Effect of Deep Cryogenic Treatment on Microstructure and Properties of Sintered Fe–Co–Cu-Based Diamond Composites



Abstract
1. Introduction
2. Materials and Methods
2.1. Sample Preparation
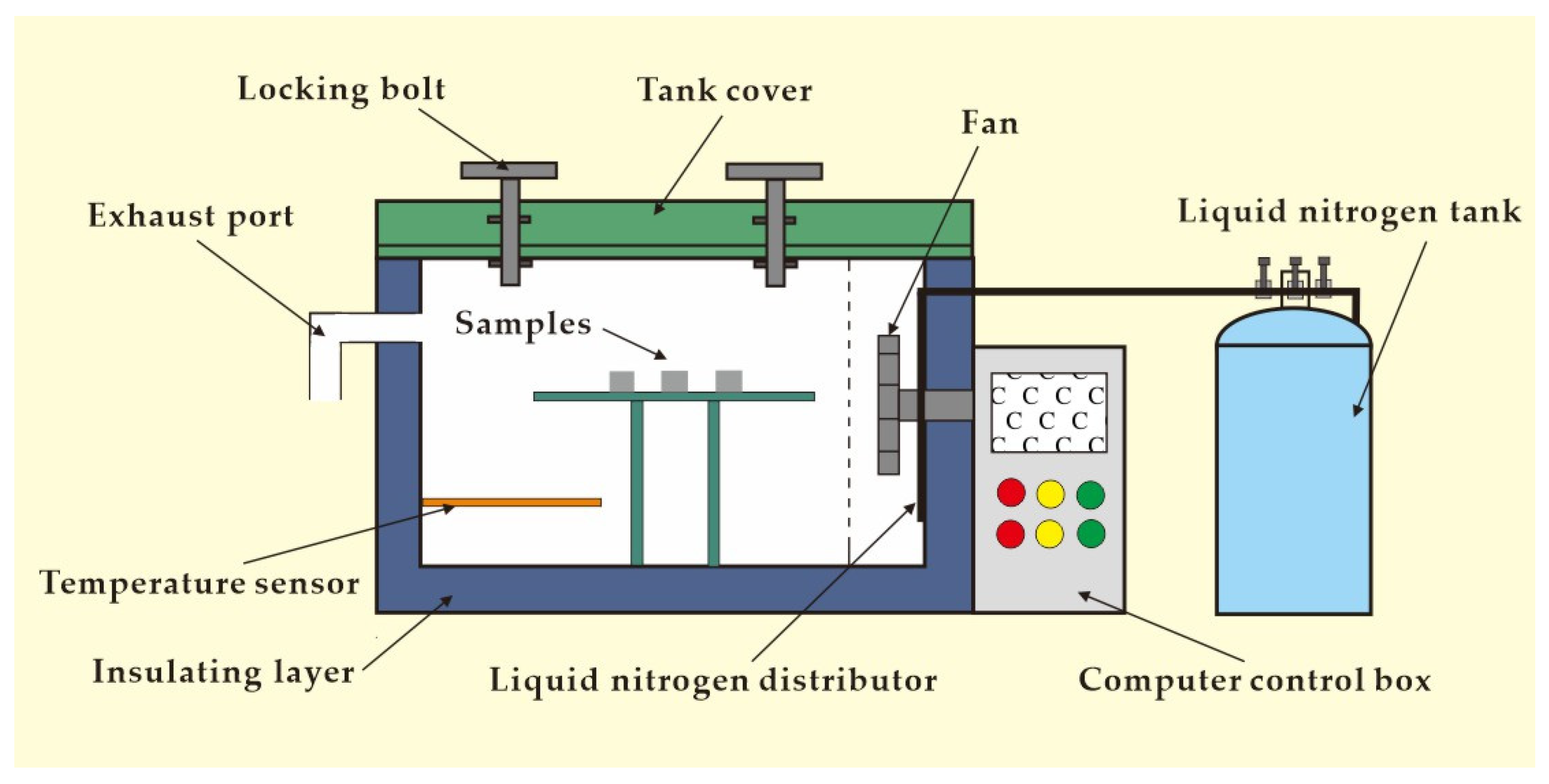
2.2. Deep Cryogenic Treatment
2.3. Characterization
3. Results and Discussion
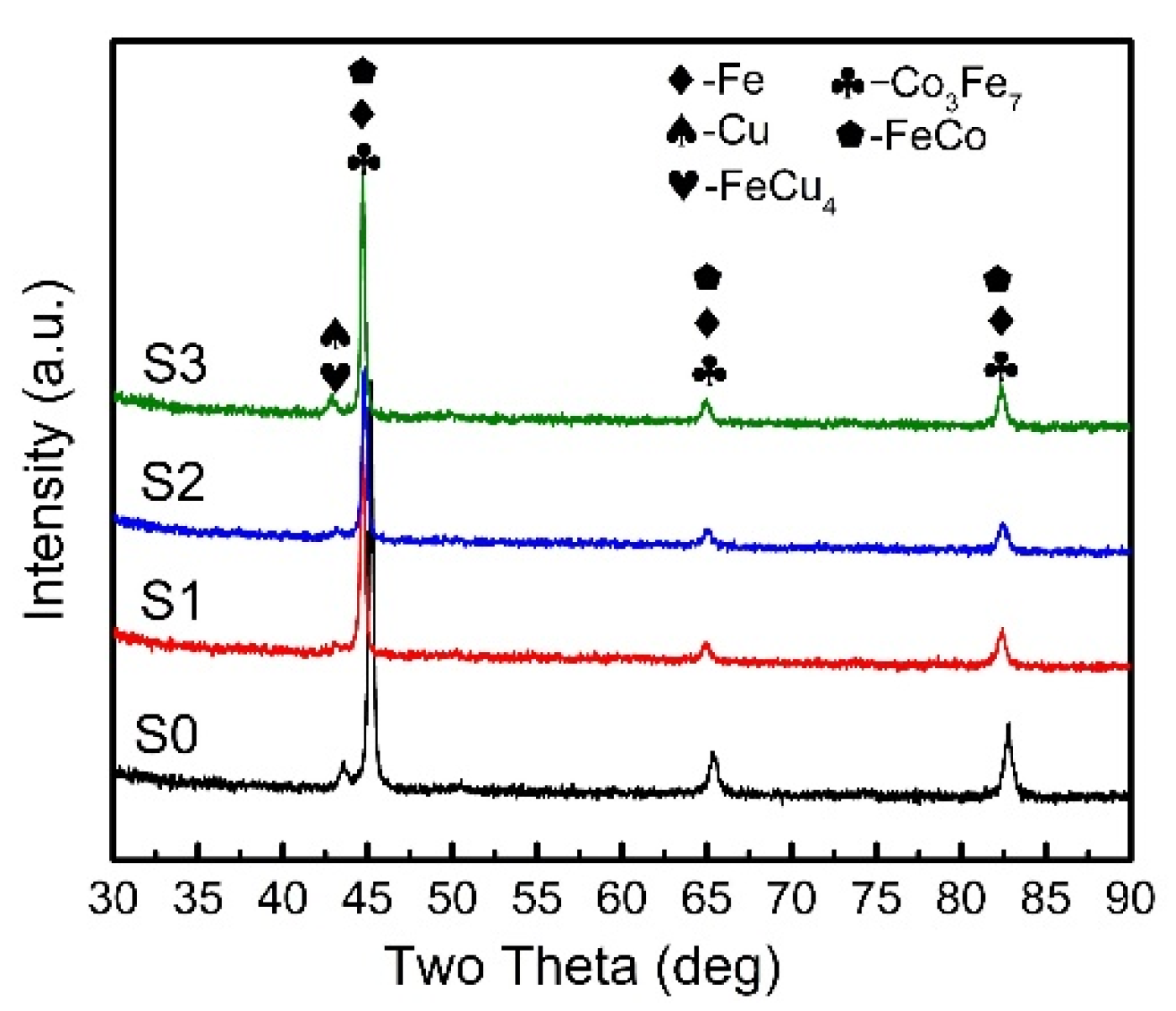
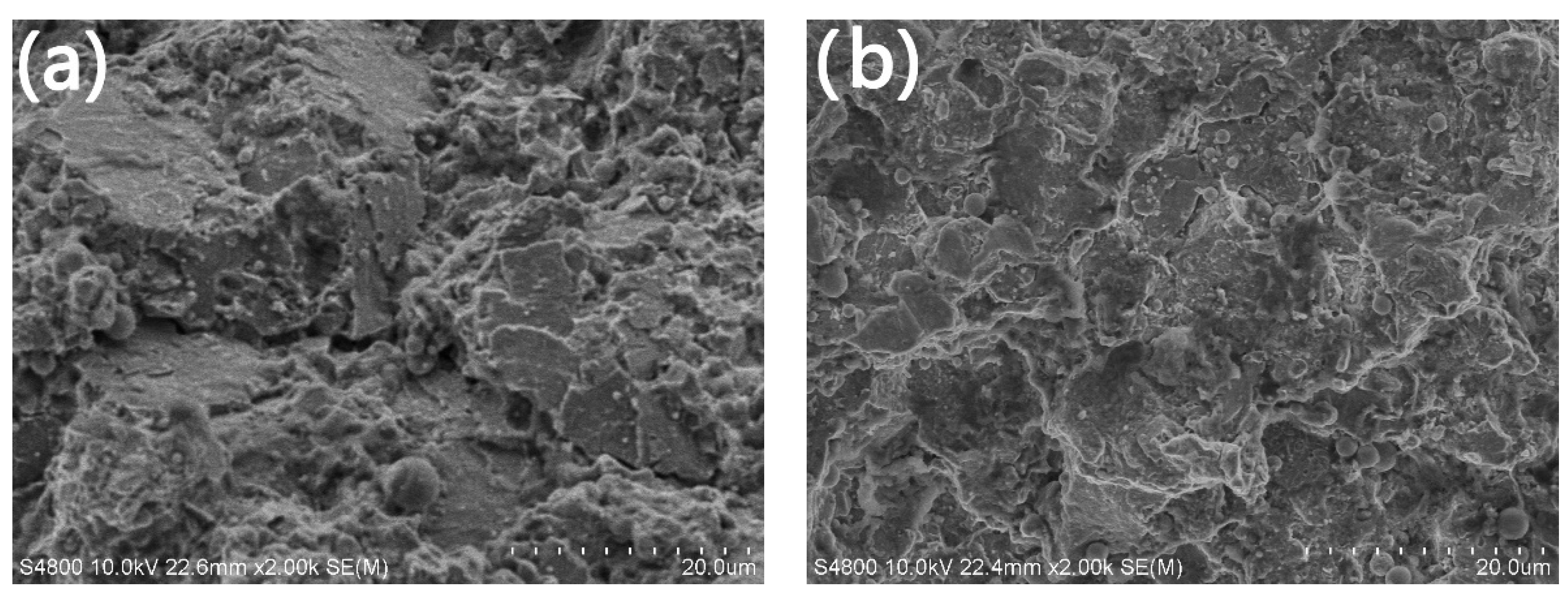
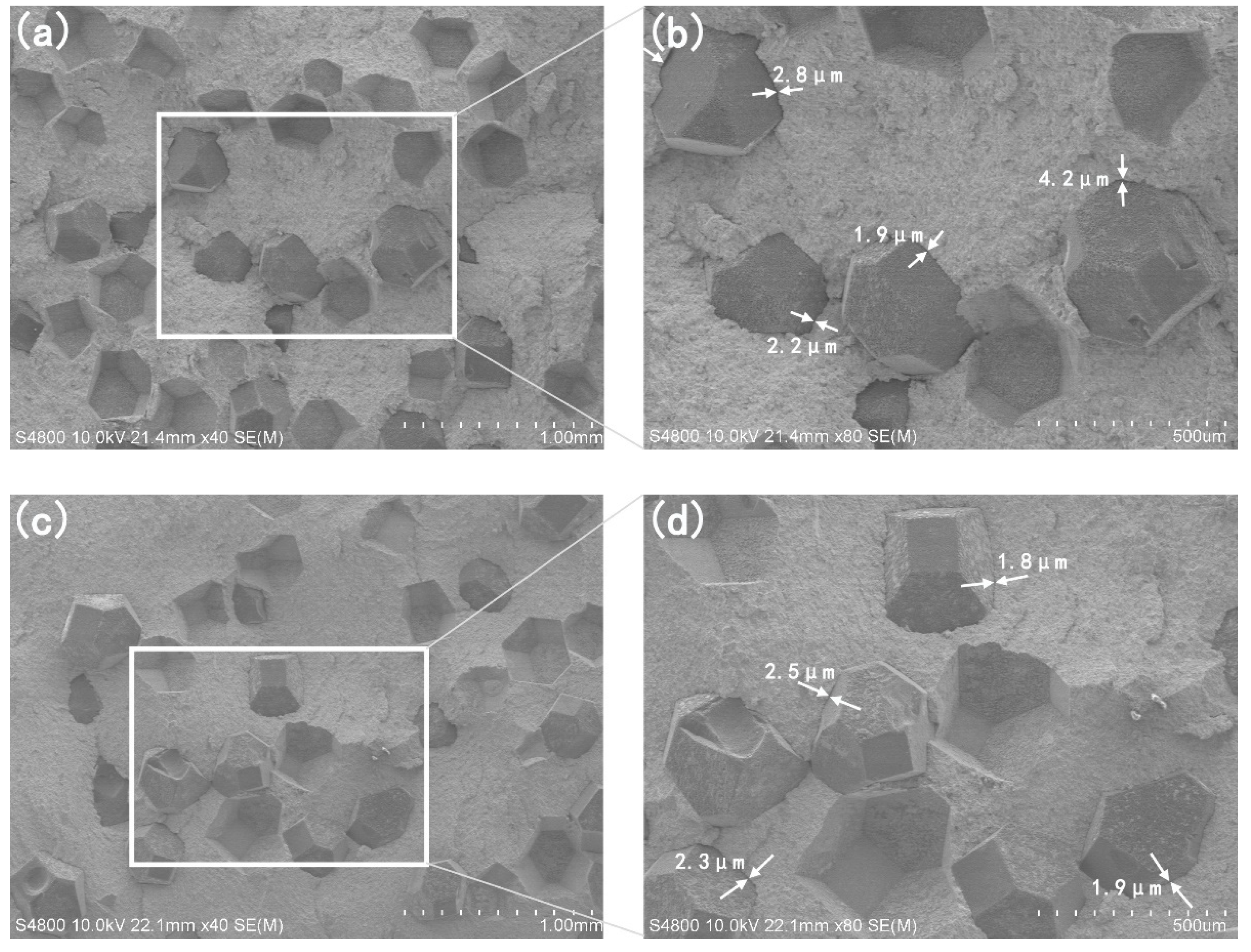
3.1. Composition and Microstructures
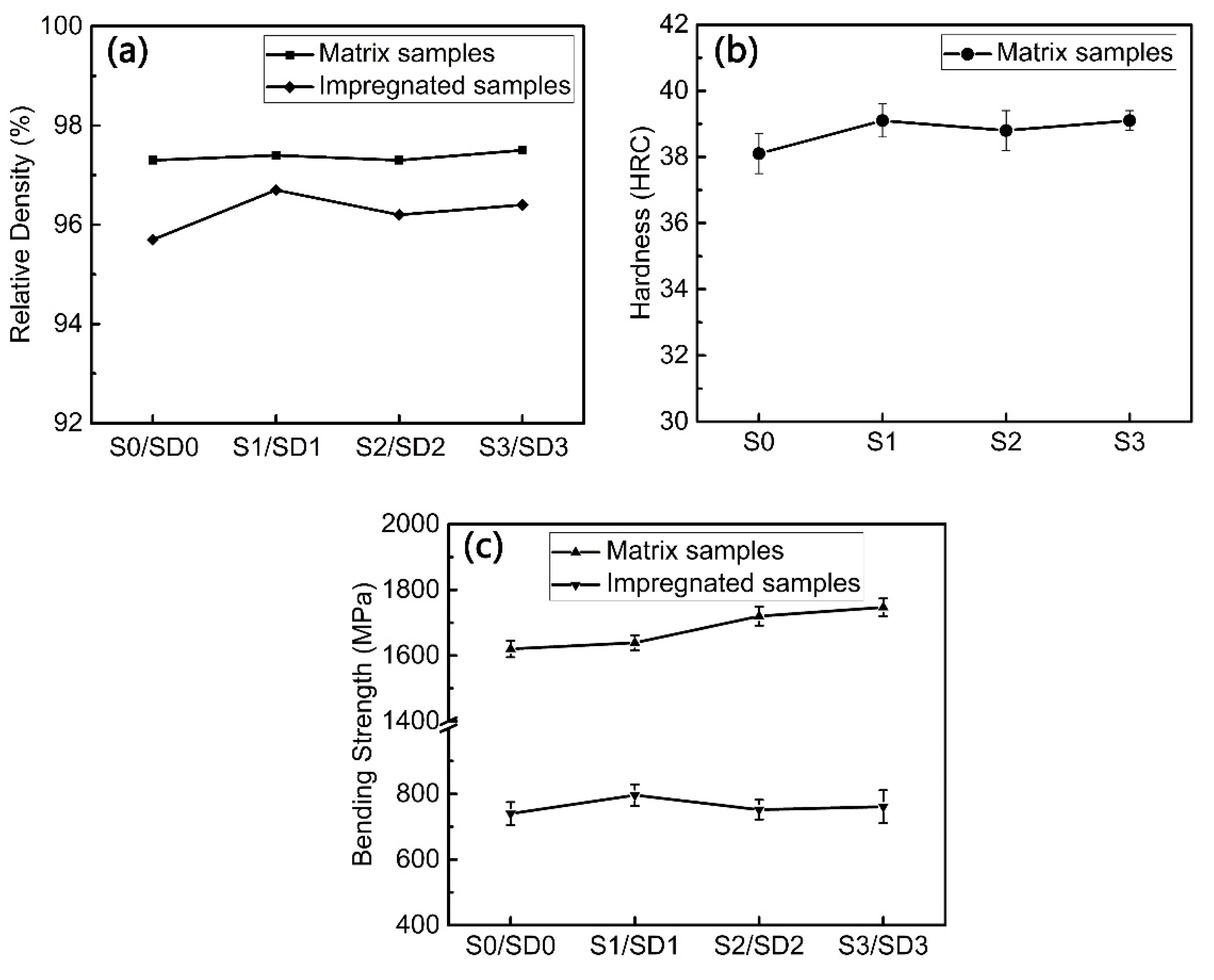
3.2. Mechanical Properties
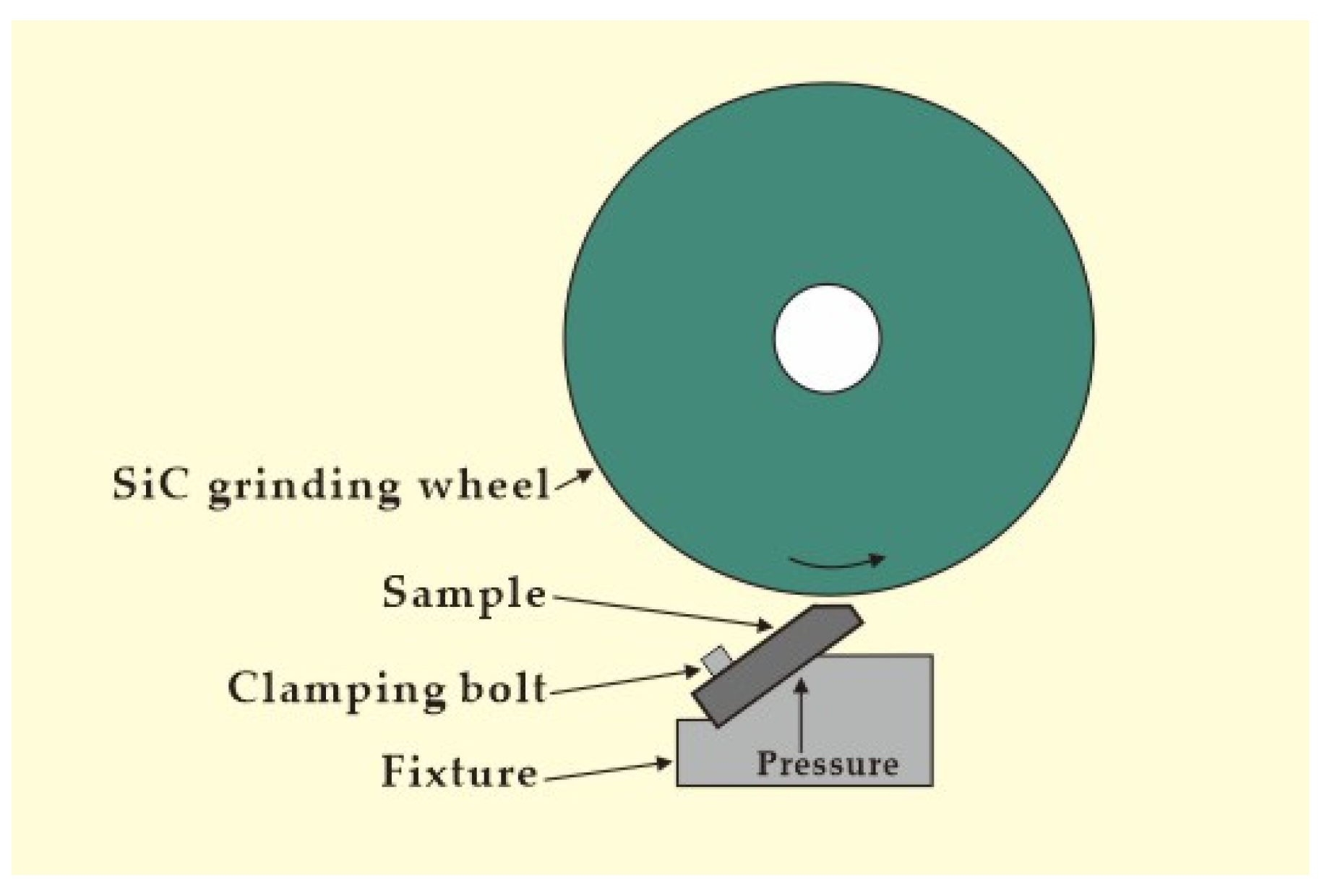
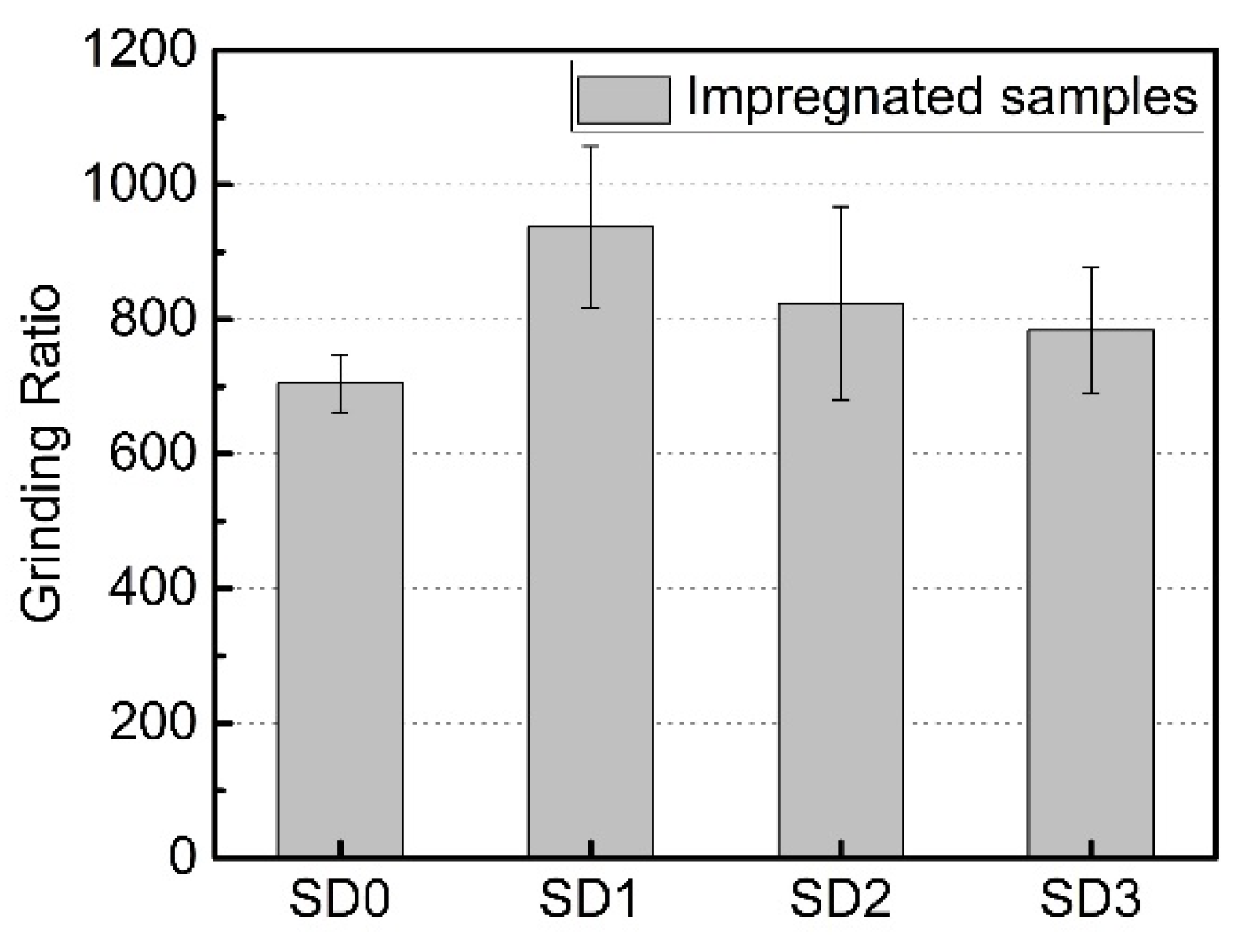
3.3. Wear Resistance
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Tönshoff, H.K.; Hillmann-Apmann, H.; Asche, J. Diamond tools in stone and civil engineering industry cutting principles, wear and applications. Diam. Relat. Mater. 2002, 250, 103–109. [Google Scholar] [CrossRef]
- Zhao, X.; Duan, L. A Review of the Diamond Retention Capacity of Metal Bond Matrices. Metals 2018, 8, 307. [Google Scholar] [CrossRef]
- Boland, J.N.; Li, X.S. Microstructural Characterisation and Wear Behaviour of Diamond Composite Materials. Materials 2010, 3, 1390–1419. [Google Scholar] [CrossRef]
- Li, W.; Zhan, J.; Wang, S.; Dong, H.; Li, Y.; Liu, Y. Characterizations and mechanical properties of impregnated diamond segment using Cu-Fe-Co metal matrix. Rare Metals 2012, 31, 81–87. [Google Scholar] [CrossRef]
- Di Ilio, A.; Togna, A. A theoretical wear model for diamond tools in stone cutting. Int. J. Mach. Tools Manuf. 2003, 43, 1171–1177. [Google Scholar] [CrossRef]
- Sun, Y.; Wu, H.; Li, M.; Meng, Q.; Gao, K.; Lu, X.; Liu, B. The Effect of ZrO2 Nanoparticles on the Microstructure and Properties of Sintered WC-Bronze-Based Diamond Composites. Materials 2016, 9, 343. [Google Scholar] [CrossRef] [PubMed]
- Li, S.; Han, Z.; Meng, Q.; Zhao, X.; Cao, X.; Liu, B. Effect of WC Nanoparticles on the Microstructure and Properties of WC-Bronze-Ni-Mn Based Diamond Composites. Appl. Sci. 2018, 8, 1501. [Google Scholar] [CrossRef]
- Artini, C.; Muolo, M.L.; Passerone, A. Diamond–metal interfaces in cutting tools: A review. J. Mater. Sci. 2011, 47, 3252–3264. [Google Scholar] [CrossRef]
- Xie, D.; Wan, L.; Song, D.; Wang, S.; Lin, F.; Pan, X.; Xu, J. Pressureless sintering curve and sintering activation energy of Fe–Co–Cu pre-alloyed powders. Mater. Des. 2015, 87, 482–487. [Google Scholar] [CrossRef]
- Xie, D.; Xiao, L.; Lin, F.; Pan, X.; Su, Y.; Fang, X.; Qi, H.; Chen, C. Thermal Analysis of FeCoCu Pre-Alloyed Powders Used for Diamond Tools. J. Superhard Mater. 2018, 40, 110–117. [Google Scholar] [CrossRef]
- Dai, H.; Wang, L.; Zhang, J.; Liu, Y.; Wang, Y.; Wang, L.; Wan, X. Iron based partially pre-alloyed powders as matrix materials for diamond tools. Powder Metall. 2015, 58, 83–86. [Google Scholar] [CrossRef]
- Wang, F.; Wakoh, K.; Li, Y.; Ito, S.; Yamanaka, K.; Koizumi, Y.; Chiba, A. Study of microstructure evolution and properties of Cu-Fe microcomposites produced by a pre-alloyed powder method. Mater. Des. 2017, 126, 64–72. [Google Scholar] [CrossRef]
- Chu, Z.-Q.; Guo, X.-Y.; Liu, D.-H.; Tan, Y.-X.; Li, D.; Tian, Q.-H. Application of pre-alloyed powders for diamond tools by ultrahigh pressure water atomization. Trans. Nonferr. Metals Soc. China 2016, 26, 2665–2671. [Google Scholar] [CrossRef]
- Zhao, X.; Li, J.; Duan, L.; Tan, S.; Fang, X. Effect of Fe-based pre-alloyed powder on the microstructure and holding strength of impregnated diamond bit matrix. Int. J. Refract. Metals Hard Mater. 2019, 79, 115–122. [Google Scholar] [CrossRef]
- Levashov, E.; Kurbatkina, V.; Alexandr, Z. Improved Mechanical and Tribological Properties of Metal-Matrix Composites Dispersion-Strengthened by Nanoparticles. Materials 2009, 3, 97–109. [Google Scholar] [CrossRef]
- Gu, K.; Zhang, H.; Zhao, B.; Wang, J.; Zhou, Y.; Li, Z. Effect of cryogenic treatment and aging treatment on the tensile properties and microstructure of Ti–6Al–4V alloy. Mater. Sci. Eng. A 2013, 584, 170–176. [Google Scholar] [CrossRef]
- Gao, Y.; Luo, B.-H.; Bai, Z.-h.; Zhu, B.; Ouyang, S. Effects of deep cryogenic treatment on the microstructure and properties of WC Fe Ni cemented carbides. Int. J. Refract. Metals Hard Mater. 2016, 58, 42–50. [Google Scholar] [CrossRef]
- Li, H.; Tong, W.; Cui, J.; Zhang, H.; Chen, L.; Zuo, L. The influence of deep cryogenic treatment on the properties of high-vanadium alloy steel. Mater. Sci. Eng. A 2016, 662, 356–362. [Google Scholar] [CrossRef]
- Gill, S.S.; Singh, H.; Singh, R.; Singh, J. Cryoprocessing of cutting tool materials—A review. Int. J. Adv. Manuf. Technol. 2009, 48, 175–192. [Google Scholar] [CrossRef]
- Jimbert, P.; Iturrondobeitia, M.; Ibarretxe, J.; Fernandez-Martinez, R. Influence of Cryogenic Treatment on Wear Resistance and Microstructure of AISI A8 Tool Steel. Metals 2018, 8, 1038. [Google Scholar] [CrossRef]
- Gonçalves, V.R.M.; Podgornik, B.; Leskovšek, V.; Totten, G.E.; Canale, L.d.C.F. Influence of Deep Cryogenic Treatment on the Mechanical Properties of Spring Steels. J. Mater. Eng. Perform. 2019, 28, 769–775. [Google Scholar]
- Nguyen, L.T.H.; Hwang, J.-S.; Kim, M.-S.; Kim, J.-H.; Kim, S.-K.; Lee, J.-M. Charpy Impact Properties of Hydrogen-Exposed 316L Stainless Steel at Ambient and Cryogenic Temperatures. Metals 2019, 9, 625. [Google Scholar] [CrossRef]
- Li, B.; Li, C.; Wang, Y.; Jin, X. Effect of Cryogenic Treatment on Microstructure and Wear Resistance of Carburized 20CrNi2MoV Steel. Metals 2018, 8, 808. [Google Scholar] [CrossRef]
- Candane, D. Effect of Cryogenic Treatment on Microstructure and Wear Characteristics of AISI M35 HSS. Int. J. Mater. Sci. Appl. 2013, 2, 56. [Google Scholar] [CrossRef]
- Khaidarov, K.K.; Kozhogulov, O.C.; Makarov, V.P. Strength index and structure of PCD after cryogenic treatment. Strength Mater. 1996, 28, 37–40. [Google Scholar] [CrossRef]
- Kalsi, N.S.; Sehgal, R.; Sharma, V.S. Effect of tempering after cryogenic treatment of tungsten carbide–cobalt bonded insert. Bull. Mater. Sci. 2014, 37, 327–335. [Google Scholar] [CrossRef]
- Sun, L.B.; Sun, Y.F. Metal Materials Physical Properties Handbook; Mechanical Industry Press: Beijing, China, 2011. [Google Scholar]
- Wang, Z.; Zhang, Z.; Sun, Y.; Gao, K.; Liang, Y.; Li, X.; Ren, L. Wear behavior of bionic impregnated diamond bits. Tribol. Int. 2016, 94, 217–222. [Google Scholar] [CrossRef]
- Li, M.; Sun, Y.; Meng, Q.; Wu, H.; Gao, K.; Liu, B. Fabrication of Fe-Based Diamond Composites by Pressureless Infiltration. Materials 2016, 9, 1006. [Google Scholar] [CrossRef]
- Janusz, K. Theoretical analysis of stone sawing with diamonds. J. Mater. Process. Technol. 2002, 123, 146–154. [Google Scholar]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composition | Fe | Co | Cu |
|---|---|---|---|
| Content (wt%) | 54 | 32 | 14 |
| Samples | Composition | DCT Time (h) | Relative Density (%) | Hardness (HRC) | Bending Strength (MPa) |
|---|---|---|---|---|---|
| S0 | Matrix | - | 97.3 | 38.1 ± 0.6 | 1620 ± 25 |
| S1 | Matrix | 1 | 97.4 | 39.1 ± 0.5 | 1639 ± 23 |
| S2 | Matrix | 2 | 97.3 | 38.8 ± 0.6 | 1720 ± 29 |
| S3 | Matrix | 3 | 97.5 | 39.1 ± 0.3 | 1747 ± 27 |
| SD0 | Matrix + diamond | - | 95.7 | - | 740 ± 35 |
| SD1 | Matrix + diamond | 1 | 96.7 | - | 796 ± 33 |
| SD2 | Matrix + diamond | 2 | 96.2 | - | 752 ± 30 |
| SD3 | Matrix + diamond | 3 | 96.4 | - | 761 ± 50 |
| Composition | Thermal Conductivity (W/m·K) | Thermal Expansion Coefficient (K−1) |
|---|---|---|
| Diamond | 2000 | ≈1 × 10−6 |
| Matrix material | 125 | ≥13 × 10−6 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, S.; Dai, W.; Han, Z.; Zhao, X.; Liu, B. Effect of Deep Cryogenic Treatment on Microstructure and Properties of Sintered Fe–Co–Cu-Based Diamond Composites. Appl. Sci. 2019, 9, 3353. https://doi.org/10.3390/app9163353
Li S, Dai W, Han Z, Zhao X, Liu B. Effect of Deep Cryogenic Treatment on Microstructure and Properties of Sintered Fe–Co–Cu-Based Diamond Composites. Applied Sciences. 2019; 9(16):3353. https://doi.org/10.3390/app9163353
Chicago/Turabian StyleLi, Siqi, Wenhao Dai, Zhe Han, Xinzhe Zhao, and Baochang Liu. 2019. "Effect of Deep Cryogenic Treatment on Microstructure and Properties of Sintered Fe–Co–Cu-Based Diamond Composites" Applied Sciences 9, no. 16: 3353. https://doi.org/10.3390/app9163353
APA StyleLi, S., Dai, W., Han, Z., Zhao, X., & Liu, B. (2019). Effect of Deep Cryogenic Treatment on Microstructure and Properties of Sintered Fe–Co–Cu-Based Diamond Composites. Applied Sciences, 9(16), 3353. https://doi.org/10.3390/app9163353