Coal Mass Distribution Equation and Dynamic Coal Flow Mathematical Model
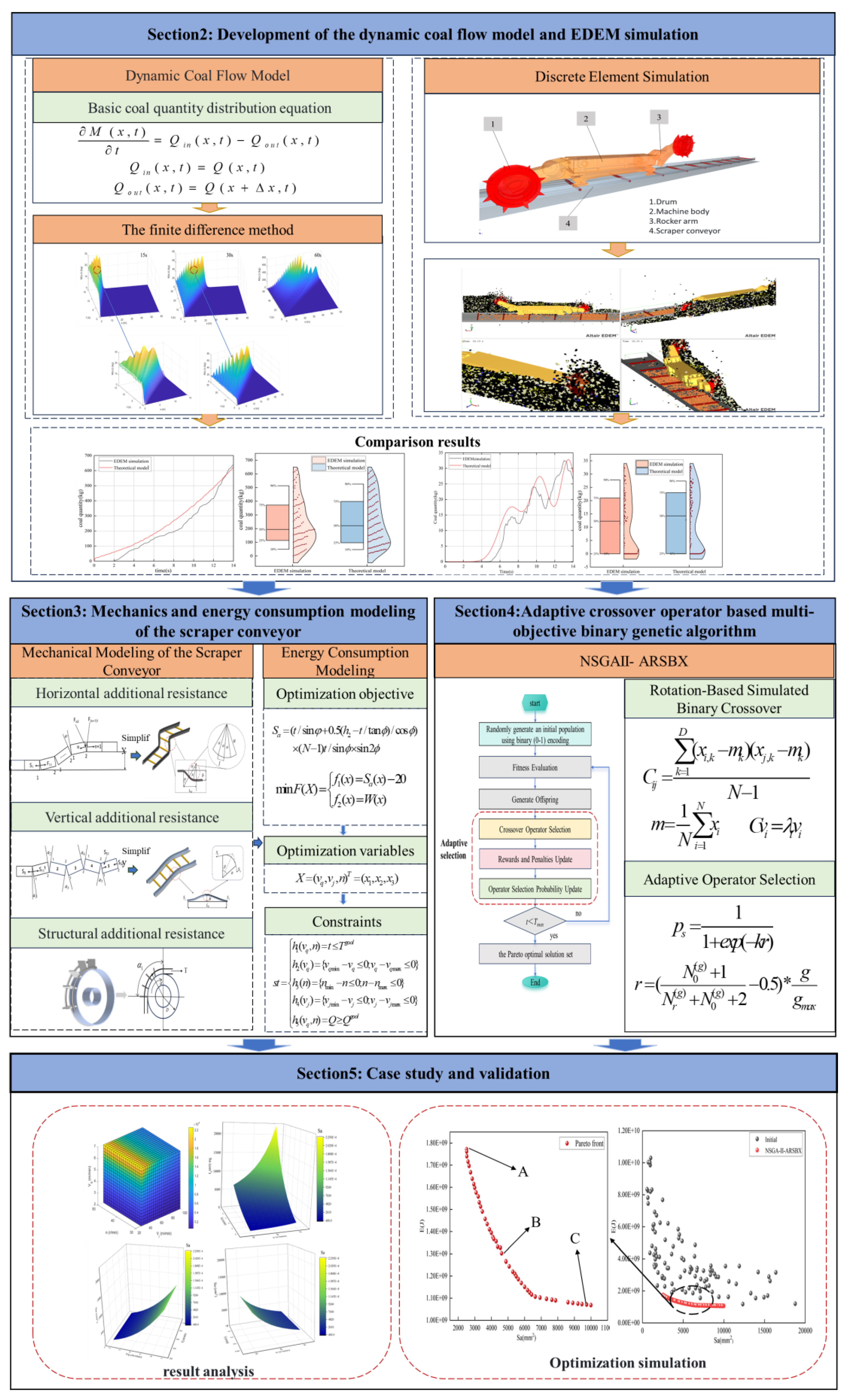
The construction of the coal mass distribution equation and the dynamic coal flow mathematical model is a key foundation for accurately describing the coal transportation process in scraper conveyors. Based on the law of conservation of mass, this model comprehensively considers important characteristics such as accumulation, dispersion, and continuity of coal flow, realistically reflecting the spatiotemporal dynamics of coal flow during mining and transportation. This provides a solid theoretical basis for subsequent energy consumption analysis and optimization. Similar modeling approaches have been widely applied in bulk material transport to characterize mass transfer and transient flow behaviors [
24]. The following sections will detail the formulation, derivation, and mathematical representation of the dynamic coal flow model.
- 1.
Derivation of the coal flow distribution equation
According to the law of mass conservation, the change in coal volume within a given region over time equals the difference between the inflow and outflow coal flow rates, as expressed in Equation (1):
where
M(
x,
t) represents the coal volume distribution at position
x and time
t, and
Qin(
x,
t) and
Qout(
x,
t) represent the inflow and outflow coal flow rates, respectively.
Q(
x,
t) is defined as the coal flow rate at position
x, as shown in Equation (2):
Thus, the equation can be rewritten as given in Equation (3):
As Δ
x approaches an infinitesimally small value, Taylor expansion is applied to approximate
Q(
x + Δ
x,
t) linearly, as given in Equation (4):
which simplifies to:
During coal transportation, the distribution of coal volume varies with both space and time. To develop a mathematical model, coal is treated as a continuous medium on a macroscopic scale, mass conservation is assumed with no external coal input or loss, and the flow is considered one-dimensional along the conveyor, neglecting variations in other directions.
- 2.
Steady-state coal load equation
According to the coal mass conservation equation, assuming the conveying velocity
v(
x,
t) and the coal flow rate
Q(
x,
t) are locally steady and can be treated as constants, the mass conservation equation can be simplified as follows:
Under steady-state conditions, the coal load
M(
x,
t) reaches equilibrium over time; thus:
The equation can be further simplified to:
By integrating this equation, the coal load at any position on the scraper conveyor can be expressed as follows:
where
M0 represents the initial coal load.
To better describe the coal accumulation effect, an accumulation factor
α is introduced. It is defined as the rate of change in coal load with respect to spatial position
x, and is given by:
A dispersion factor
β is used to describe material losses during coal transportation due to friction, collisions, and other factors. It represents the attenuation of coal flow per unit distance and ranges from 0 to 1, reflecting the loss ratio of coal flow during transport. Assuming that coal flow follows an exponential decay pattern during conveying, and that the dissipation rate per unit distance is
k, the coal load
M(
d) after traveling a distance
d can be expressed as follows:
where
k is the dissipation coefficient related to friction, collisions, and other losses, indicating the coal loss rate per unit distance.
Based on the above, the dispersion factor
β is defined as the proportion of coal loss per unit distance:
Under steady-state conditions, the coal load on the scraper conveyor depends not only on the coal flow rate
Q(
x), but also on the conveying speed
v, the accumulation factor
α, and the dispersion factor
β. The final expression for calculating the coal load at any point along the conveyor is:
- 3.
Modification of the dynamic coal flow model
Building upon the coal distribution equation and coal load equation, the relationship between coal flow rate
Q(
x,
t) and coal mass
M(
x,
t) is further explored. It is assumed that the coal flow rate is proportional to the inlet coal mass, given by:
where
v(
x,
t) is the coal flow velocity at position
x and time
t, in meters per second (m/s).
Substituting this expression into the coal distribution equation yields the fundamental equation of dynamic coal flow, as shown in Equation (15):
This equation serves as the basic mathematical model for dynamic coal flow, accurately describing the spatial–temporal distribution of coal. However, in addition to mass conservation, the dynamic model must also incorporate the effects of accumulation and dissipation.
The accumulation effect reflects the localized build-up of coal in certain regions, often occurring when the conveyor speed is low or the coal inflow rate is high. To represent this, an accumulation factor
α(
x,
t) is introduced, indicating the accumulation rate of coal flow. The modified coal distribution equation becomes:
The dissipation effect describes the gradual reduction in coal flow due to friction, gravity, and other factors during transportation. This is modeled by introducing a dissipation factor
β(
x,
t), representing the coal loss rate:
where
β(
x,
t) is influenced by factors such as coal particle size, conveying speed, and friction coefficient.
By incorporating the accumulation factor
α(
x,
t) and dissipation factor
β(
x,
t), the dynamic coal flow equation is further revised as follows:
This equation indicates that the inlet coal flow rate is a key parameter in the dynamic coal flow model, directly determining the evolution and distribution of coal over time and space. The inlet rate is mainly affected by the cutting process of the shearer drum, which governs the volume of coal entering the scraper conveyor per unit time.
As shown in
Figure 2, to clearly describe the coal flow formation during drum cutting, a differential surface element is defined in polar coordinates. Let the radius from the drum center to the coal flow be
Ri, with small angular increment
dθ and radial increment
dRi. Then, a small surface element
dA on the drum can be expressed as follows:
Thus, the instantaneous volume flow rate
Vi at a given time is:
The instantaneous coal flow rate
Qi generated by the drum can therefore be expressed as follows:
To ensure that the partial differential equation of the dynamic coal flow model has practical physical significance and can be numerically solved, appropriate boundary and initial conditions are provided.
Inlet boundary condition: the coal flow rate at the inlet of the scraper conveyor, defined as follows:
Outlet boundary condition: the coal discharge rate at the conveyor’s tail end. This condition ensures accuracy of coal mass at the outlet and maintains continuity with the inlet flow rate:
Initial condition: At time
t = 0, the initial coal mass distribution within the system is specified. This defines the coal load along the conveyor at the beginning of transport and serves as the initial condition for simulation:
- 4.
Numerical solution of the dynamic coal flow model
Numerical methods provide an efficient and reliable means for solving partial differential equations (PDEs) in dynamic coal flow control, particularly when modeling the complex evolution of coal mass over time and space in scraper conveyors. Although PDEs originated in fields such as physics and fluid mechanics, their mathematical foundations were not specifically developed for the coal industry. Nonetheless, numerous studies have successfully applied PDEs in bulk material transport, granular flow, and pneumatic conveying to simulate unsteady flows and mass transfer, thereby validating their modeling capabilities and applicability in multiphysics systems [
24,
25]. Inspired by these studies, this paper introduces partial differential equations into coal flow modeling and establishes a mathematical model for the spatiotemporal distribution of coal mass based on the principles of mass conservation and flow continuity. Due to the difficulty of obtaining analytical solutions for such models, the Finite Difference Method (FDM) is employed for numerical computation. FDM, as a classic domain discretization technique, transforms PDEs into algebraic difference equations and is frequently used alongside the Finite Element Method (FEM) [
26] and the Finite Volume Method (FVM) [
27] in scientific and engineering simulations. Among these, FDM is widely adopted for its conceptual clarity and computational efficiency [
28,
29].
FDM discretizes the physical space into uniform grids and divides the time domain into discrete steps, effectively capturing the spatiotemporal evolution of coal flow during transportation. As noted by Tian et al. (2023) [
30], the Finite Difference Method performs well in solving complex boundary and nonlinear problems, and has been extensively applied in key fields such as oil and gas extraction, material transport, and energy delivery. Therefore, the application of FDM to coal flow modeling is not only theoretically sound but also highly feasible in practical engineering contexts.
- (1)
Overview of the Finite Difference Method
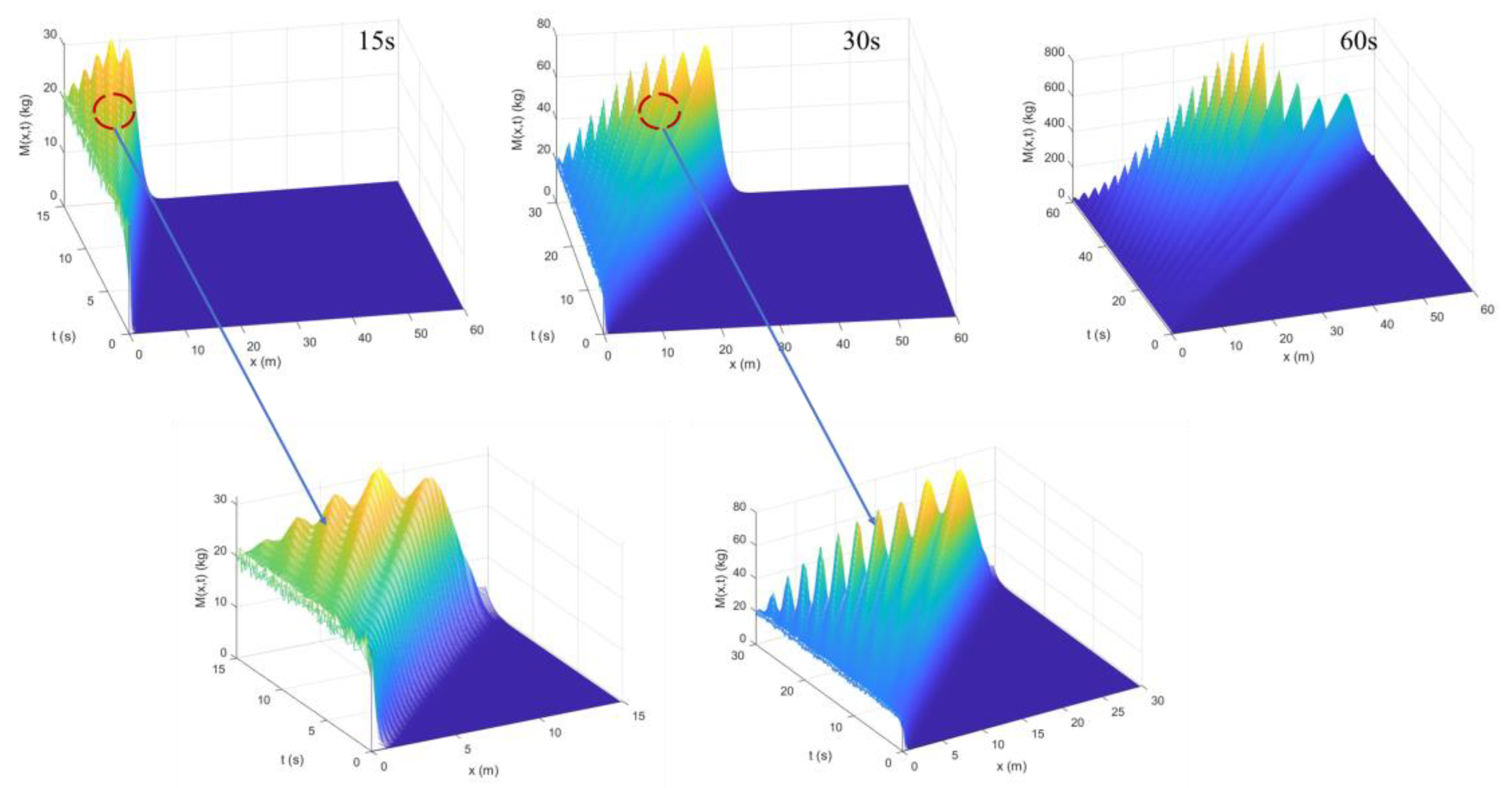
The Finite Difference Method (FDM) transforms partial differential equations into algebraic equations, enabling approximate solutions through iterative computation. By discretizing both time and space domains, FDM effectively addresses the computational challenges posed by coal flow variations. The overall solution process is illustrated in
Figure 3.
Spatial discretization: The physical space is divided into evenly spaced nodes, with a spatial step size Δx. The coal mass at each node is calculated to simulate its spatial distribution. Time discretization: the time domain is divided into discrete time steps Δt, updating coal mass at each step.
By discretizing space and time, continuous PDEs are transformed into discrete difference equations, making them more suitable for numerical computation.
- (2)
Solving the coal flow model using the finite difference method
From the previous analysis, the dynamic coal flow equation can be expressed as follows:
The discretization process follows these steps:
(a) Spatial discretization:
The spatial domain is divided into multiple discrete points along the
x-axis. The distance between two adjacent points is represented by the step size Δ
x. Each spatial position
xi is indexed as
xi =
iΔ
x,
M(
xi,
t) is represented as
Min, where
n is the time step index, indicating the coal mass at position
xi and time
tn =
nΔ. The spatial derivative is approximated using either the central difference method or the forward difference method:
(b) Time Discretization:
The time axis is also divided into discrete steps with a step size of
Δt. The time derivative is approximated using the finite difference method as follows:
By discretizing the revised equation and substituting the finite difference expressions, the difference equation is:
Rearranging the difference equation to express
Min+1 explicitly leads to the following:






























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}