3. Results and Discussion
Author Contributions
Funding
Conflicts of Interest
References
- Youngquist, J.A.; English, B.E.; Spelter, H.; Chow, P. Agricultural fibers in composition panels. In Proceedings of the 27th International Particleboard/Composite Symposium, Washington State University, Pullman, WA, USA, 30 March–1 April 1993. [Google Scholar]
- Du, X.; Li, J.; Feng, H.; Chen, S. Image reconstruction of internal defects in wood based on segmented propagation rays of stress waves. Appl. Sci. 2018, 8, 1778. [Google Scholar] [CrossRef]
- Fortin-Smith, J.; Sherwood, J.; Drane, P.; Kretschmann, D. Characterization of maple and ash material properties for the finite element modeling of wood baseball bats. Appl. Sci. 2018, 8, 2256. [Google Scholar] [CrossRef]
- Mathis, D.; Blanchet, P.; Landry, V.; Lagière, P. Impregnation of wood with microencapsulated bio-based phase change materials for high thermal mass engineered wood flooring. Appl. Sci. 2018, 8, 2696. [Google Scholar] [CrossRef]
- Rinaldi, R.G.; Manin, L.; Moineau, S.; Havard, N. Table tennis ball impacting racket polymeric coatings: Experiments and modeling of key performance metrics. Appl. Sci. 2019, 9, 158. [Google Scholar] [CrossRef]
- Zheng, X.; Taverne, M.P.C.; Ho, Y.-L.D.; Rarity, J.G. Cavity Design in Woodpile Based 3D Photonic Crystals. Appl. Sci. 2018, 8, 1087. [Google Scholar] [CrossRef]
- Emdadi, Z.; Asim, N.; Amin, M.H.; Ambar Yarmo, M.; Maleki, A.; Azizi, M.; Sopian, K. Development of Green Geopolymer Using Agricultural and Industrial Waste Materials with High Water Absorbency. Appl. Sci. 2017, 7, 514. [Google Scholar] [CrossRef]
- Huang, X.; Liu, G.; Xu, D.; Xu, X.; Li, L.; Zheng, S.; Lin, H.; Gao, H. Novel Zeolitic Imidazolate Frameworks Based on Magnetic Multiwalled Carbon Nanotubes for Magnetic Solid-Phase Extraction of Organochlorine Pesticides from Agricultural Irrigation Water Samples. Appl. Sci. 2018, 8, 959. [Google Scholar] [CrossRef]
- Muradin, M.; Joachimiak-Lechman, K.; Foltynowicz, Z. Evaluation of eco-efficiency of two alternative agricultural biogas plants. Appl. Sci. 2018, 8, 2083. [Google Scholar] [CrossRef]
- Sieczka, A.; Koda, E. Kinetic and equilibrium studies of sorption of ammonium in the soil-water environment in agricultural areas of central poland. Appl. Sci. 2016, 6, 269. [Google Scholar] [CrossRef]
- Soltero, V.M.; Chacartegui, R.; Ortiz, C.; Lizana, J.; Quirosa, G. Biomass district heating systems based on agriculture residues. Appl. Sci. 2018, 8, 476. [Google Scholar] [CrossRef]
- Balducci, F.; Harper, C.; Meinlschimidt, P.; Dix, B.; Sanasi, A. Development of innovative particleboard panels. Drv. Ind. 2008, 59, 131–136. [Google Scholar]
- Mati-Baouche, N.; De Baynast, H.; Lebert, A.; Sun, S.; Lopez-Mingo, C.J.S.; Leclaire, P.; Michaud, P. Mechanical, thermal and acoustical characterizations of an insulating bio-based composite made from sunflower stalks particles and chitosan. Ind. Crops Prod. 2014, 58, 244–250. [Google Scholar] [CrossRef]
- Yeniocak, M.; Göktas¸, O.; Erdil, Y.Z.; Özen, E. Investigating the use of vine pruning stalks (Vitis Vinifera L. CV. Sultani) as raw material for particleboard manufacturing. Wood Res. 2014, 59, 167–176. [Google Scholar]
- Klimek, P.; Meinlschimidt, P.; Wimmer, R.; Plinke, B. Using sunflower (Helianthus annuus L.), topinambour (Helianthus tuberosus L.) and cup-plant (Silphium perfoliatum L.) stalks as alternative raw materials for particleboards. Ind. Crops Prod. 2016, 92, 157–164. [Google Scholar] [CrossRef]
- Gansberger, M.; Montgomery, L.F.R.; Liebhard, P. Botanical characteristics, crop management and potential of Silphium perfoliatum L. as a renewable resource for biogas production: A review. Ind. Crops Prod. 2015, 63, 362–372. [Google Scholar] [CrossRef]
- Nazerian, M.; Beyki, Z.; Gargari, R.; Kool, F. The effect of some technological production variables on mechanical and physical properties of particleboard manufactured from cotton stalks. Maderas Cienc. Technol. 2016, 18, 167–178. [Google Scholar] [CrossRef]
- Papadopoulos, A.N.; Traboulay, E.; Hill, C.A.S. One layer Experimental Particleboard from Coconut Chips (Cocos nucifera L.). Holz Roh Werkst. 2002, 60, 394–396. [Google Scholar] [CrossRef]
- Papadopoulos, A.N.; Hill, C.A.S.; Gkaraveli, A.; Ntalos, G.; Karastergiou, S. Bamboo chips (Bambusa vulgaris) as an alternative lignocellulosic raw material for particleboard manufacture. Holz Roh Werkst. 2004, 62, 36–39. [Google Scholar] [CrossRef]
- De Araujo, P.; Arruda, L.; Menezzi, C.; Texeira, D.; de Souza, M. Lignocellulosic composites from Brazilian giant bamboo. Part 2: Properties of cement and gypsum bonded particleboard. Maderas Cienc. Technol. 2011, 13, 297–306. [Google Scholar] [CrossRef]
- De Melo, R.; Stangerlin, D. Decay and termite resistanceof particleboard manufactured from wood, bamboo and rice husk. Maderas Cienc. Technol. 2011, 17, 55–62. [Google Scholar]
- Papadopoulos, A.N.; Hague, J.R.B. The potential use of Linum usitatissimun (flax) chips as a raw lignocellulosic material for particleboards. Ind. Crops Prod. 2003, 17, 143–147. [Google Scholar] [CrossRef]
- Papadopoulos, A.N. Banana chips (Musa acuminate) as an alternative lignocellulosic raw material for particleboard manufacture. Maderas Cienc. Technol. 2018, 20, 395–402. [Google Scholar]
- Li, X.; Cai, Z.; Winandy, J.; Basta, A. Selected properties of particleboard panels manufactured from rice straws of different geometries. Bioresour. Technol. 2010, 101, 4662–4666. [Google Scholar] [CrossRef] [PubMed]
- Mo, X.; Cheng, E.; Wang, D.; Sun, X. Physical properties of medium-density wheat straw particleboard using different adhesives. Ind. Crops Prod. 2003, 18, 47–53. [Google Scholar] [CrossRef]
- Kord, B.; Zare, H.; Hosseinzabeh, A. Evaluation of the mechanical and physical properties of particleboard manufactured from canola straws. Maderas Cienc. Technol. 2016, 18, 9–18. [Google Scholar] [CrossRef]
- Kord, B.; Roohani, M.; Kord, B. Characterisation and utilization of reed stems as a lignocellulosic residue for particleboard production. Maderas Cienc. Technol. 2015, 17, 517–524. [Google Scholar]
- Amirou, S.; Zerizer, A.; Pizzi, A.; Haddadou, I.; Zhou, X. Particleboards production from date palm biomass. Eur. J. Wood Wood Prod. 2013, 71, 717–723. [Google Scholar] [CrossRef]
- Küçüktüvek, M.; Kasal, A.; Kuşkun, T.; Erdil, Y. Utilizing poppy husk-based particleboards as an alternative material in case furniture construction. Bioresour. 2017, 12, 839–852. [Google Scholar]
- Guler, C.; Ozen, R. Some properties of particleboards made from cotton stalks (Gossypium hirsitum L.). Holz Roh Werkst. 2004, 62, 40–43. [Google Scholar] [CrossRef]
- Dix, B.; Meinlschmidt, P.; Van De Flierdt, A.; Thole, V. Leichte spanplatten für den Möbelbau aus Rückständen der landwirtschaftlichen produktion—TI.1: Verfügbarkeit der rohstoffe. Holztechnol 2009, 50, S–5. [Google Scholar]
- Gertjejansen, R.O.; Haygren, J.G.; French, D.W. Particleboard from Apsen Flaks and Sunflower Hulls. Technical Bulletin 290; Minnesota Agricultural Experiment Station, University of Minnesota: Minneapolis, MN, USA, 1977. [Google Scholar]
- Gertjejansen, R.O. Properties of Particleboard from Sunflower Stalks and Apsen Planer Shavings. Technical Bulletin 311; Minnesota Agricultural Experiment Station, University of Minnesota: Minneapolis, MN, USA, 1977. [Google Scholar]
- Khristova, P.; Yussifov, N.; Gabir, S.; Glavche, I.; Osman, Z. Particleboards from sunflower stalks and tannin modified UF resin. Cellul. Chem. Technol. 1998, 32, 327–337. [Google Scholar]
- Guler, C.; Bektas, I.; Kalaycioglu, H. (2006) The experimental particleboard manufacture from sunflower stalks (Helianthus annuus L.) and Calabrian pine (Pinus brutia). For. Prod. J. 2006, 56, 56–60. [Google Scholar]
- Bektas, I.; Guler, C.; Kalaycioglu, H. Manufacture of particleboards using sunflower stalks (Helianthus annuus L.) and poplar wood (Populus alba L.). J. Compos. Mater. 2005, 39, 39467–39473. [Google Scholar] [CrossRef]
- Ghofrani, M.; Haghdan, S.; Nickhah, V.; Ahmadi, K. Improvement of physical and mechanical properties of particleboard made of apple tree pruning and sunflower stalk using titanium oxide particles. Eur. J. Wood Wood Prod. 2015, 73, 661–666. [Google Scholar] [CrossRef]
- Rowell, R.M. Chemical modification of wood. For. Prod. Abstr. 1983, 6, 366–382. [Google Scholar]
- Papadopoulos, A.N.; Traboulay, E. Dimensional stability of OSB made from acetylated fir strands. Holz Roh Werkst. 2002, 60, 84–87. [Google Scholar] [CrossRef]
- Youngquist, A.J.; Krzysik, A.; Rowell, R.M. Dimensional stability of acetylated aspen flakeboard. Wood. Fiber Sci. 1986, 18, 90–98. [Google Scholar]
- Fuwape, J.A.; Oyagade, A.O. Strength and dimensional stability of acetylated Gmelina and Sitka spruce particleboard. J. Trop For. Prod. 2000, 6, 184–189. [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
| Board Type | TS (%) | EMC (%) at RH | IBS (N·mm−2) | Density | |
|---|---|---|---|---|---|
| 24 h | 30% | 90% | (g∙cm−3) | ||
| Control | 41.6 (3.1) | 5.2 (1.2) | 23.4 (1.7) | 0.43 (0.03) | 0.658 (0.03) |
| Acetylated 1 | 25.6 (2.2) | 3.8 (0.8) | 16.8 (1.2) | 0.38 (0.02) | 0.662 (0.04) |
| Acetylated 2 | 12.2 (0.8) | 2.7 (0.9) | 11.8 (0.9) | 0.31 (0.03) | 0.648 (0.05) |
| EN 312 (P1 General Purpose) | N/A | 0.28 | |||
| EN 312 (P2 Interior Fitments—Dry) | N/A | 0.40 | |||
| EN 312 (P3 Non-Load-Bearing—Humid) | 17 | 0.45 | |||
| EN 312 (P4 Load Bearing—Dry) | 16 | 0.40 | |||
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Papadopoulos, A.N.; Kyzas, G.Z.; Mitropoulos, A.C. Lignocellulosic Composites from Acetylated Sunflower Stalks. Appl. Sci. 2019, 9, 646. https://doi.org/10.3390/app9040646
Papadopoulos AN, Kyzas GZ, Mitropoulos AC. Lignocellulosic Composites from Acetylated Sunflower Stalks. Applied Sciences. 2019; 9(4):646. https://doi.org/10.3390/app9040646
Chicago/Turabian StylePapadopoulos, Antonios N., George Z. Kyzas, and Athanasios C. Mitropoulos. 2019. "Lignocellulosic Composites from Acetylated Sunflower Stalks" Applied Sciences 9, no. 4: 646. https://doi.org/10.3390/app9040646
APA StylePapadopoulos, A. N., Kyzas, G. Z., & Mitropoulos, A. C. (2019). Lignocellulosic Composites from Acetylated Sunflower Stalks. Applied Sciences, 9(4), 646. https://doi.org/10.3390/app9040646