
Evaluation of Impact Performance via FEM Modelling and Experimental Testing of 3D-Printed Honeycomb Energy-Absorbing Crush-Type Structures

 , ,
, ,
Abstract
1. Introduction
2. Materials and Methods
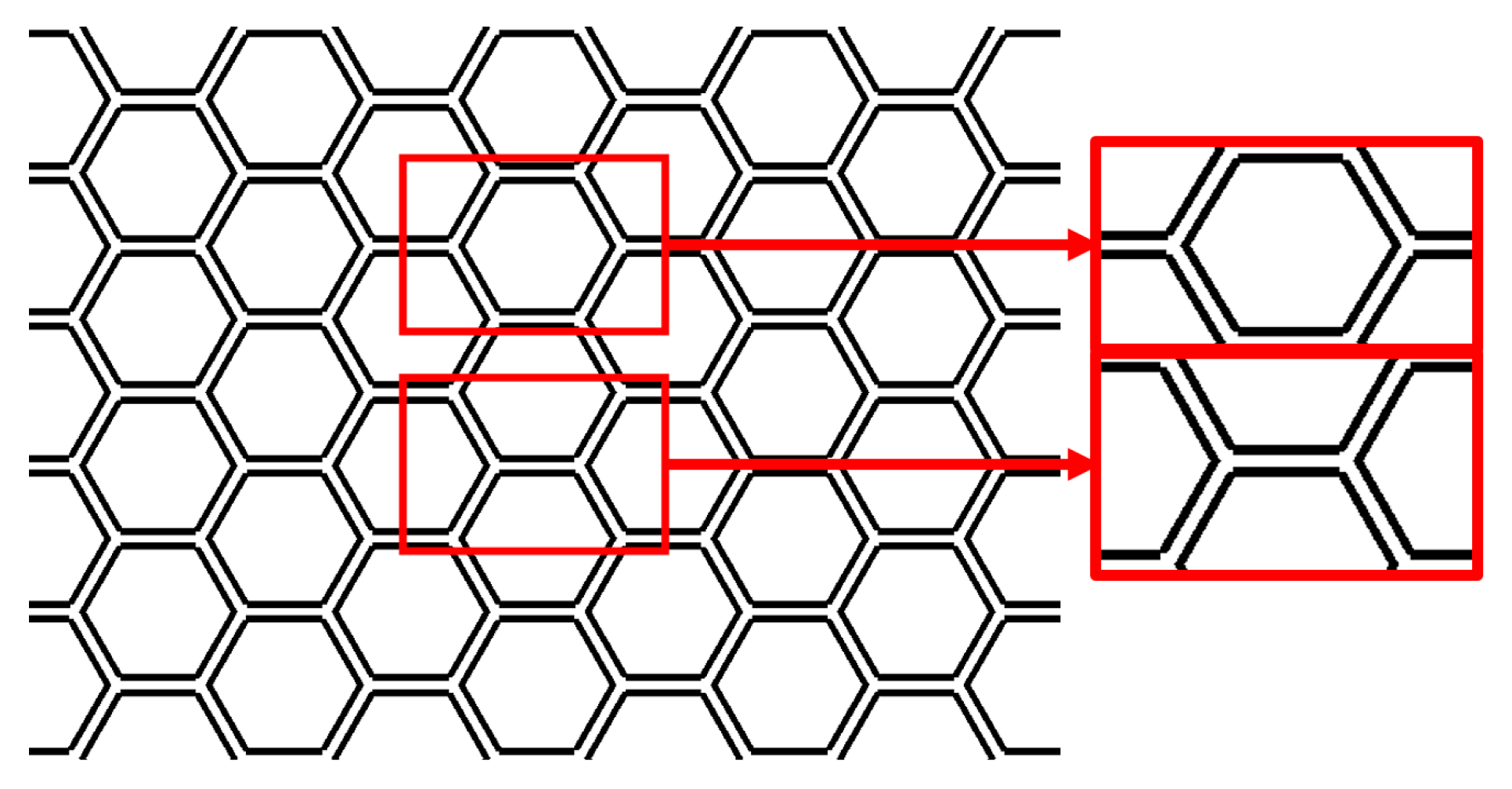
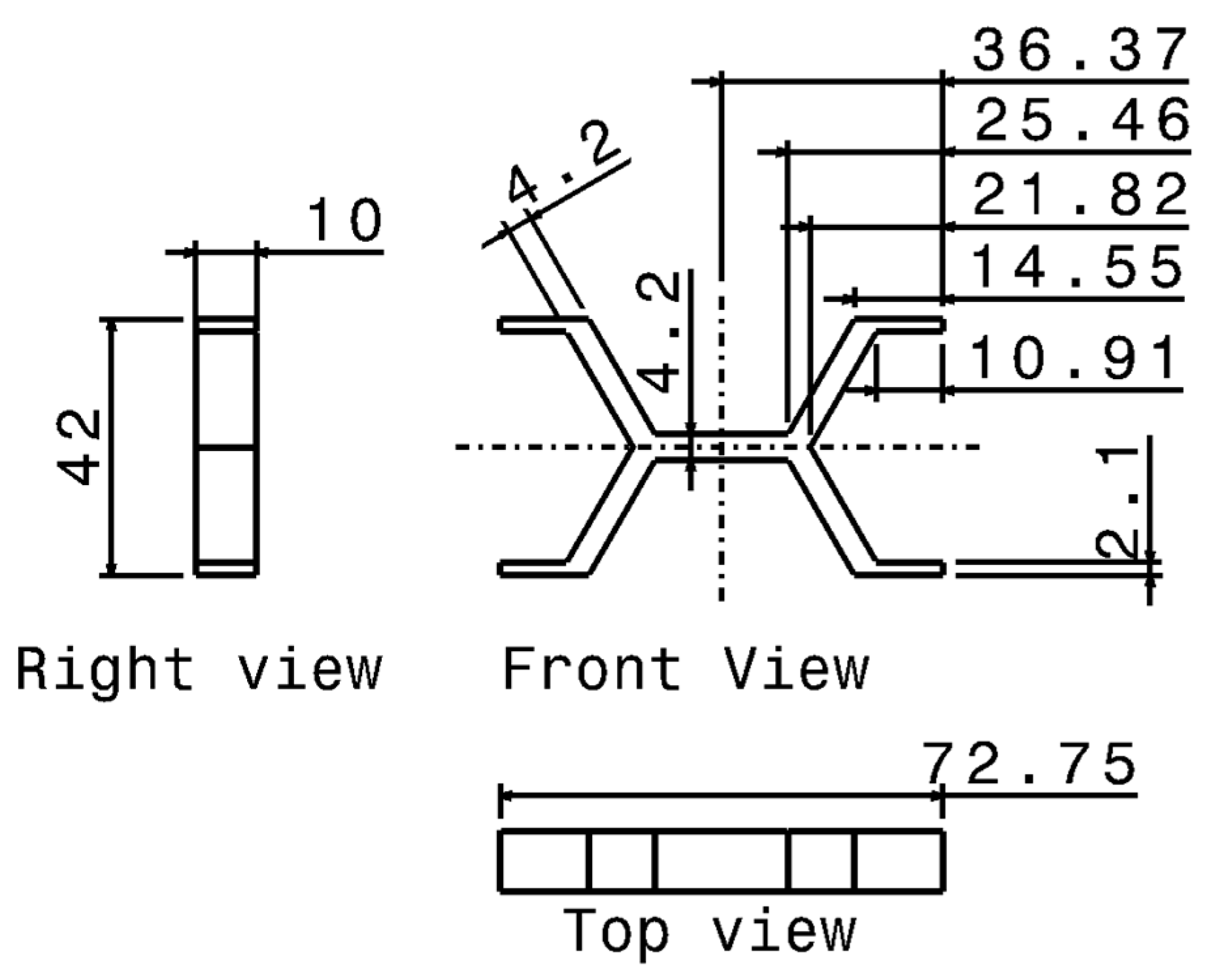
2.1. Material for 3D Printing and Configuration of Tested Sandwich Structures
2.2. Methods Used for Experimental Analyses
2.3. FEM Impact Simulation
3. Results
3.1. SEM Analysis of Tensile-Tested Specimens
3.1.1. Analysis of the Onyx Filament Cross-Section
3.1.2. Analysis of the Cut Cross-Section Surface
3.1.3. Analysis of the Prepared and Resin-Embedded Surface
3.1.4. Analysis of the Fracture Surface
3.2. Impact Behavior of Honeycomb-Based Crash Energy Absorbers
3.2.1. Experimental Evaluation of the 20 J Impact Energy Case
3.2.2. Experimental Evaluation of the 50 J Impact Energy Case
3.3. Finite Element Simulations of the Tested Honeycomb-Based Energy Absorbers
3.3.1. Finite Element Simulation of the 20 J Impact Energy Case
3.3.2. Finite Element Simulation of the 50 J Impact Energy Case
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Wei, W.; Zhang, F.; Xing, Y.; Wang, H.; Liu, R. Research on mechanical properties of origami aluminum honeycomb for automobile energy absorbing box. Materials 2022, 16, 141. [Google Scholar] [CrossRef] [PubMed]
- Saber, A.; Amer, A.M.; Shehata, A.I.; El-Gamal, H.A.; Abd_Elsalam, A. Recent developments in additively manufactured crash boxes: Geometric design innovations, material behavior, and manufacturing techniques. Appl. Sci. 2025, 15, 7080. [Google Scholar] [CrossRef]
- Liu, Z.; Wang, Y.; Liang, X.; Yu, W. Crashworthiness study of functional gradient lattice-reinforced thin-walled tubes under impact loading. Materials 2024, 17, 2264. [Google Scholar] [CrossRef] [PubMed]
- Wang, W.; Wang, Y.; Zhao, Z.; Tong, Z.; Xu, X.; Lim, C.W. Numerical Simulation and experimental study on energy absorption of foam-filled local nanocrystallized thin-walled tubes under axial crushing. Materials 2022, 15, 5556. [Google Scholar] [CrossRef]
- Hidayat, D.; Istiyanto, J.; Sumarsono, D.A.; Kurniawan, F.; Ardiansyah, R.; Wandono, F.A.; Nugroho, A. Investigation on the crashworthiness performance of thin-walled multi-cell PLA 3D-printed tubes: A multi-parameter analysis. Designs 2023, 7, 108. [Google Scholar] [CrossRef]
- Chen, D.; Sun, X.; Li, B.; Liu, Y.; Zhu, T.; Xiao, S. On crashworthiness and energy-absorbing mechanisms of thick CFRP structures for railway vehicles. Polymers 2022, 14, 4795. [Google Scholar] [CrossRef] [PubMed]
- Tur, E.; Shokrani, A. Influence of fibre orientation on mechanical behaviour of Onyx-carbon fibre composites fabricated via additive manufacturing. Procedia CIRP 2025, 134, 67–72. [Google Scholar] [CrossRef]
- Kaushik, V.; Kurra, S.; Adusumalli, R. Structure–property relationships in 3D-printed onyx-based composites reinforced with continuous fibers: Role of temperature and fiber orientation. Compos. C Open Access 2025, 18, 100649. [Google Scholar] [CrossRef]
- Nikiema, D.; Balland, P.; Sergent, A. Study of the mechanical properties of 3d-printed onyx parts: Investigation on printing parameters and effect of humidity. Chin. J. Mech. Eng. Addit. Manuf. Front. 2023, 2, 100075. [Google Scholar] [CrossRef]
- Sun, G.; Huo, X.; Wang, H.; Hazell, P.J.; Li, Q. On the structural parameters of honeycomb-core sandwich panels against low-velocity impact. Compos. Part B-Eng. 2021, 216, 108881. [Google Scholar] [CrossRef]
- Sun, G.; Wang, E.; Wang, H.; Xiao, Z.; Li, Q. Low-velocity impact behavior of sandwich panels with homogeneous and stepwise graded foam cores. Mater. Des. 2018, 160, 1117–1136. [Google Scholar] [CrossRef]
- Yang, P.; Shams, S.S.; Slay, A.; Brokate, B.; Elhajjar, R. Evaluation of temperature effects on low velocity impact damage in composite sandwich panels with polymeric foam cores. Compos. Struct. 2015, 129, 213–223. [Google Scholar] [CrossRef]
- Ngo, T.D.; Kashani, A.; Imbalzano, G.; Nguyen, K.T.; Hui, D. Additive manufacturing (3D printing): A review of materials. methods. applications and challenges. Compos. Part B-Eng. 2018, 143, 172–196. [Google Scholar] [CrossRef]
- Wang, X.; Jiang, M.; Zhou, Z.; Gou, J.; Hui, D. 3D printing of polymer matrix composites: A review and prospective. Compos. Part B-Eng. 2017, 110, 442–458. [Google Scholar] [CrossRef]
- Wu, Y.; Fang, J.; Wu, C.; Li, C.; Sun, G.; Li, Q. Additively manufactured materials and structures: A state-of-the-art review on their mechanical characteristics and energy absorption. Int. J. Mech. Sci. 2023, 246, 108102. [Google Scholar] [CrossRef]
- Markforged Onyx—Composite 3D Printing Material. Available online: https://markforged.com/materials/plastics/onyx (accessed on 18 May 2026).
- ASTM D638-2022; Standard Test Method for Tensile Properties of Plastics. ASTM International: West Conshohocken, PA, USA, 2022.
- Nenciu, A.; Apostol, D.A.; Constantinescu, D.M. The effect of continuous carbon fiber reinforcement on 3d-printed honeycomb and re-entrant sandwich panels subjected to in-plane compression. Materials 2025, 18, 5594. [Google Scholar] [CrossRef] [PubMed]
- EVERGLUE—Everbond 3001|Your B2B Shop. Available online: https://big-difference.com/everglue-2k-mma-everbond-3001-50ml-double-cartridge-10-1 (accessed on 18 May 2026).
- EMS SC7620 Mini Sputter Coater. Available online: https://www.emsdiasum.com/mini-sputter-coater?srsltid=AfmBOorAfUaKVYdajhbs80Cv8cfQQMwv11iqY8YBT5UQ3F-spNe5LLFJ (accessed on 18 May 2026).



























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Height | V1 | V2 | ||||||
|---|---|---|---|---|---|---|---|---|
| Mass [g] | Volume [cm3] | Print Duration [h:min] | Material Price [$] | Mass [g] | Volume [cm3] | Print Duration [h:min] | Material Price [$] | |
| 1 Cell (C1) | 41.49 | 36.33 | 09:08 | 8.63 | 42.95 | 37.55 | 08:39 | 8.92 |
| 2 Cells (C2) | 84.34 | 73.82 | 16:47 | 17.53 | 85.71 | 74.95 | 16:16 | 17.80 |
| 3 Cells (C3) | 127.14 | 111.25 | 24:00 | 26.42 | 128.48 | 112.37 | 23:53 | 26.69 |
| Configuration | Real Mass [g] | Slicer Mass [g] | Error [%] |
|---|---|---|---|
| V1C1 | 39.7 | 41.49 | 4.41% |
| V1C2 | 80.0 | 84.34 | 5.28% |
| V1C3 | 120.7 | 127.14 | 5.20% |
| V2C1 | 40.8 | 42.95 | 5.13% |
| V2C2 | 80.8 | 85.71 | 5.90% |
| V2C3 | 121.4 | 128.48 | 5.67% |
| Configuration | Elements | Nodes |
|---|---|---|
| C1 | 49,074 | 17,963 |
| C2 | 83,345 | 30,223 |
| C3 | 117,610 | 42,239 |
| Material | Property | Value | Material | Property | Value |
|---|---|---|---|---|---|
| 6060.T6 | Elastic Modulus | 70,000 MPa | Onyx | Elastic Modulus | 800 MPa |
| Density | 2.7 g/cm3 | Density | 1.2 g/cm3 | ||
| Poisson’s Coefficient | 0.33 | Poisson’s Coefficient | 0.4 | ||
| Yield Stress | 160 MPa | Yield Stress | 20 MPa | ||
| Yield Strain | 0.2% | Yield Strain | 4% | ||
| Ultimate Stress | 215 MPa | Ultimate Stress | 35 MPa | ||
| Ultimate Strain | 8% | Ultimate Strain | 40% |
| Impact Energy | Measured Value | Experimental | FEM | ||||
|---|---|---|---|---|---|---|---|
| V1C1 | V1C2 | V1C3 | V1C1 | V1C2 | V1C3 | ||
| 20 J | Force [N] | 5953 | 5213 | 4723 | 5597 | 5088 | 4279 |
| Energy [J] | 15.58 | 14.64 | 13.8 | 15.56 | 14.05 | 12.32 | |
| SEA [J/g] | 0.182 | 0.116 | 0.083 | 0.182 | 0.112 | 0.074 | |
| 50 J | Force [N] | 10,817 | 8461 | 7767 | 11,631 | 8486 | 7533 |
| Energy [J] | 43.23 | 38.13 | 36.39 | 42.74 | 36.94 | 26.42 | |
| SEA [J/g] | 0.504 | 0.303 | 0.218 | 0.499 | 0.293 | 0.158 | |
| Impact Energy | Measured Value | C1 to C2 | C2 to C3 | C1 to C3 |
|---|---|---|---|---|
| 20 J | Force [N] | 13% | 10% | 23% |
| Energy [J] | 6% | 6% | 12% | |
| SEA [J/g] | 44% | 33% | 75% | |
| 50 J | Force [N] | 24% | 9% | 33% |
| Energy [J] | 13% | 5% | 18% | |
| SEA [J/g] | 50% | 33% | 79% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2026 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license.
Share and Cite
Nenciu, A.; Apostol, D.A.; Munteanu, M.A.; Maerean, O.A.; Constantinescu, D.M. Evaluation of Impact Performance via FEM Modelling and Experimental Testing of 3D-Printed Honeycomb Energy-Absorbing Crush-Type Structures. Appl. Sci. 2026, 16, 5858. https://doi.org/10.3390/app16125858
Nenciu A, Apostol DA, Munteanu MA, Maerean OA, Constantinescu DM. Evaluation of Impact Performance via FEM Modelling and Experimental Testing of 3D-Printed Honeycomb Energy-Absorbing Crush-Type Structures. Applied Sciences. 2026; 16(12):5858. https://doi.org/10.3390/app16125858
Chicago/Turabian StyleNenciu, Andrei, Dragos Alexandru Apostol, Melania Andreea Munteanu, Oana Andreea Maerean, and Dan Mihai Constantinescu. 2026. "Evaluation of Impact Performance via FEM Modelling and Experimental Testing of 3D-Printed Honeycomb Energy-Absorbing Crush-Type Structures" Applied Sciences 16, no. 12: 5858. https://doi.org/10.3390/app16125858
APA StyleNenciu, A., Apostol, D. A., Munteanu, M. A., Maerean, O. A., & Constantinescu, D. M. (2026). Evaluation of Impact Performance via FEM Modelling and Experimental Testing of 3D-Printed Honeycomb Energy-Absorbing Crush-Type Structures. Applied Sciences, 16(12), 5858. https://doi.org/10.3390/app16125858