

Large-Deflection Mechanical Modeling and Surrogate Model Optimization Method for Deformation Control of Flexible Pneumatic Structures


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
2. Materials and Methods
2.1. Modeling of the Large-Deflection Deformation of a Multi-Pivot Flexible Nozzle
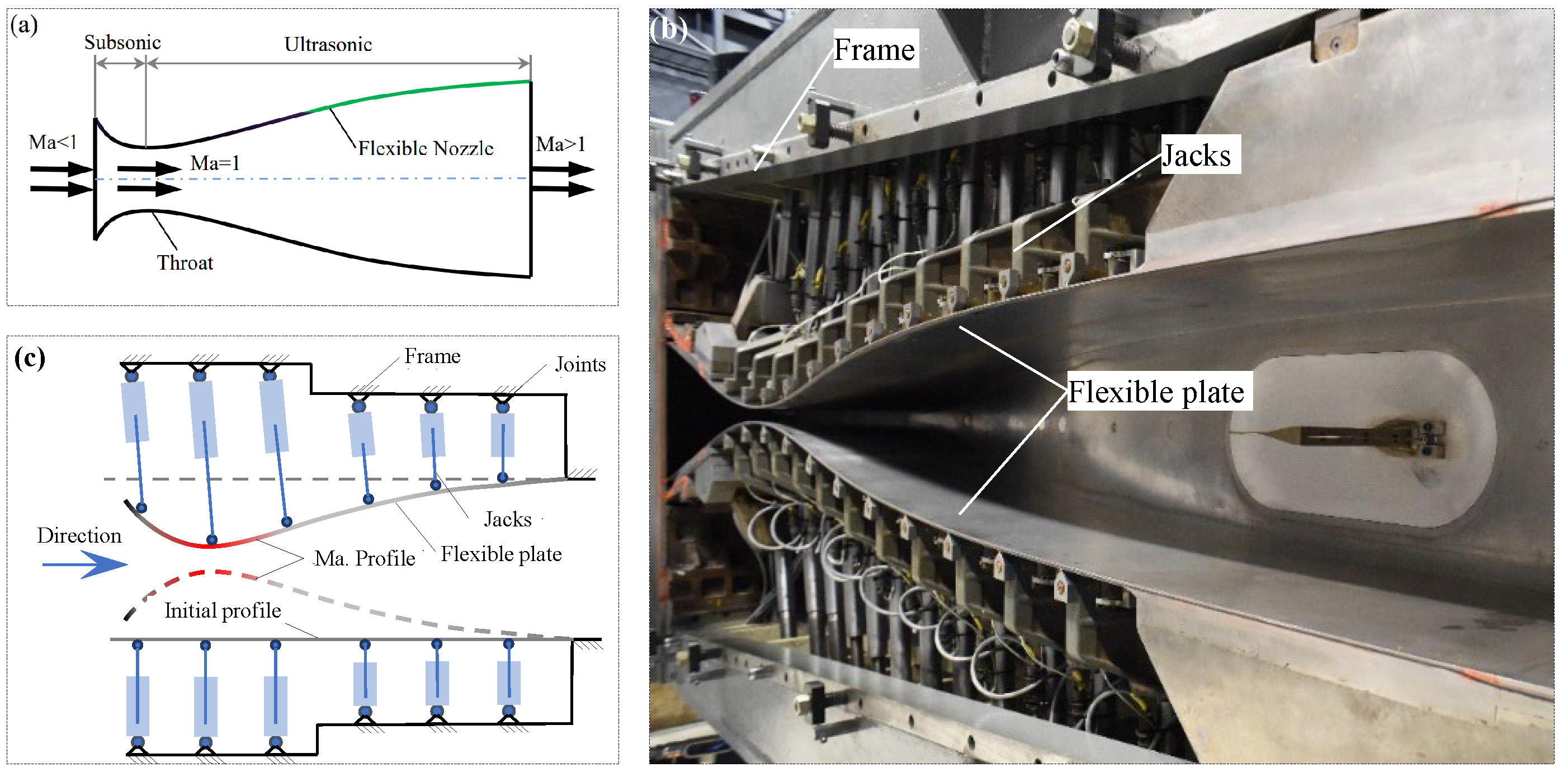
2.1.1. Structural Components and Working Principle of the Flexible Nozzle
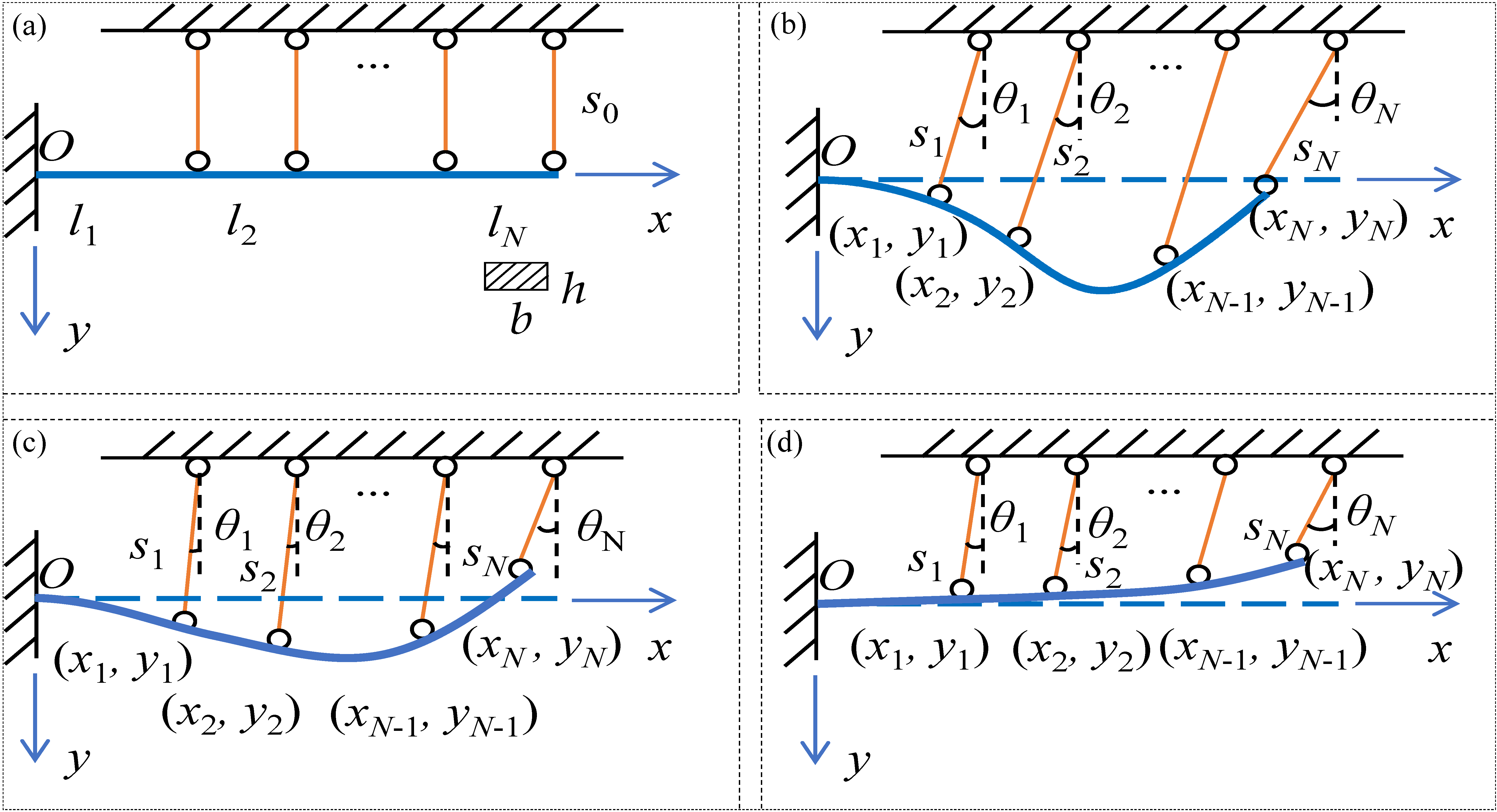
2.1.2. The Mechanical Model of the Flexible Nozzle
2.1.3. Model Solving Based on the Variational Principle
2.2. Optimization Design Based on Radial Basis Interpolation of Surrogate Models
2.2.1. Basic Definition of the Radial Point Interpolation Method
2.2.2. Evaluation Index for the Accuracy of the Nozzle Profile
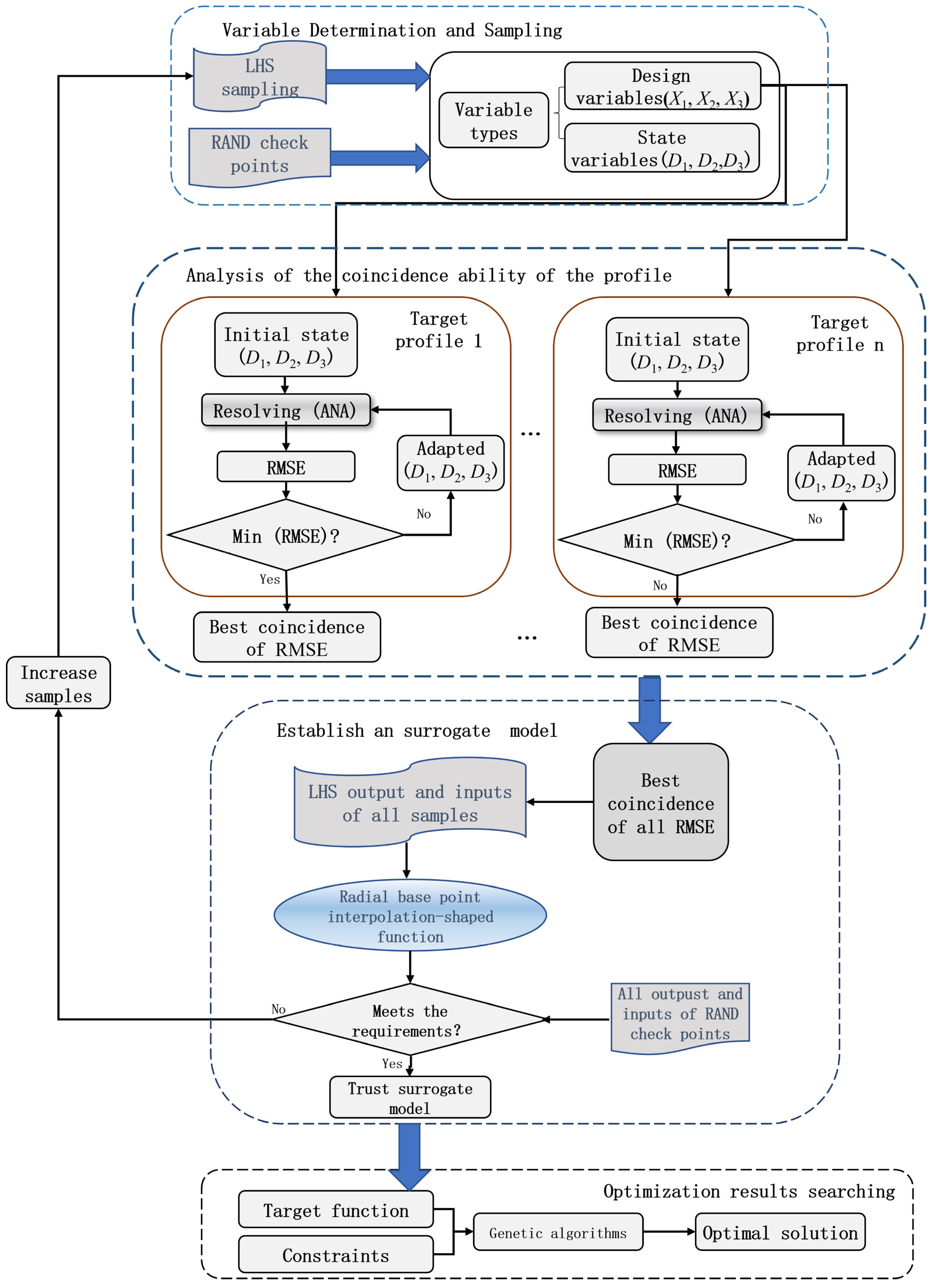
2.2.3. Optimizing the Design Process
3. Results
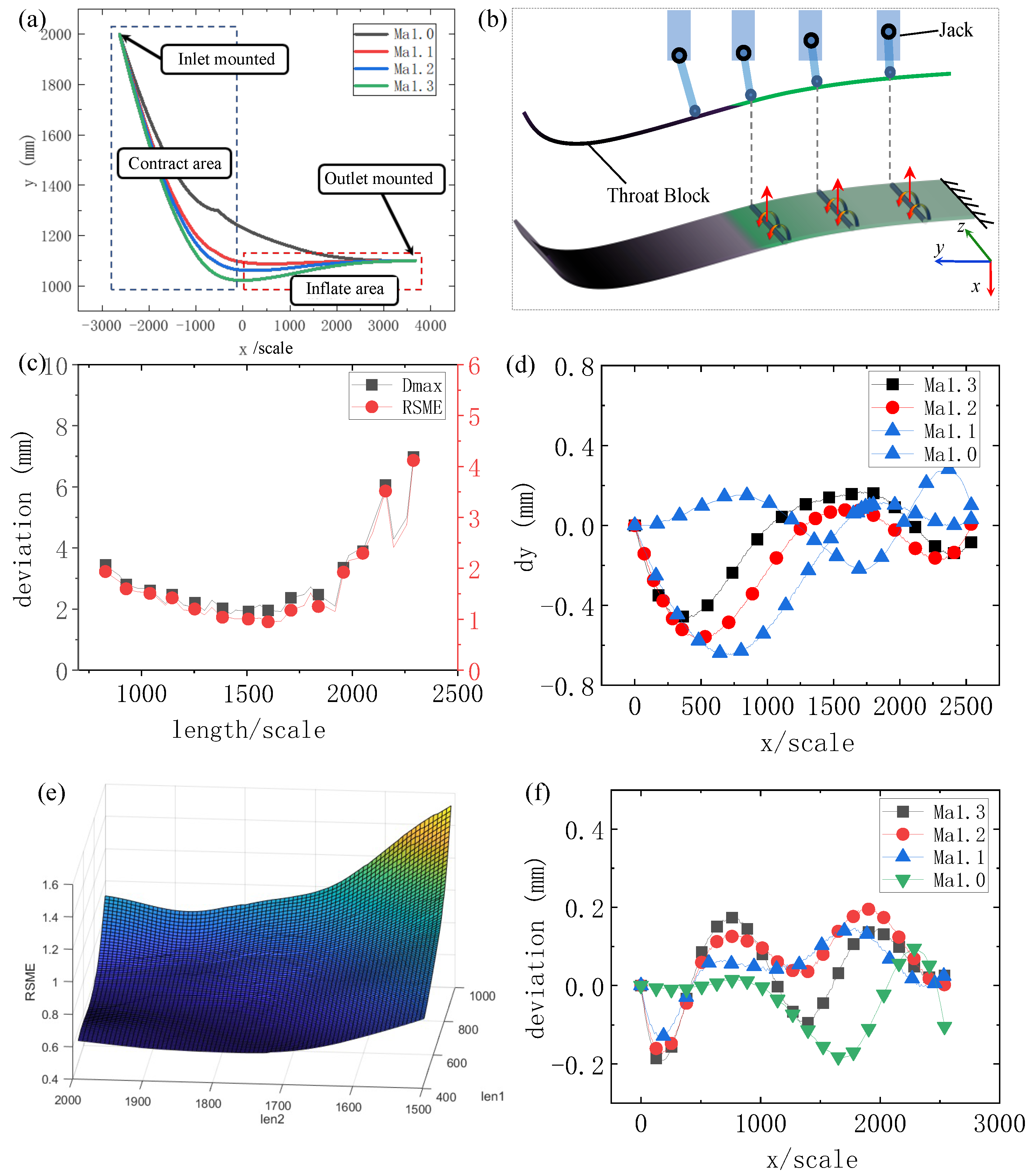
3.1. The Optimization Results
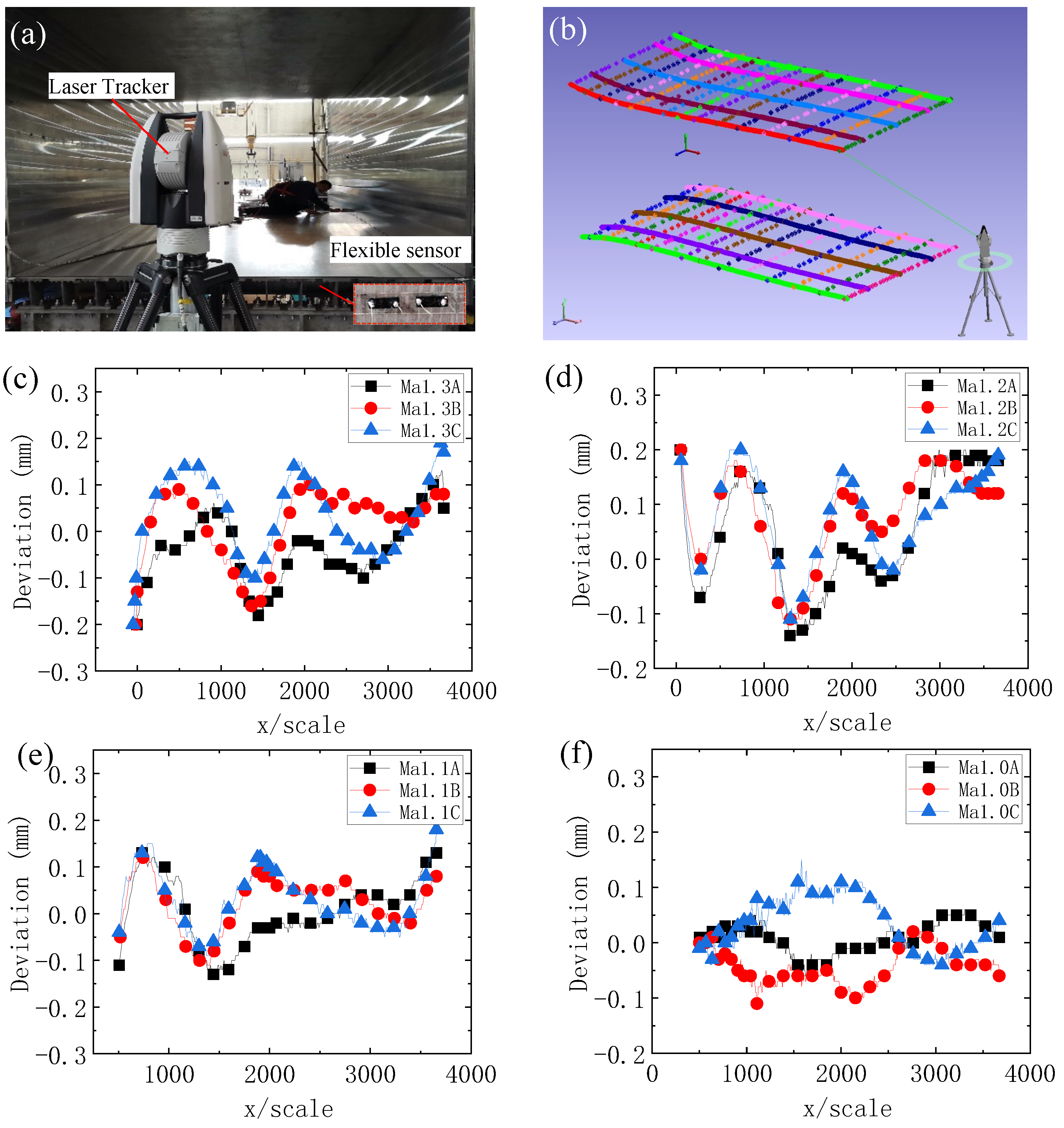
3.2. Experimental Results
4. Discussion
4.1. Scalability Considerations
4.2. Model Accuracy vs. Computational Cost Trade Offs
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| RMSE | Root mean square error |
| RPIM | Radial point interpolation method |
| RBF | Radial base function |
| PIM | Point interpolation method |
References
- Bin, X.U.; Shi, Z. An overview on flight dynamics and control approaches for hypersonic vehicles. Sci. China Inf. Sci. 2015, 58, 1–19. [Google Scholar] [CrossRef]
- Jingyi, W.U.; Wang, M.; Wang, S. Numerical Wind Tunnel Study of Semi-Open Silo Shell Grids. J. Beijing Univ. Civ. Eng. Archit. 2024, 40, 84–92. [Google Scholar] [CrossRef]
- Chen, X.; Li, C.; Gong, C.; Guo, L.; Da, R.A. A study of morphing aircraft on morphing rules along trajectory. Chin. J. Aeronaut. 2021, 34, 232–243. [Google Scholar] [CrossRef]
- Marwege, A.; Kirchheck, D.; Klevanski, J.; Gülhan, A. Hypersonic retro propulsion for reusable launch vehicles tested in the H2K wind tunnel. CEAS Space J. 2022, 14, 473–499. [Google Scholar] [CrossRef]
- Yu, C.; Gao, X.; Liao, W.; Zhang, Z.; Wang, G. A Highly Accurate Method for Deformation Reconstruction of Smart Deformable Structures Based on Flexible Strain Sensors. Micromachines 2022, 13, 910. [Google Scholar] [CrossRef]
- Aboelezz, A.; Mohamady, O.; Hassanalian, M.; Elhadidi, B. Nonlinear Flight Dynamics and Control of a Fixed-Wing Micro Air Vehicle: Numerical, System Identification and Experimental Investigations. J. Intell. Robot. Syst. 2021, 101, 173–186. [Google Scholar] [CrossRef]
- Vijayakrishnan, V.; Kishore, P.; Muruganandam, T.M. Investigation of Variable Mach Number Wind Tunnel with Symmetric Sliding Block Nozzles. In Proceedings of the AIAA Scitech 2022 Forum, San Diego, CA, USA, 3–7 January 2022; Volume 13, p. 0716. [Google Scholar] [CrossRef]
- Edquist, K.T. Status of Mars Retropropulsion Testing in the Langley Unitary Plan Wind Tunnel. In Proceedings of the AIAA Scitech 2022 Forum, San Diego, CA, USA, 3–7 January 2022; p. 0911. [Google Scholar]
- Sabnis, K.; Babinsky, H.; Galbraith, D.S.; Benek, J.A. Nozzle geometry-induced vortices in supersonic wind tunnels. AIAA J. 2020, 59, 1087–1098. [Google Scholar] [CrossRef]
- Yu, C.; Li, Z.; Zhang, Z.; Meng, L.; Wang, G.; Shi, Y.; Gao, C. A mechanics model in design of flexible nozzle with multiple movable hinge boundaries. Heliyon 2023, 9, e12927. [Google Scholar] [CrossRef] [PubMed]
- Wu, X.; Zhang, W.; Song, S. Uncertainty Quantification and Sensitivity Analysis of Transonic Aerodynamics with Geometric Uncertainty. Int. J. Aerosp. Eng. 2017, 2017, 1–16. [Google Scholar] [CrossRef]
- Ross, J.C.; Rhode, M.N. Evaluation of CFD as a Surrogate for Wind-Tunnel Testing for Mach 2.4 to 4.6—Project Overview. In Proceedings of the AIAA AVIATION 2021 FORUM, Virtual, 2–6 August 2021; p. 2961. [Google Scholar] [CrossRef]
- Chucheepsakul, S.; Phungpaigram, B. Elliptic integral solutions of variable-arc-length elastica under an inclined follower force. J. Appl. Math. Mech. 2020, 84, 29–38. [Google Scholar] [CrossRef]
- Yuan, W.H.; Wang, H.C.; Zhang, W.; Dai, B.B.; Wang, Y. Particle finite element method implementation for large deformation analysis using Abaqus. Acta Geotech. 2021, 16, 2449–2462. [Google Scholar] [CrossRef]
- Qiang, W.U.; Peng, P.; Cheng, Y. The interpolating element-free Galerkin method for elastic large deformation problems. Sci. China Technol. Sci. 2021, 64, 364–374. [Google Scholar] [CrossRef]
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, G.; Wang, P.; Yang, X.; Yang, C.; Yu, C. Large-Deflection Mechanical Modeling and Surrogate Model Optimization Method for Deformation Control of Flexible Pneumatic Structures. Appl. Sci. 2025, 15, 3169. https://doi.org/10.3390/app15063169
Wang G, Wang P, Yang X, Yang C, Yu C. Large-Deflection Mechanical Modeling and Surrogate Model Optimization Method for Deformation Control of Flexible Pneumatic Structures. Applied Sciences. 2025; 15(6):3169. https://doi.org/10.3390/app15063169
Chicago/Turabian StyleWang, Guishan, Peiyuan Wang, Xiuxuan Yang, Can Yang, and Chengguo Yu. 2025. "Large-Deflection Mechanical Modeling and Surrogate Model Optimization Method for Deformation Control of Flexible Pneumatic Structures" Applied Sciences 15, no. 6: 3169. https://doi.org/10.3390/app15063169
APA StyleWang, G., Wang, P., Yang, X., Yang, C., & Yu, C. (2025). Large-Deflection Mechanical Modeling and Surrogate Model Optimization Method for Deformation Control of Flexible Pneumatic Structures. Applied Sciences, 15(6), 3169. https://doi.org/10.3390/app15063169