Application of Directed Energy Deposition-Based Additive Manufacturing in Repair

 ,
,  ,
,  ,
,  ,
,  and
and 
Abstract
1. Introduction
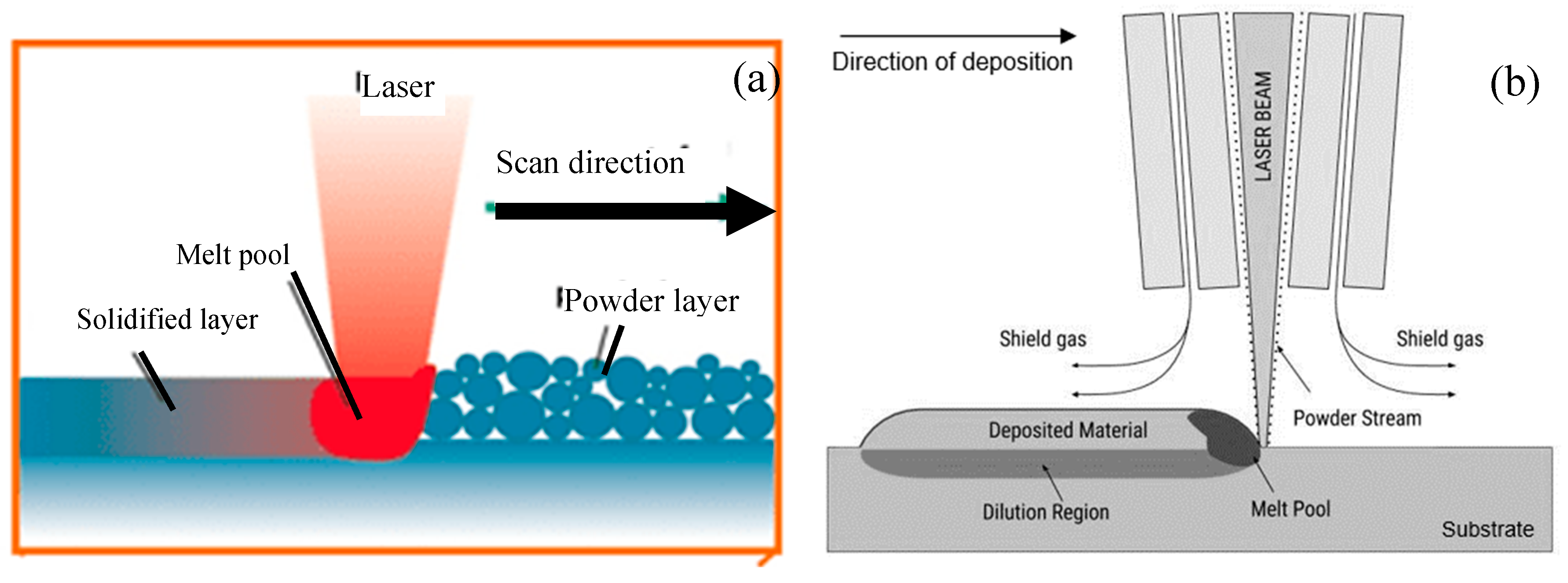
2. Directed Energy Deposition (DED)
3. Identified DED Capabilities in Repair
4. Industrial Case Studies
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Leino, M.; Pekkarinen, J.; Soukka, R. The Role of Laser Additive Manufacturing Methods of Metals in Repair, Refurbishment and Remanufacturing—Enabling Circular Economy, Phys. Procedia 2016, 83, 752–760. [Google Scholar] [CrossRef]
- Fischedick, M.; Roy, J.; Abdel-aziz, A.; Acquaye, A.; Allwood, J.M.; Ceron, J.-P.; Geng, Y.; Kheshgi, H.; Lanza, A.; Perczyk, D.; et al. Climate Change 2014: Mitigation of Climate Change. Contribution of Working Group III to the Fifth Assessment Report of the Intergovernmental Panel on Climate Change; Cambridge University Press: New York, NY, USA, 2014. [Google Scholar]
- Comission, E. Closing the Loop—An EU Action Plan for the Circular Economy; European Commission: Brussels, Belgium, 2015. [Google Scholar]
- Saboori, A.; Gallo, D.; Biamino, S.; Fino, P.; Lombardi, M. An Overview of Additive Manufacturing of Titanium Components by Directed Energy Deposition: Microstructure and Mechanical Properties. Appl. Sci. 2017, 7, 883. [Google Scholar] [CrossRef]
- Levy, G.N.; Schindel, R.; Kruth, J.P. Rapid manufacturing and rapid tooling with layer manufacturing (LM) technologies, state of the art and future perspectives. Cirp Ann. 2003, 52, 589–609. [Google Scholar] [CrossRef]
- Shamsaei, N.; Yadollahi, A.; Bian, L.; Thompson, S.M. An overview of Direct Laser Deposition for additive manufacturing; Part II: Mechanical behavior, process parameter optimization and control. Addit. Manuf. 2015, 8, 12–35. [Google Scholar] [CrossRef]
- Acharya, R.; Das, S. Additive Manufacturing of IN100 Superalloy Through Scanning Laser Epitaxy for Turbine Engine Hot-Section Component Repair: Process Development, Modeling, Microstructural Characterization, and Process Control. Metall. Mater. Trans. A 2015, 46, 3864–3875. [Google Scholar] [CrossRef]
- Liang, Y.-J.; Liu, D.; Wang, H.-M. Microstructure and mechanical behavior of commercial purity Ti/Ti–6Al–2Zr–1Mo–1V structurally graded material fabricated by laser additive manufacturing. Scr. Mater. 2014, 74, 80–83. [Google Scholar] [CrossRef]
- Sames, W.J.; List, F.A.; Pannala, S.; Dehoff, R.R.; Babu, S.S. The metallurgy and processing science of metal additive manufacturing The metallurgy and processing science of metal additive manufacturing. Int. Mater. Rev. 2016, 61, 315–360. [Google Scholar] [CrossRef]
- Li, C.; Liu, Z.Y.; Fang, X.Y.; Guo, Y.B. Residual Stress in Metal Additive Manufacturing. Procedia CIRP 2018, 71, 348–353. [Google Scholar] [CrossRef]
- Bosio, F.; Saboori, A.; Lacagnina, A.; Librera, E.; de Chirico, M.; Biamino, S.; Fino, P.; Lombardi, M. Directed energy deposition of 316L steel: Effect of type of powders and gas related parameters. In Proceedings of the Euro PM2018 Congress Exhebition, Bilbao, Spain, 14–18 October 2018. [Google Scholar]
- Wang, J.; Prakash, S.; Joshi, Y.; Liou, F.W. Laser Aided Part Repair-A Review. In Solid Free. Fabr. Proc.; University of Texas Press: Austin, TX, USA, 2004. [Google Scholar]
- Wang, Z.-K.; Ye, H.-Q.; Xu, D.-S.; Huang, S.-Y. Laser repairing surface crack of Ni-based superalloy components. Trans. Nonferrous Met. Soc. China 2011, 11, 572–575. [Google Scholar]
- Díaz, E.; Amado, J.M.; Montero, J.; Tobar, M.J.; Yáñez, A. Comparative Study of Co-based Alloys in Repairing Low Cr-Mo steel Components by Laser Cladding. Phys. Procedia 2012, 39, 368–375. [Google Scholar] [CrossRef]
- Thompson, A.; Maskery, I.; Leach, K.R. X-ray computed tomography for additive manufacturing: A review. Meas. Sci. Technol. 2016, 27, 1–17. [Google Scholar] [CrossRef]
- Pinkerton, A.J.; Wang, W.; Li, L. Component repair using laser direct metal deposition. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2008, 222, 827–836. [Google Scholar] [CrossRef]
- King, A.M.; Burgess, S.C.; Ijomah, W.; McMahon, C.A. Reducing waste: Repair, recondition, remanufacture or recycle? Sustain. Dev. 2006, 14, 257–267. [Google Scholar] [CrossRef]
- Wilson, J.M.; Piya, C.; Shin, Y.C.; Zhao, F.; Ramani, K. Remanufacturing of turbine blades by laser direct deposition with its energy and environmental impact analysis. J. Clean. Prod. 2014, 80, 170–178. [Google Scholar] [CrossRef]
- Yushchenko, K.A.; Savchenko, V.S.; Chervyakova, L.V.; David, S.A.; Vitek, J.M. Study of Weldability and Development of the Technology for Repair of High-Nickel Alloy Components; Oak Ridge National Laboratory: Oak Ridge, TN, USA, 1943. [Google Scholar]
- Ramalho, A.L.; Ferreira, J.A.M.; Branco, C.A.G.M. Fatigue behaviour of T welded joints rehabilitated by tungsten inert gas and plasma dressing. Mater. Des. 2011, 32, 4705–4713. [Google Scholar] [CrossRef]
- Su, C.Y.; Chou, C.P.; Wu, B.C.; Lih, W.C. Plasma transferred arc repair welding of the nickel-base superalloy IN-738LC. J. Mater. Eng. Perform. 1997, 6, 619–627. [Google Scholar] [CrossRef]
- Bi, G.; Gasser, A. Restoration of Nickel-Base Turbine Blade Knife-Edges with Controlled Laser Aided Additive Manufacturing. Phys. Procedia 2011, 12, 402–409. [Google Scholar] [CrossRef]
- Darut, G.; Liao, H.; Coddet, C.; Bordes, J.M.; Diaby, M. Steel coating application for engine block bores by Plasma Transferred Wire Arc spraying process. Surf. Coat. Technol. 2015, 268, 115–122. [Google Scholar] [CrossRef]
- Tan, J.C.; Looney, L.; Hashmi, M.S.J. Component repair using HVOF thermal spraying. J. Mater. Process. Technol. 1999, 92, 203–208. [Google Scholar] [CrossRef]
- Aoshima, S. Electro-Spark Process for Repair and Maintenance of Die-Casting Dies; TechnoCoat Int.: Fujieda, Japan, 1999; pp. 1–3. [Google Scholar]
- Roy, T.; Abrahams, R.; Paradowska, A.; Lai, Q.; Mutton, P.; Soodi, M.; Fasihi, P.; Yan, W. Evaluation of the mechanical properties of laser cladded hypereutectoid steel rails. Wear 2019, 432–433, 202930. [Google Scholar] [CrossRef]
- Toyserkani, E.; Khajepour, A.; Corbin, S.F. Laser Cladding, 1st ed.; Taylor Francis Group: Boca Raton, FL, USA, 2004. [Google Scholar]
- Baufeld, B.; Brandl, E.; van der Biest, O. Wire based additive layer manufacturing: Comparison of microstructure and mechanical properties of Ti-6Al-4V components fabricated by laser-beam deposition and shaped metal deposition. J. Mater. Process. Tech. 2011, 211, 1146–1158. [Google Scholar] [CrossRef]
- Singh, H.; Jain, P.K. Past, present and future the characterization of surface topography of plasmatransferred arc coatings. In Proceedings of the Indian Conference on Applied Mechanics, New Delhi, India, 13–15 July 2015. [Google Scholar]
- Alberti, E.A.; Bueno, B.M.P.; D’Oliveira, A.S.C.M. Additive manufacturing using plasma transferred arc. Int. J. Adv. Manuf. Technol. 2016, 83, 1861–1871. [Google Scholar] [CrossRef]
- Ahn, D.-G. Direct metal additive manufacturing processes and their sustainable applications for green technology: A review. Int. J. Precis. Eng. Manuf. Green Technol. 2016, 3, 381–395. [Google Scholar] [CrossRef]
- Saboori, A.; Bosio, F.; Librera, E.; de Chirico, M.; Biamino, S.; Lombardi, M.; Fino, P. Accelerated Process Parameter Optimization for Directed Energy Deposition of 316L Stainless Steel. In Proceedings of the Euro PM2018 Congress Exhebition, Bilbao, Spain, 14–18 October 2018. [Google Scholar]
- Frazier, W.E. Metal Additive Manufacturing: A Review. J. Mater. Eng. Perform. 2014, 23, 1917–1928. [Google Scholar] [CrossRef]
- Torims, T. The Application of Laser Cladding to Mechanical Component Repair, Renovation and Regeneration. In DAAAM International Scientific Book 2013; DAAAM International: Vienna, Austria, 2013; pp. 587–602. [Google Scholar]
- Gibson, I.; Rosen, D.; Stucker, B. Directed Energy Deposition Processes. In Addit. Manuf. Technol. 3D Printing, Rapid Prototyping, Direct Digit. Manuf.; Springer: New York, NY, USA, 2015; pp. 245–268. [Google Scholar]
- Mazzucato, F.; Tusacciu, S.; Lai, M.; Biamino, S.; Lombardi, M.; Valente, A. Monitoring Approach to Evaluate the Performances of a New Deposition Nozzle Solution for DED Systems. Technologies 2017, 5, 29. [Google Scholar] [CrossRef]
- Li, Z.; Wei, M.; Xiao, K.; Bai, Z.; Xue, W.; Dong, C.; Wei, D.; Li, X. Microhardness and wear resistance of Al2O3-TiB2-TiC ceramic coatings on carbon steel fabricated by laser cladding. Ceram. Int. 2019, 45, 115–121. [Google Scholar] [CrossRef]
- Liu, Z.; Dong, Y.; Chu, Z.; Yang, Y.; Li, Y.; Yan, D. Corrosion behavior of plasma sprayed ceramic and metallic coatings on carbon steel in simulated seawater. Mater. Des. 2013, 52, 630–637. [Google Scholar] [CrossRef]
- Sun, W.; He, S.; Guo, G.; Zhao, H.; He, Z. Integration detection of maneuvering target in strong clutter background with high range resolution radar. Tien Tzu Hsueh Pao Acta Electron. Sin. 1998, 26, 12–15. [Google Scholar]
- Guo, G.F.; Chen, F.R.; Li, L.H. Application of laser cladding technology in surface modification of titanium alloys. Surf. Technol. 2006, 35, 66–69. [Google Scholar]
- Gao, C.; Xu, B. Advances in laser cladding ceramic particle reinforced metal mateix composite coating technology. Surf. Technol. 2008, 37, 63–66. [Google Scholar]
- Keist, J.S.; Palmer, T.A. Development of strength-hardness relationships in additively manufactured titanium alloys. Mater. Sci. Eng. A 2017, 693, 214–224. [Google Scholar] [CrossRef]
- Kumara, C.; Segerstark, A.; Hanning, F.; Dixit, N.; Joshi, S.; Moverare, J.; Nylén, P. Microstructure modelling of laser metal powder directed energy deposition of alloy 718. Addit. Manuf. 2019, 25, 357–364. [Google Scholar] [CrossRef]
- Saboori, A.; Tusacciu, S.; Busatto, M.; Lai, M.; Biamino, S.; Fino, P.; Lombardi, M. Production of Single Tracks of Ti-6Al-4V by Directed Energy Deposition to Determine the Layer Thickness for Multilayer Deposition. J. Vis. Exp. 2018, 2018, e56966. [Google Scholar] [CrossRef]
- de Lima, M.S.F.; Sankaré, S. Microstructure and mechanical behavior of laser additive manufactured AISI 316 stainless steel stringers. Mater. Des. 2014, 55, 526–532. [Google Scholar] [CrossRef]
- Dinda, G.P.; Dasgupta, A.K.; Mazumder, J. Laser aided direct metal deposition of Inconel 625 superalloy: Microstructural evolution and thermal stability. Mater. Sci. Eng. A 2009, 509, 98–104. [Google Scholar] [CrossRef]
- Lia, F.; Park, J.; Tressler, J.; Martukanitz, R. Partitioning of laser energy during directed energy deposition. Addit. Manuf. 2017, 18, 31–39. [Google Scholar] [CrossRef]
- Liu, J.; Yu, H.; Chen, C.; Weng, F.; Dai, J. Research and development status of laser cladding on magnesium alloys: A review. Opt. Lasers Eng. 2017, 93, 195–210. [Google Scholar] [CrossRef]
- Li, Y.; Zhang, P.; Bai, P.; Wu, L.; Liu, B.; Zhao, Z. Microstructure and properties of Ti/TiBCN coating on 7075 aluminum alloy by laser cladding. Surf. Coat. Technol. 2018, 334, 142–149. [Google Scholar] [CrossRef]
- Şimşir, M.; Kumruoğlu, L.C.; Özer, A. An investigation into stainless-steel/structural-alloy-steel bimetal produced by shell mould casting. Mater. Des. 2009, 30, 264–270. [Google Scholar] [CrossRef]
- Liu, L.; Zhuang, Z.; Liu, F.; Zhu, M. Additive manufacturing of steel--bronze bimetal by shaped metal deposition: Interface characteristics and tensile properties. Int. J. Adv. Manuf. Technol. 2013, 69, 2131–2137. [Google Scholar] [CrossRef]
- Gómez, X.; Echeberria, J. Microstructure and mechanical properties of carbon steel A210–superalloy Sanicro 28 bimetallic tubes. Mater. Sci. Eng. A 2003, 348, 180–191. [Google Scholar] [CrossRef]
- Liu, Z.H.; Zhang, D.Q.; Sing, S.L.; Chua, C.K.; Loh, L.E. Interfacial characterization of SLM parts in multi-material processing: Metallurgical diffusion between 316L stainless steel and C18400 copper alloy. Mater. Charact. 2014, 94, 116–125. [Google Scholar] [CrossRef]
- Bandyopadhyay, A.; Krishna, B.V.; Xue, W.; Bose, S. Application of Laser Engineered Net Shaping (LENS) to manufacture porous and functionally graded structures for load bearing implants. J. Mater. Sci. Mater. Med. 2008, 20, 29. [Google Scholar] [CrossRef]
- Al-Jamal, O.M.; Hinduja, S.; Li, L. Characteristics of the bond in Cu–H13 tool steel parts fabricated using SLM. CIRP Ann. 2008, 57, 239–242. [Google Scholar] [CrossRef]
- Guobin, L.; Jianjun, W.; Xiangzhi, L.; Guiyun, L. The properties and application of bi-metal hot-forging die. J. Mater. Process. Technol. 1998, 75, 152–156. [Google Scholar] [CrossRef]
- Nakano, J.; Miwa, Y.; Tsukada, T.; Kikuchi, M.; Kita, S.; Nemoto, Y.; Tsuji, H.; Jitsukawa, S. Characterization of 316L(N)-IG SS joint produced by hot isostatic pressing technique. J. Nucl. Mater. 2002, 307, 1568–1572. [Google Scholar] [CrossRef]
- Yilmaz, O.; Çelik, H. Electrical and thermal properties of the interface at diffusion-bonded and soldered 304 stainless steel and copper bimetal. J. Mater. Process. Technol. 2003, 141, 67–76. [Google Scholar] [CrossRef]
- Durgutlu, A.; Okuyucu, H.; Gulenc, B. Investigation of effect of the stand-off distance on interface characteristics of explosively welded copper and stainless steel. Mater. Des. 2008, 29, 1480–1484. [Google Scholar] [CrossRef]
- Xiong, B.; Cai, C.; Wan, H.; Lu, B. Fabrication of high chromium cast iron and medium carbon steel bimetal by liquid–solid casting in electromagnetic induction field. Mater. Des. 2011, 32, 2978–2982. [Google Scholar] [CrossRef]
- Krishna, B.V.; Venugopal, P.; Rao, K.P. Co-extrusion of dissimilar sintered P/M preforms—An explored route to produce bimetallic tubes. Mater. Sci. Eng. A 2005, 407, 77–83. [Google Scholar] [CrossRef]
- Baufeld, B.; van der Biest, O.; Gault, R.; Ridgway, K. Manufacturing Ti-6Al-4V components by shaped metal deposition: Microstructure and mechanical properties. IOP Conf. Ser. Mater. Sci. Eng. 2011, 26, 12001. [Google Scholar] [CrossRef]
- Onuike, B.; Bandyopadhyay, A. Additive manufacturing of Inconel 718—Ti6Al4V bimetallic structures. Addit. Manuf. 2018, 22, 844–851. [Google Scholar] [CrossRef]
- Sahasrabudhe, H.; Harrison, R.; Carpenter, C.; Bandyopadhyay, A. Stainless steel to titanium bimetallic structure using LENSTM. Addit. Manuf. 2015, 5, 1–8. [Google Scholar] [CrossRef]
- Onuike, B.; Heer, B.; Bandyopadhyay, A. Additive manufacturing of Inconel 718—Copper alloy bimetallic structure using laser engineered net shaping (LENSTM). Addit. Manuf. 2018, 21, 133–140. [Google Scholar] [CrossRef]
- Seltzer, D.; Wang, X.; Nassar, A.; Schaino, J.; Reutzal, E. System Identification and Feedback Control for Directed-Energy Metal-Based Additive Manufacturing. In Proceedings of the Solid Freeform Fabrication Proceedings, Austin, TX, USA, 10–12 August 2015. [Google Scholar]
- Reutzel, E.W.; Nassar, A.R. A Survey of Sensing and Control Systems for Machine and Process Monitoring of Directed-Energy, Metal-Based Additive Manufacturing. Rapid Prototyp. J. 2015, 21, 159–167. [Google Scholar] [CrossRef]
- Camp, J.D.; Bergan, P. Implementation of Laser Repair Process for Navy Aluminum Components. In Proceedings of the Diminishing Manufacturing Sources and Material Shortages Conference, Phoenix, AZ, USA, 2–5 December 2019. [Google Scholar]
- Bremer, C. Adaptive Welding Strategies for Repair and Overhaul of Turbine Blades and Blisks. In Proceedings of the 3rd LANE, Laser Assisted Net Shape Engineering 3, Erlangen, Germany, 28–31 August 2001. [Google Scholar]
- Stefan, K. An Advanced Repair Technique: Laser Powder Build-up Welding. Sulzer Tech. Rev. 2001, 83, 4–6. [Google Scholar]
- Kistler, N.A.; Corbin, D.J.; Nassar, A.R.; Reutzel, E.W.; Beese, M.A. Effect of processing conditions on the microstructure, porosity, and mechanical properties of Ti-6Al-4V repair fabricated by directed energy deposition. J. Mater. Process. Technol. 2019, 264, 172–181. [Google Scholar] [CrossRef]
- Liu, Q.; Wang, Y.; Zheng, H.; Tang, K.; Li, H.; Gong, S. TC17 titanium alloy laser melting deposition repair process and properties. Opt. Laser Technol. 2016, 82, 1–9. [Google Scholar] [CrossRef]
- Kumar, L.J.; Nair, C.G.K. Laser metal deposition repair applications for Inconel 718 alloy. Mater. Today Proc. 2017, 4, 11068–11077. [Google Scholar] [CrossRef]
- da Sun, S.; Liu, Q.; Brandt, M.; Janardhana, M.; Clark, G. Microstructure and mechanical properties of laser cladding repair of aisi 4340 steel. In Proceedings of the 28th International Congress of the Aeronautical Sciences, Brisbane, Australia, 23–28 September 2012. [Google Scholar]
- Griffith, M.L. Understanding the microstructure and properties of components fabricated by laser engineered net shaping (LENSTM). Mat. Res. Soc. Symp. Proc. 2000, 625. [Google Scholar] [CrossRef]
- Zhu, S.; Chen, W.; Zhan, X.; Ding, L.; Zhou, J. Parameter optimisation of laser cladding repair for an Invar alloy mould. Proc. Inst. Mech. Eng. Part B: J. Eng. Manuf. 2018. [Google Scholar] [CrossRef]
- Yu, J.-H.; Choi, Y.-S.; Shim, D.-S.; Park, S.-H. Repairing casting part using laser assisted additive metal-layer deposition and its mechanical properties. Opt. Laser Technol. 2018, 106, 87–93. [Google Scholar] [CrossRef]
- Kattire, P.; Paul, S.; Singh, R.; Yan, W. Experimental characterization of laser cladding of CPM 9V on H13 tool steel for die repair applications. J. Manuf. Process. 2015, 20, 492–499. [Google Scholar] [CrossRef]
- Paydas, H.; Mertens, A.; Carrus, R.; Lecomte-Beckers, J.; Tchuindjang, J.T. Laser cladding as repair technology for Ti-6Al-4V alloy: Influence of building strategy on microstructure and hardness. Mater. Des. 2015, 85, 497–510. [Google Scholar] [CrossRef]
- Onuike, B.; Bandyopadhyay, A. Additive manufacturing in repair: Influence of processing parameters on properties of Inconel 718. Mater. Lett. 2019, 252, 256–259. [Google Scholar] [CrossRef]
- Borrego, L.P.; Pires, J.T.B.; Costa, J.M.; Ferreira, J.M. Mould steels repaired by laser welding. Eng. Fail. Anal. 2009, 16, 596–607. [Google Scholar] [CrossRef]
- Grum, J.; Slabe, J.M. Possibility of introducing laser surfacing into maintenance service of die-casting dies. Surf. Coat. Technol. 2004, 180, 596–602. [Google Scholar] [CrossRef]
- Clare, A.T.; Oyelola, O.; Abioye, T.E.; Farayibi, P.K. Laser cladding of rail steel with Co–Cr. Surf. Eng. 2013, 29, 731–736. [Google Scholar] [CrossRef]
- Leunda, J.; Soriano, C.; Sanz, C.; Navas, V.G. Laser Cladding of Vanadium-Carbide Tool Steels for Die Repair. Phys. Procedia 2011, 12, 345–352. [Google Scholar] [CrossRef]
- van Rooyen, C.; Burger, H.; Theron, M.; Doubell, P. In-situ Crack Repair by Laser Cladding. In Proceedings of the Fifth Int. WLT-Conference Lasers Manuf, Munich, Germany, 15–18 June 2009. [Google Scholar]
- Koehler, H.; Partes, K.; Seefeld, T.; Vollertsen, F. Laser reconditioning of crankshafts: From lab to application. Phys. Procedia 2010, 5, 387–397. [Google Scholar] [CrossRef]
- Mudge, R.P.; Wald, N.R. Laser Engineered Net Shaping Advances Additive Manufacturing and Repair. Weld. J. N. Y. 2007, 86, 44. [Google Scholar]
- Available online: https://www.kimi-sa.com/marine/diesel-engine-machinery/four-stroke-piston-repair (accessed on 1 July 2019).
- Bendeich, P.; Alam, N.; Brandt, M.; Carr, D.; Short, K.; Blevins, R.; Curfs, C.; Kirstein, O.; Atkinson, G.; Holden, T.; et al. Residual stress measurements in laser clad repaired low pressure turbine blades for the power industry. Mater. Sci. Eng. A 2006, 437, 70–74. [Google Scholar] [CrossRef]
- Rottwinkel, B.; Nölke, C.; Kaierle, S.; Wesling, V. Crack Repair of Single Crystal Turbine Blades Using Laser Cladding Technology. Procedia CIRP 2014, 22, 263–267. [Google Scholar] [CrossRef]
- Yilmaz, O.; Gindy, N.; Gao, J. A repair and overhaul methodology for aeroengine components. Robot. Comput. Integr. Manuf. 2010, 26, 190–201. [Google Scholar] [CrossRef]
- Pleterski, M.; Tušek, J.; Kosec, L.; Muhič, M.; Muhič, T. Laser Repair welding of molds with various pulse shapes. Metalurgija 2010, 49, 41–44. [Google Scholar]
- Persson, A.; Hogmark, S.; Bergström, J. Thermal fatigue cracking of surface engineered hot work tool steels. Surf. Coat. Technol. 2005, 191, 216–227. [Google Scholar] [CrossRef]
- Jhavar, S.; Paul, C.P.; Jain, N.K. Causes of failure and repairing options for dies and molds: A review. Eng. Fail. Anal. 2013, 34, 519–535. [Google Scholar] [CrossRef]
- Sun, Y.; Hanaki, S.; Uchida, H.; Sunada, H.; Tsujii, N. Repair effect of hot work tool steel by laser-melting process. J. Mater. Sci. Technol. 2003, 19, 91–93. [Google Scholar]
- Ebara, R.; Kubota, K. Failure analysis of hot forging dies for automotive components. Eng. Fail. Anal. 2008, 15, 881–893. [Google Scholar] [CrossRef]
- Lewis, S.R.; Lewis, R.; Fletcher, D.I. Assessment of laser cladding as an option for repairing/enhancing rails. Wear 2015, 330, 581–591. [Google Scholar] [CrossRef]
- Liu, X.; Zhang, K.; Li, M. Laser Cladding Device for In Situ Repairs of Marine Crankshafts. Adv. Mater. Res. 2013, 712, 709–714. [Google Scholar] [CrossRef]
- Kaierle, S.; Overmeyer, L.; Alfred, I.; Rottwinkel, B.; Hermsdorf, J.; Wesling, V.; Weidlich, N. Single-crystal turbine blade tip repair by laser cladding and remelting. CIRP J. Manuf. Sci. Technol. 2017, 19, 196–199. [Google Scholar] [CrossRef]
- Zhang, X.; Li, W.; Cui, W.; Liou, F. Modeling of worn surface geometry for engine blade repair using Laser-aided Direct Metal Deposition process. Manuf. Lett. 2018, 15, 1–4. [Google Scholar] [CrossRef]
- Nowotny, S.; Scharek, S.; Beyer, E.; Richter, K.-H. Laser Beam Build-Up Welding: Precision in Repair, Surface Cladding, and Direct 3D Metal Deposition. J. Therm. Spray Technol. 2007, 16, 344–348. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Process | Post-Processing | Advantage | Disadvantage | Ref. |
|---|---|---|---|---|
| GTAW/TIG |
|
|
| [21,22] |
| Electro Spark |
|
|
| [25] |
| HVOF |
|
|
| [23,24] |
| Laser-based processes, such as DED |
|
|
| [26,27,28] |
| PTAW |
|
|
| [29,30] |
| Type of Repair | Repairing Corroded Steam Generator [12] | High-Value Al Parts That Underwent Wear [68] | Steel Molds That Underwent Wear [69] | Corroded Gas Turbine Blade [70] |
|---|---|---|---|---|
| Laser | 1000 W, CO2 | 1.0 KW, YAG | CO2 | N/A |
| Materials | NA | Al alloy | Tool steel | IN 738 |
| Gas | He | Ar or He | Ar or He | Ar |
| Control | Operated through an umbilical cord from a trailer by an operator using commands to a computer, which calculated the angles and position of each axis of the arm. | A six-axis assembly robot, which had special end-of-arm robotic tooling, containing the laser lens, powder tube, inert gas tube, and fume elimination system as a single unit | N/A | N/A |
| System arrangement | A six-axis robotic arm was used along with cameras for position detection and non-destructive examination sensors | A special fixture table was designed for fixing and rotating shells | N/A | The 3D digitizing system was used to create a 3D model of the components |
| Process | UTS (MPa) | YS (MPa) | Ε (%) | Ref. |
|---|---|---|---|---|
| Annealed bar | 841 | 403 | 30 | [75] |
| DED as-Build | 815 | 487 | 69 | [18] |
| Repair by DED | 793 | 482 | 56 | [18] |
| Component | Material | Ref. |
|---|---|---|
| Mold, Die, Tools | Steel | [78,81,82] |
| Rails | Steel | [83,84] |
| Vessels | Steel | [85] |
| Crankshaft | Steel | [86] |
| Driveshaft | Steel | [87] |
| Marin piston | Steel | [88] |
| Gas turbine compressor seal | Ni-based superalloy | [87] |
| Low-pressure turbine blades | Ni-based superalloy | [89] |
| Turbine airfoils | Ni-based superalloys | [18] |
| High-pressure single-crystal turbine blades | Ni-based superalloys | [90] |
| Thin-curved compressor blade | Ni-based superalloys | [91] |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Saboori, A.; Aversa, A.; Marchese, G.; Biamino, S.; Lombardi, M.; Fino, P. Application of Directed Energy Deposition-Based Additive Manufacturing in Repair. Appl. Sci. 2019, 9, 3316. https://doi.org/10.3390/app9163316
Saboori A, Aversa A, Marchese G, Biamino S, Lombardi M, Fino P. Application of Directed Energy Deposition-Based Additive Manufacturing in Repair. Applied Sciences. 2019; 9(16):3316. https://doi.org/10.3390/app9163316
Chicago/Turabian StyleSaboori, Abdollah, Alberta Aversa, Giulio Marchese, Sara Biamino, Mariangela Lombardi, and Paolo Fino. 2019. "Application of Directed Energy Deposition-Based Additive Manufacturing in Repair" Applied Sciences 9, no. 16: 3316. https://doi.org/10.3390/app9163316
APA StyleSaboori, A., Aversa, A., Marchese, G., Biamino, S., Lombardi, M., & Fino, P. (2019). Application of Directed Energy Deposition-Based Additive Manufacturing in Repair. Applied Sciences, 9(16), 3316. https://doi.org/10.3390/app9163316