

Synergistic Effects of Dielectric Barrier Discharge Plasma Treatment on Hemp Fiber Surface Modification and Mechanical Properties of Hemp-Fiber-Reinforced Epoxy Composites

 ,
,  ,
,  and
and
Abstract
1. Introduction
2. Materials and Methods
2.1. Materials and Preparation
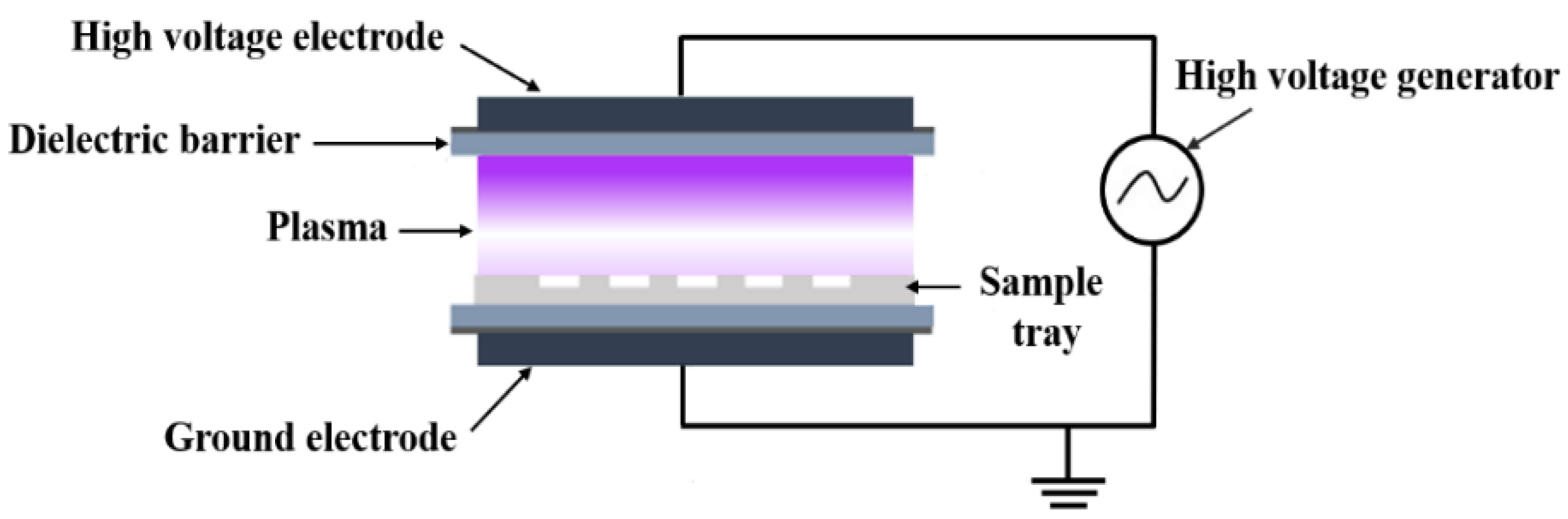
2.2. Influence of Plasma Parameters
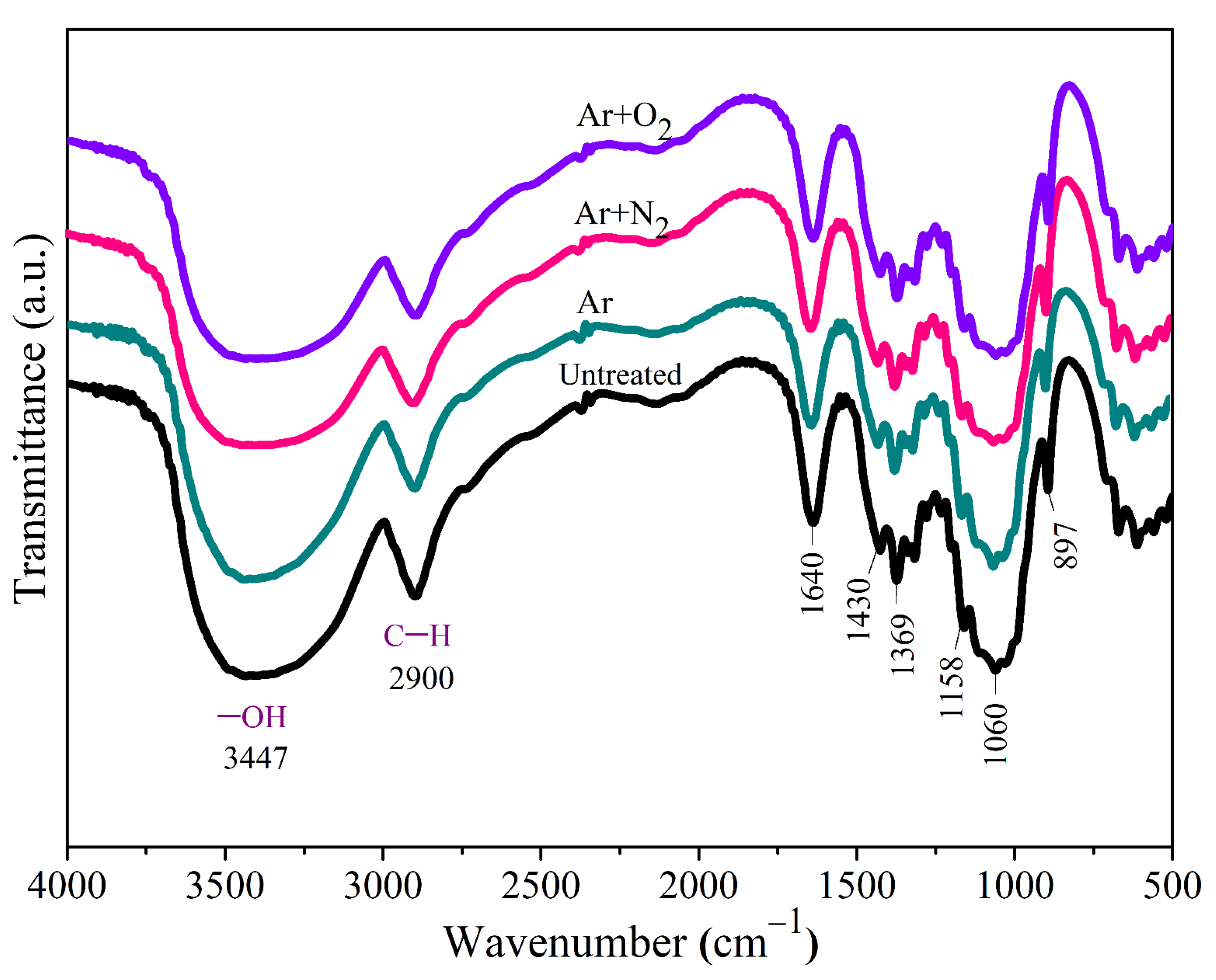
2.3. Fourier-Transform Infrared Spectroscopy (FT-IR)
2.4. X-Ray Diffraction Spectroscopy (XRD)
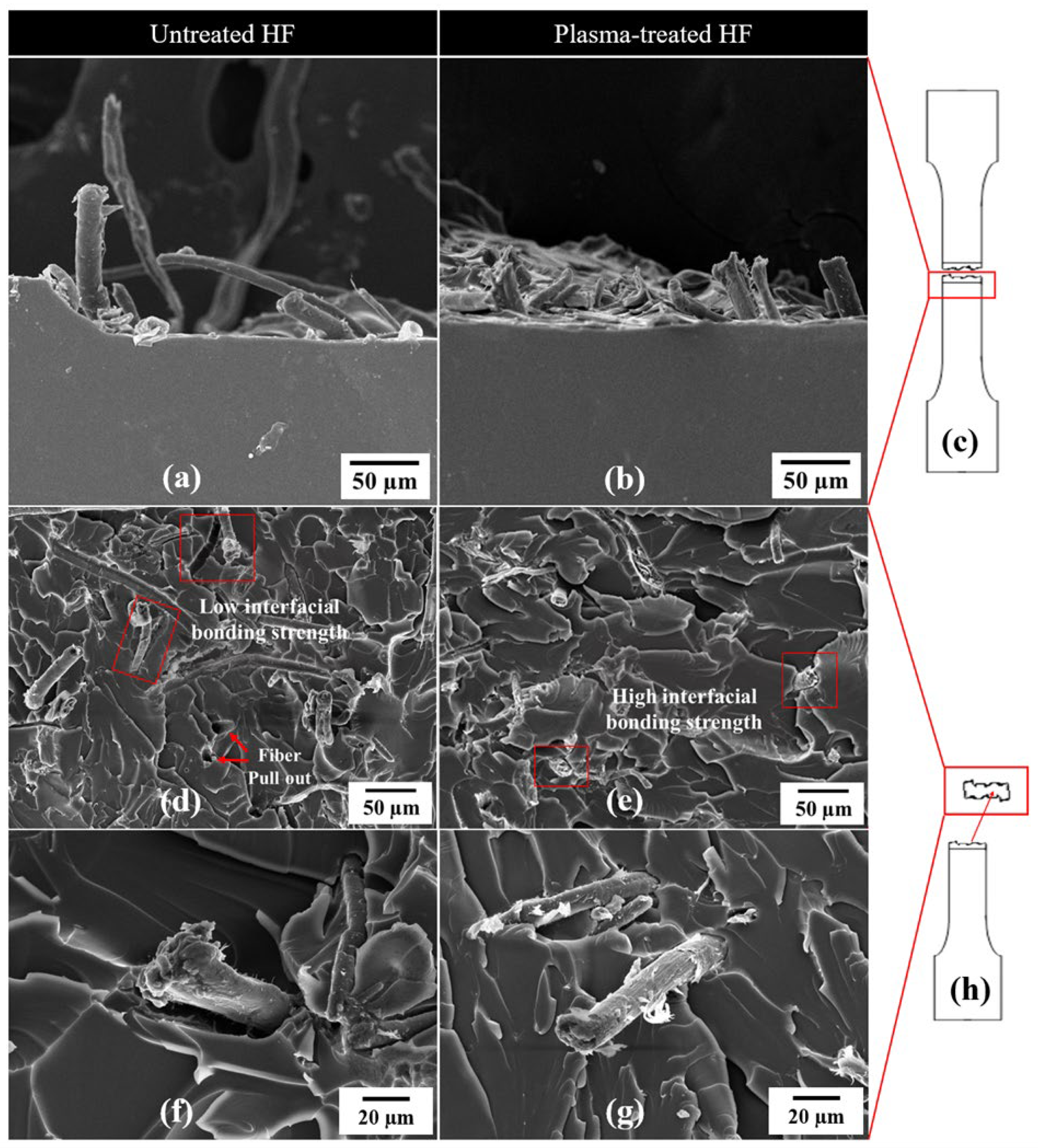
2.5. Scanning Electron Microscopy (SEM)
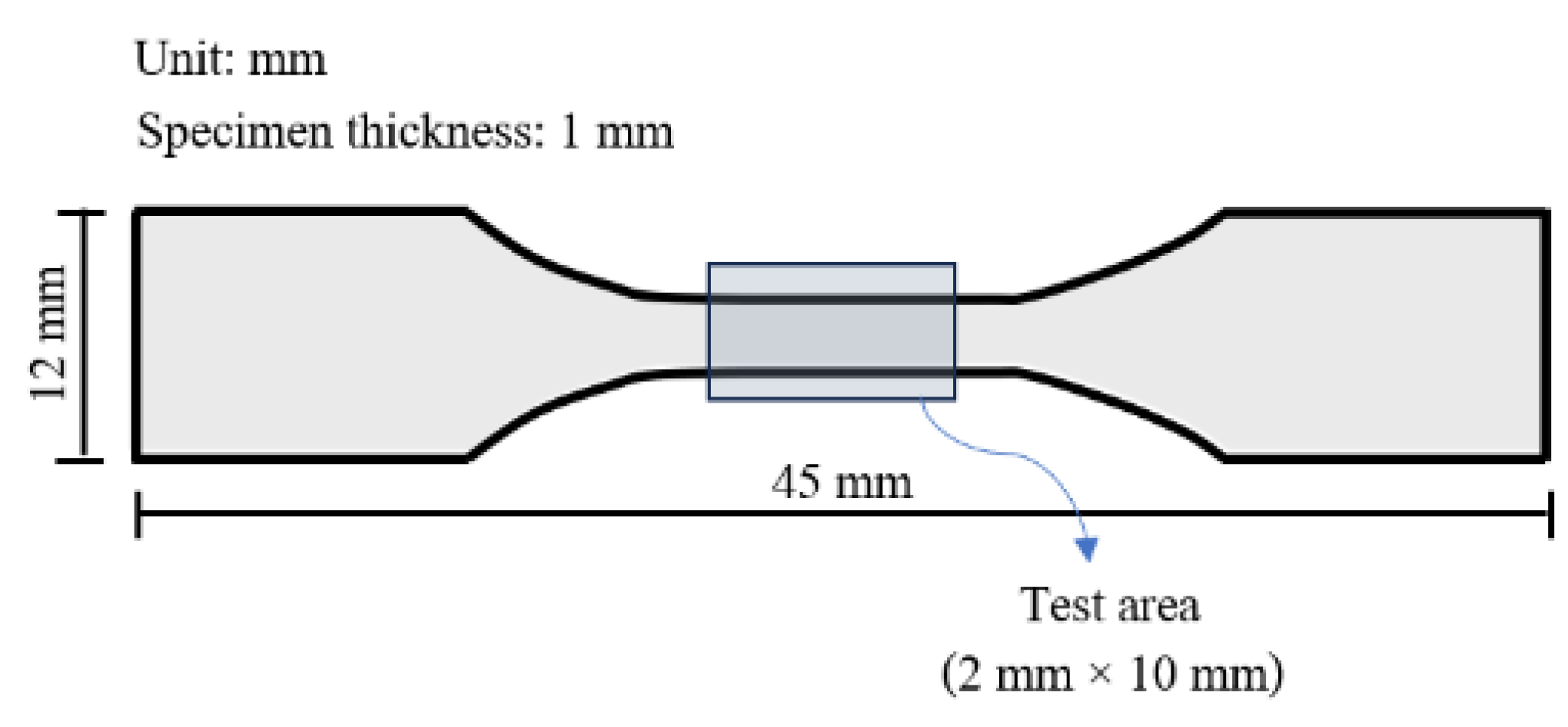
2.6. Preparation of Composite and Mechanical Properties
2.7. Statistical Analysis
2.8. Experimental Design and Optimization of Plasma Treatment Parameters
3. Results
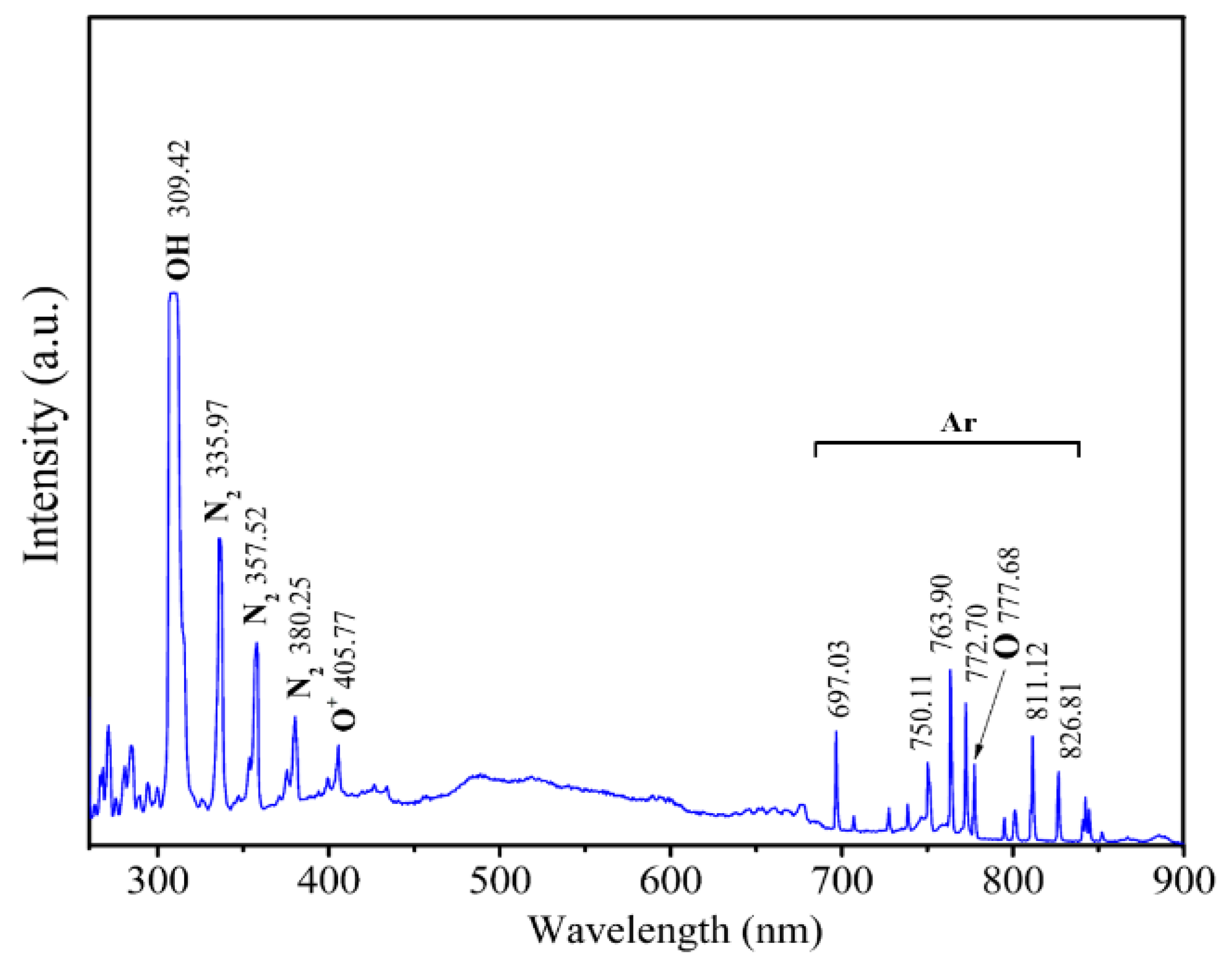
3.1. Analysis of Reactive Species in the DBD Plasma
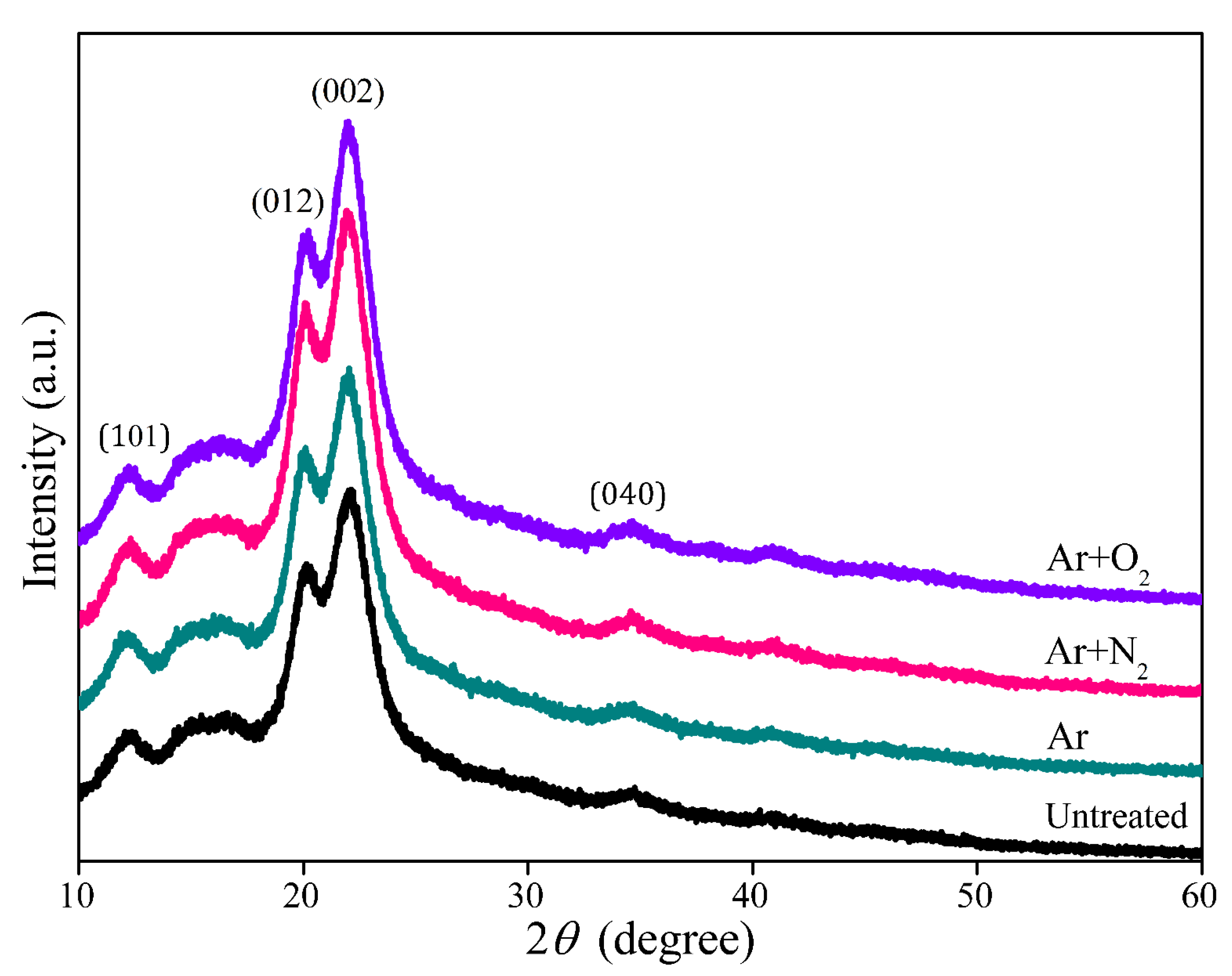
3.2. Structural Characterization and Chemical Composition of Hemp Fibers
3.3. Surface Morphology and Roughness
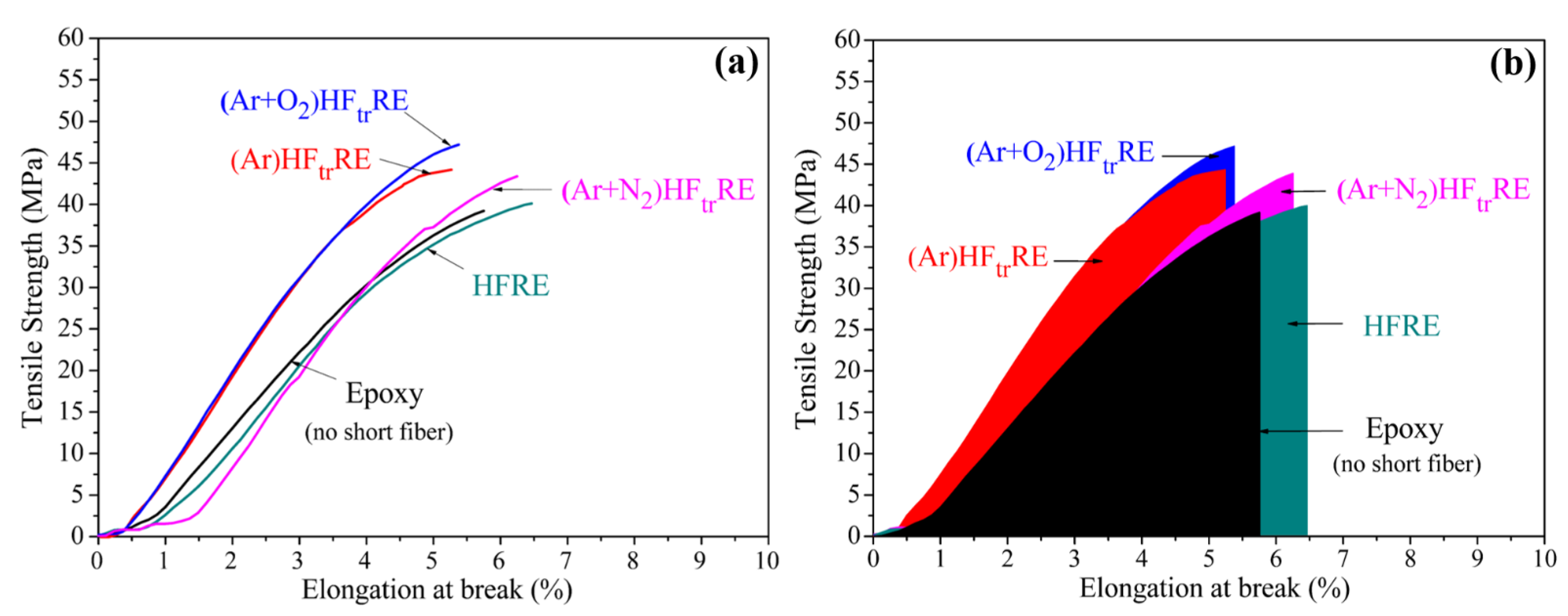
3.4. Mechanical Properties of Plasma-Treated Hemp Fiber Composites
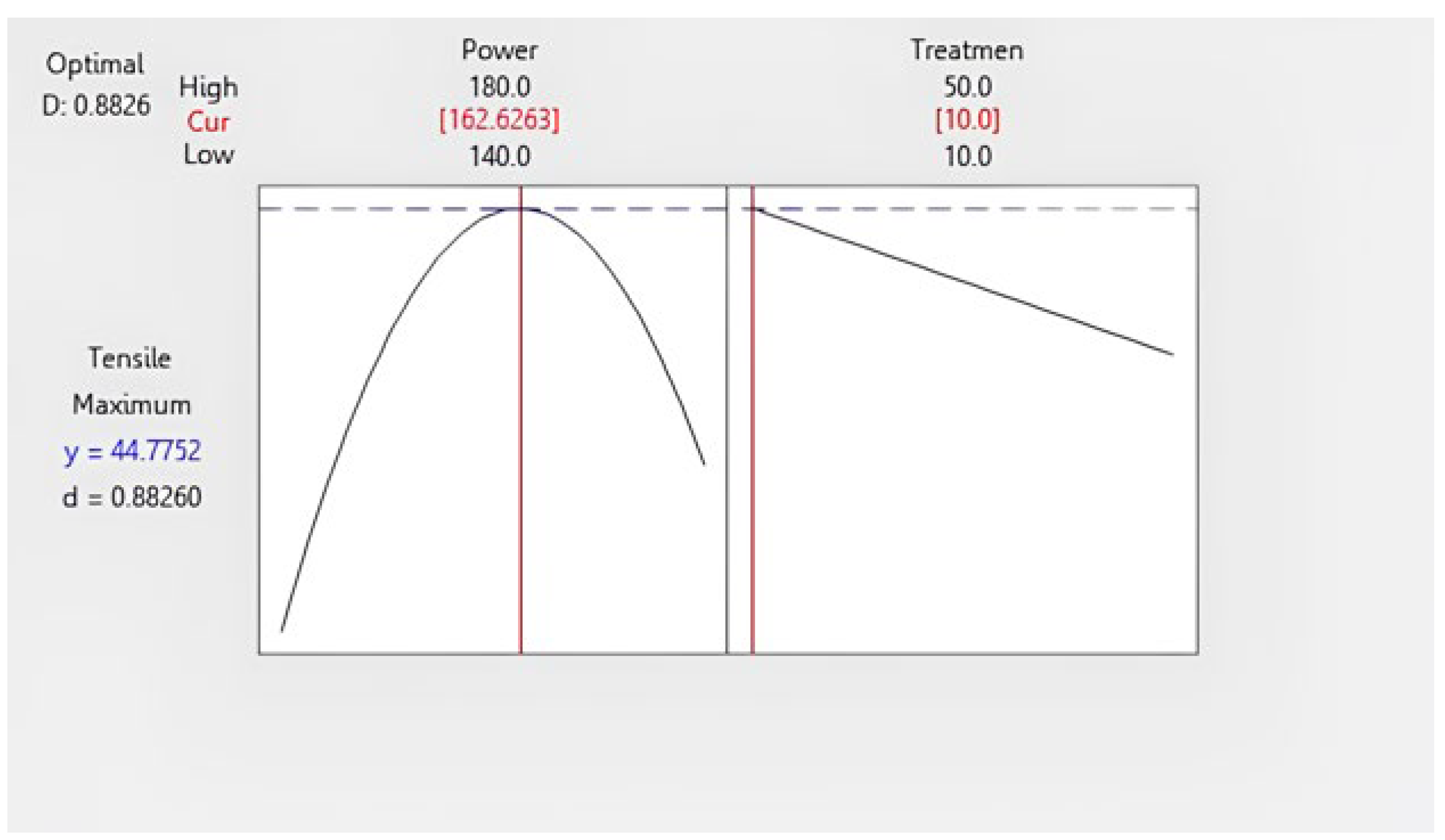
3.5. Optimization of Plasma Treatment Parameters
4. Discussion
4.1. Mechanism of Crystallinity Enhancement in Cellulose Fibers by Plasma Treatment
4.2. Role of Reactive Oxygen Species (ROS) in Surface Modification of Hemp Fibers During Ar+O2 Plasma Treatment
4.3. Optimizing DBD Plasma Treatment Parameters and Reactor Design for Efficient Hemp Fiber Surface Modification in Composite Manufacturing
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Ouajai, S.; Shanks, R.A. Composition, structure and thermal degradation of hemp cellulose after chemical treatments. Polym. Degrad. Stab. 2005, 89, 327–335. [Google Scholar] [CrossRef]
- Ozen, E.; Kiziltas, A.; Kiziltas, E.E.; Gardner, D.J. Natural fiber blend—Nylon 6 composites. Polym. Compos. 2013, 34, 544–553. [Google Scholar] [CrossRef]
- Gholampour, A.; Ozbakkaloglu, T. A review of natural fiber composites: Properties, modification and processing techniques, characterization, applications. J. Mater. Sci. 2020, 55, 829–892. [Google Scholar] [CrossRef]
- Mwaikambo, L.Y.; Ansell, M.P. Mechanical properties of alkali treated plant fibres and their potential as reinforcement materials II. Sisal fibres. J. Mater. Sci. 2006, 41, 2497–2508. [Google Scholar] [CrossRef]
- Brunengo, E.; Conzatti, L.; Utzeri, R.; Vicini, S.; Scatto, M.; Falzacappa, E.V.; Castellano, M.; Stagnaro, P. Chemical modification of hemp fibres by plasma treatment for eco-composites based on biodegradable polyester. J. Mater. Sci. 2019, 54, 14367–14377. [Google Scholar] [CrossRef]
- Pejić, B.M.; Kramar, A.D.; Obradović, B.M.; Kuraica, M.M.; Žekić, A.A.; Kostić, M.M. Effect of plasma treatment on chemical composition, structure and sorption properties of lignocellulosic hemp fibers (Cannabis sativa L.). Carbohydr. Polym. 2020, 236, 116000. [Google Scholar] [CrossRef]
- Li, X.; Tabil, L.G.; Panigrahi, S. Chemical Treatments of Natural Fiber for Use in Natural Fiber-Reinforced Composites: A Review. J. Polym. Environ. 2007, 15, 25–33. [Google Scholar] [CrossRef]
- Legras, A.; Kondor, A.; Heitzmann, M.T.; Truss, R.W. Inverse gas chromatography for natural fibre characterisation: Identification of the critical parameters to determine the Brunauer–Emmett–Teller specific surface area. J. Chromatogr. A 2015, 1425, 273–279. [Google Scholar] [CrossRef]
- Conrads, H.; Schmidt, M. Plasma generation and plasma sources. Plasma Sources Sci. Technol. 2000, 9, 441. [Google Scholar] [CrossRef]
- Radetic, M.; Jovancic, P.; Puac, N.; Petrovic, Z.L. Environmental impact of plasma application to textiles. J. Phys. Conf. Ser. 2007, 71, 012017. [Google Scholar] [CrossRef]
- Xi, M.; Li, Y.-L.; Shang, S.-y.; Li, D.-H.; Yin, Y.-X.; Dai, X.-Y. Surface modification of aramid fiber by air DBD plasma at atmospheric pressure with continuous on-line processing. Surf. Coat. Technol. 2008, 202, 6029–6033. [Google Scholar] [CrossRef]
- Gao, M.; Wang, Y.; Zhang, Y.; Li, Y.; Tang, Y.; Huang, Y. Deposition of thin films on glass fiber fabrics by atmospheric pressure plasma jet. Surf. Coat. Technol. 2020, 404, 126498. [Google Scholar] [CrossRef]
- Enciso, B.; Abenojar, J.; Martínez, M.A. Influence of plasma treatment on the adhesion between a polymeric matrix and natural fibres. Cellulose 2017, 24, 1791–1801. [Google Scholar] [CrossRef]
- Kalia, S.; Kaith, B.S.; Kaur, I. Pretreatments of natural fibers and their application as reinforcing material in polymer composites—A review. Polym. Eng. Sci. 2009, 49, 1253–1272. [Google Scholar] [CrossRef]
- Väisänen, T.; Das, O.; Tomppo, L. A review on new bio-based constituents for natural fiber-polymer composites. J. Clean. Prod. 2017, 149, 582–596. [Google Scholar] [CrossRef]
- Peran, J.; Ercegović Ražić, S. Application of atmospheric pressure plasma technology for textile surface modification. Text. Res. J. 2019, 90, 1174–1197. [Google Scholar] [CrossRef]
- Hamad, S.F.; Stehling, N.; Hayes, S.A.; Foreman, J.P.; Rodenburg, C. Exploiting Plasma Exposed, Natural Surface Nanostructures in Ramie Fibers for Polymer Composite Applications. Materials 2019, 12, 1631. [Google Scholar] [CrossRef]
- Alamri, H.; Low, I.M. Mechanical properties and water absorption behaviour of recycled cellulose fibre reinforced epoxy composites. Polym. Test. 2012, 31, 620–628. [Google Scholar] [CrossRef]
- JIS K 6251-7; Rubber, Vulcanized or Thermoplastics—Determination of Tensile Stress-Strain Properties. Japanese Standards Association: Tokyo, Japan, 2010.
- Xu, G.; Shi, X.-M.; Cai, J.-F.; Chen, S.-L.; Li, P.; Yao, C.; Chang, Z.; Zhang, G.-J. Dual effects of atmospheric pressure plasma jet on skin wound healing of mice. Wound Repair. Regen. 2015, 23, 878–884. [Google Scholar] [CrossRef]
- Rezaei, F.; Gorbanev, Y.; Chys, M.; Nikiforov, A.; Van Hulle, S.; Cos, P.; Bogaerts, A.; De Geyter, N. Investigation of plasma-induced chemistry in organic solutions for enhanced electrospun PLA nanofibers. Plasma Process. Polym. 2018, 15, e1700226. [Google Scholar] [CrossRef]
- Mengjin, W.U.; Lixia, J.I.A.; Suling, L.U.; Zhigang, Q.I.N.; Sainan, W.E.I.; Ruosi, Y.A.N. Interfacial performance of high-performance fiber-reinforced composites improved by cold plasma treatment: A review. Surf. Interfaces 2021, 24, 101077. [Google Scholar] [CrossRef]
- Marrot, L.; Lefeuvre, A.; Pontoire, B.; Bourmaud, A.; Baley, C. Analysis of the hemp fiber mechanical properties and their scattering (Fedora 17). Ind. Crops Prod. 2013, 51, 317–327. [Google Scholar] [CrossRef]
- Mosiewicki, M.A.; Marcovich, N.E.; Aranguren, M.I. 4—Characterization of Fiber Surface Treatments in Natural Fiber Composites by Infrared and Raman Spectroscopy. In Interface Engineering of Natural Fibre Composites for Maximum Performance; Zafeiropoulos, N.E., Ed.; Woodhead Publishing: Cambridge, UK, 2011; pp. 117–145. [Google Scholar] [CrossRef]
- Nurazzi, N.M.; Asyraf, M.R.M.; Khalina, A.; Abdullah, N.; Aisyah, H.A.; Rafiqah, S.A.; Sabaruddin, F.A.; Kamarudin, S.H.; Norrrahim, M.N.F.; Ilyas, R.A.; et al. A Review on Natural Fiber Reinforced Polymer Composite for Bullet Proof and Ballistic Applications. Polym. 2021, 13, 646. [Google Scholar] [CrossRef]
- Mohit, H.; Arul Mozhi Selvan, V. A comprehensive review on surface modification, structure interface and bonding mechanism of plant cellulose fiber reinforced polymer based composites. Compos. Interfaces 2018, 25, 629–667. [Google Scholar] [CrossRef]
- Lee, C.H.; Khalina, A.; Lee, S.H. Importance of Interfacial Adhesion Condition on Characterization of Plant-Fiber-Reinforced Polymer Composites: A Review. Polymers 2021, 13, 438. [Google Scholar] [CrossRef]
- Andrew, J.J.; Srinivasan, S.M.; Arockiarajan, A.; Dhakal, H.N. Parameters influencing the impact response of fiber-reinforced polymer matrix composite materials: A critical review. Compos. Struct. 2019, 224, 111007. [Google Scholar] [CrossRef]
- Hh, M.; Hanoon, A.; Al Zand, A.; Abdulhameed, A.; Al-Sulttani, A. Torsional Strengthening of Reinforced Concrete Beams with Externally-Bonded Fibre Reinforced Polymer: An Energy Absorption Evaluation. Civ. Eng. J. 2020, 6, 69–85. [Google Scholar] [CrossRef]
- Wang, K.; Xie, X.; Wang, J.; Zhao, A.; Peng, Y.; Rao, Y. Effects of infill characteristics and strain rate on the deformation and failure properties of additively manufactured polyamide-based composite structures. Results Phys. 2020, 18, 103346. [Google Scholar] [CrossRef]
- Moon, R.J.; Martini, A.; Nairn, J.A.; Simonsen, J.; Youngblood, J.P.J.C.S.r. Cellulose nanomaterials review: Structure, properties and nanocomposites. Chem. Soc. Rev. 2011, 40, 3941–3994. [Google Scholar] [CrossRef]
- Vesel, A.; Mozetic, M. New developments in surface functionalization of polymers using controlled plasma treatments. J. Phys. D: Appl. Phys. 2017, 50, 293001. [Google Scholar] [CrossRef]
- Zhang, C.; Zhao, M.; Wang, L.; Qu, L.; Men, Y. Surface modification of polyester fabrics by atmospheric-pressure air/He plasma for color strength and adhesion enhancement. Appl. Surf. Sci. 2017, 400, 304–311. [Google Scholar] [CrossRef]
- French, A.D. Idealized powder diffraction patterns for cellulose polymorphs. Cellulose 2014, 21, 885–896. [Google Scholar] [CrossRef]
- Chaiwong, C.; Rachtanapun, P.; Wongchaiya, P.; Auras, R.; Boonyawan, D. Effect of plasma treatment on hydrophobicity and barrier property of polylactic acid. Surf. Coat. Technol. 2010, 204, 2933–2939. [Google Scholar] [CrossRef]
- Kolářová, K.; Vosmanská, V.; Rimpelová, S.; Švorčík, V. Effect of plasma treatment on cellulose fiber. Cellulose 2013, 20, 953–961. [Google Scholar] [CrossRef]
- Wohlfart, E.; Fernández-Blázquez, J.P.; Knoche, E.; Bello, A.; Pérez, E.; Arzt, E.; del Campo, A. Nanofibrillar Patterns by Plasma Etching: The Influence of Polymer Crystallinity and Orientation in Surface Morphology. Macromolecules 2010, 43, 9908–9917. [Google Scholar] [CrossRef]
- Huo, J.; Zhu, B.; Ma, C.; You, L.; Cheung, P.C.-K.; Pedisić, S.; Hileuskaya, K. Effects of chemically reactive species generated in plasma treatment on the physico-chemical properties and biological activities of polysaccharides: An overview. Carbohydr. Polym. 2024, 342, 122361. [Google Scholar] [CrossRef]
- Kusano, Y.; Andersen, T.; Michelsen, P. Atmospheric pressure plasma surface modification of carbon fibres. J. Phys. Conf. Ser. 2008, 100, 012002. [Google Scholar] [CrossRef]
- Huh, Y.-i.; Mensah, B.; Kim, S.; Lee, H.; Nah, C. Effects of Plasma Treatment on Mechanical Properties of Jute Fibers and Their Composites with Polypropylene. Elastomers Compos. 2012, 47, 310–317. [Google Scholar] [CrossRef]
- Kafi, A.A.; Magniez, K.; Fox, B.L. A surface-property relationship of atmospheric plasma treated jute composites. Compos. Sci. Technol. 2011, 71, 1692–1698. [Google Scholar] [CrossRef]
- Inbakumar, S.; Morent, R.; De Geyter, N.; Desmet, T.; Anukaliani, A.; Dubruel, P.; Leys, C. Chemical and physical analysis of cotton fabrics plasma-treated with a low pressure DC glow discharge. Cellulose 2010, 17, 417–426. [Google Scholar] [CrossRef]
- Vesel, A.; Junkar, I.; Cvelbar, U.; Kovac, J.; Mozetic, M. Surface modification of polyester by oxygen- and nitrogen-plasma treatment. Surf. Interface Anal. 2008, 40, 1444–1453. [Google Scholar] [CrossRef]
- Liston, E.M.; Martinu, L.; Wertheimer, M.R. Plasma surface modification of polymers for improved adhesion: A critical review. J. Adhes. Sci. Technol. 1993, 7, 1091–1127. [Google Scholar] [CrossRef]
- Yuan, X.; Jayaraman, K.; Bhattacharyya, D. Mechanical properties of plasma-treated sisal fibre-reinforced polypropylene composites. J. Adhes. Sci. Technol. 2004, 18, 1027–1045. [Google Scholar] [CrossRef]
- Sánchez, M.; Patiño, W.; Cárdenas Pulido, J. Physical-mechanical properties of bamboo fibers-reinforced biocomposites: Influence of surface treatment of fibers. J. Build. Eng. 2019, 28, 101058. [Google Scholar] [CrossRef]
- Gibeop, N.; Lee, D.-W.; Prasad, C.; Toru, F.; Kim, B.; Song, J. Effect of plasma treatment on mechanical properties of jute fiber/poly (lactic acid) biodegradable composites. Adv. Compos. Mater. 2013, 22, 389–399. [Google Scholar] [CrossRef]
- Hua, Z.Q.; Sitaru, R.; Denes, F.; Young, R.A. Mechanisms of oxygen and argon-RF-plasma-induced surface chemistry of cellulose. Plasmas Polym. 1997, 2, 199–224. [Google Scholar] [CrossRef]
- Mahlberg, R.; Niemi, H.E.M.; Denes, F.; Rowell, R.M. Effect of oxygen and hexamethyldisiloxane plasma on morphology, wettability and adhesion properties of polypropylene and lignocellulosics. Int. J. Adhes. Adhes. 1998, 18, 283–297. [Google Scholar] [CrossRef]
- Baltazar-y-Jimenez, A.; Bistritz, M.; Schulz, E.; Bismarck, A. Atmospheric air pressure plasma treatment of lignocellulosic fibres: Impact on mechanical properties and adhesion to cellulose acetate butyrate. Compos. Sci. Technol. 2008, 68, 215–227. [Google Scholar] [CrossRef]
- Yuan, X.; Jayaraman, K.; Bhattacharyya, D. Effects of plasma treatment in enhancing the performance of woodfibre-polypropylene composites. Compos. Part. A Appl. Sci. Manuf. 2004, 35, 1363–1374. [Google Scholar] [CrossRef]
- Kalia, S.; Thakur, K.; Celli, A.; Kiechel, M.A.; Schauer, C.L. Surface modification of plant fibers using environment friendly methods for their application in polymer composites, textile industry and antimicrobial activities: A review. J. Environ. Chem. Eng. 2013, 1, 97–112. [Google Scholar] [CrossRef]
- Kogelschatz, U. Dielectric-Barrier Discharges: Their History, Discharge Physics, and Industrial Applications. Plasma Chem. Plasma Process. 2003, 23, 1–46. [Google Scholar] [CrossRef]
- Jaganathan, S.; Vahedi Tafreshi, H.; Pourdeyhimi, B. A realistic approach for modeling permeability of fibrous media: 3-D imaging coupled with CFD simulation. Chem. Eng. Sci. 2008, 63, 244–252. [Google Scholar] [CrossRef]
- Uehara, T.; Sakata, I. Effect of corona discharge treatment on cellulose prepared from beech wood. J. Appl. Polym. Sci. 1990, 41, 1695–1706. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter (unit) | Level of Parameters | ||
|---|---|---|---|
| Low | Intermediate | High | |
| Discharge Power (W) | 140 | 160 | 180 |
| Treatment Time (min) | 10 | 30 | 50 |
| Treatments | Compositions (%) | O/C Ratio | C.I. (%) | |
|---|---|---|---|---|
| C | O | |||
| HF | 59.50 | 40.50 | 0.68 | 45.19 |
| HFtr (Ar) | 59.03 | 40.97 | 0.69 | 45.20 |
| HFtr (Ar+N2) | 56.17 | 43.83 | 0.78 | 53.86 |
| HFtr (Ar+O2) | 55.96 | 44.04 | 0.79 | 55.63 |
| Sample | Energy Absorption (MPa·mm/mm) | Elongation at Break (%) | Tensile Strength (MPa) | Increase Rate of Tensile Value (%) |
|---|---|---|---|---|
| Epoxy | 101.93 ± 6.68 c | 5.54 ± 0.31 ab | 39.13 ± 0.29 e | - |
| HFRE | 116.01 ± 8.83 abc | 6.27 ± 0.41 ab | 40.39 ± 0.52 d | - |
| (Ar)HFtrRE | 124.01 ± 5.72 ab | 5.24 ± 0.16 bc | 44.77 ± 0.35 b | 10.8 |
| (Ar+N2)HFtrRE | 121.32 ± 2.62 b | 6.09 ± 0.46 ab | 43.11 ± 0.71 bc | 6.7 |
| (Ar+O2)HFtrRE | 130.64 ± 5.40 ab | 5.69 ± 0.29 ab | 46.52 ± 0.54 a | 15.2 |
| Run Order | Center Point | Blocks | Power (W) | Treatment Time (min) | Tensile Strength (MPa) |
|---|---|---|---|---|---|
| 1 | 0 | 1 | 160 | 30 | 41.19 |
| 2 | 1 | 1 | 180 | 10 | 47.54 |
| 3 | 1 | 1 | 140 | 10 | 40.26 |
| 4 | 0 | 1 | 160 | 30 | 44.29 |
| 5 | 0 | 1 | 160 | 30 | 46.02 |
| 6 | 1 | 1 | 140 | 10 | 40.24 |
| 7 | 1 | 1 | 180 | 50 | 44.44 |
| 8 | 0 | 1 | 160 | 30 | 45.22 |
| 9 | 0 | 1 | 160 | 30 | 46.54 |
| 10 | 1 | 1 | 140 | 50 | 23.99 |
| 11 | 1 | 1 | 160 | 30 | 42.37 |
| 12 | 0 | 1 | 160 | 30 | 44.35 |
| 13 | 1 | 1 | 140 | 50 | 42.60 |
| 14 | 0 | 1 | 160 | 30 | 41.46 |
| 15 | 1 | 1 | 140 | 10 | 40.24 |
| 16 | 1 | 1 | 140 | 50 | 36.39 |
| 17 | 0 | 1 | 160 | 30 | 43.68 |
| 18 | 1 | 1 | 180 | 10 | 36.88 |
| 19 | 1 | 1 | 180 | 50 | 41.39 |
| 20 | 0 | 1 | 160 | 30 | 41.69 |
| 21 | 1 | 1 | 180 | 50 | 45.54 |
| 22 | 1 | 1 | 180 | 10 | 41.66 |
| Source | DF | Adj. SS | Adj. Ms | F-Value | p-Value |
|---|---|---|---|---|---|
| Model | 4 | 222.09 | 55.52 | 3.38 | 0.033 |
| Linear | 2 | 107.77 | 53.88 | 3.28 | 0.063 |
| Power | 1 | 94.81 | 94.81 | 5.77 | 0.028 |
| Treatment time | 1 | 12.96 | 12.96 | 0.79 | 0.387 |
| 2-Way Interactions | 1 | 44.28 | 44.28 | 2.69 | 0.119 |
| Power*Treatment time | 1 | 44.28 | 44.28 | 2.69 | 0.119 |
| Curvature | 1 | 70.04 | 70.04 | 4.26 | 0.055 |
| Error | 17 | 279.47 | 16.44 | ||
| Total | 21 | 501.56 | |||
| Model Summary | |||||
| S | R-aq. | R-aq. (adj.) | R-aq. (pred.) | ||
| 4.05455 | 44.28% | 31.17% | 0.00% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sawangrat, C.; Jantanasakulwong, K.; Suhr, J.; Kaewapai, K.; Kanthiya, T.; Thipchai, P.; Rachtanapun, P.; Wattanachai, P. Synergistic Effects of Dielectric Barrier Discharge Plasma Treatment on Hemp Fiber Surface Modification and Mechanical Properties of Hemp-Fiber-Reinforced Epoxy Composites. Appl. Sci. 2025, 15, 2818. https://doi.org/10.3390/app15052818
Sawangrat C, Jantanasakulwong K, Suhr J, Kaewapai K, Kanthiya T, Thipchai P, Rachtanapun P, Wattanachai P. Synergistic Effects of Dielectric Barrier Discharge Plasma Treatment on Hemp Fiber Surface Modification and Mechanical Properties of Hemp-Fiber-Reinforced Epoxy Composites. Applied Sciences. 2025; 15(5):2818. https://doi.org/10.3390/app15052818
Chicago/Turabian StyleSawangrat, Choncharoen, Kittisak Jantanasakulwong, Jonghwan Suhr, Kannikar Kaewapai, Thidarat Kanthiya, Parichat Thipchai, Pornchai Rachtanapun, and Pitiwat Wattanachai. 2025. "Synergistic Effects of Dielectric Barrier Discharge Plasma Treatment on Hemp Fiber Surface Modification and Mechanical Properties of Hemp-Fiber-Reinforced Epoxy Composites" Applied Sciences 15, no. 5: 2818. https://doi.org/10.3390/app15052818
APA StyleSawangrat, C., Jantanasakulwong, K., Suhr, J., Kaewapai, K., Kanthiya, T., Thipchai, P., Rachtanapun, P., & Wattanachai, P. (2025). Synergistic Effects of Dielectric Barrier Discharge Plasma Treatment on Hemp Fiber Surface Modification and Mechanical Properties of Hemp-Fiber-Reinforced Epoxy Composites. Applied Sciences, 15(5), 2818. https://doi.org/10.3390/app15052818