1. Introduction
Emulsions are dispersed systems consisting of two immiscible liquids; one of them is the continuous phase, which contains the other liquid or internal phase, dispersed as small droplets. These systems are thermodynamically unstable and have a certain kinetic stability conferred by the presence of a surfactant absorbed on the oil/water interface.
Surfactants are chemical compounds with a surface activity which, when dissolved in a liquid, especially water, lowers its interfacial tension between the immiscible liquids, by preferential adsorption at the vapor/liquid surface or other interfaces, and facilitate dispersion of one liquid into the other [
1,
2].
Particle size and particle size distribution are important variables to consider and are controllable with formulation, raw materials, and the equipment used to manufacture the emulsion [
3]. Many of the processes of breaking and curing are directly dependent on particle size and particle size distribution [
4]. The importance of particle size in emulsions has been discussed in many papers [
3,
4,
5]. It is a determinant of emulsion stability, coating, break rate, and cure rate. Methods to improve particle sizing of emulsions by formulation and adjustment of asphalt chemistry are described in the literature [
5,
6]. These methods usually involve improvement of the dispersing phase, doping of asphalt with surfactants, and tailoring asphalt composition and optimization of manufacturing conditions. The intention is to improve formation and dispersion of asphalt particles by the mill and stabilize the resulting emulsion [
2].
The mean droplet size and the particle size distribution obtained can be controlled by changing the parameters of the formulation: rotational speed, mixing time, and surfactant type and concentration. The span of the drop size and the Sauter mean diameter become larger when the dispersed phase volume fraction becomes higher and the rotor speed becomes lower [
3]. The type of surfactant used in the manufacture of the emulsion has a big effect on the speed of the breaking of an emulsion, so storage stability is one of the most important parameters to take into account in the formulation of bituminous emulsions. Bitumen in water emulsions are complex fluids. Their stability is governed by intermolecular forces, a result of a balance of repulsive and attractive forces. The formulator skillfully must understand and balance these forces such that the emulsion can be produced consistently, stored, pumped, transported, and applied by the practitioner in the field without experiencing any downtime in the operation. This difficult behavior could be reached, among other things, with a correct command of the formulation. If we want that the emulsion to have the same properties at the moment of application from the moment of manufacture, they have to be stable emulsions, or have good storage stability. The stability of the emulsion determines its appropriate use. Industrial manufacture of asphalt emulsion uses custom made equipment to provide thorough mixing capability to provide the fineness and stability of dispersion required to meet the desired asphalt emulsion properties. Once the asphalt emulsion has been manufactured for an application, tests must be conducted on the material to ensure it has the appropriate stability for storage and shipping. The weight of asphalt is very close to that of water, which helps in the ability of the asphalt to not settle to the bottom or cream to the top of the final product. Tests such as settlement and storage stability are done at 24 h and five days after manufacture to ensure the product maintains a good consistency [
2].
The droplets of an emulsion are subjected to Brownian motion, which is the random motion observed in particles in a fluid (liquid or gas) as a result of collisions with the molecules of said fluid [
4,
5]. Brownian motion is an inherent movement in emulsions. The dispersed particles move inside the fluid. We must avoid, as far as possible, that this movement be abrupt or excessively fast, as an emulsion particle could be exchanged with another, fusing and resulting in larger droplet sizes. Industrial process, it is usual to pass the emulsion through a cooler in order to decrease Brownian motions. The stability of the emulsion will depend on how they interact with each other when encountered [
2]. When the globules approach, due to the increase of concentration, by sedimentation if the increase of concentration is at the bottom, or creaming if the increase of concentration is at the top, the possibility of contact is much higher. Because of packaging or of friction between beads, some emulsifier molecules are removed from the surface and these unprotected areas are sensitive points to cause the emulsion to rupture [
6,
7].
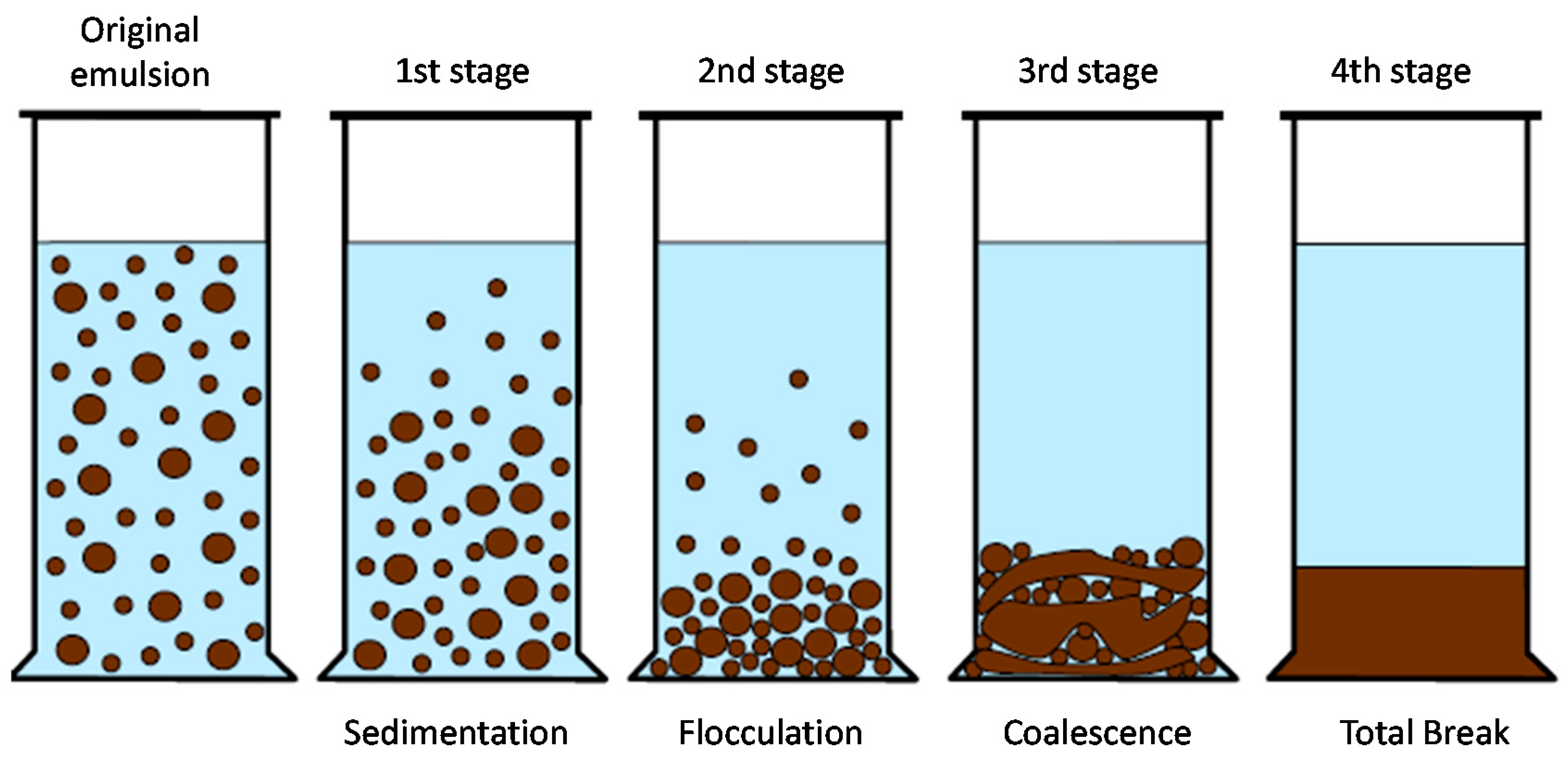
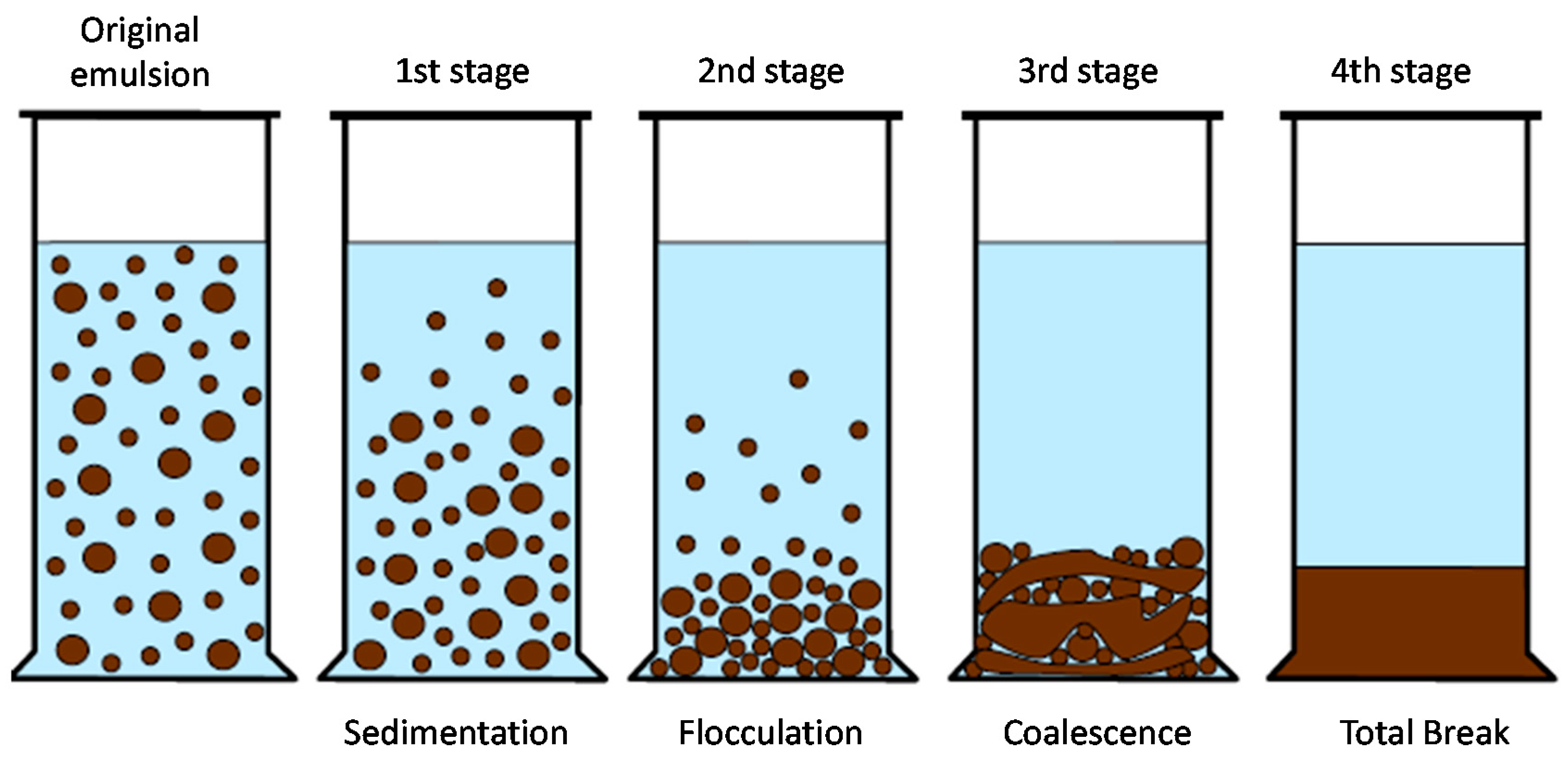
During the storage of an emulsion, creaming or sedimentation takes place in a first step. Subsequently, flocculation occurs; it is characterized by the contact between globules, but they still are partially protected by the film of the emulsifier and, therefore, they maintain their shape. Then coalescence appears in what is already an irreversible process. After the first coalescence, these phenomena are accelerated resulting in the fracture and separation of the phases of the emulsion (
Figure 1) [
8,
9]. The main factors that influence the storage stability of an emulsion are viscosity and average droplet size [
2]. These two parameters are evaluated in this paper.
Bituminous emulsions form the basis for many paving applications in our asphalt industry, including driveway sealants, cold-pour crack sealants, and roofing emulsions or the recent development of half warm mix asphalt. Their rheological properties, such us viscosity, often dictate the uses for which they are suitable. For example, the viscoelastic properties of a slow setting versus a rapid-setting emulsion are different. We expect one day to be able to use rheological properties of bituminous emulsions to predict their success or failure in their respective applications. Even when rheological properties are not critical in the final product, they influence the workability of the emulsion as it is applied in the field [
2].
Emulsion viscosity is a main test for the application of products. In a mixing application of dense graded aggregates, a thinner viscosity of emulsion is usually required. For an opengraded application, a thicker emulsion is usually desired to get the appropriate film thickness. An asphalt emulsion used for bonding layers of asphalt needs to be thin enough to make a uniform layer and may need to be diluted with water to achieve the desired properties. For seal coating with aggregate chips, the emulsion needs to be thick enough to form the appropriate layer of emulsion for the size of chip while not forming drill marks or running off the road.
In order to measure the stability of the emulsions Stokes’ law should be considered. Stokes’ law evaluates sedimentation time as a function of mean particle size of the emulsion. In general, Stokes’ law is valid in the movement of small spherical particles moving at low speeds but only for monomodal emulsions, as we will demonstrate in this paper [
2,
10,
11,
12].
If the particles are falling vertically into a viscous fluid due to their own weight, their falling rate or settling can be calculated by equating the frictional force with the apparent weight of the particle in the fluid. The speed of this phenomenon, still reversible, is governed by Stokes’ law [
13,
14,
15,
16]:
where V is the particles falling rate, a is the globules ratio, ρ is the bitumen density, ρ
0 is the water density, η is the emulsion viscosity, and g is acceleration.
According to the above equation, Stokes’ law refers to the frictional force experienced by spherical objects moving in the interior of a viscous fluid in a lamellar regime with low Reynolds numbers, from which we can deduce that the sedimentation velocity is determined by two important factors: the mean droplet size and the viscosity of the emulsion. So, focusing on Stokes’ law, the lower the average droplet size of the emulsion, the lower the sedimentation rate; and the more viscosity the emulsion has, the lower the sedimentation rate [
17]. This rule is fulfilled as long as bimodal emulsions are not considered.
The viscosity of the emulsion is a very important parameter to take into account. As the viscosity increases, stability also increases, but if the viscosity is too high it will affect the workability. If the viscosity is too high, problems will appear when pumping it from the storage tank to the manufacturing plant, and the wrapping with aggregates will not be correct.
There are different procedures for preparing bitumen in water monomodal emulsions. The most widely used method in industrial processes is the one that uses colloid mills for its manufacture. This works with high temperatures, 140–170 °C, high pressures, 100–300 kPa, and/or high rotational speed, 5.000–10.000 rpm. In this process, emulsions are manufactured in a turbulent flow produced by the colloid mill rotating at high speed of around 105 s
−1. Emulsification generally takes place at concentrations of the dispersed phase (bitumen) between 60–70 wt. %, or at a bitumen volume fraction of 0.6–0.7. Above this concentration the process is not efficient, since very large drop particles are obtained and emulsions have no storage stability. Moreover, the droplet size obtained by the traditional method is between 5–10 microns; small droplet sizes are very difficult to obtain [
18,
19]. Obviously, we could consider that the size of 5–10 microns is a small droplet size, but in this paper, we will further differentiate the necessity of different sizes. As we need a very small drop size to obtain a bimodal emulsion (around 1 µm), we decided to use small droplet size for the emulsion (around 1 µm) and large droplet size emulsions with 5–10 microns.
Another manufacturing system used to disperse two immiscible phases is the HIPR procedure (high internal phase ratio) [
20]. This procedure involves a direct blend of a highly viscous phase, 1–5000 Pa·s, with a second phase immiscible with the first one and in the presence of at least one surfactant. It works with low shear, 500–1500 rpm, in laminar flow and very little time, producing a viscoelastic paste which can be subsequently diluted to the required concentration of the dispersed phase. With this system, it is possible to obtain monomodal emulsions with very narrow particle size distribution and small mean droplet size (d(0.5)
s, about 1 µm). Furthermore, this system can produce concentrated and highly concentrated bitumen emulsions of 70–95 wt. %. The droplet size of the emulsions produced by this procedure can be easily controlled by rotational speed, formulation parameters, or by the concentration of the dispersed phase used during manufacture [
20,
21].
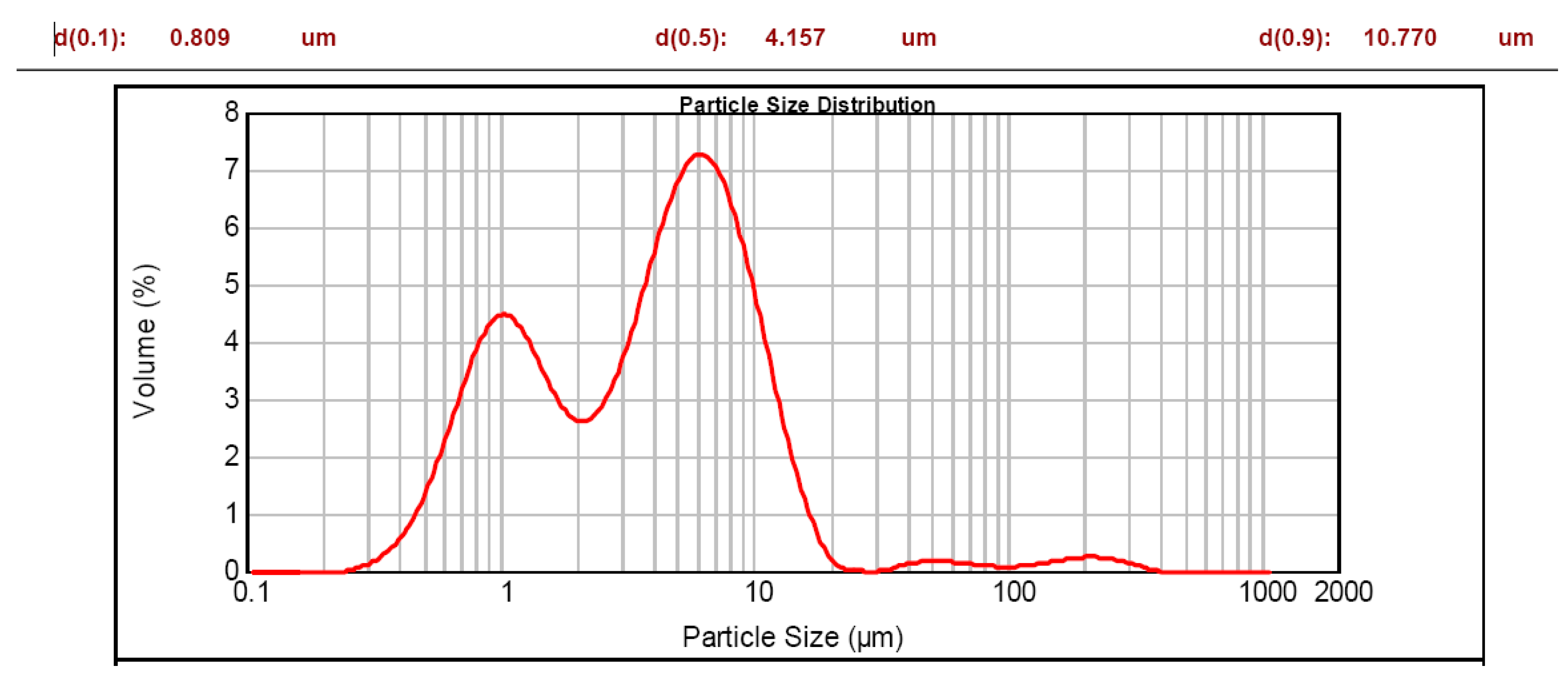
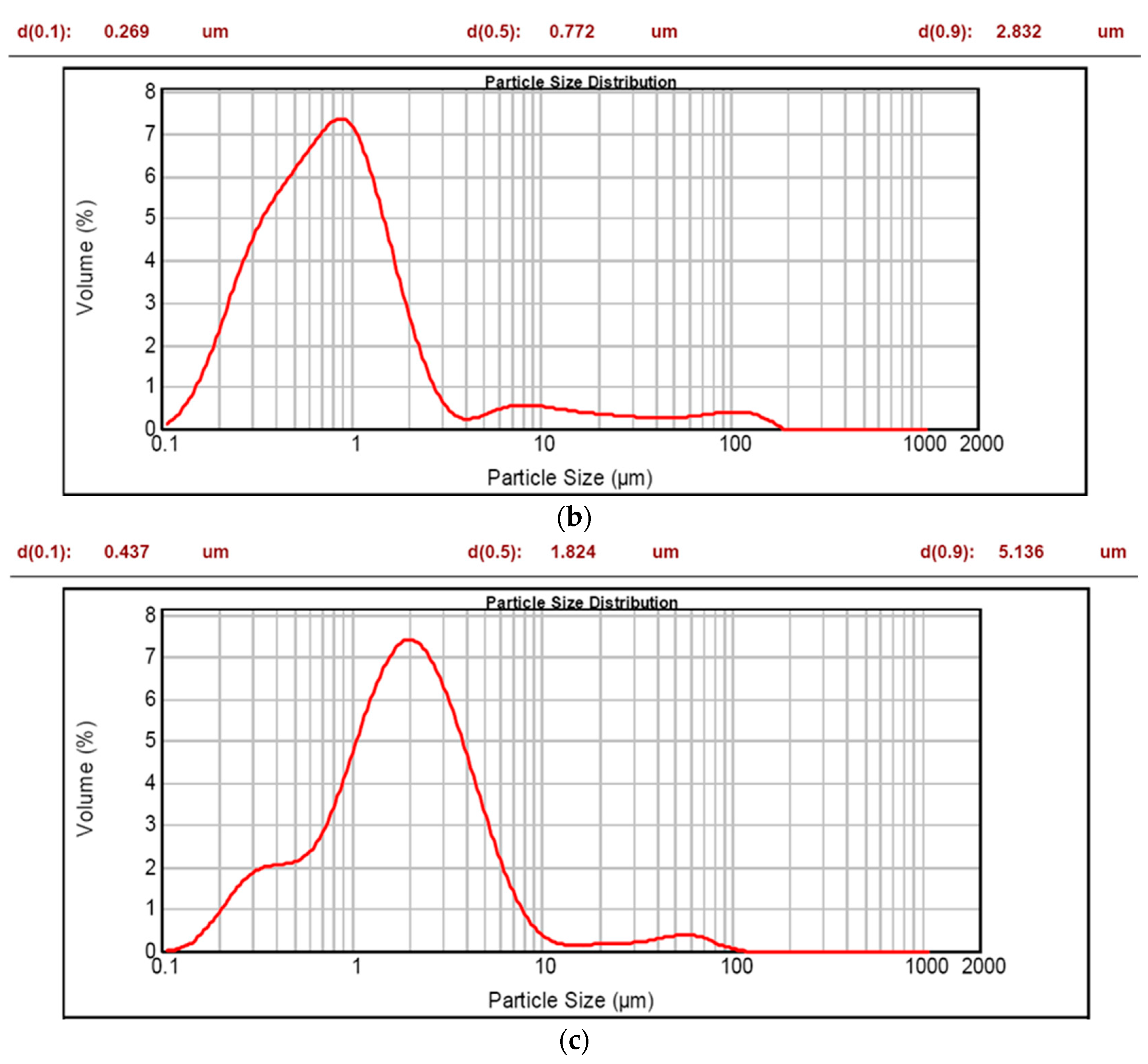
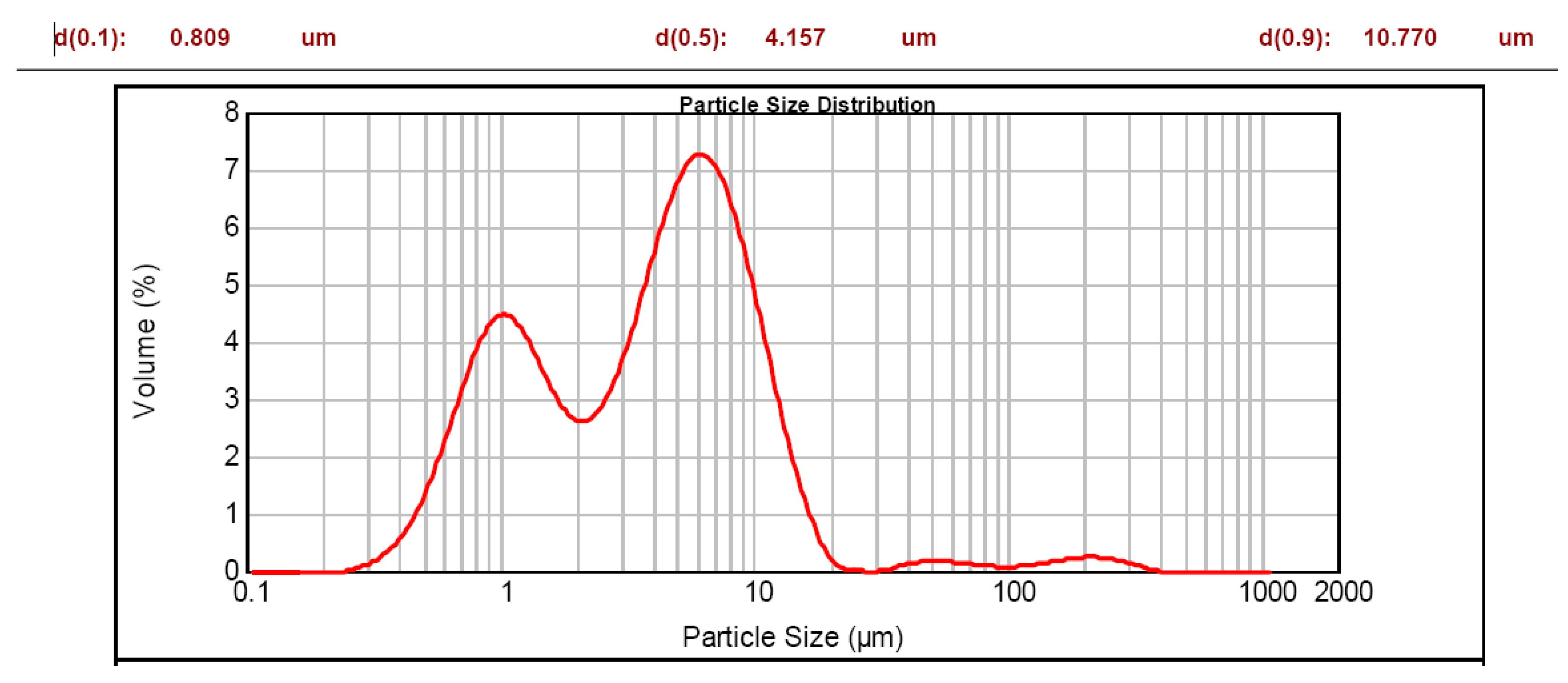
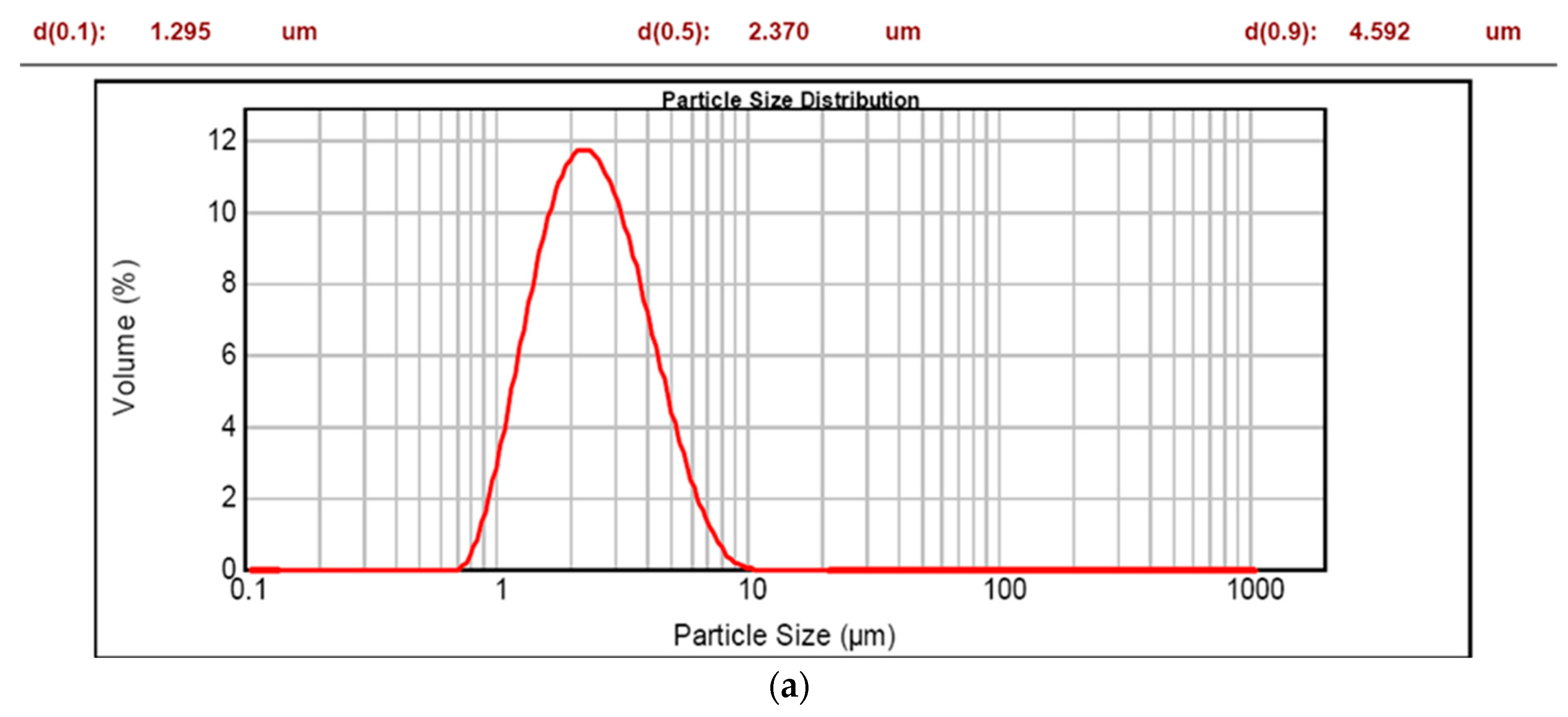
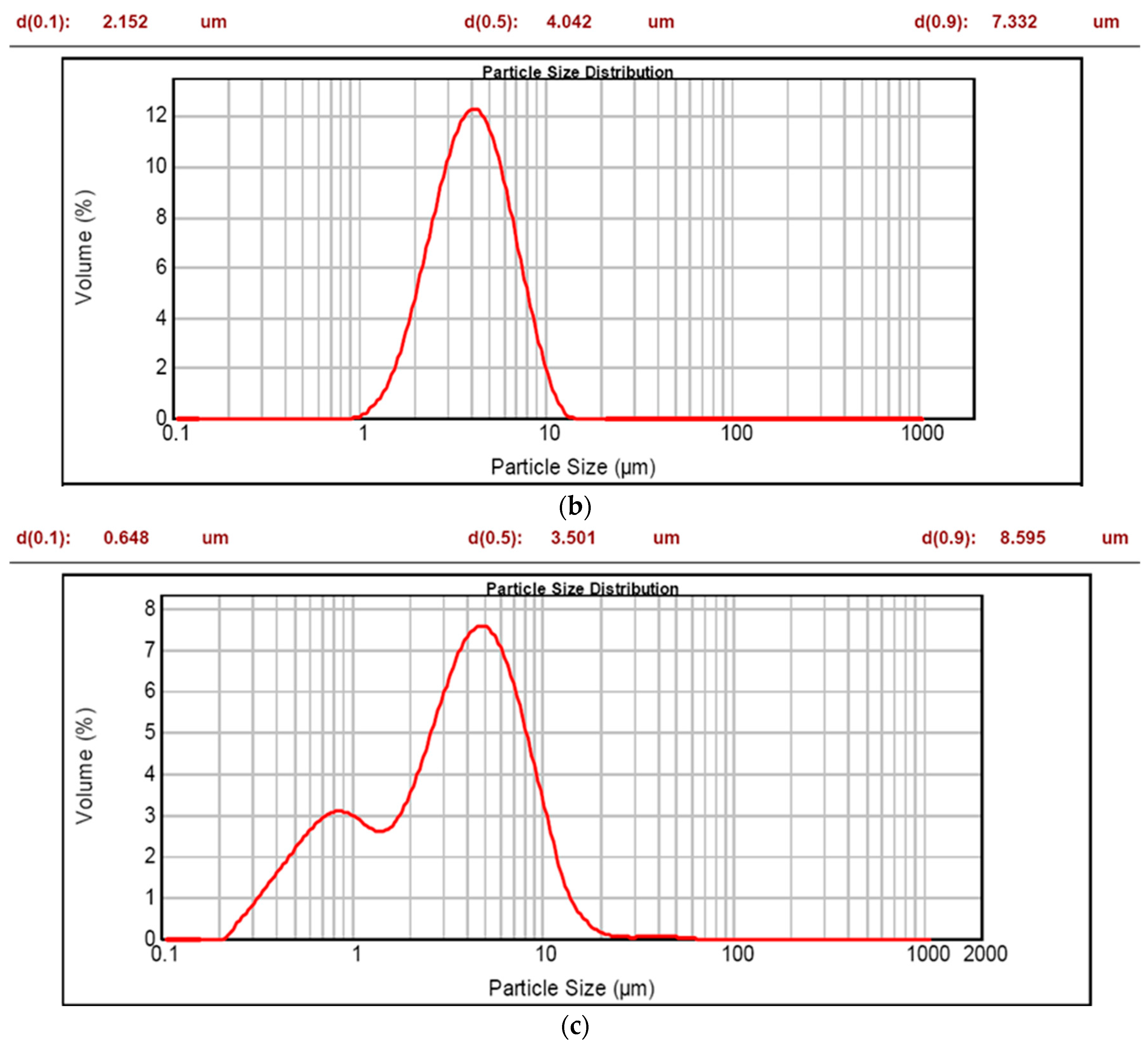
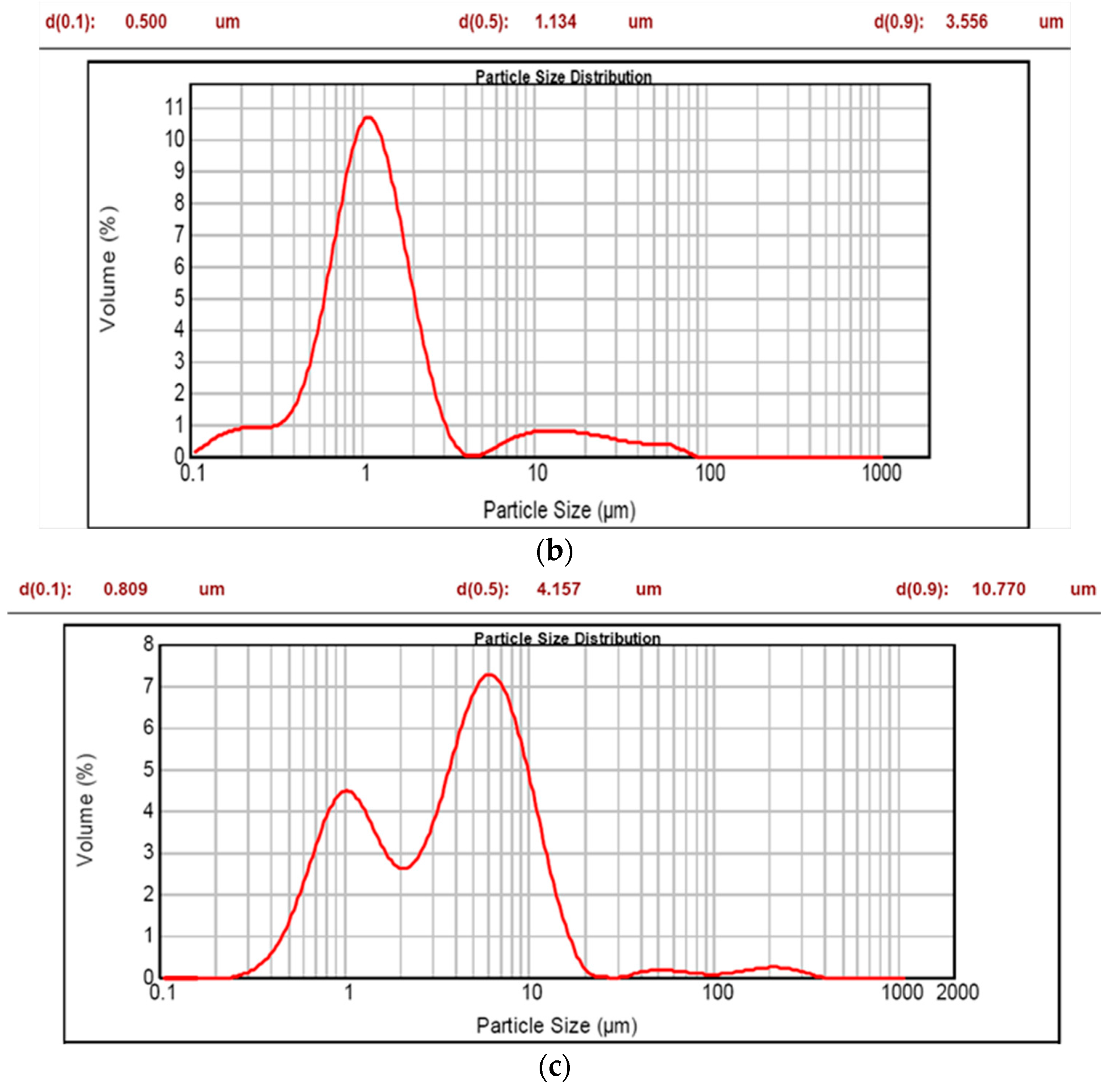
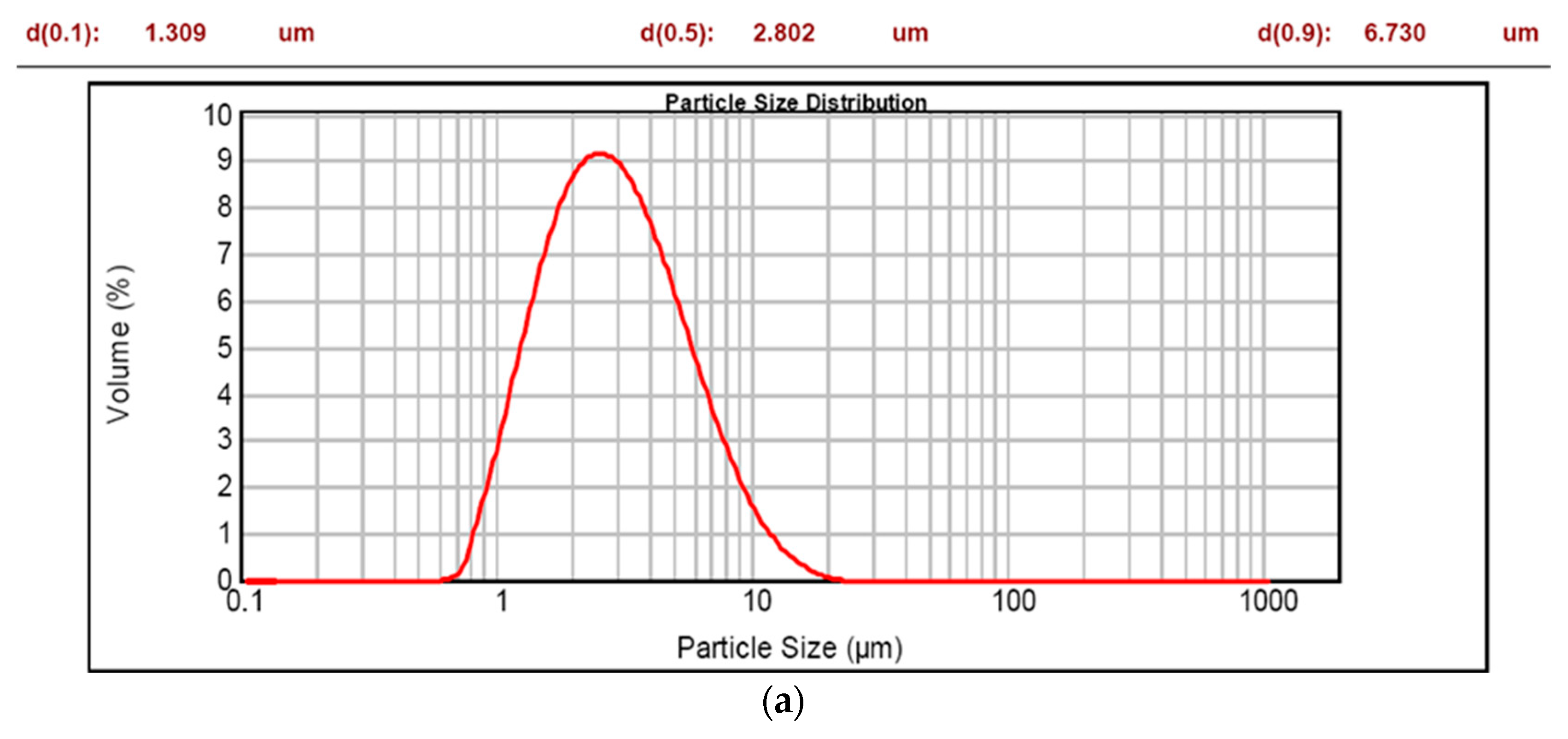
Monomodal emulsions are characterized by one particle size distribution while bimodal emulsions are characterized by having two different and controlled droplet size and distributions. The optimal formulation contains a first small size of about 1 µm and a second size of about 5 µm with a proportion of ½, respectively (
Figure 2) [
22,
23,
24].
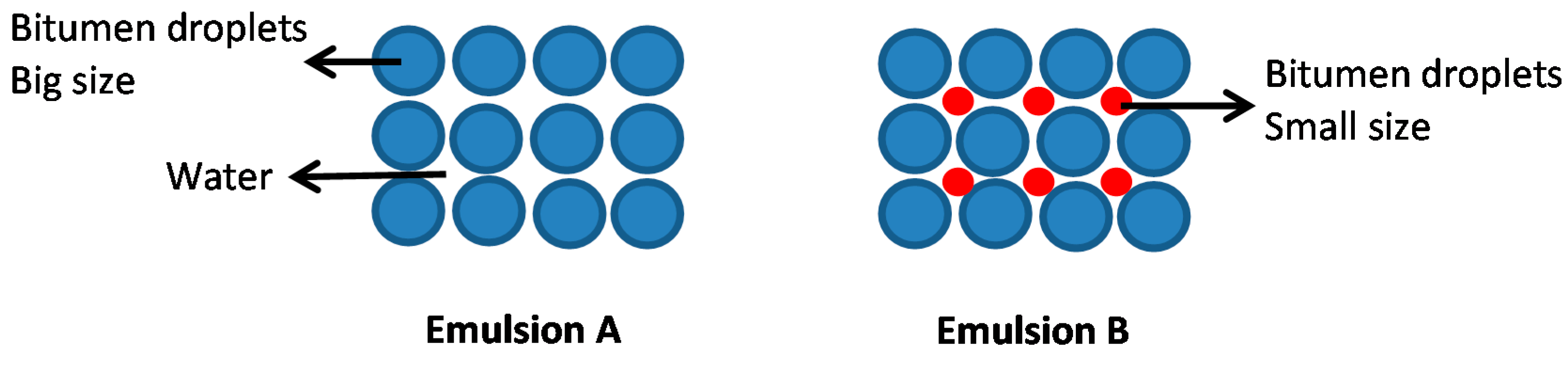
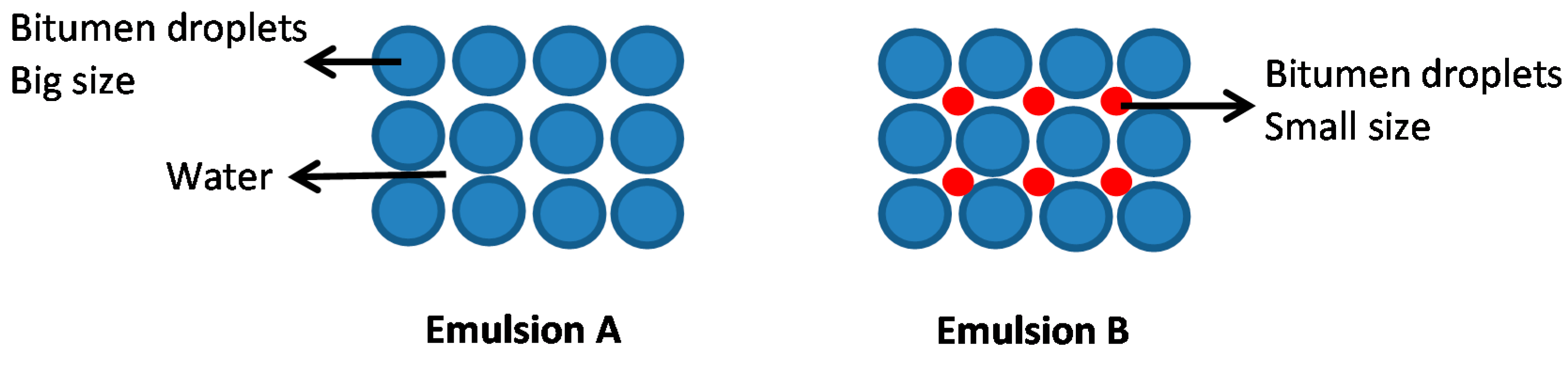
The decrease in viscosity that can be observed in bimodal emulsions when compared to their equivalent monomodal emulsions can be attributed to the packing of the emulsion droplets. Viscosity reduction can be attained for different kinds of fine and coarse emulsion associations [
22]. In bimodal emulsions, the small droplets try to place themselves in the empty voids of the cubic matrix generated by the distribution of the large droplets (
Figure 3) [
23,
24]. Due to this different packing distribution, the droplet movement should be slower than in monomodal emulsions and, consequently, they have lowered sedimentation rates.
Due to this characteristic particle size distribution, the bimodal emulsions are characterized by having a lower viscosity than their monomodal homologues, but contrary to Stokes’ law, they have higher storage stability and lower viscosity. The aim of this paper is to experimentally demonstrate this last statement, formulating two different emulsions: monomodal emulsions and bimodal emulsions, and evaluating their viscosity and storage stability.
4. Conclusions
The sedimentation of an emulsion is directly related to the concentration of residual bitumen and the viscosity of the emulsion. As shown in equation 1, there is a lower average drop size, lower settling velocity, and, at higher residual bitumen concentration, lower settling velocity. Stokes’ law refers to the frictional force experienced by spherical objects moving within a viscous fluid in a lamellar regime of low Reynolds numbers. This equation is fulfilled as long as the spherical particles moving through the sine of the viscous fluid are not configured to form a bimodal distribution.
Bimodal emulsions are characterized by having two different and controlled droplet size and distribution. The optimal formulation contains a first small size of about 1 μm and a second size of about 5 μm with a proportion of 1/2, respectively. The decrease in viscosity that can be observed in bimodal emulsions when compared to their equivalent monomodal emulsions can be a consecution of the distribution of the different droplets in the matrix of the emulsion. Small particle size droplets could occupy the gaps between the large droplets and promote the decrease of viscosity [
24].
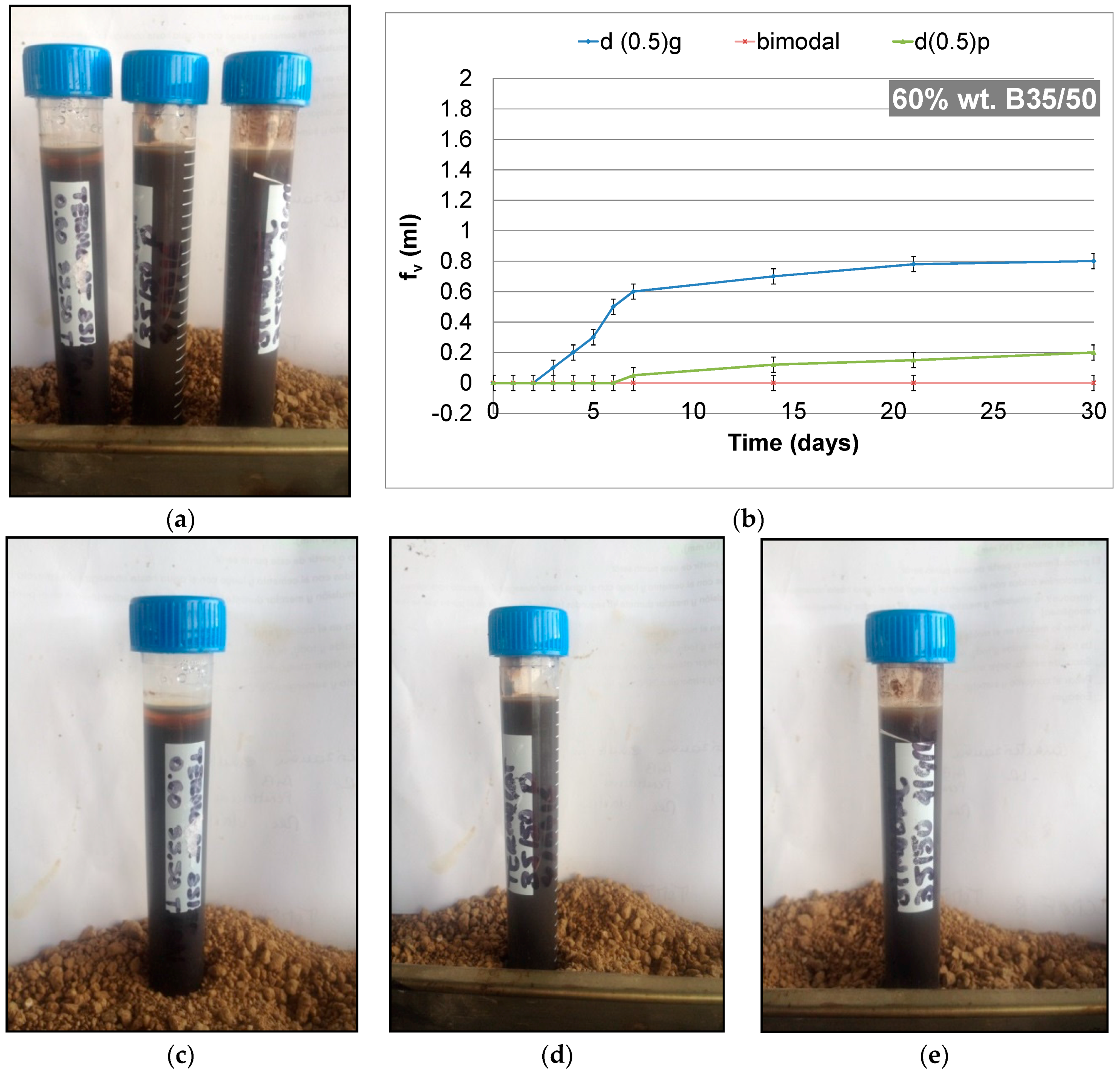
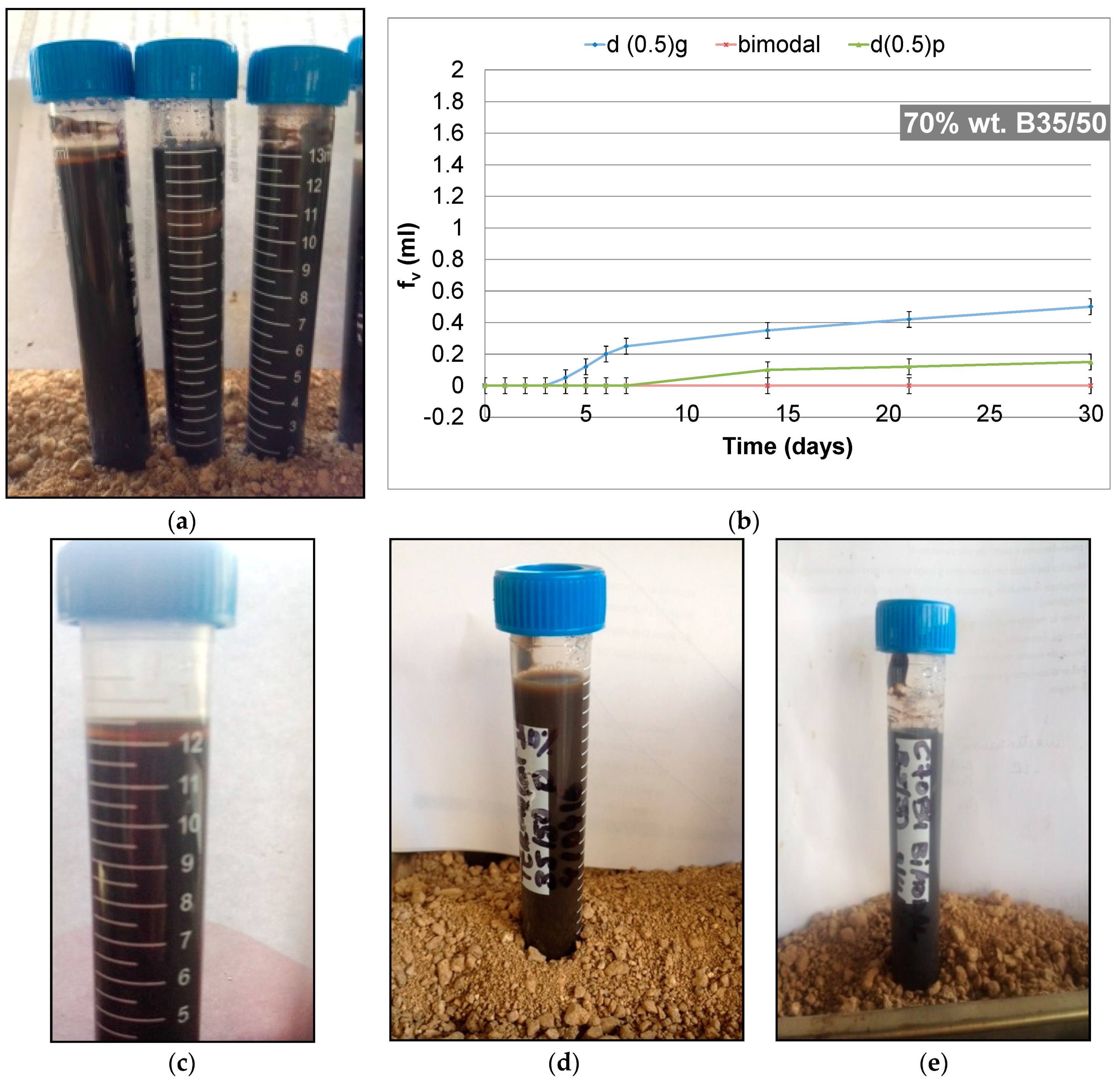
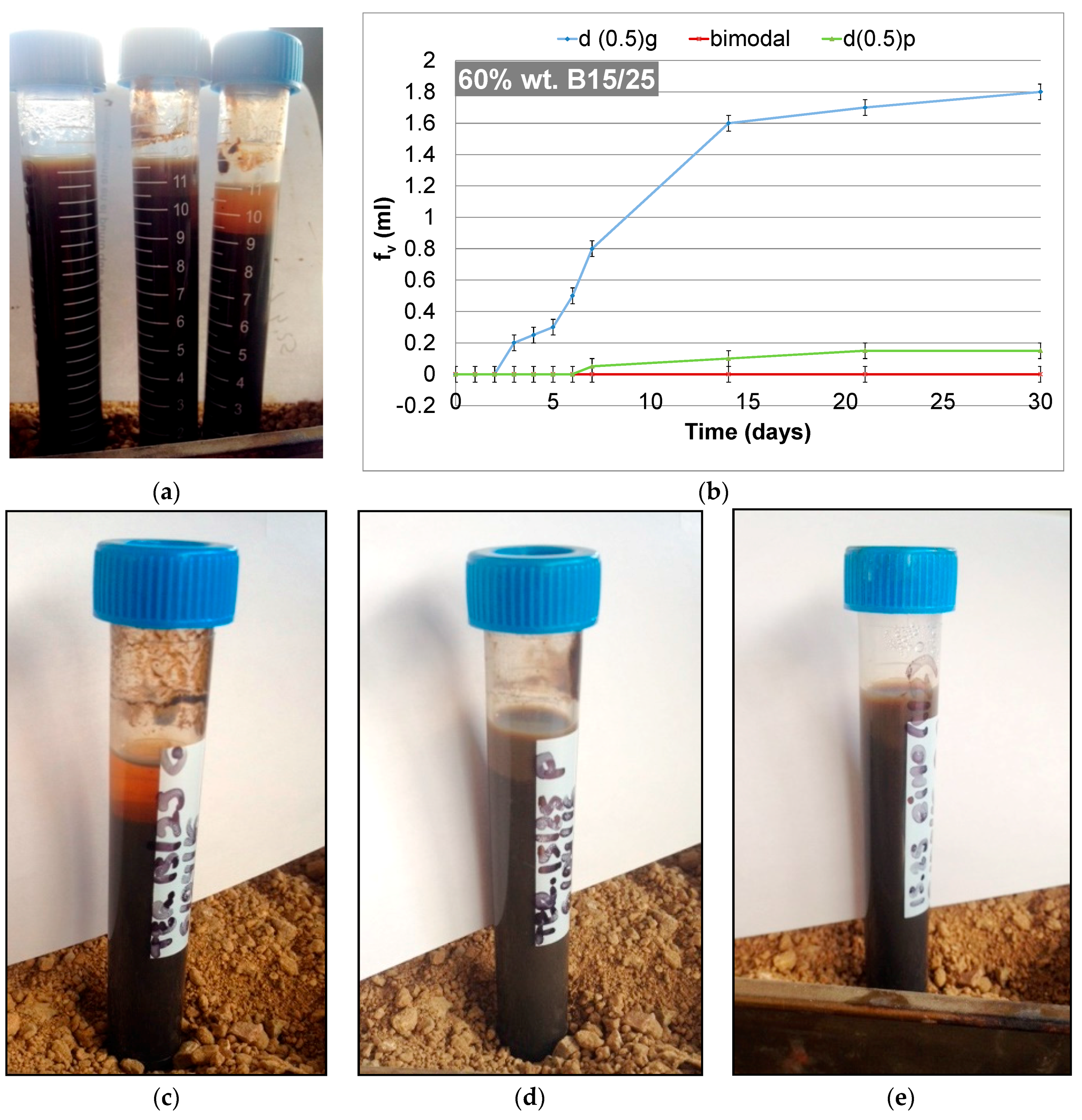
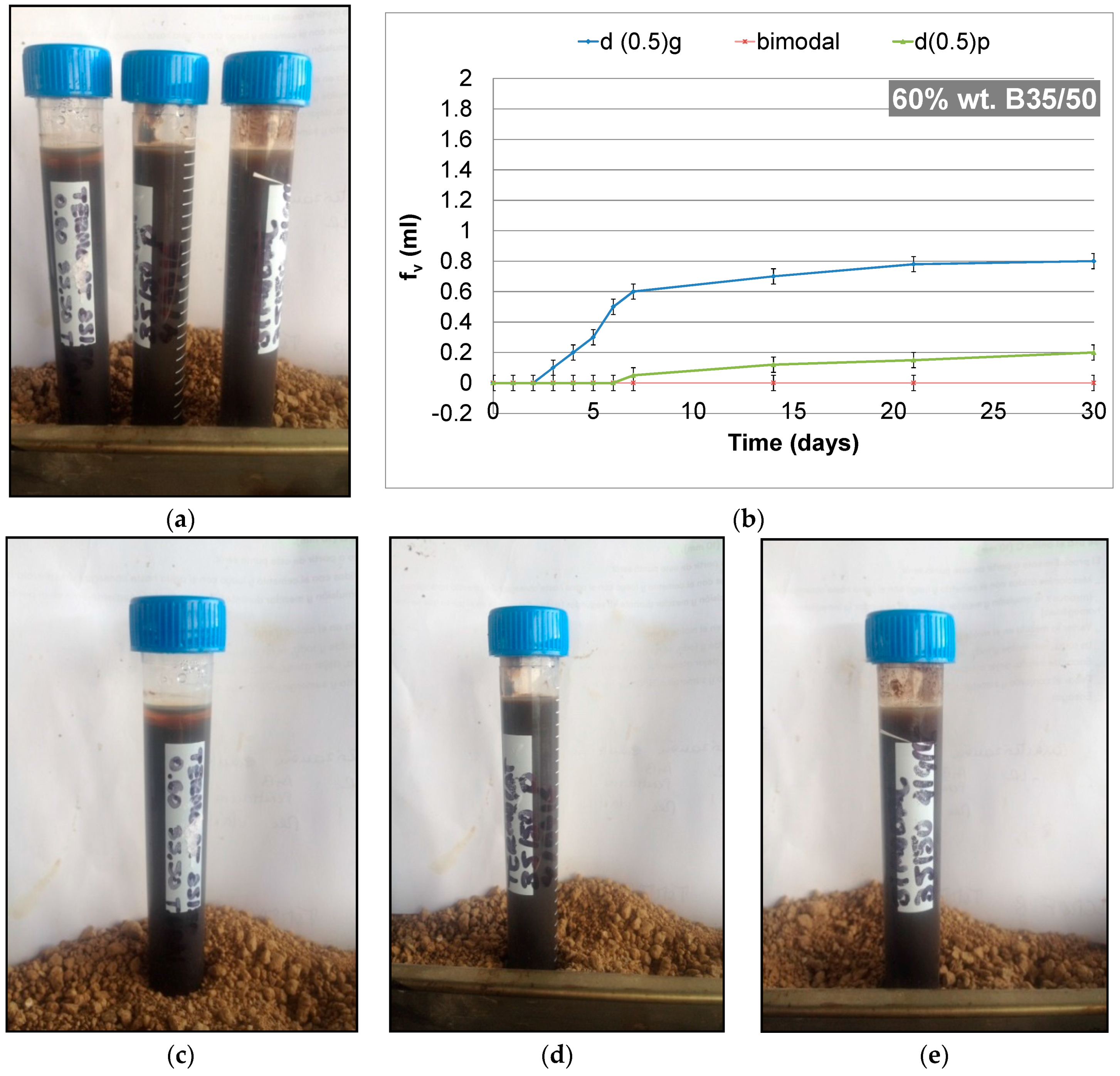
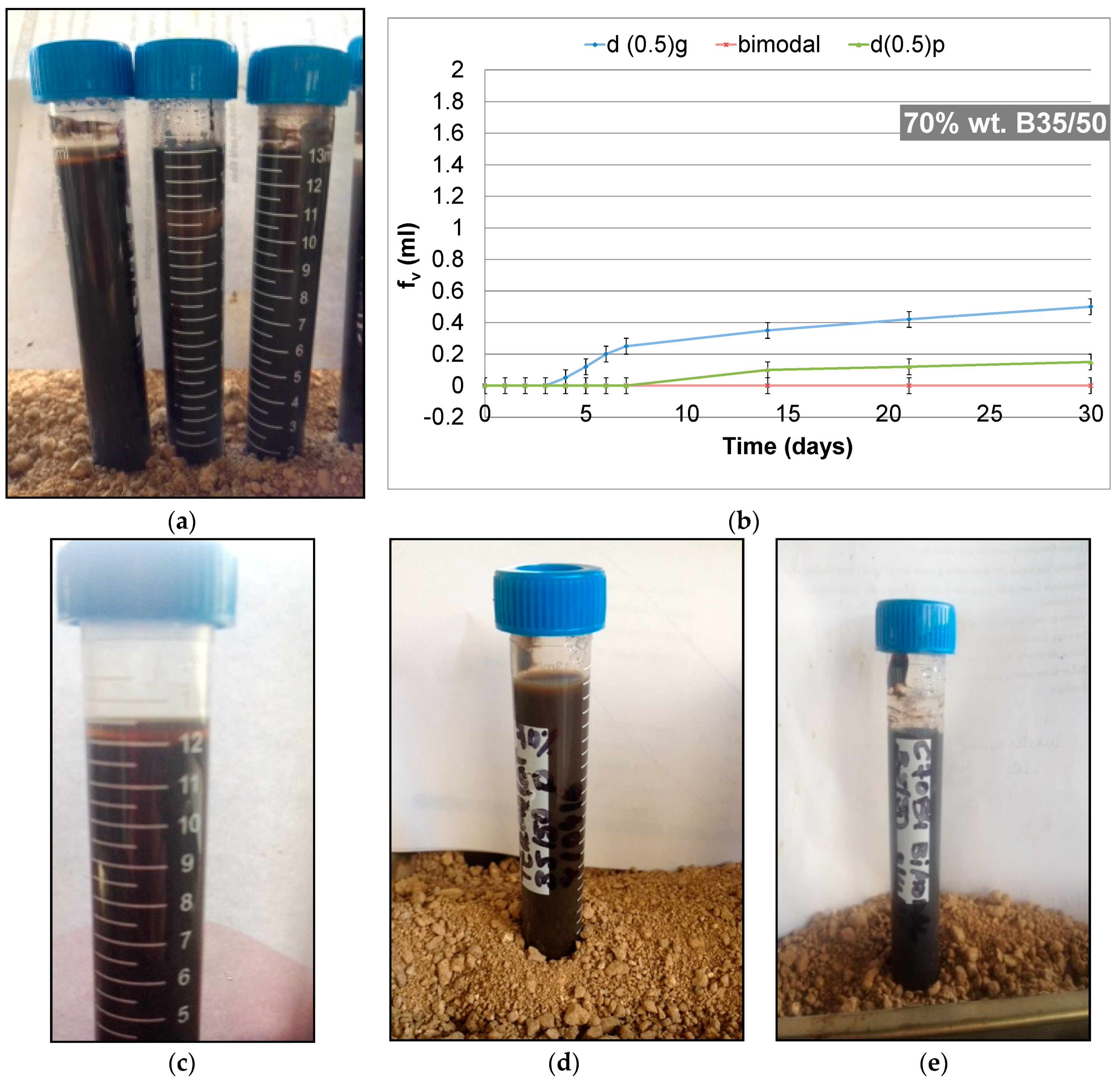
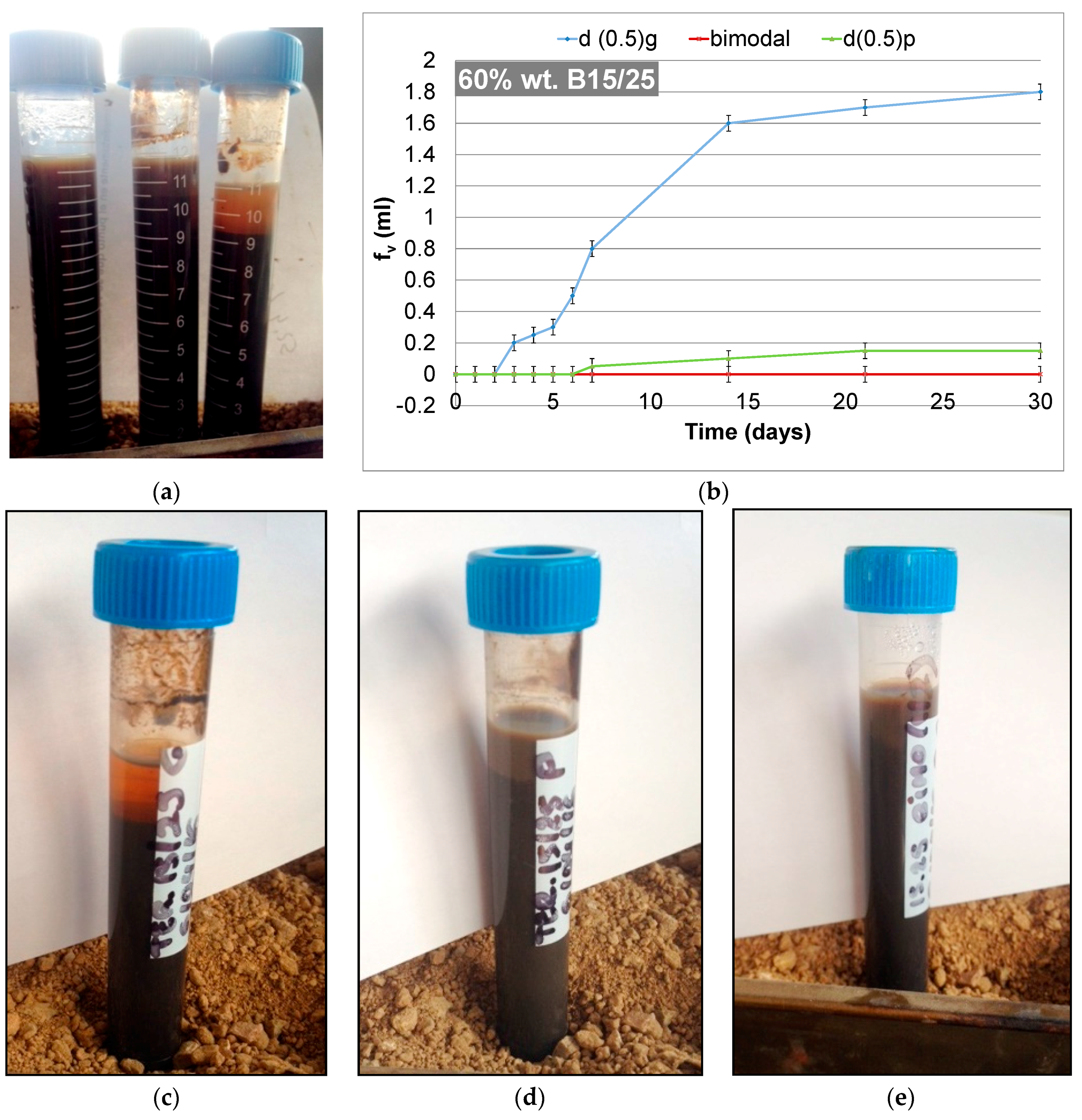
The viscosity of the bimodal emulsion of 60 wt. % with a B35/50 penetration grade bitumen was 262 mPa.s, while when we use B15/25, the viscosity obtained was 24.75 for the same bitumen concentration of 60 wt. %. It seems that the penetration grade bitumen has greater influence on the viscosity value of bimodal emulsions than the final bitumen concentration, since, when we measured the viscosity of the bimodal emulsion 60 wt. % with B35/50 penetration grade bitumen was 262, while when the concentration is 70 wt. % the viscosity is almost the same, 253. It seems that the bitumen concentration does not influence the final viscosity. The bitumen penetration grade is more important.
Storage stability is a very important parameter that has to be considered in the formulation of asphalt emulsions. The stability of the emulsion determines its appropriate use. The main factors that influence the storage stability of an emulsion are viscosity and average droplet size. Focusing on Stokes’ law, the lower the average droplet size of the emulsion, the lower the sedimentation rate; and the more viscosity the emulsion has, the lower the sedimentation rate. In the present paper, we have observed that this rule is fulfilled as long as bimodal emulsions are not considered. The storage stability of bimodal emulsions is much higher than their monomodal counterparts, even though they have a lower viscosity than these.






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}