Fused Deposition Modeling of Poly (Lactic Acid)/Walnut Shell Biocomposite Filaments—Surface Treatment and Properties


Abstract
1. Introduction
2. Experiments
2.1. Materials and Methods
2.1.1. PLA
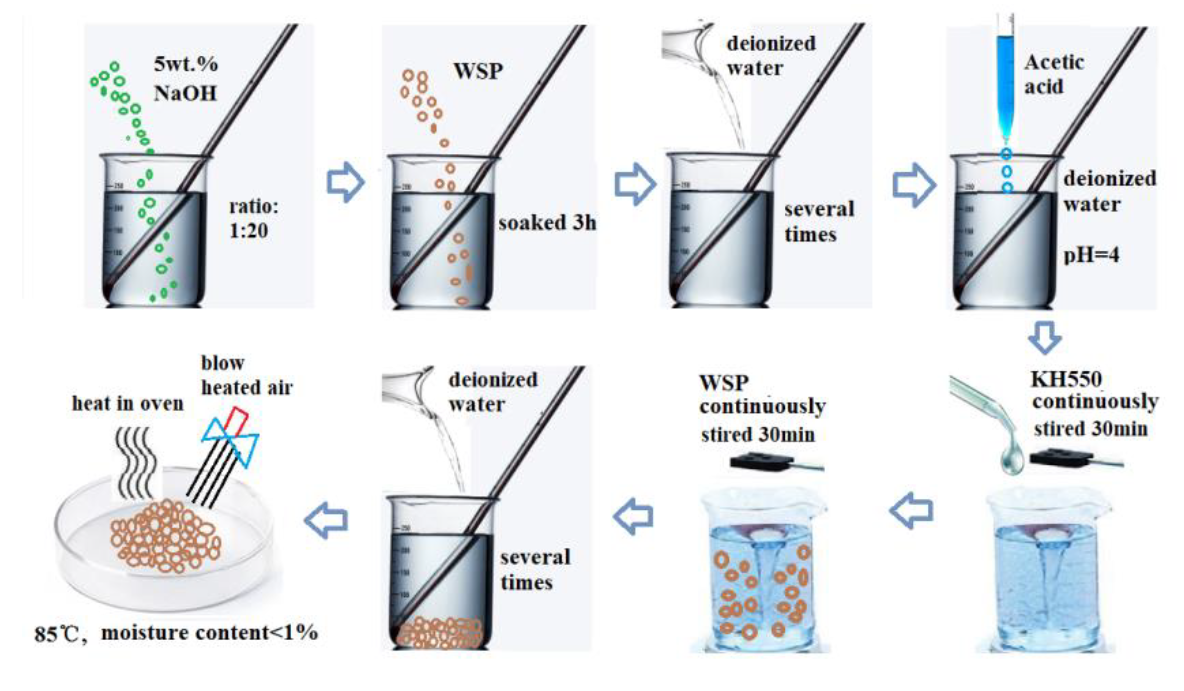
2.1.2. Walnut Shells and Surface Treatment
2.2. Composite Preparation
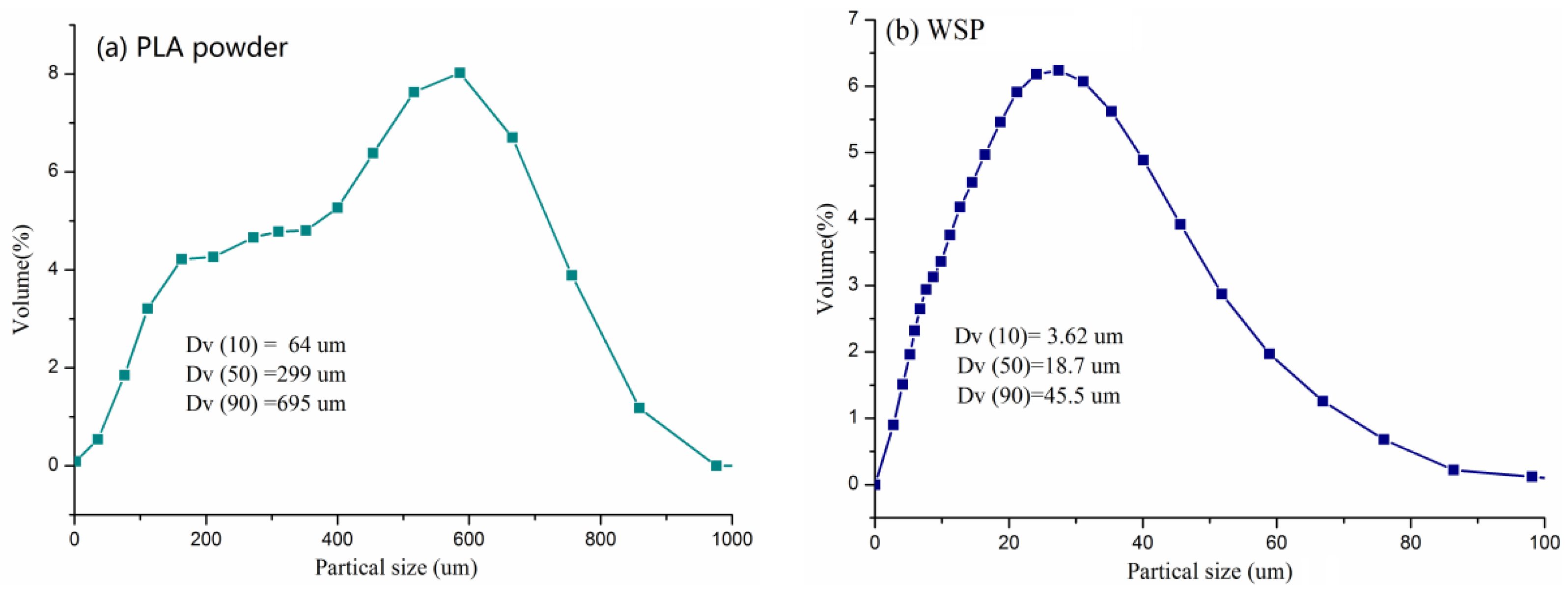
2.2.1. Powder Biocomposites Preparation
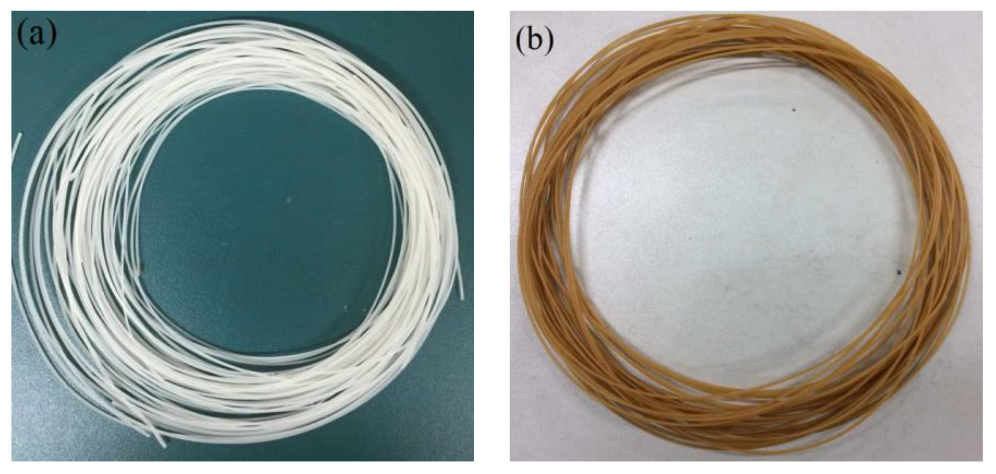
2.2.2. Preparation Filaments for FDM
2.2.3. Fabrication of Specimens on FDM
2.3. Characterization Techniques
2.3.1. Thermal Characterization of Biocomposites Powder
2.3.2. Fourier-Transform Infrared Spectroscopy (FTIR)
2.3.3. Rheological Behavior
2.3.4. Mechanical Properties
2.3.5. Morphological Characterization
2.3.6. Porosity
3. Results and Discussions
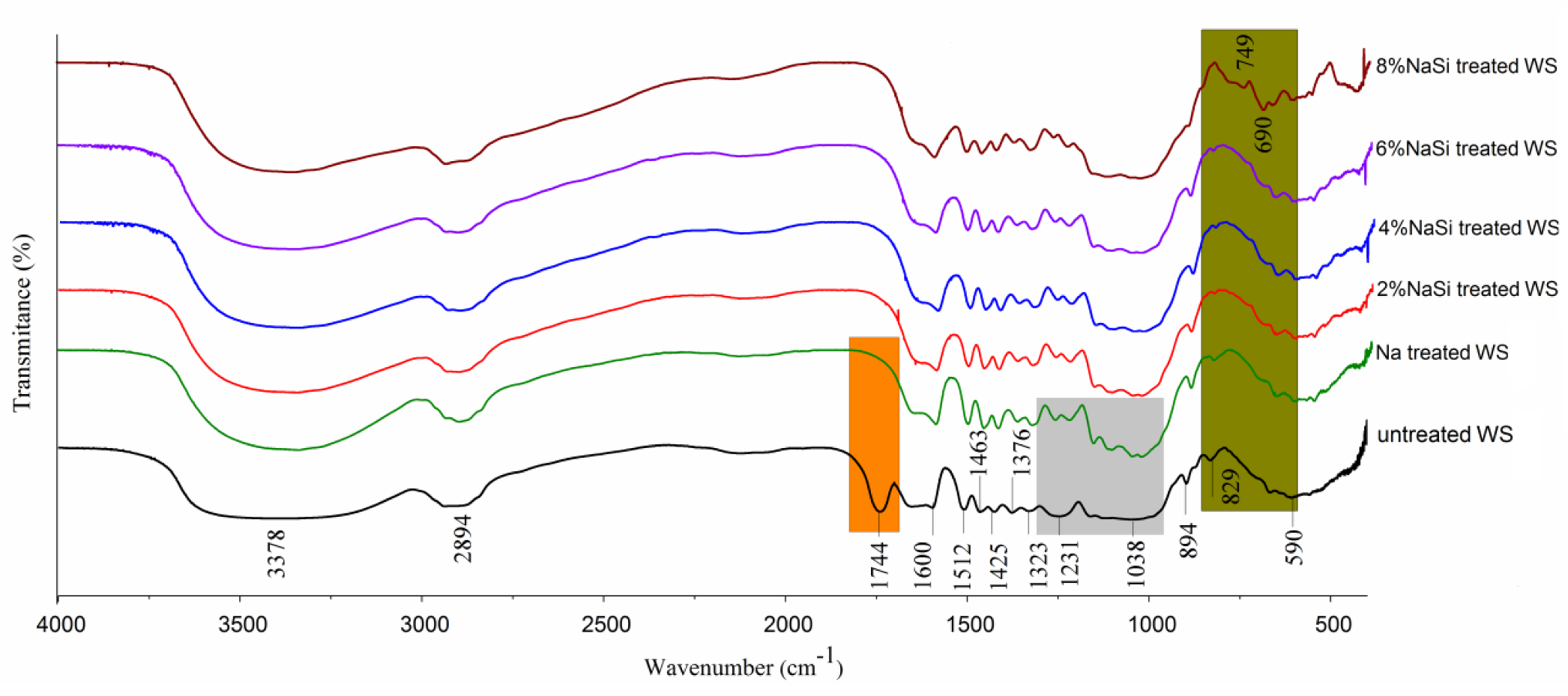
3.1. FTIR Analysis of Untreated and Treated WSP
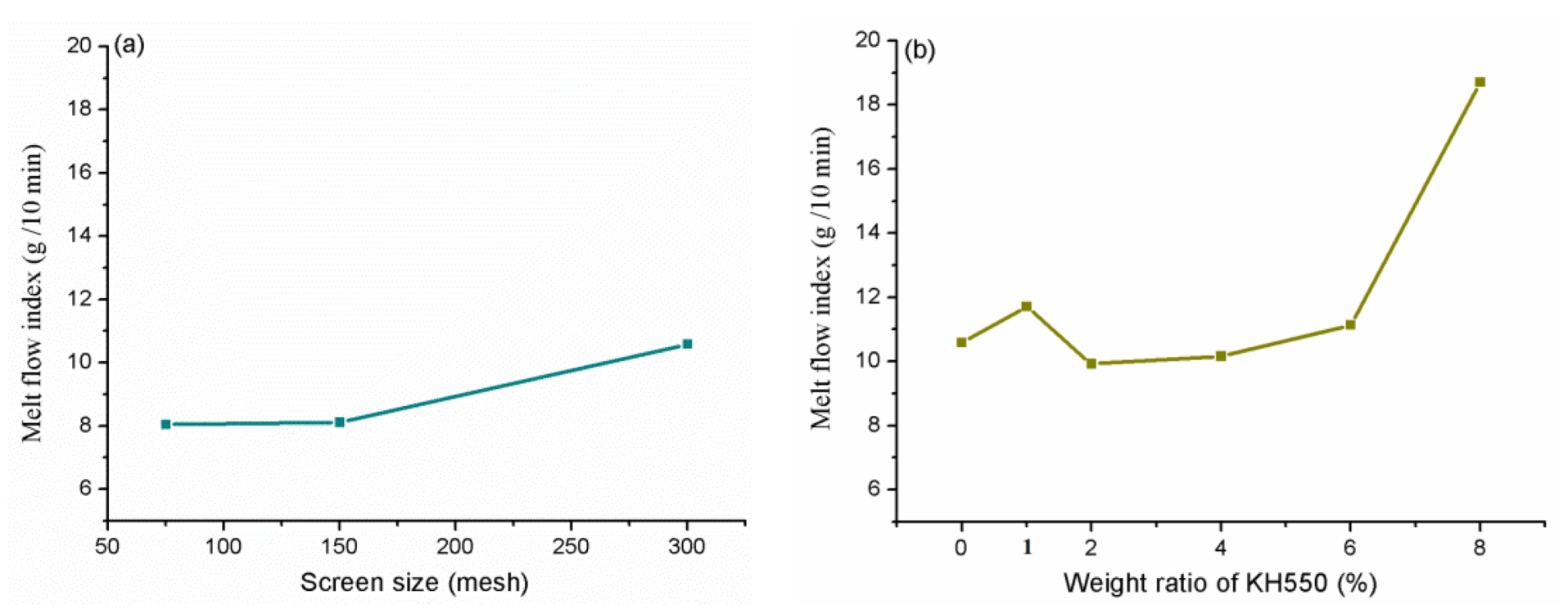
3.2. Rheological Behavior
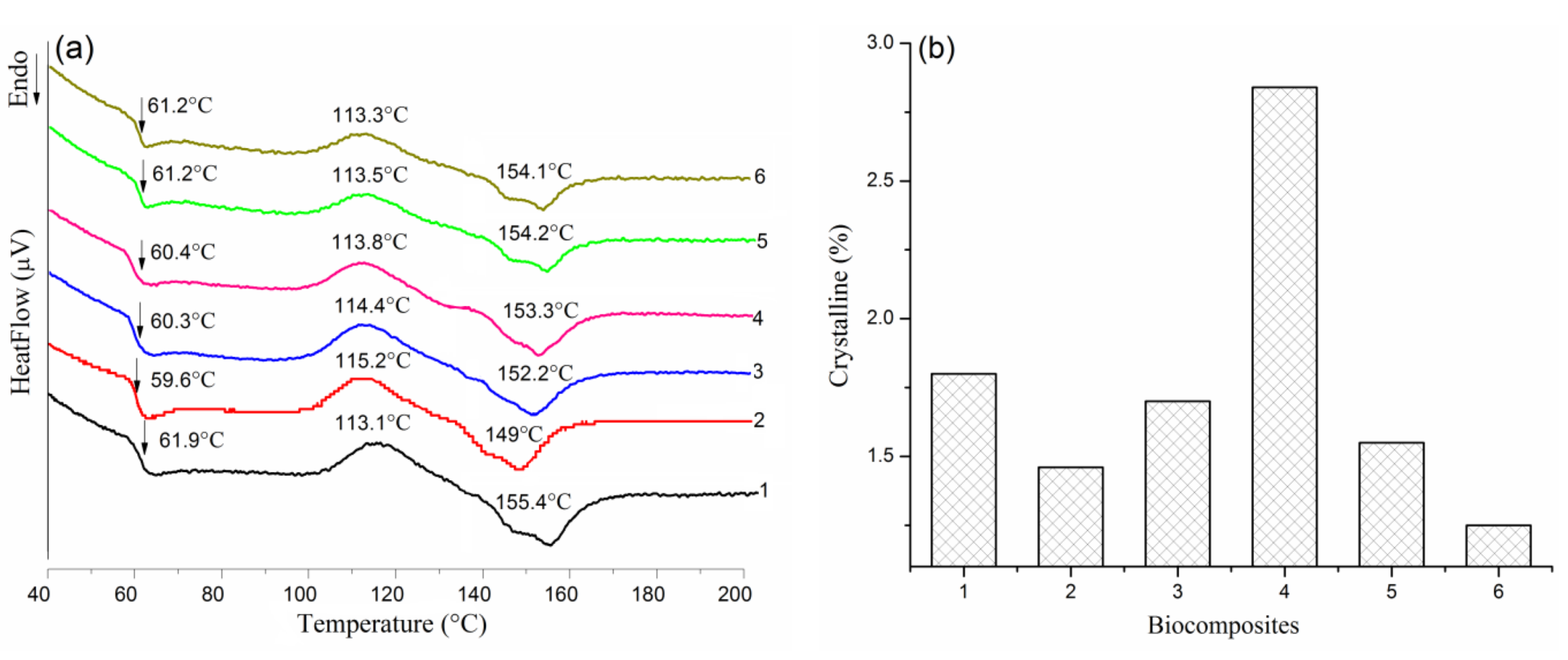
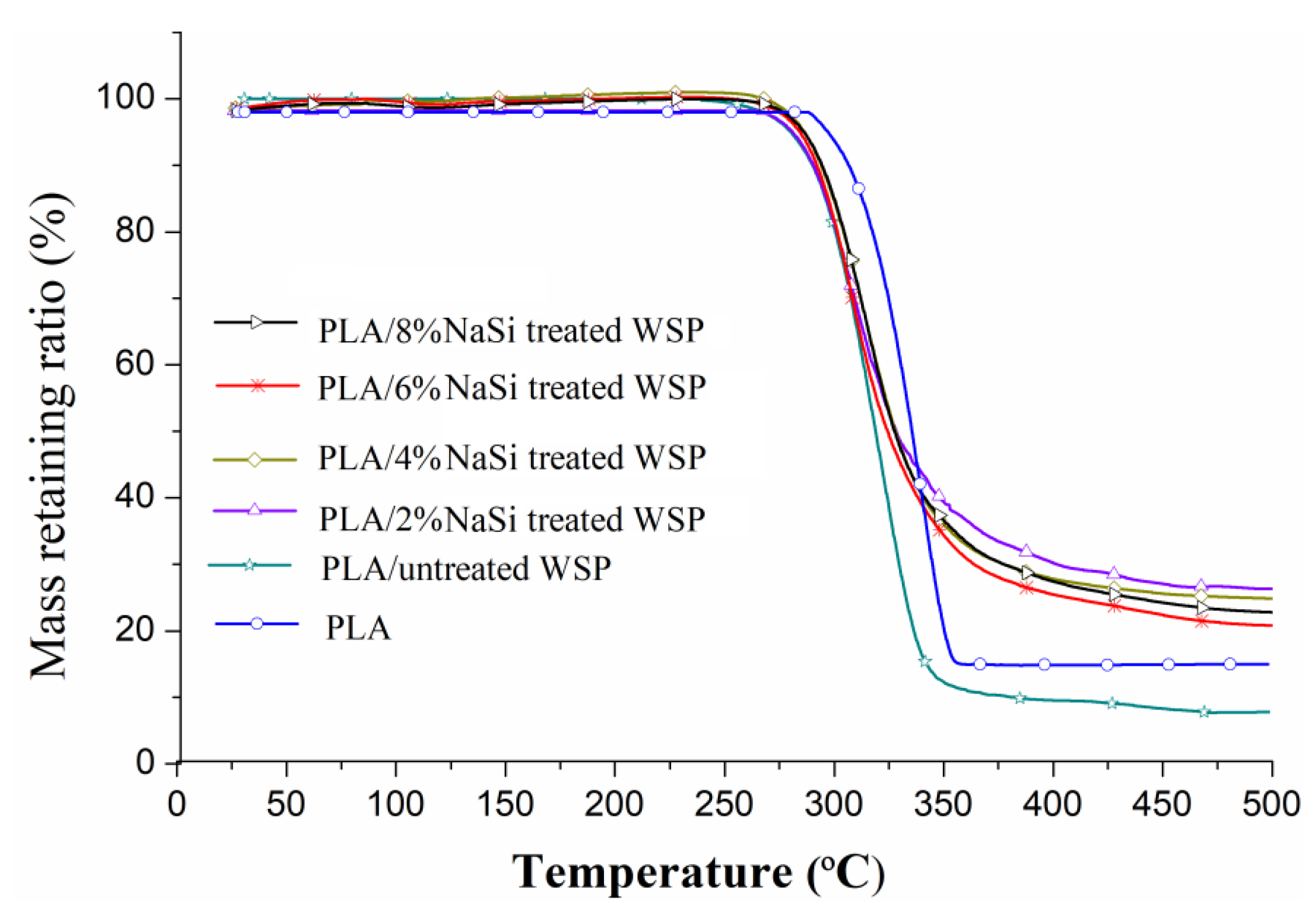
3.3. Thermal Properties Analysis of Untreated and Treated PLA/WSP Biocomposites
3.4. Mechanical Properties Analysis of Specimens Fabricated with FDM
3.4.1. The Effect of Silane Treatment on the Mechanical Properties of the FDM PLA/WSP Biocomposite Samples
3.4.2. The Effect of WSP Weight Ratio on the Mechanical Properties of FDM PLA/WSP Biocomposite Samples
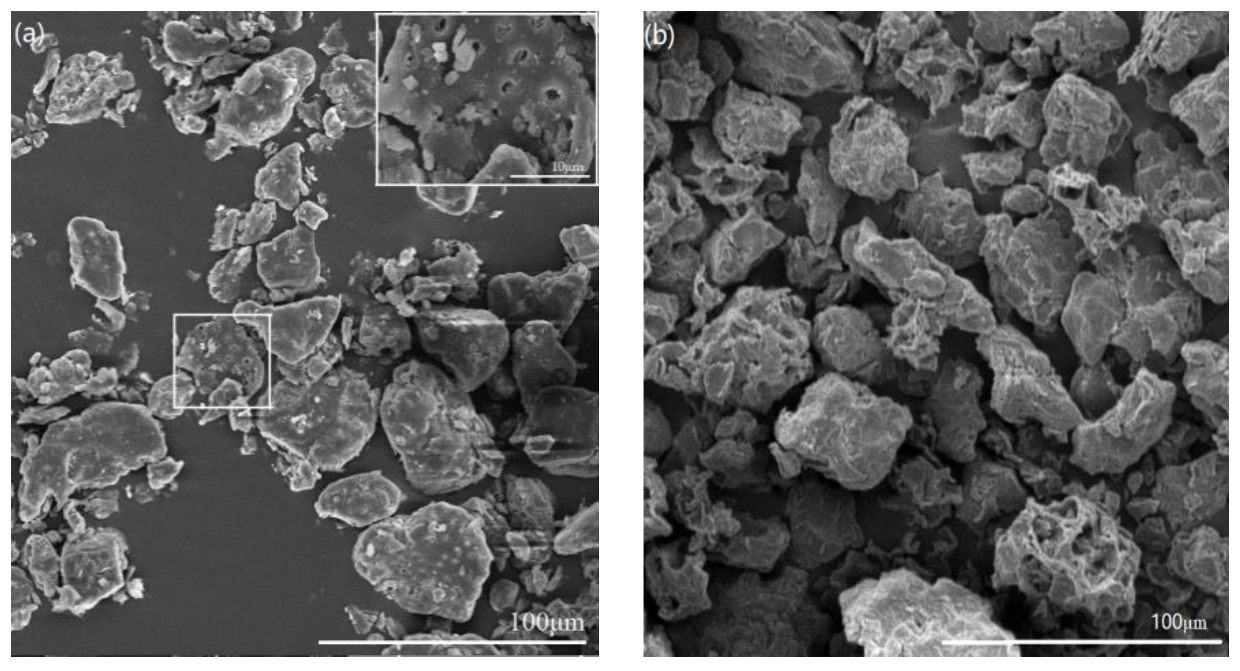
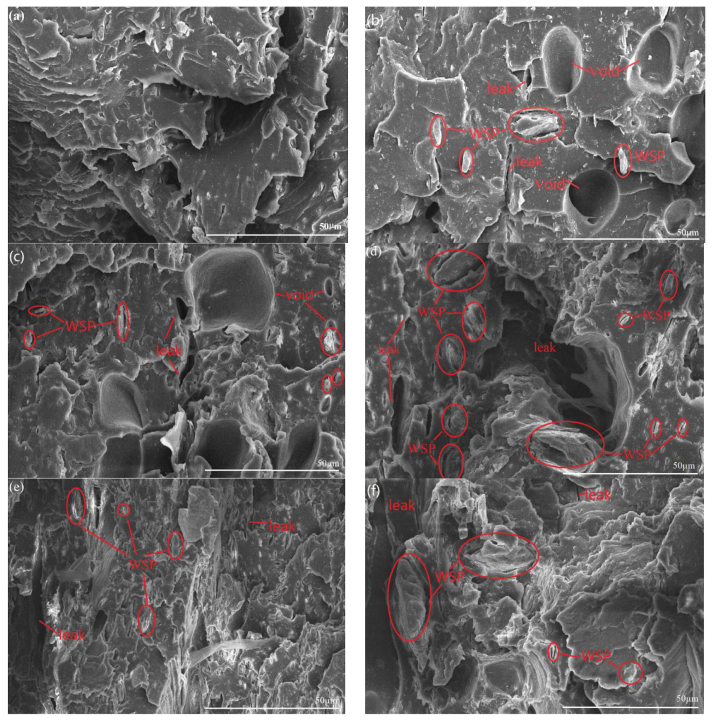
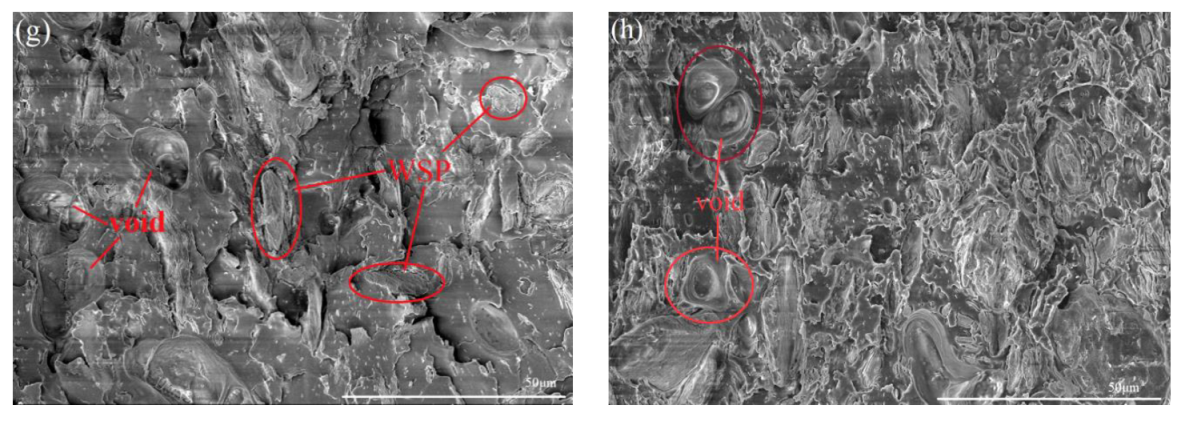
3.5. Morphological Analysis of Untreated and Treated Samples Fabricated with FDM
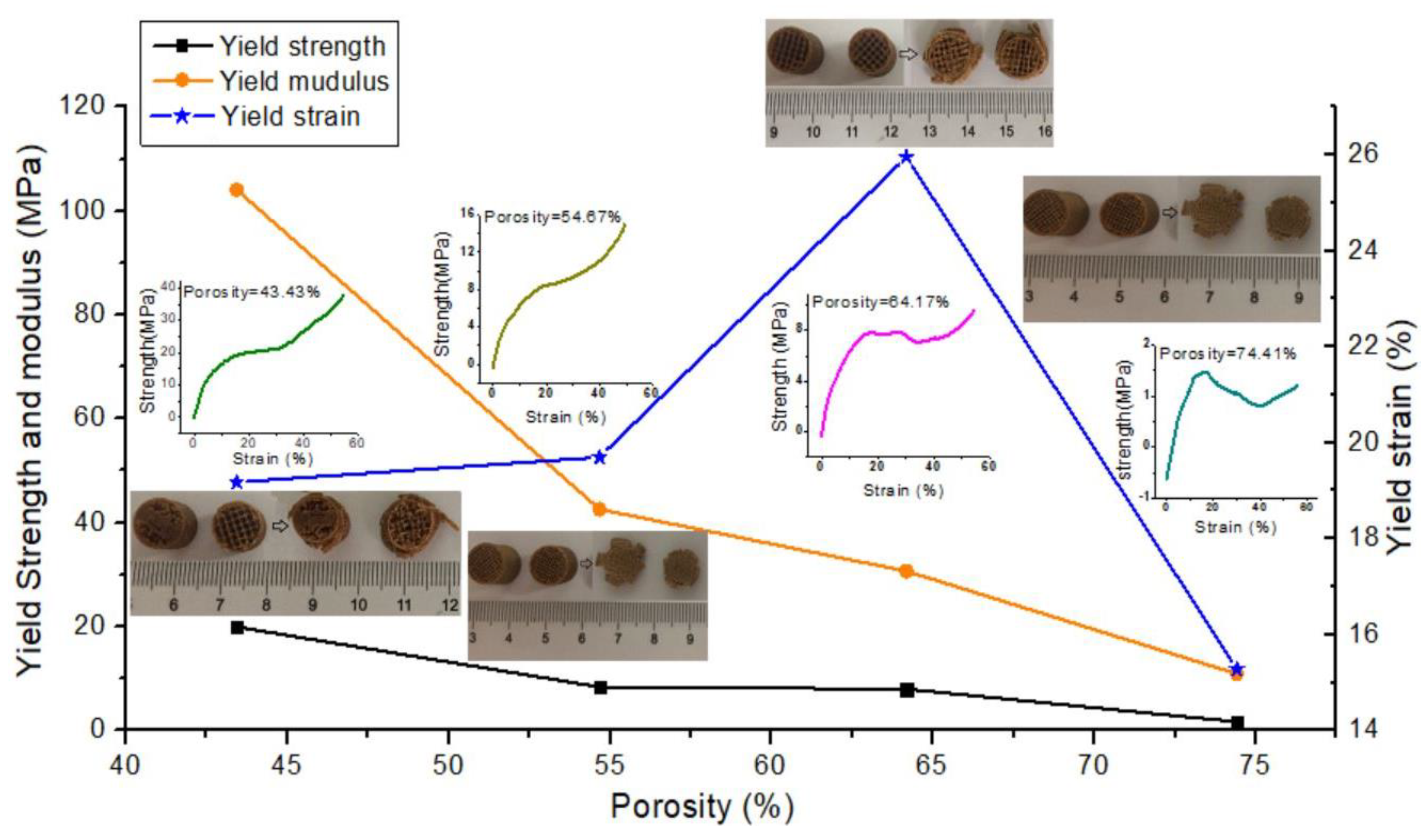
3.6. Fabrication of Porous Scaffolds Using FDM
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Rasal, R.M.; Janorkar, A.V.; Hirt, D.E. Poly(lactic acid) modifications. Prog. Polym. Sci. 2010, 35, 338–356. [Google Scholar] [CrossRef]
- Farah, S.; Anderson, D.G.; Langer, R. Physical and mechanical properties of PLA, and their functions in widespread applications-A comprehensive review. Adv. Drug Deliv. Rev. 2016, 107, 367–392. [Google Scholar] [CrossRef]
- Väisänen, T.; Das, O.; Tomppo, L. A review on new bio-based constituents for natural fiber-polymer composites. J. Clean. Prod. 2017, 149, 582–596. [Google Scholar] [CrossRef]
- Radzi, A.M.; Sapuan, S.M.; Jawaid, M.; Mansor, M.R. Effect of Alkaline Treatment on Mechanical, Physical and Thermal Properties of Roselle/Sugar Palm Fiber Reinforced Thermoplastic Polyurethane Hybrid Composites. Fibers Polym. 2019, 20, 847–855. [Google Scholar] [CrossRef]
- Mao, X.; Hua, Y.; Chen, G. Amino acid composition, molecular weight distribution and gel electrophoresis of walnut (Juglans regia L.) proteins and protein fractionations. Int. J. Mol. Sci. 2014, 15, 2003–2014. [Google Scholar] [CrossRef] [PubMed]
- USDN. Chinese Imports of US Tree Nuts Likly to Decrease in Marketing Year 2018–2019. Available online: https://wwwfasusdagov/data/china-tree-nuts-annual-2.2018 (accessed on 12 October 2019).
- Cheng, L.; Sun, L.; Xue, W.; Zeng, Z.; Li, S. Adsorption equilibrium and kinetics of Pb(II) from aqueous solution by modified walnut shell. Environ. Prog. Sustain. 2016, 35, 1724–1731. [Google Scholar] [CrossRef]
- Wang, Y.; Ye, S.; Zhou, J.; Chen, J.; Zeng, Q.; Yang, H.; Liang, T. Characterization of Metal Oxide-modified Walnut-shell Activated Carbon and Its Application for Phosphine Adsorption: Equilibrium, Regeneration, and Mechanism Studies. J. Wuhan Univ. Technol. Mater. Sci. Ed. 2019, 34, 487–495. [Google Scholar] [CrossRef]
- Carla, S.G.P.; Queirós, S.C.; Lourenço, A.; Ferreira, J.; Miranda, I.; José, M.; Lourenço, V.; Pereira, H. Characterization of walnut, almond, and pine nut shells regarding chemical composition and extract composition. Biomass Convers. Biorefin. 2019, 9, 1–14. [Google Scholar] [CrossRef]
- Zafar, M.T.; Maiti, S.N.; Ghosh, A.K. Effect of surface treatment of jute fibers on the interfacial adhesion in poly(lactic acid)/jute fiber biocomposites. Fibers Polym. 2016, 17, 266–274. [Google Scholar] [CrossRef]
- Ray, D.; Sarkar, B.K.; Basak, R.K.; Rana, A.K. Study of the thermal behavior of alkali-treated jute fibers. J. Appl. Polym. Sci. 2002, 85, 2594–2599. [Google Scholar] [CrossRef]
- Wang, X.; Petrů, M.; Yu, H. The effect of surface treatment on the creep behavior of flax fiber reinforced composites under hygrothermal aging conditions. Constr. Build. Mater. 2019, 208, 220–227. [Google Scholar] [CrossRef]
- Mondal, M.I.H.; Islam, M.K.; Ahmed, F. Modification of Cotton Fibre with Functionalized Silane Coupling Agents Vinyltriethoxysilane and Aminopropyltriethoxysilane. J. Text. Sci. Eng. 2018, 8, 1–8. [Google Scholar] [CrossRef]
- Li, W.; Xu, W.; Wei, A.; Xu, Z.; Zhang, C. Quaternization/maleation of cornstarch to improve its adhesion and film properties for warp sizing. Fibers Polym. 2016, 17, 1589–1597. [Google Scholar] [CrossRef]
- Salam, H.; Dong, Y.; Davies, I.J.; Pramanik, A. The effects of material formulation and manufacturing process on mechanical and thermal properties of epoxy/clay nanocomposites. J. ADV Manuf. Technol. 2016, 87, 1999–2012. [Google Scholar] [CrossRef]
- Wei, J.; Meyer, C. Degradation of natural fiber in ternary blended cement composites containing metakaolin and montmorillonite. Corros. Sci. 2017, 120, 42–60. [Google Scholar] [CrossRef]
- Arnold, C.; Monsees, D.; Hey, J.; Schweyen, R. Surface Quality of 3D-Printed Models as a Function of Various Printing Parameters. Materials 2019, 12, 1970. [Google Scholar] [CrossRef] [PubMed]
- Chandrasekar, M.; Ishak, M.R.; Sapuan, S.M.; Leman, Z.; Jawaid, M. A review on the characterisation of natural fibres and their composites after alkali treatment and water absorption. Plast. Rubber Compos. 2017, 46, 119–136. [Google Scholar] [CrossRef]
- Ayhan, O.; Serdar, P.S.; Erhan, S.; Sezgin, E.; Ali, B.; Ramazan, E. Thermal and Mechanical Properties of Walnut Shell and Glass Fiber Reinforced Thermoset Polyester Composites. Asian J. Chem. 2013, 25, 1947. [Google Scholar] [CrossRef]
- Gürü, M.; Atar, M.; Yıldırım, R. Production of polymer matrix composite particleboard from walnut shell and improvement of its requirements. Mater. Des. 2008, 29, 284–287. [Google Scholar] [CrossRef]
- Nitin, S.; Singh, V.K. Mechanical behaviour of Walnut reinforced composite. J. Mater. Environ. Sci. 2013, 4, 233–238. [Google Scholar] [CrossRef]
- Chandramohan, D.; Kumar, A.J.P. Experimental data on the properties of natural fiber particle reinforced polymer composite material. Data Brief. 2017, 13, 460–468. [Google Scholar] [CrossRef] [PubMed]
- Sarsari, N.A.; Pourmousa, S.A.T. Physical and Mechanical Properties of Walnut Shell Flour-Filled Thermoplastic Starch Composites. Bioresources 2016, 11, 6968–6983. [Google Scholar] [CrossRef]
- Liu, J.; Yang, X.; Liu, Y.; Wei, Z.; Zhang, X. Effect of surface modification of walnut shell on properties of poly(lactic acid)/walnut shell powder composites. China Plast. 2014, 28, 40–45. [Google Scholar] [CrossRef]
- Tao, Y.; Wang, H.; Li, Z.; Li, P.; Shi, S.Q. Development and Application of Wood Flour-Filled Polylactic Acid Composite Filament for 3D Printing. Materials 2017, 10, 339. [Google Scholar] [CrossRef] [PubMed]
- Gkartzou, E.; Koumoulos, E.P.; Charitidis, C.A. Production and 3D printing processing of bio-based thermoplastic filament. Manuf. Rev. 2017, 4, 1–14. [Google Scholar] [CrossRef]
- Brooks, H.; Molony, S. Design and evaluation of additively manufactured parts with three dimensional continuous fibre reinforcement. Mater. Des. 2016, 90, 276–283. [Google Scholar] [CrossRef]
- Turner, B.N.; Strong, R.; Gold, S.A. A review of melt extrusion additive manufacturing processes: I. Process design and modeling. Rapid Prototyp. J. 2014, 20, 192–204. [Google Scholar] [CrossRef]
- Ayrilmis, N.; Kariz, M.; Kwon, J.H.; Kitek Kuzman, M. Effect of printing layer thickness on water absorption and mechanical properties of 3D-printed wood/PLA composite materials. Int. J. Adv. Manuf. Technol. 2019, 102, 2195–2200. [Google Scholar] [CrossRef]
- Hinchcliffe, S.A.; Hess, K.M.; Srubar, W.V. Experimental and theoretical investigation of prestressed natural fiber-reinforced polylactic acid (PLA) composite materials. Compos. Part B Eng. 2016, 95, 346–354. [Google Scholar] [CrossRef]
- Yu, S.; Hwang, Y.H.; Hwang, J.Y.; Hong, S.H. Analytical study on the 3D-printed structure and mechanical properties of basalt fiber-reinforced PLA composites using X-ray microscopy. Compos. Sci. Technol. 2019, 175, 18–27. [Google Scholar] [CrossRef]
- Lim, L.T.; Auras, R.; Rubino, M. Processing technologies for poly(lactic acid). Prog. Polym. Sci. 2008, 33, 820–852. [Google Scholar] [CrossRef]
- Madsen, B.; Gamstedt, E.K. Wood versus Plant Fibers: Similarities and Differences in Composite Applications. Adv. Mater. Sci. Eng. 2013, 2013, 1–14. [Google Scholar] [CrossRef]
- Nikzad, M.; Masood, S.H.; Sbarski, I. Thermo-mechanical properties of a highly filled polymeric composites for Fused Deposition Modeling. Mater. Des. 2011, 32, 3448–3456. [Google Scholar] [CrossRef]
- Song, X.; Li, W.; Song, P.; Su, Q.; Wei, Q.; Shi, Y.; Liu, K.; Liu, W. Selective laser sintering of aliphatic-polycarbonate/hydroxyapatite composite scaffolds for medical applications. Int. J. Adv. Manuf. Technol. 2015, 81, 15–25. [Google Scholar] [CrossRef]
- López-Rodríguez, N.; López-Arraiza, A.; Meaurio, E.; Sarasua, J.R. Crystallization, morphology, and mechanical behavior of polylactide/poly(ɛ-caprolactone) blends. Polym. Eng. Sci. 2006, 46, 1299–1308. [Google Scholar] [CrossRef]
- Tábi, T.; Égerházi, A.Z.; Tamás, P.; Czigány, T.; Kovács, J.G. Investigation of injection moulded poly(lactic acid) reinforced with long basalt fibres. Compos. Part A Appl. Sci. Manuf. 2014, 64, 99–106. [Google Scholar] [CrossRef]
- Battegazzore, D.; Bocchini, S.; Frache, A. Crystallization kinetics of poly(lactic acid)-talc composites. Express. Polym. Lett. 2011, 5, 849–858. [Google Scholar] [CrossRef]
- Savalani, M.M.; Hao, L.; Zhang, Y.; Tanner, K.E.; Harris, R.A. Fabrication of porous bioactive structures using the selective laser sintering technique. Proc. Inst. Mech. Eng. Part H J. Eng. Med. 2007, 221, 873–886. [Google Scholar] [CrossRef]
- Cao, J.S.; Lin, J.X.; Fang, F.; Zhang, M.T.; Hu, Z.R. A new absorbent by modifying walnut shell for the removal of anionic dye: Kinetic and thermodynamic studies. Bioresour. Technol. 2014, 163, 199–205. [Google Scholar] [CrossRef]
- Abbas-Abadi, M.S.; Haghighi, M.N.; Yeganeh, H.; Bozorgi, B. The effect of melt flow index, melt flow rate, and particle size on the thermal degradation of commercial high density polyethylene powder. J. Therm. Anal. Calorim. 2013, 114, 1333–1339. [Google Scholar] [CrossRef]
- Fuad, M.A.; Ismail, Z.; Ishak, Z.M.; Omar, A.M. Application of rice husk ash as fillers in polypropylene: Effect of titanate, zirconate and silane coupling agents. Eur. Polym. J. 1995, 31, 885–893. [Google Scholar] [CrossRef]
- Pirayesh, H.; Khazaeian, A.; Tabarsa, T. The potential for using walnut (Juglans regia L.) shell as a raw material for wood-based particleboard manufacturing. Compos. Part B Eng. 2012, 43, 3276–3280. [Google Scholar] [CrossRef]
- Jandas, P.J.; Mohanty, S.; Nayak, S.K. Thermal properties and cold crystallization kinetics of surface-treated banana fiber (BF)-reinforced poly(lactic acid) (PLA) nanocomposites. J. Therm. Anal. Calorim. 2013, 114, 1265–1278. [Google Scholar] [CrossRef]
- Dong, Y.; Ghataura, A.; Takagi, H.; Haroosh, H.J.; Nakagaito, A.N.; Lau, K.-T. Polylactic acid (PLA) biocomposites reinforced with coir fibres: Evaluation of mechanical performance and multifunctional properties. Compos. Part A Appl. Sci. Manuf. 2014, 63, 76–84. [Google Scholar] [CrossRef]
- Malika, A.; Jacques, N.; Jaafar, E.F.; Fatima, B.; Mohammed, A. Pyrolysis investigation of food wastes by TG-MS-DSC technique. Biomass Convers. Biorefin. 2015, 6, 161–172. [Google Scholar] [CrossRef]
- Kalia, S.; Kaith, B.S.; Kaur, I. Pretreatments of natural fibers and their application as reinforcing material in polymer composites-A review. Polym. Eng. Sci. 2009, 49, 1253–1272. [Google Scholar] [CrossRef]
- Luo, H.; Zhang, C.; Xiong, G.; Wan, Y. Effects of alkali and alkali/silane treatments of corn fibers on mechanical and thermal properties of its composites with polylactic acid. Polym. Compos. 2016, 37, 3499–3507. [Google Scholar] [CrossRef]
- Phuong, L.X.; Shida, S.; Saito, Y. Effects of heat treatment on brittleness of Styrax tonkinensis wood. J. Wood Sci. 2007, 53, 181–186. [Google Scholar] [CrossRef]
- Essabir, H.; Hilali, E.; Elgharad, A.; El Minor, H.; Imad, A.; Elamraoui, A.; Gaoudia, O.A. Mechanical and thermal properties of bio-composites based on polypropylene reinforced with Nut-shells of Argan particles. Mater. Des. 2013, 49, 442–448. [Google Scholar] [CrossRef]
- Morelli, S.; Facciolo, D.; Messina, A.; Piscioneri, A.; Salerno, S.; Drioli, E.; De Bartolo, L. Polycaprolactone-Hydroxyapatite Composite Membrane Scaffolds for Bone Tissue Engineering. MRS Online Proc. Libr. Arch. 2013, 1502. [Google Scholar] [CrossRef]
- Yang, S.; Leong, K.F.; Du, Z.; Chee-Kai, C. Review: The Design of Scaffolds for Use in Tissue Engineering. Part, I. Traditional Factors. Tissue Eng. 2001, 7, 680–689. [Google Scholar] [CrossRef] [PubMed]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Samples | Tensile Strength (MPa) | Tensile Modulus (MPa) | Flexural Strength (MPa) | Flexural Modulus (MPa) | Compressive Strength (MPa) | Compressive Modulus (MPa) |
|---|---|---|---|---|---|---|
| pure PLA | 57.3 ± 1.0 | 1908.7 ± 9.4 | 69.0 ± 1.1 | 35.8 ± 1.2 | 526.9 ± 3.6 | 65.9 ± 0.9 |
| PLA/untreated WSP | 48.3 ± 0.5 | 3050.4 ± 25.1 | 44.1 ± 0.6 | 33.5 ± 2.5 | 212.1 ± 1.5 | 26.5 ± 0.5 |
| PLA/2%NaSi treated WSP | 49.6 ± 1.2 | 2284.5 ± 5.25 | 47.1 ± 0.6 | 32.3 ± 0.8 | 219.9 ± 1.3 | 27.5 ± 0.2 |
| PLA/4%NaSi treated WSP | 50.8 ± 1.2 | 2442.7 ± 16 | 49.9 ± 0.8 | 32.1 ± 0.9 | 252.5 ± 2.1 | 31.6 ± 0.3 |
| PLA/6%NaSi treated WSP | 50.3 ± 0.1 | 2381.5 ± 15.7 | 51.2 ± 0.9 | 31.17 ± 1.07 | 266.82 ± 1.22 | 33.35 ± 0.15 |
| PLA/8%NaSi treated WSP | 52.5 ± 0.7 | 2570.5 ± 22.8 | 51.7 ± 2.8 | 28.8 ± 3.1 | 276.6 ± 2.9 | 34.6 ± 0.7 |
| Samples | Tensile Strength (MPa) | Tensile Modulus (MPa) |
|---|---|---|
| PLA/5 wt.%WSP | 52.5 ± 0.7 | 2570.5 ± 22.8 |
| PLA/10 wt.%WSP | 56.2 ± 0.6 | 2080.5 ± 10.8 |
| PLA/15 wt.%WSP | 55.3 ± 0.3 | 2177.9 ± 19.4 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Song, X.; He, W.; Yang, S.; Huang, G.; Yang, T. Fused Deposition Modeling of Poly (Lactic Acid)/Walnut Shell Biocomposite Filaments—Surface Treatment and Properties. Appl. Sci. 2019, 9, 4892. https://doi.org/10.3390/app9224892
Song X, He W, Yang S, Huang G, Yang T. Fused Deposition Modeling of Poly (Lactic Acid)/Walnut Shell Biocomposite Filaments—Surface Treatment and Properties. Applied Sciences. 2019; 9(22):4892. https://doi.org/10.3390/app9224892
Chicago/Turabian StyleSong, Xiaohui, Wei He, Shoufeng Yang, Guoren Huang, and Tonghan Yang. 2019. "Fused Deposition Modeling of Poly (Lactic Acid)/Walnut Shell Biocomposite Filaments—Surface Treatment and Properties" Applied Sciences 9, no. 22: 4892. https://doi.org/10.3390/app9224892
APA StyleSong, X., He, W., Yang, S., Huang, G., & Yang, T. (2019). Fused Deposition Modeling of Poly (Lactic Acid)/Walnut Shell Biocomposite Filaments—Surface Treatment and Properties. Applied Sciences, 9(22), 4892. https://doi.org/10.3390/app9224892