3.1. Micromachining with High-Energy Pulses in Air and with a Water Layer Covering the Sample
As stated above, the micromachining process is more efficient when cutting the samples if the water layer is present, however, it should be noted that this is true only when cutting thick (>400 µm) samples. In fact, if the thickness is below a certain value, cutting in ambient air is faster as compared with cutting in water. When cutting the samples, a number of passes (repetitions/number of pulses) along the same path are required in order to reach a certain depth.
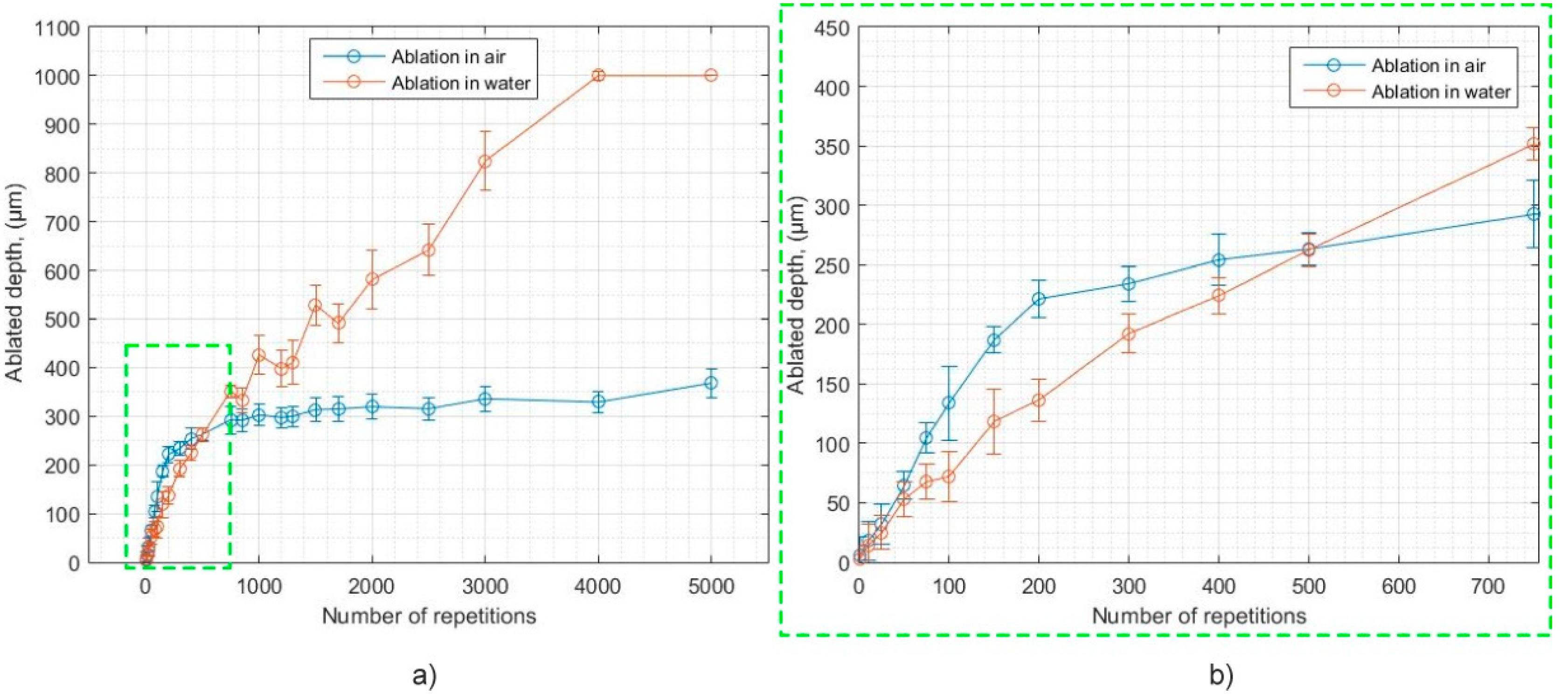
Figure 4 shows how the depth evolves when the samples are cut with a given set of laser parameters. It is worth noting that the data in
Figure 4 was acquired with an average power of 2 W, which is a departure from the settings displayed in the other graphs (typically 10 W). This was done because the glass is prone to cracking or shattering at higher average power settings (only when cutting in air) and a direct comparison between the two cases is otherwise not possible, however the same tendencies hold. It is worth mentioning that for an average laser power of 10 W the absolute levels displayed in the graph are different. However, given these specific settings, the depth increases faster for ablation in air for the first ~250 µm, and then slows down from that point, whereas, for the cutting in water the slope of the curve changes at a slower rate. Ablation in air follows a logarithmic dependence and shows a saturating effect after a certain depth has been reached. This saturation is caused by the V-shape formation and a resulting drop in fluence as the area of the surface increases. In fact, cutting through the entire 1-mm thick sample is impossible when cutting in air. Since the impinging pulses do not produce efficient ablation, a portion of the energy is still absorbed and manifests as thermal input into the sample. Transparent materials are brittle, and therefore due to the thermal load and tensile stress emerging around the cut area, the sample cracks or shatters [
48].
For cutting in water, a logarithmic dependency is still observed, however the saturation in depth does not occur for the cutting of 1-mm thick samples. Interestingly, from the graph provided in
Figure 4, from a depth of 400 µm to 1 mm, the increase is almost linear for cutting in water. Such a dependency suggests that for cutting materials in water, the fluence projected onto the walls and bottom of the groove does not decrease as fast as it does for cutting in air, or is compensated in some way, i.e., the V-shape formation is not as pronounced or is suppressed due to certain phenomena happening while the beam is propagating within the water layer. However, if the depth increases semilinearly it implies that the Gaussian intensity distribution must have been transformed, since the amount of energy does not increase during micromachining. In addition, the transformed distribution must be sustained along the propagation direction for at least 600 µm given the studied case. It must be noted, that such an outcome (depicted in
Figure 4) cannot occur if the spatial intensity distribution is Gaussian, regardless of the beam dimensions, due to the nonzero gradient of the Gaussian intensity distribution.
This departure from the conventional case (ablation in air vs. ablation in water) was understood by modelling the propagation of a high-intensity beam within a non-linearly absorbing medium (water) by means of the non-linear modified Schrodinger Equation (2). In this case, the energy of the pulses was taken as 140 µJ (fluence = 25.4 J/cm
2) at 260 fs and from this the peak power exceeds the critical power for self-focusing (CPSF) by approximately 100-fold. The incident peak power,
Pin, in this case reads 614 MW, the nonlinear index of refraction was taken as 3 × 10
16 from the recently published data in [
49]. The CPSF in this case is approximately 4 MW. For the numerical simulations, the intensity
A(r, L, t)2 and energy density distributions were evaluated at different locations along the beam’s propagation direction
L. Our calculations were performed for
Pin = 100 PCR in order to speed up the convergence of the solution with the numerical algorithm used. Accordingly, the input amplitude reads as
. The beam waist at the input plane (on top of the layer of water) was taken as 22 µm.
As will be shown later, the transformation of the beam, the rate of energy losses (dE/dZ), and breakup are largely impacted by the setting of the focal position relative to the surface of the sample (or layer of water).
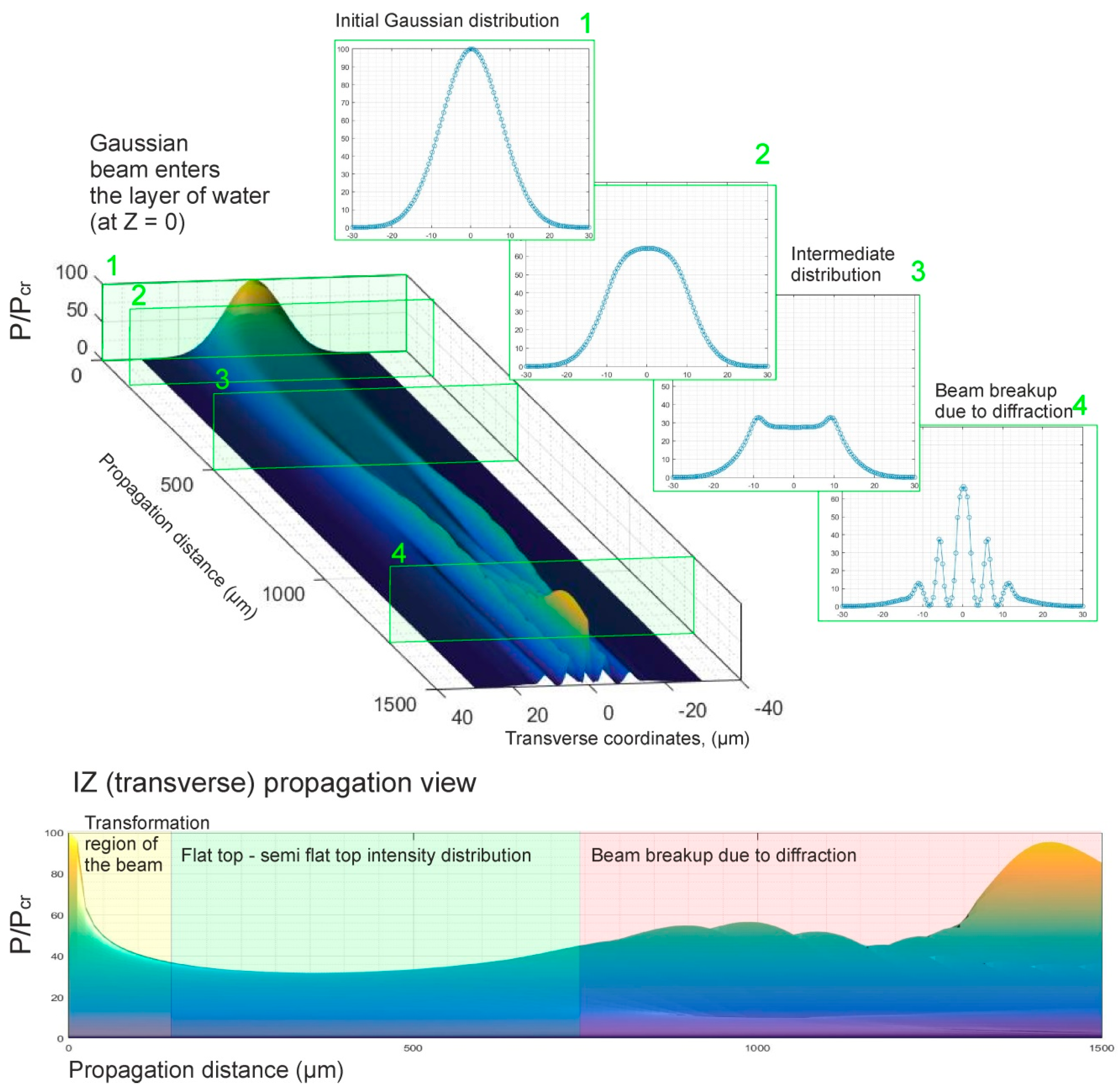
Figure 5 shows how the beam propagates within the water layer given a specific focusing case (on the surface of the sample) and the parameters listed above. However, it is worth pointing out that this case should be regarded as only one of the possible outcomes illustrating the flattening of the Gaussian intensity distribution. For a different set of parameters, the relative lengths of the transformation region of the beam, flat-top/semi flat-top region and beam breakup due to diffraction and self-focusing may be significantly different. In addition, the transformation of the beam is mostly impacted by the initial energy of the pulse as well as the material properties (n
2 and non-linear losses). Moreover, the three different regions displayed in
Figure 5 are a result of how fast the energy is lost when the beam enters the non-linear medium (water) and how fast the phase accumulates during propagation. This is not intuitive to predict since this is a non-linear process and every case needs a separate simulation, however if the peak power exceeds P
CR by less than 10-fold, a multiple filamentation process is likely due to the initial intensity modulation of the beam, in which case the flat-top–semi flat-top intensity distribution does not manifest. This case is not beneficial for the micromachining of deep microchannels. If the peak power is above the stated value, the flattening of the Gaussian distribution may commence and the higher the pulse energy the faster (propagation distance wise) this happens. For the 40
PCR, the flat-top/semi flat-top region starts after approximately 400 µm of propagation and is sustained for another 350–400 µm. For the 200
PCR, we predict that the flat-top–semi flat-top intensity distribution would manifest approximately after 25–50 µm of propagation and would be sustained by another 1000 µm.
In the studied case it is important to note that, within a non-linearly absorbing medium, the Gaussian intensity distribution changes very rapidly and resembles a hyper-Gaussian distribution only after approximately 25 µm within the medium, while the drop in the intensity is approximately 20%. After approximately 100 µm of propagation, the beam flattens even more and resembles a flat-top distribution but with the peripheral tails present. It is surprising that from this point up to 550 µm of propagation this intensity distribution is somewhat sustained, while the losses in intensity are only 50%. After this point, the flat-top intensity distribution breaks up due to diffraction and self-focusing (this is confirmed via the numerical model). It was also noticed that the self-focusing term is mostly responsible for the region where the beam breaks up. In addition, it does not decrease the transverse dimensions of the beam but produces the two peaks near the peripheral region which are visible in
Figure 5 (see intermediate distribution 3). However, it manifests only after approximately 400 µm of propagation in the case studied, since the phase difference accumulates slowly in the peripheral region while the beam is propagating. It was noticed, that the diffraction term plays a negligible role in the transformation of the beam, in fact, if the diffraction term is omitted from Equation (2), the results shown in
Figure 5 do not change. This is reasonable, taking into account the focusing conditions of the studied case as well as the wavelength. In order for the diffraction term to have an impact on the results, the propagation distance should be longer by at least an order of magnitude and this is confirmed via the numerical model.
As discussed previously, from the micromachining point of view the flat-top/semi flat-top intensity distribution region is the most interesting for micromachining, since the ablation rate should remain constant as the region of the zero gradient would not contribute to the self-steepening of the channel walls, and ultimately would not produce a drop in the fluence on the surface of the sample. From this simulation, it is deduced that the thickness of the water layer should be set to approximately 100 µm, since that is sufficient to transform the beam to a flat-top distribution. However, due to the surface tension of the water, water thickness values below 300 µm are difficult to achieve in practice, though undeniably the lowest values of the water layer should provide the best results in material removal (cutting).
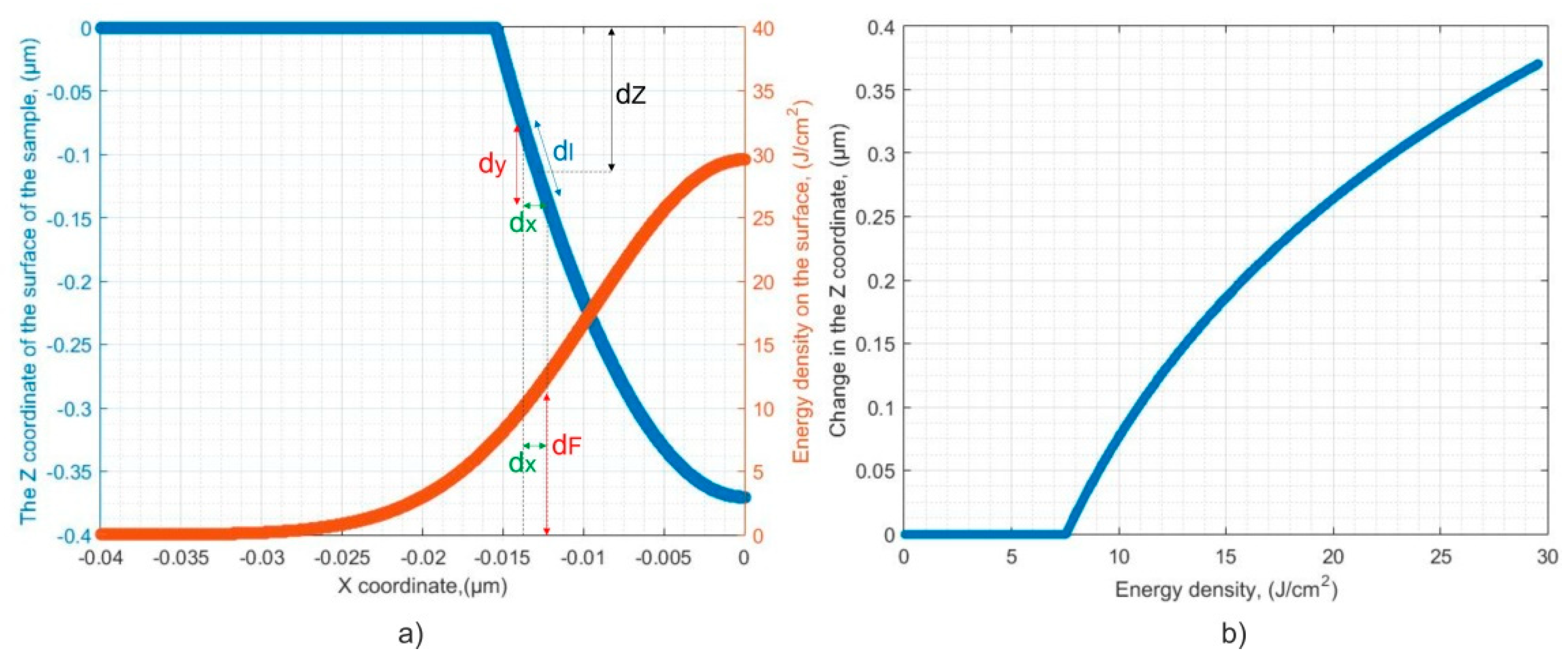
Using the semi-empirical model described in
Section 2.3 (using Equation (4)) and the intensity distribution acquired from the results shown in
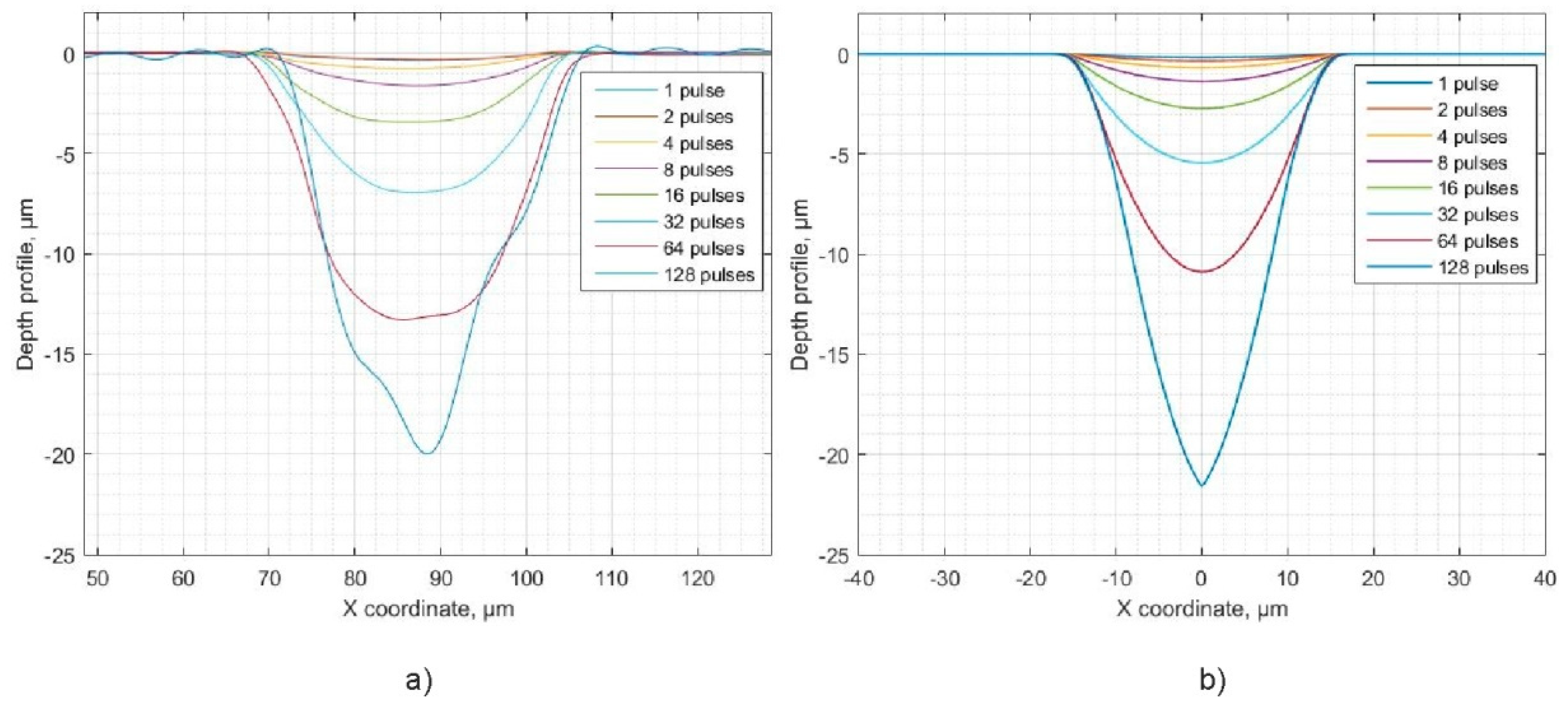
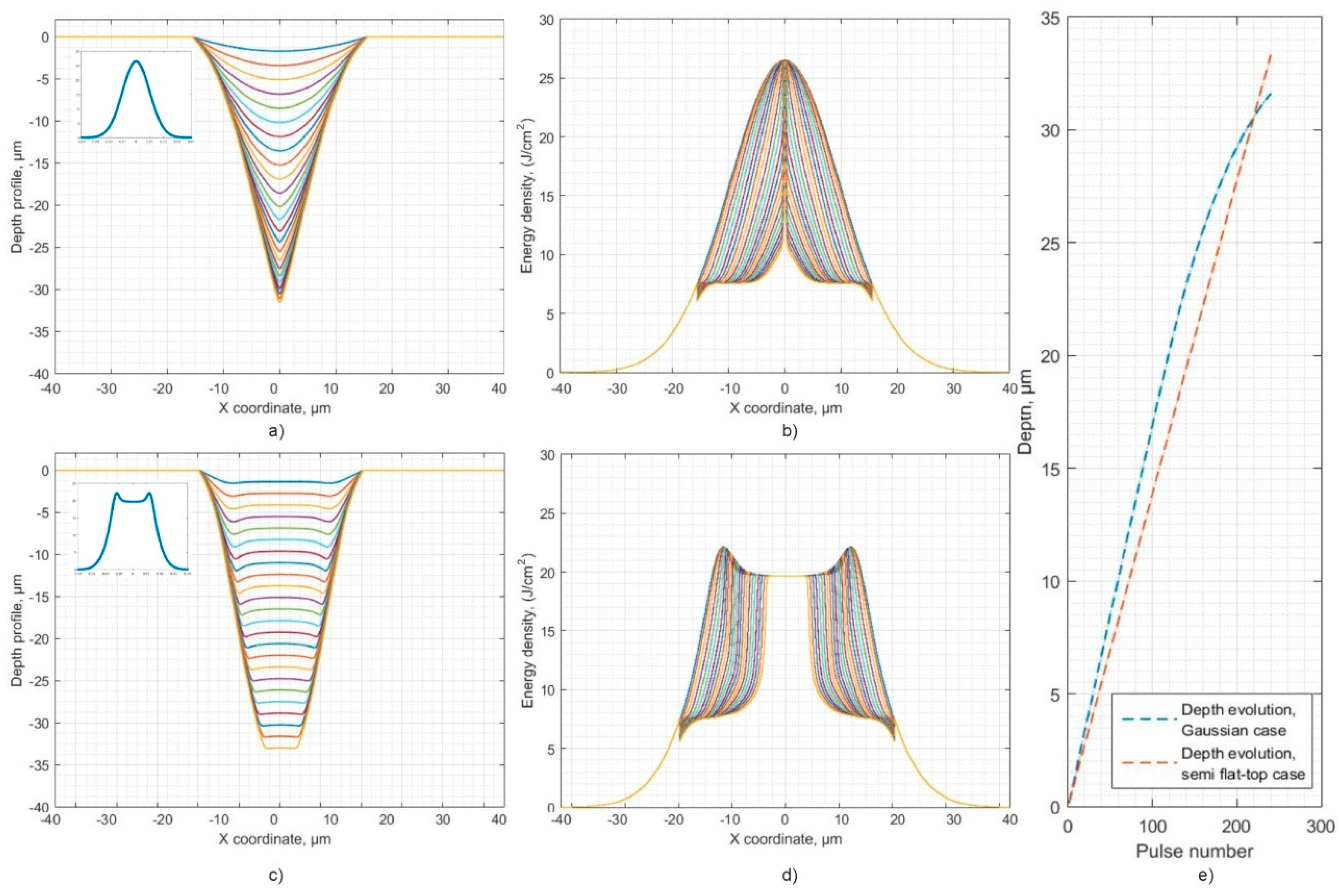
Figure 5, the formation of the craters when a transformed beam produces ablation on the sample was investigated. Two different cases were investigated. First, the beam impinges on the surface of the sample having a Gaussian intensity distribution (the full energy of the pulse is used). Secondly, a transformed semi flat-top beam, which has sustained energy losses due to non-linear absorption in the water, impinges on the surface of the sample. The results are displayed in
Figure 6. Here, the case is confirmed that the Gaussian intensity distribution (which has more energy as compared with the semi flat-top intensity distribution) produces deeper craters at first, however due to the changing shape of the crater, the energy density within the impingement zone drops due to the increase of the surface area, and the ablation rate slows down. The change in the energy density (fluence) after consecutive pulses is illustrated in
Figure 6. For the semi flat-top intensity distribution, the ablation rate is lower at first as compared with the Gaussian case, since the beam experienced losses of 25% within the water layer. However, due to the differences in the gradient (Gaussian vs. semi flat-top) the semi flat-top intensity distribution does not converge to a V-shape as fast as it does in the Gaussian case. Therefore, from the depth vs. number of pulses plot (see
Figure 6e) it is observed that initially the Gaussian pulses produce deeper craters, but ultimately the depth becomes larger in the semi flat-top case, and the two curves cross each other, which agrees well with the experimental data shown in the right side (b) of
Figure 4. Note, that the intensity distribution was chosen somewhat arbitrarily between points two and three (see right side of
Figure 5), since this is the part that produces the micromachined channels in the real experiments. The authors would like to point out that these numerical simulations should be considered as qualitative and not quantitative representations of the occurring phenomena. From the data provided in
Figure 5, it is known that within the water layer the intensity distribution is constantly changing as the beam propagates deeper within the water, and as the crater forms it is also filled with a mixture of water and vapor. In order to portray a real scenario, a change of the intensity distribution should also be considered. In addition, it is known [
50] that under similar experimental conditions the cavitation bubbles that emerge due to the absorption of light do not escape the impingement zone for as long as 100 µs, which means that the subsequent pulses hit a modified layer of water resembling a mixture of water and vapor. The mixture of water and vapor has different dielectric and non-linear absorption properties, as well as a different non-linear refractive index (n
2), and furthermore, it produces scattering of the light. The stated properties of such a modified layer remain unknown, as they are difficult to probe experimentally due to the transient dynamics of the cavitation zone. Numerical simulations of the formation of the cavitation zone and its evolution within a constrained space requires dealing with complicated fluid dynamics, and such numerical simulations lie far beyond the scope of this study. However, even omitting the previously stated phenomena, similarities between the experimental and numerical curves are present, which suggests that the main driving factor when ablating with femtosecond pulses in water is the non-linear absorption-induced transformation of Gaussian intensity distribution. It is believed that, as the water transforms into vapor, the non-linear losses decrease as it becomes an intermediate state between air and water. Such a process is beneficial since the actual crater is sometimes >1 mm deep in real-world applications. By observing (see
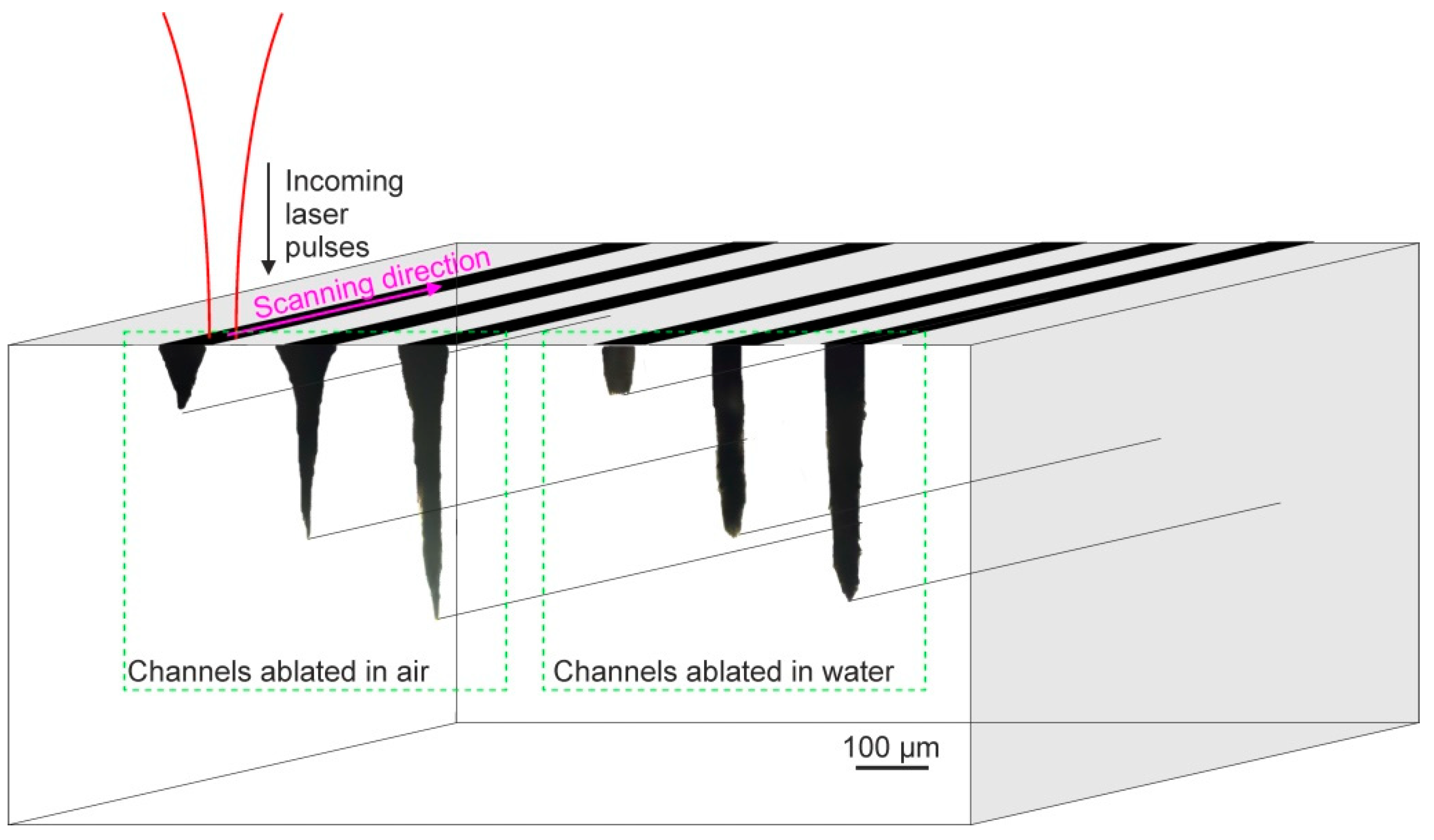
Figure 7) the deep craters produced when ablating in ambient air and with a layer of water present, it is clearly seen that, for ablation in air the craters exhibit a sharp apex at the very bottom, whereas, the bottom looks blunt for ablation in water, axiomatically proving that the surface area is lower in this case, whereas, the depth is similar.
3.2. Impact of Focal Position when Cutting the Samples in Air and While Covered with a Water Layer
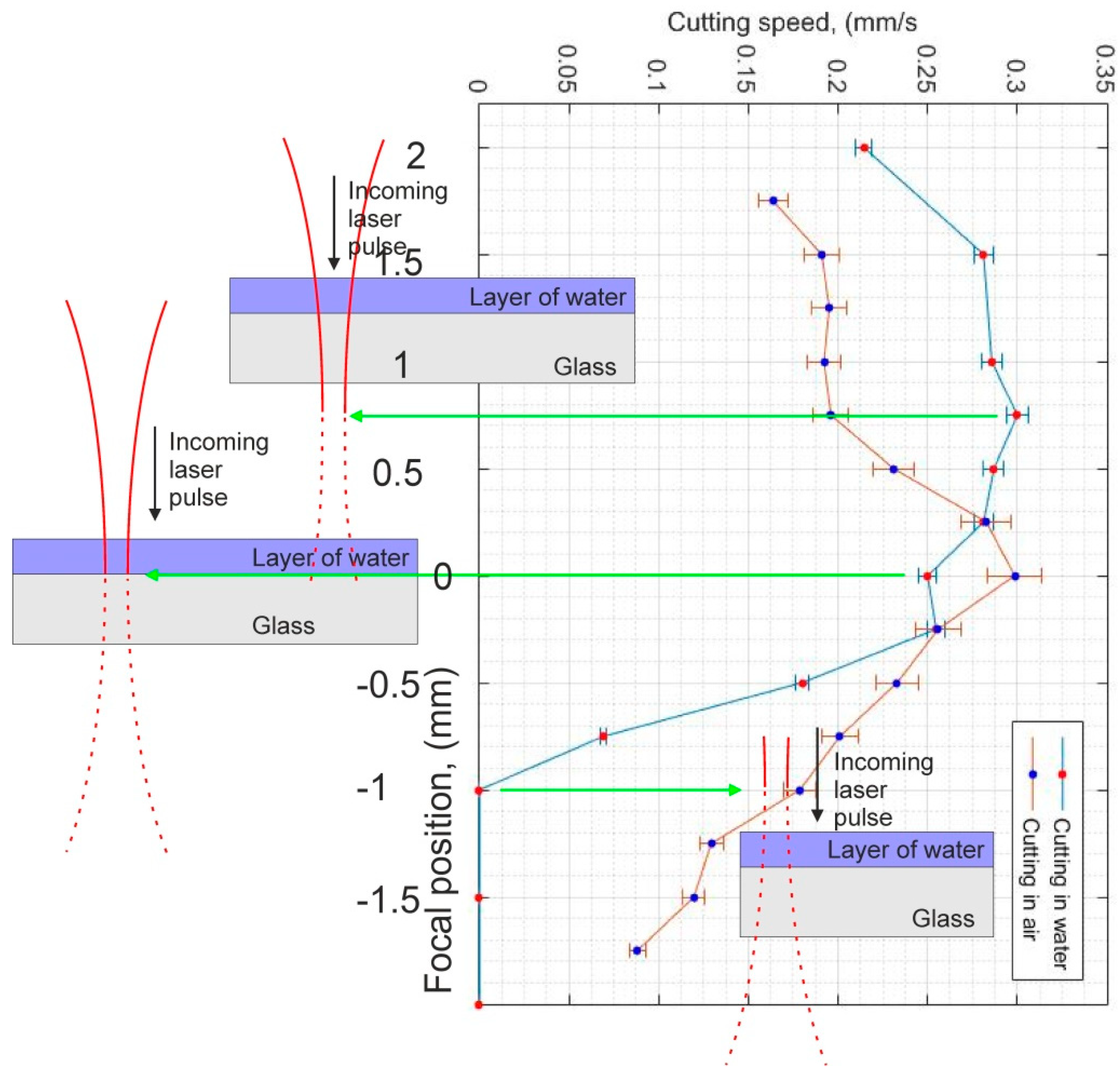
We observed that, for cutting in water, the position of the focal point relative to the surface of the sample exhibits an unusual departure from the conventional case of focusing the pulses in air. Fabrication efficiency is highest when the focal position is shifted below the surface of the sample and remains constant for a specific range of the focal position setting (in our studied range of parameters this was approximately 1 mm). It is worth mentioning that, given our focusing conditions, the Rayleigh range is approximately 1.1 mm which is larger than the thickness of the sample. In the graph presented in
Figure 8 two different cases of cutting in air and in water are presented. The cutting rate is defined as an average cutting throughput for 1-mm thick, soda-lime glass samples at different focal position settings. For cutting in air, the cutting throughput is approximately the same within the Rayleigh range regardless of which direction (up or down) the focus is shifted. The graph peaks at the focal position as is expected and drops going in both directions, since the fluence scales as the square of the diameter of the beam and the diameter has the lowest value at this point. It should be mentioned that through-cuts (in 1-mm thick samples) were not produced for the cutting in air and the graph represents a dependency when 400 µm deep trenches were ablated. The cutting speed absolute values are valid only for the cutting in water; therefore, the curve that represents cutting in air should only be taken as a reference for the shape.
For cutting in water, a peak exceeding the error values was not observed. Instead, the cutting rate is somewhat constant, in the range from 1.5 mm to 0.5 mm below the surface of the sample, and afterwards it starts to drop. The ideal point for cutting would be to set the focus at approximately 0.75–1 mm below the surface of the sample. Interestingly, the cutting rate is lower by approximately 20% if the focal position is set at the surface of the sample (the ideal case when focusing in air). Shifting the focal position upwards even further results in a steep drop in cutting rate which ultimately becomes zero (meaning that it is impossible to produce a through-cut regardless of how long the fabrication is carried out) if the focal position is shifted 1 mm above the surface of the sample. It is worth mentioning that the focus positions are understood as the geometrical position relative to the surface plane, and the refraction of the beam passing through two materials having different refractive indices (water and glass) was not taken into consideration since the focusing was carried out with a long focal length (low NA) lens and the angle at which the beam hits the surface is near perpendicular. The asymmetry when translating the focal position in both directions relative to the surface of the sample cannot be explained in the conventional case. It is a result of the non-linear propagation of the beam within the water layer and its transformation from a Gaussian distribution, as described previously.
When the beam is focused precisely at the surface of the sample, the beam undergoes the transformation process from Gaussian to semi flat-top, however this happens at the cost of energy losses at the central part of the beam, as described previously. When modelling this scenario, it was noticed that in this case the beam exhibits the largest losses in the central part of the beam as compared with the other cases, and although this does produce ablation, a more efficient setting can be found.
When the focal position is set above the water, the energy losses are not as great as compared with the previous case, however the beam still expands because of the initial curvature of the wavefront present as a result of focusing with the lens. Therefore, the beam arrives at the surface having a larger radius, and the ablation process is slower as compared with the third case of focusing due to the lower intensity.
When the geometrical focal position is set below the surface of the sample, due to the larger radius of the beam travelling through the water layer, energy losses are not as great as compared with the first case, however the radius of the beam decreases because of the curved wavefront due to the lens focusing. In this case, the energy losses are lower as compared with the first case of focusing, whereas, the diameter of the beam at the surface is lower than the second case of focusing. In addition, the minimal radius is achieved at a certain depth of the sample. This balance between the differences of the radius and non-linear losses produces the flat plateau seen in
Figure 8 with no clear maximum.
It is worth mentioning that, even though the best results (in terms of micromachining throughput) are obtained when the focal position is set 0.75 mm below the surface of the sample, since the beam is slightly defocused at the surface a larger crater (~80 µm), by approximately 30%, is produced as compared with a setting at position 0. The formation of the craters (as described in
Figure 6) is not impacted by the defocusing and the same V-shape craters are created when focusing in air, whereas, the craters with a blunt apex are created when focusing in water.
3.3. Impact of Repetition Rate (Pulse Energy) for Different Thickness Settings of the Water Layer
The process is significantly impacted by the repetition rate of the laser (pulse energy) while keeping the same average power (10 W), as well as by the thickness of the water layer that is set.
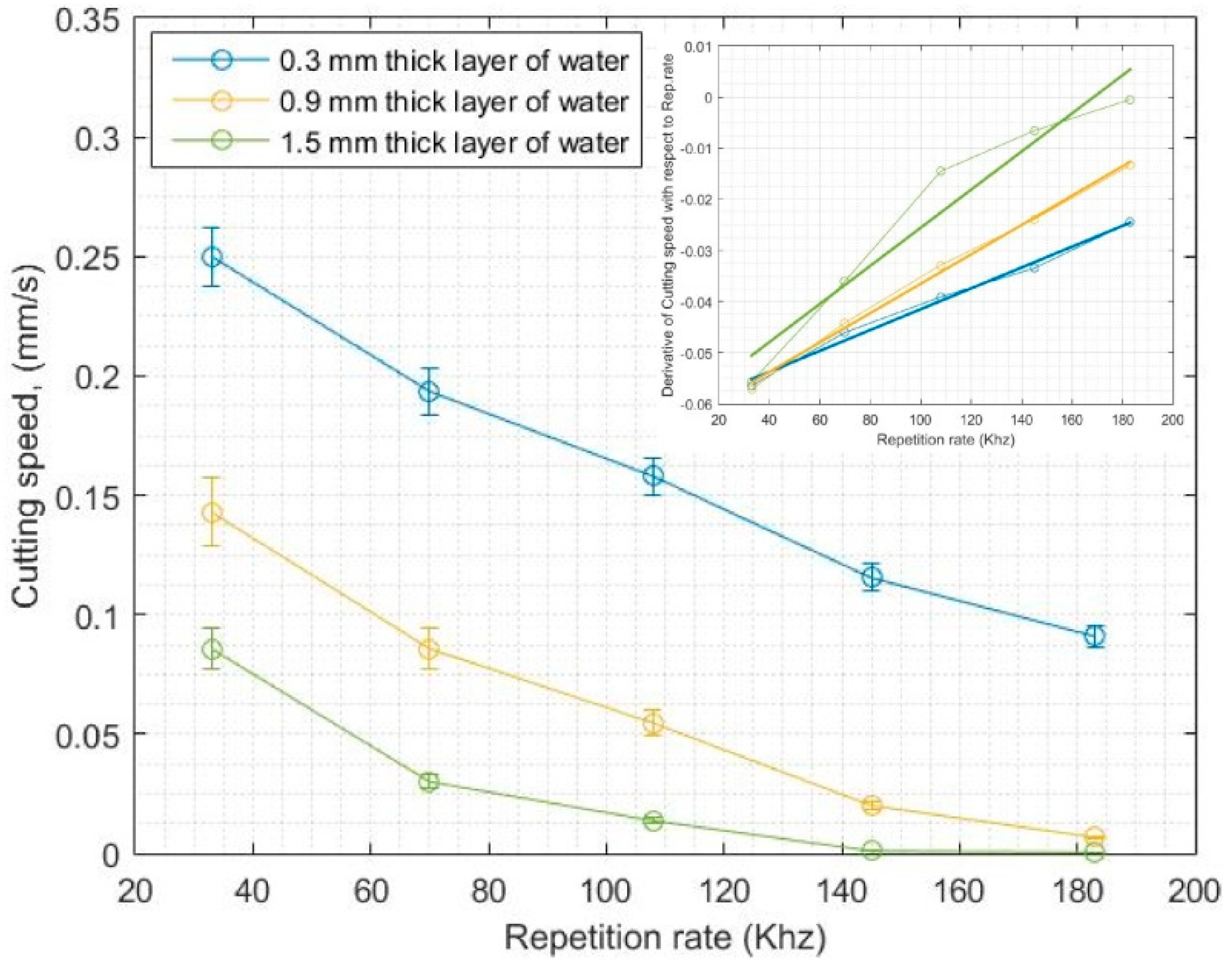
Figure 9 shows how the cutting speed varies when changing the repetition rate of the laser and when the thickness of the water layer is varied. On the basis of the considerations provided above with respect to the propagation of the beam when a layer of water is present above the sample, the outcomes when changing these parameters are not as intuitive as they are for ablation in air. It has already been demonstrated for high-energy pulses (>100 µJ, 18 J/cm
2) that efficient cutting of the material is possible due to the transformation of the Gaussian intensity distribution. However, it is also evident that after a certain propagation distance, the beam breaks up and the intensity distribution resembles a complicated function with several peaks. The gradient of such a distribution has large absolute values, and overall this case is not suited for material removal since the energy density drops rapidly near the ablation threshold due to the change in the surface area. As shown in
Figure 9, for the lowest repetition rate and thickness of the water-layer settings, the cutting rate is always highest and follows a quadratic drop when the repetition rate is increased. However, when changing from the minimum (0.3 mm) to the maximum (1.5 mm) setting of the water depth, the result changes several fold for the low-repetition rate setting and by a few orders of magnitude for the high-repetition rate setting. It appears that there is a linear interaction [
51,
52] between these two parameters, i.e., the result (cutting speed) scales as the linear product of the two parameters times a constant. By taking the derivative of the result (cutting speed) over the repetition rate for the three different cases of water, we see that the angle of the derivative increases, confirming that a linear interaction is present (see inset of
Figure 9). This shows that the overall process is sensitive to variations in the thickness of the water layer and this sensitivity is dependent on the repetition rate. For the other micromachining parameters listed here, an analogous interaction was not detected. From an engineering point of view, the thickness of the water layer is the most difficult parameter to control since the wettability of the sample plays a part when adjusting the thickness. If the sample exhibits poor wettability due to surface contamination, droplets may form instead of a smooth even surface. Overall it is concluded that the process of micromachining when a water layer is present above the samples is practical only for the high-energy (>100 µJ, 18 J/cm
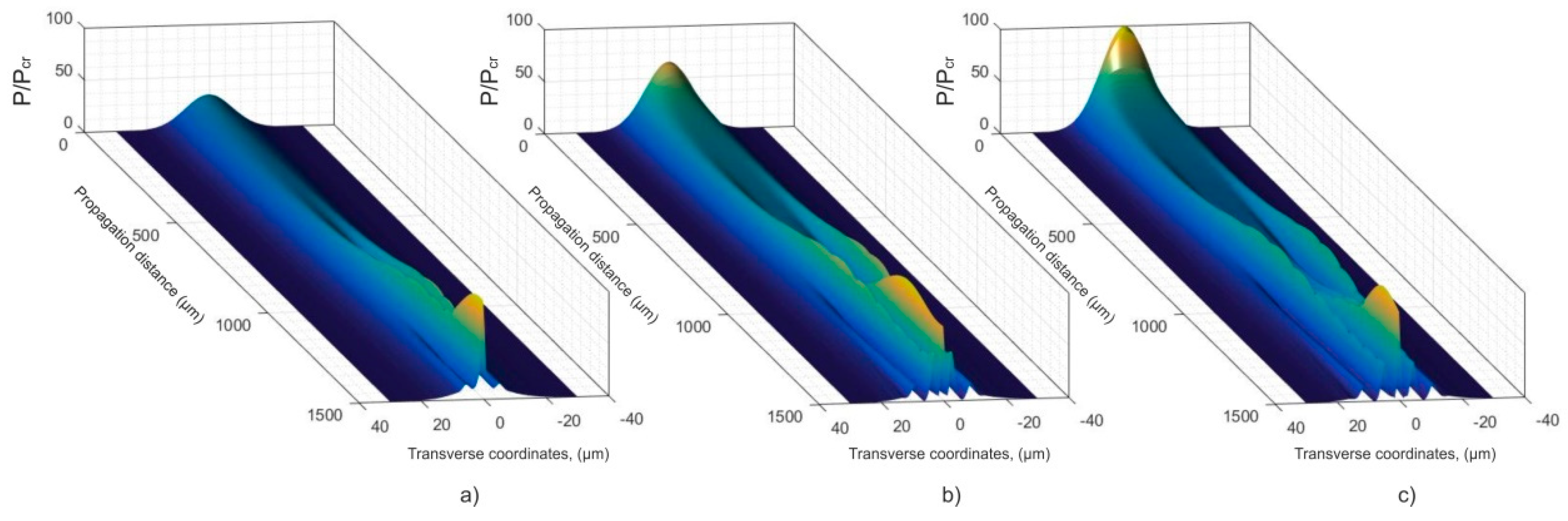
2) pulses (low repetition rate). To explain the interaction between the parameters, the propagation of the beam through 1.5 mm of water was simulated for three different energy settings (for consistency this will be displayed as the ratio P/P
CR).
The result is described in
Figure 10. For the 100 P
CR, the situation is the same as described previously, i.e., the beam transforms to a semi flat-top distribution after less than 100 µm of propagation and retains this shape for another 800 µm of propagation. For the 33 P
CR, the energy losses are not as rapid, and therefore the transformation of the Gaussian distribution to a near flat-top distribution occurs after approximately 500 µm of propagation. However, this shape is retained for only another 300 µm of propagation. This occurs because the beam has propagated for a relatively long distance while still having a Gaussian distribution (and non-zero gradient) and the phase accumulation due to the self-focusing term becomes significant enough to break up the beam relatively quickly after the semi flat-top distribution has manifested. For the 66 P
CR, it is an intermediate case between the two stated situations.
It is concluded that if the thickness of the water layer is below 0.5 mm, the low-energy case is to some extent usable for cutting, however due to the breakup of the beam the ablation process becomes inefficient, thus explaining the results of
Figure 9.
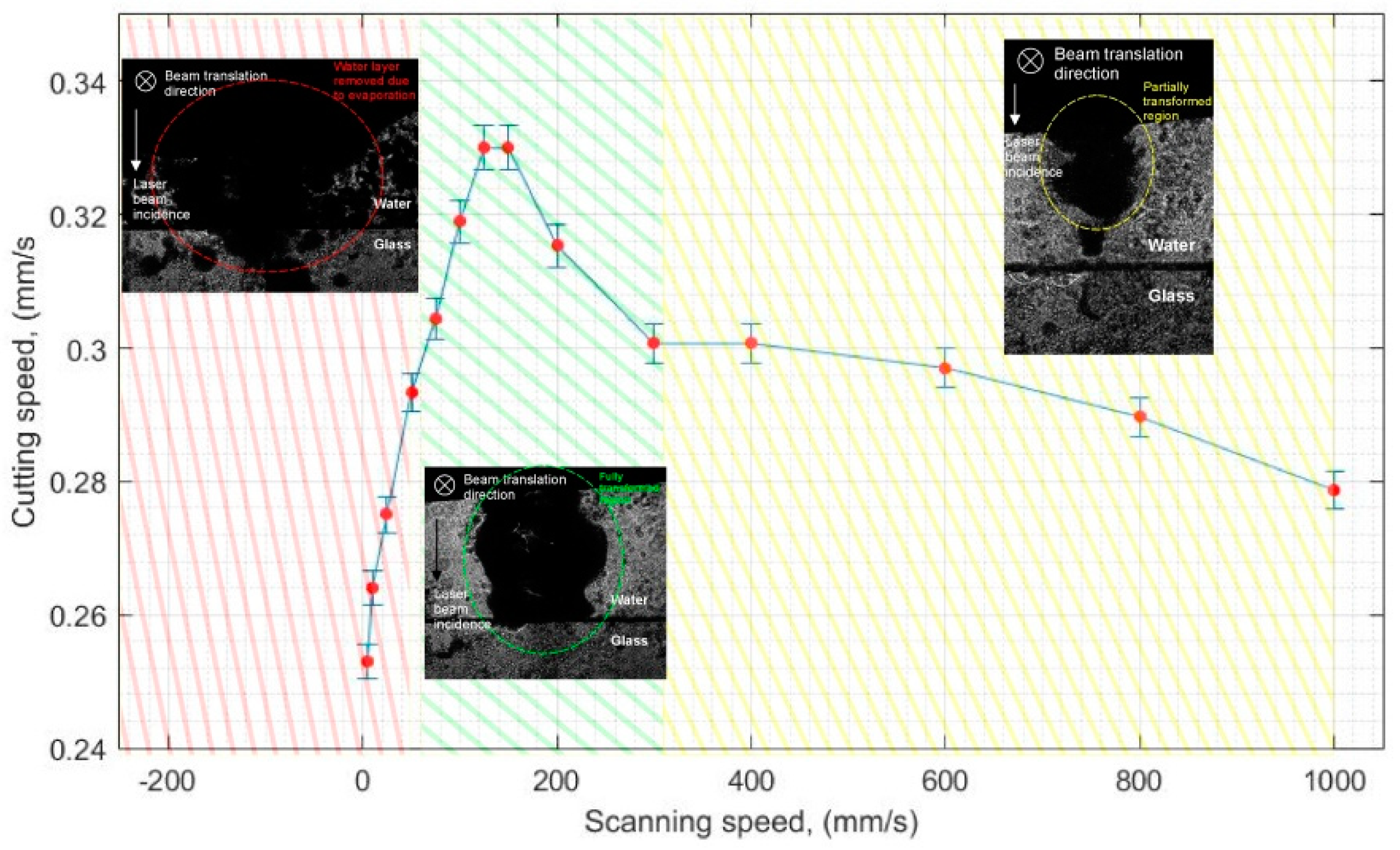
3.4. Impact of Beam Translation Rate along the Surface of the Sample When Cutting in Water
It was noticed that the rate at which the beam is scanned multiple times along the surface impacts the results as well, and a maximum is present at a specific scanning speed setting. This is illustrated in
Figure 11. It is observed that the optimal conditions for cutting are from approximately 75 mm/s to 150 mm/s (for the scanning speed setting).
It is our belief that at a specific scanning speed setting a kind of optimal transformation of the water layer to a water-vapor state takes place so that the coefficient of non-linear losses and n2 are lower than in the case of water, although they are still significant enough that the flat-top–semi flat-top beam transformation is still possible. Such a case is to some extent visible when using the shadowgraphic setup and imaging the water and glass interface while the beam is being scanned. When scanning the beam at lower translation speeds (<50 mm/s), the water layer appears almost absent. For low scanning speeds, the pulse-to-pulse overlap is high, and as a portion of the energy is absorbed, the water layer is evaporated faster than it is replenished from the surrounding regions; in this case, the ablation process is similar to ablation in air and the process overall is less efficient as compared with other settings. The profile images of the grooves in this case strongly resemble the conventional V-shapes.
If the scanning speed is high (yellow region in
Figure 11), the top portion of the water layer appears transformed, however, since the overlap is low in this case, each subsequent pulse needs to propagate though an unmodified layer of water, in which case it loses a significant portion of its energy until the photons arrive at the water-glass interface. Although this case is more efficient than the conventional case of ablation in air, as described in
Section 3.1, apparently an even more efficient case is present when the water layer is fully transformed into a water-vapor state. This is represented by the green region in
Figure 11. The volume through which the beam propagates appears dark with some reflections emerging from it. Most likely, this volume is a combination of water and vapor with a lower coefficient of non-linear losses (and different n
2). However, experimental confirmation of that being the case is beyond the scope of this study for several reasons. With the use of light-probing techniques, only the integrated projection of the three-dimensional volume region is acquired, since the actual distribution of the water and vapor species are unknown and reconstruction of the object is not possible. The beam is constantly moving and probing is possible only in a narrow time window (since the probing equipment is stationary), which would make the experiments extend over a long period of time, as the samples would need to be relocated in order for ablation to occur at a new location every time. The region of interest produces the large scattering loss, therefore, sheet microscopy probing is not an option. It may be possible to image such a transient object (the transformed water and vapor region) using time-resolved tomography techniques (Optical coherence tomography OCT [
53] may be a likely candidate), however this is a topic for future research. Since the ablation rate is highest in this case and the ablated channels also exhibit a blunt apex, as described previously, it is believed that the transformation of the Gaussian shape going through a medium with lower (as compared to water) non-linear losses is the main reason behind the shape of the curve depicted in
Figure 11. It is known that the coefficient of nonlinear losses, as well as n
2, are lower for water vapor [
49,
54,
55], however that depends on various conditions of the water vapor. By taking a three-times lower coefficient of non-linear losses and a 10-times lower coefficient for n
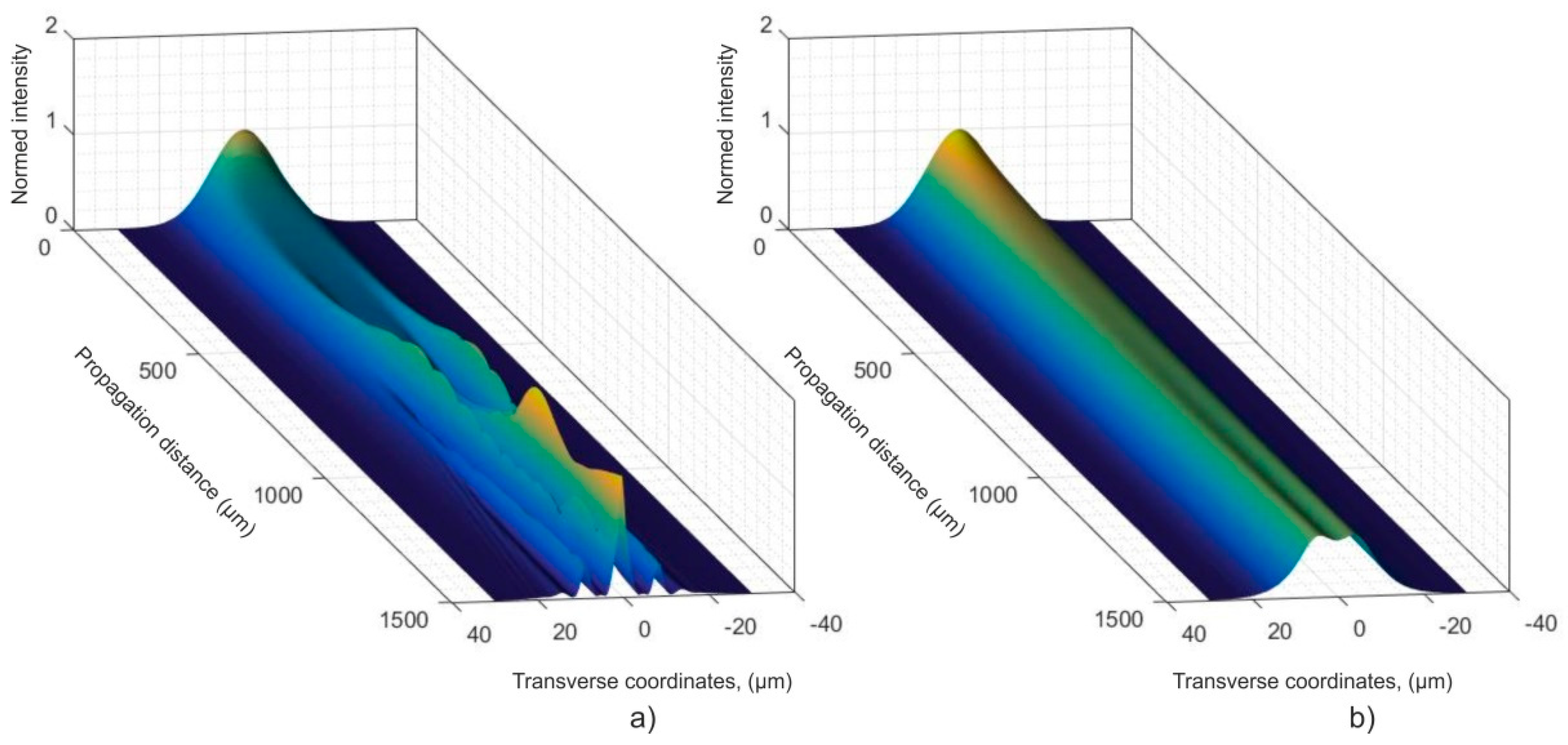
2 (a possible scenario for the transformed water layer), the propagation of the beam through the modified medium was studied numerically. The choice of how much these coefficients were lowered remains somewhat arbitrary, since the concentration, as well as the constituent species within the transformed region remain unknown. It is likely, that much lower values are achieved in the experimental case. In order to qualitatively demonstrate the result of beam propagation, these settings yield an adequate representation. The results are shown in
Figure 12. The left side (a) of the image shows the beam as it propagates through water. This was described previously, and will not be discussed in order to avoid redundancy. The right side (b) shows the beam as it propagate through a modified layer. The most important consideration is that a semi flat-top intensity formation still occurs, whereas, the beam loses energy at a slower rate. In addition, when the beam passes through 1.5 mm of the medium, breakup of the beam was not observed. Since self-focusing still occurs, only the two protrusions around the corners of the distribution are present. This demonstrates that, indeed, lower non-linear losses and n
2 are favorable for thick material processing, since a similar (as compared to water) semi-flat distribution is achieved and is sustained for a longer distance. It is our belief that this is the main reason for the peak of the cutting speed graph shown in
Figure 11. In fact, the deepest crater that we were able to experimentally micromachine in glass reached 8 mm, suggesting that while micromachining is carried out and the crater becomes deeper, the properties of the modified layer also change, which ultimately lead to a severe prolongation of the semi flat-top intensity distribution and enable macroscale micromachining in the Z coordinate while the dimensions in the transverse direction remain in the microscale.















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}