
Impact Fracture Resistance of Fused Deposition Models from Polylactic Acid with Respect to Infill Density and Sample Thickness





Abstract
1. Introduction
2. Materials and Methods
2.1. Fused Deposition Modeling
2.2. Fracture Resistance Testing
2.3. Optical Microscopy
2.4. SEM Microscopy
2.5. Fourier-Transform Infrared Spectroscopy
3. Results and Discussion
3.1. Mass Determination of Printed Samples
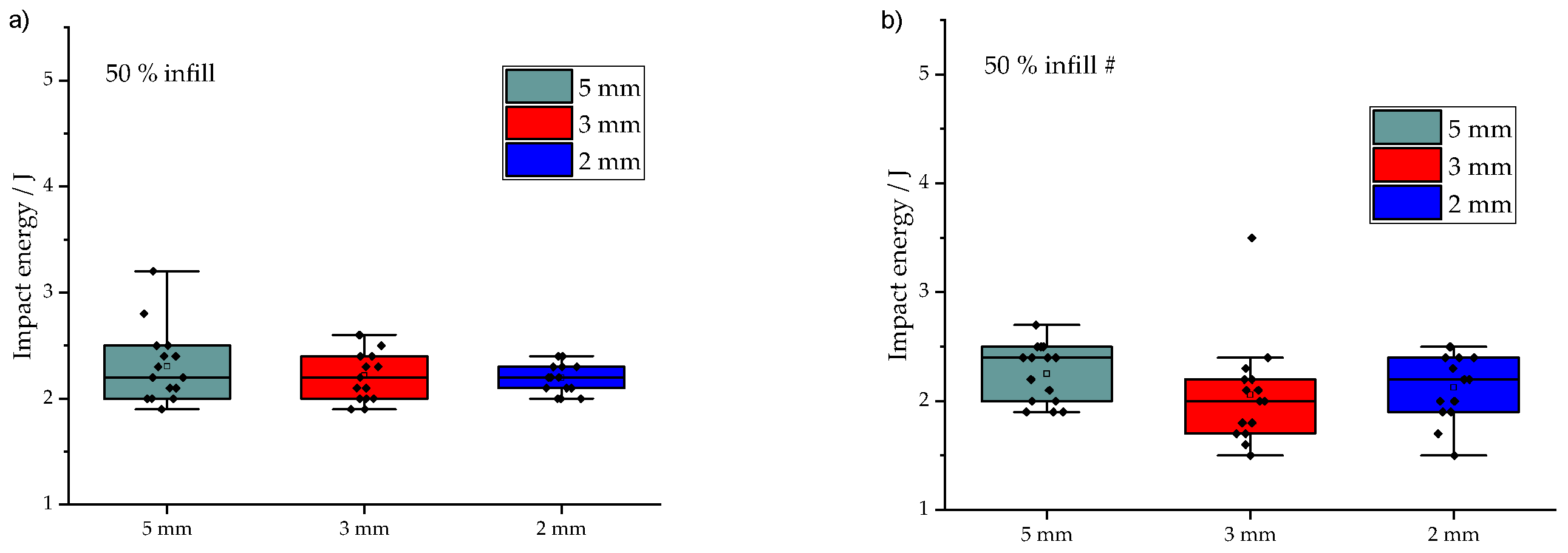
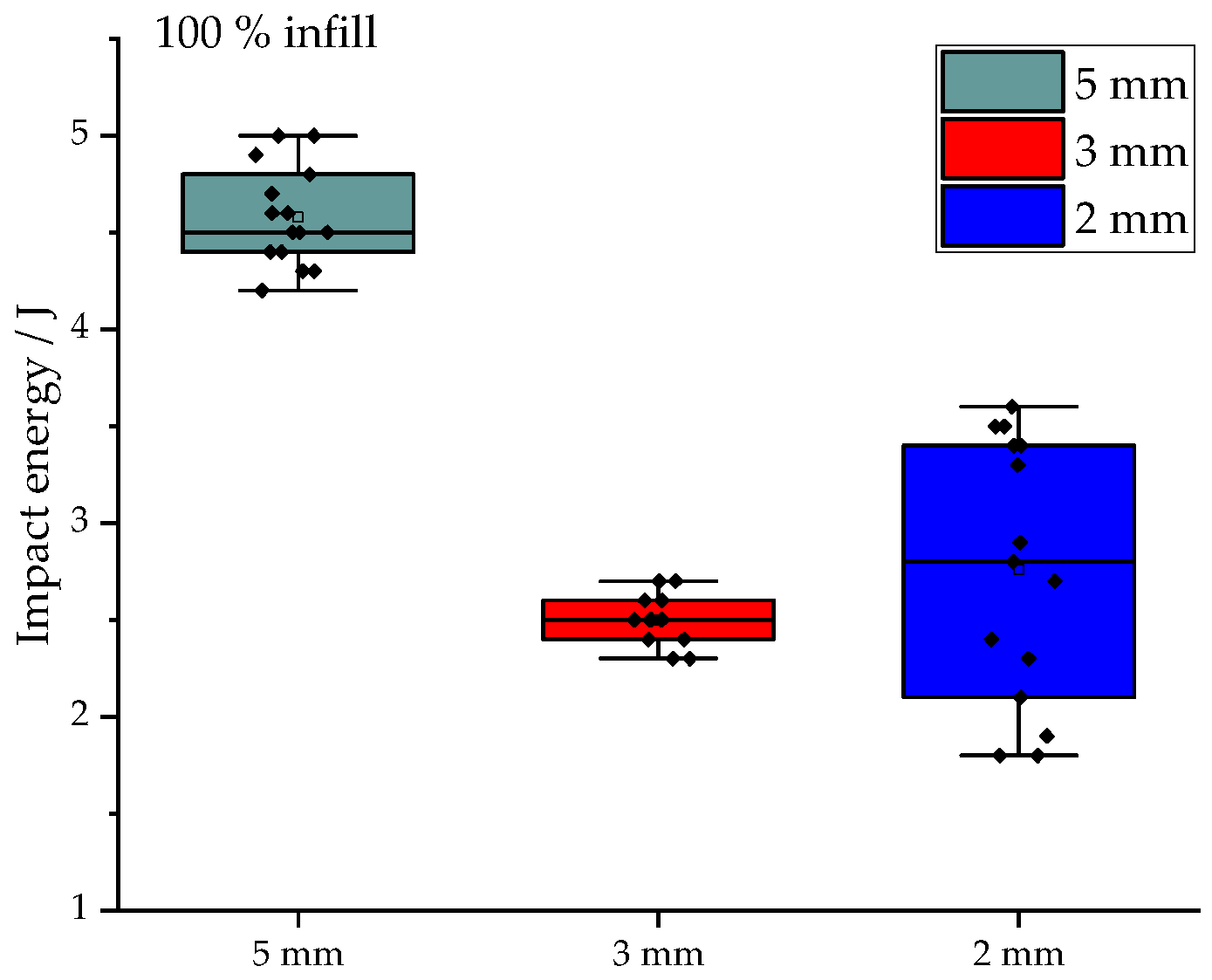
3.2. Fracture Resistance Testing
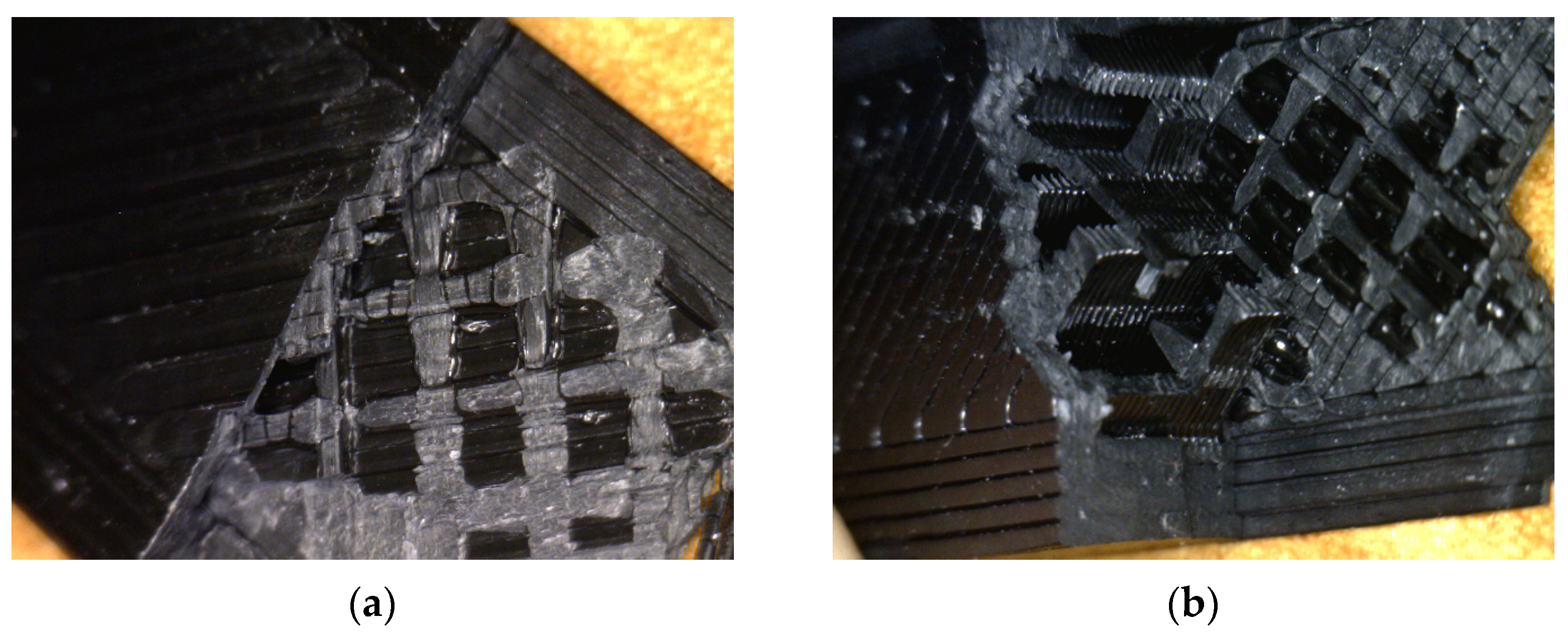
3.3. Optical Microscopy
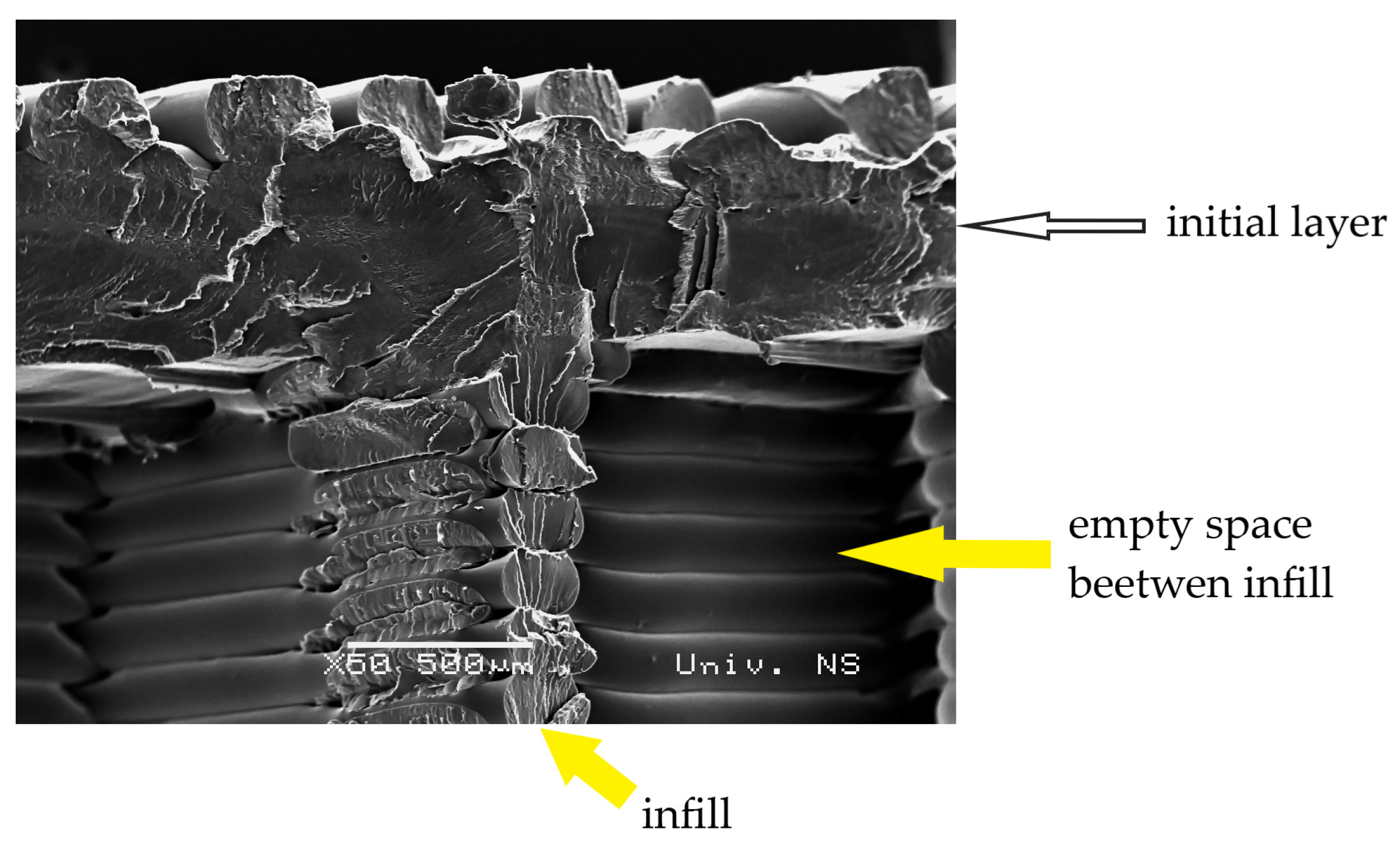
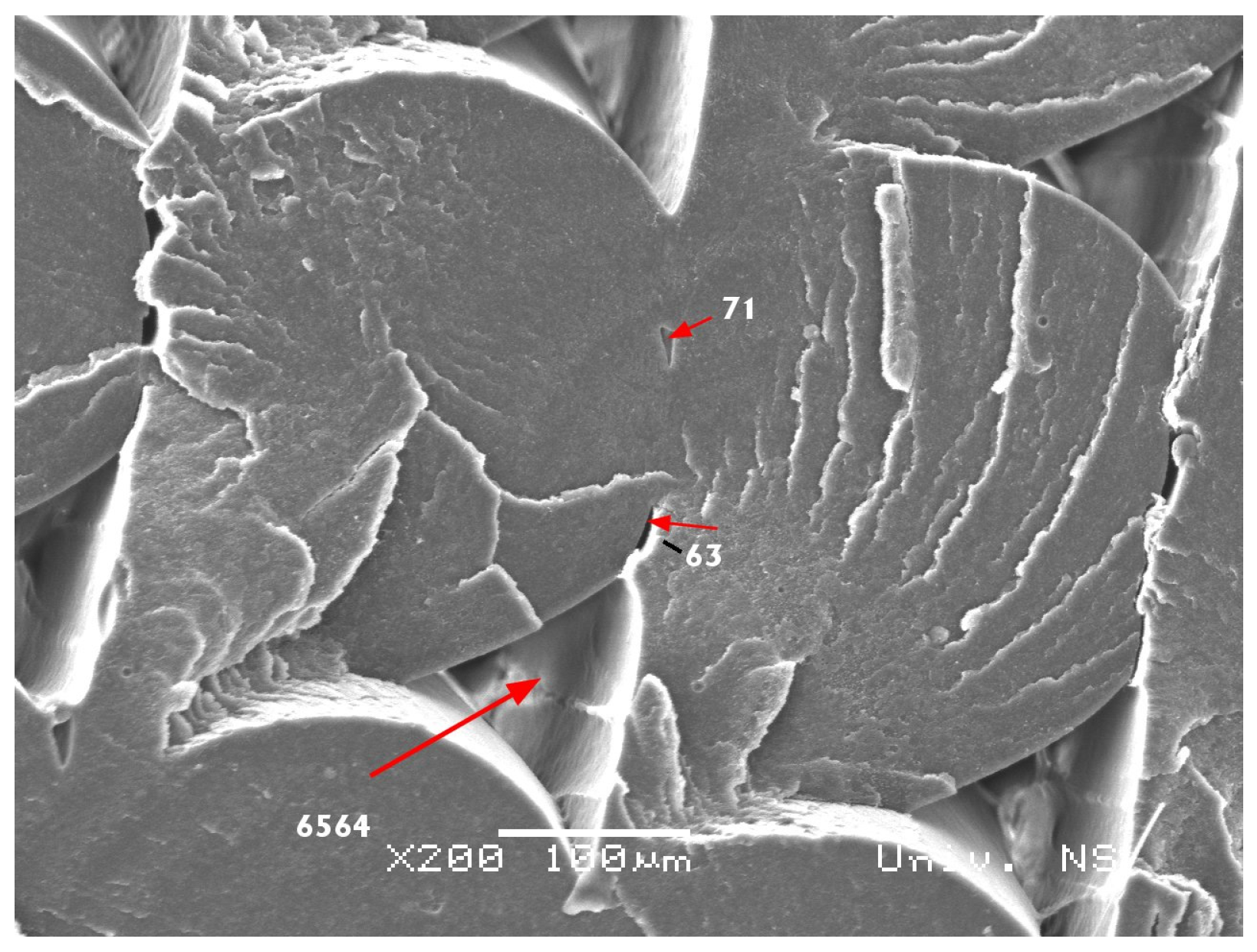
3.4. SEM Microscopy
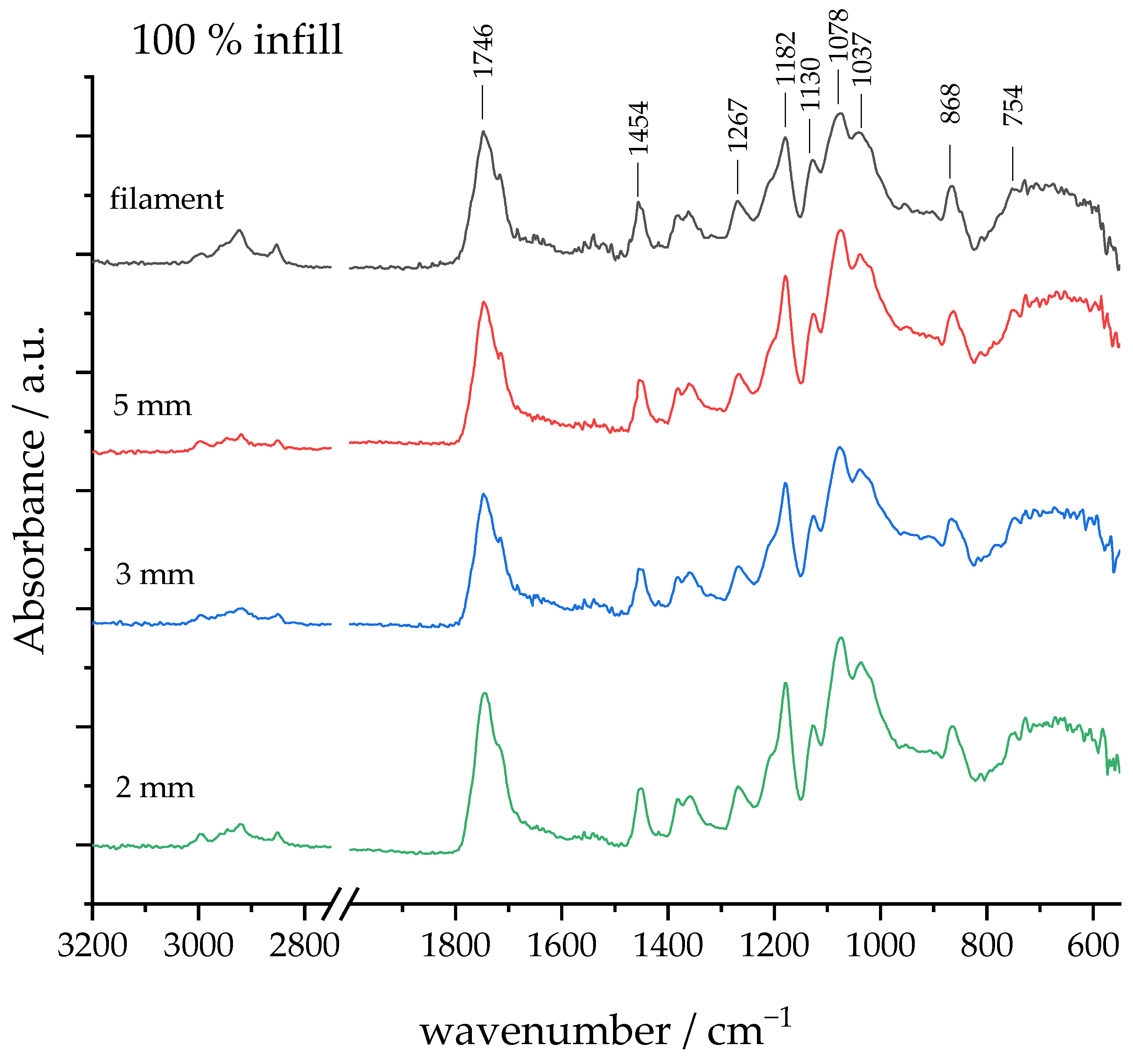
3.5. FTIR Spectroscopy
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Herzberger, J.; Sirrine, J.M.; Williams, C.B.; Long, T.E. Polymer Design for 3D Printing Elastomers: Recent Advances in Structure, Properties, and Printing. Prog. Polym. Sci. 2019, 97, 101144. [Google Scholar] [CrossRef]
- Shah, A.A.; Hasan, F.; Hameed, A.; Ahmed, S. Biological degradation of plastics: A comprehensive review. Biotechnol. Adv. 2008, 26, 246–265. [Google Scholar] [CrossRef] [PubMed]
- Lucas, N.; Bienaime, C.; Belloy, C.; Queneudec, M.; Silvestre, F.; Nava-Saucedo, J.E. Polymer biodegradation: Mechanisms and estimation techniques—A review. Chemosphere 2008, 73, 429–442. [Google Scholar] [CrossRef] [PubMed]
- Tao, Y.; Kong, F.; Li, Z.; Zhang, J.; Zhao, X.; Yin, Q.; Xing, D.; Li, P. A review on voids of 3D printed parts by fused filament fabrication. J. Mater. Res. Technol. 2021, 15, 4860–4879. [Google Scholar] [CrossRef]
- Ligon, S.C.; Liska, R.; Stampfl, J.; Gurr, M.; Mülhaupt, R. Polymers for 3D Printing and Customized Additive Manufacturing. Chem. Rev. 2017, 117, 10212–10290. [Google Scholar] [CrossRef] [PubMed]
- Cipriano, T.F.; Silva, A.L.N.D.; Silva, A.H.M.D.; Sousa, A.M.F.D.; Silva, G.M.D.; Rocha, M.G. Thermal, rheological and morphological properties of poly (lactic acid) (PLA) and talc composites. Polímeros Ciência Tecnol. 2014, 24, 276–282. [Google Scholar] [CrossRef]
- Fernandez-Vicente, M.; Calle, W.; Ferrandiz, S.; Conejero, A. Effect of Infill Parameters on Tensile Mechanical Behavior in Desktop 3D Printing. 3D Print. Addit. Manuf. 2016, 3, 183–192. [Google Scholar] [CrossRef]
- Wang, Z.; Xu, J.; Lu, Y.; Hu, L.; Fan, Y.; Ma, J.; Zhou, X. Preparation of 3D printable micro/nanocellulose-polylactic acid (MNC/PLA) composite wire rods with high MNC constitution. Ind. Crops Prod. 2017, 109, 889–896. [Google Scholar] [CrossRef]
- Kariz, M.; Sernek, M.; Obućina, M.; Kuzman, M.K. Effect of wood content in FDM filament on properties of 3D printed parts. Mater. Today Commun. 2018, 14, 135–140. [Google Scholar] [CrossRef]
- Tiwary, V.K.; Arunkumar, P.; Kulkarni, P.M. Micro-particle grafted eco-friendly polymer filaments for 3D printing technology. Mater. Today Proc. 2020, 28, 1980–1984. [Google Scholar] [CrossRef]
- Mishra, R.; Wiener, J.; Militky, J.; Petru, M.; Tomkova, B.; Novotna, J. Bio-Composites Reinforced with Natural Fibers: Comparative Analysis of Thermal, Static and Dynamic-Mechanical Properties. Fibers Polym. 2020, 21, 619–627. [Google Scholar] [CrossRef]
- Azadi, M.; Dadashi, A.; Dezianian, S.; Kianifar, M.; Torkaman, S.; Chiyani, M. High-cycle bending fatigue properties of additive-manufactured ABS and PLA polymers fabricated by fused deposition modeling 3D-printing. Forces Mech. 2021, 3, 100016. [Google Scholar] [CrossRef]
- Patterson, A.E.; Pereira, T.R.; Allison, J.T.; Messimer, S.L. IZOD impact properties of full-density fused deposition modeling polymer materials with respect to raster angle and print orientation. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2021, 235, 1891–1908. [Google Scholar] [CrossRef]
- Tanikella, N.G.; Wittbrodt, B.; Pearce, J.M. Tensile strength of commercial polymer materials for fused filament fabrication 3D printing. Addit. Manuf. 2017, 15, 40–47. [Google Scholar] [CrossRef]
- Chacón, J.M.; Caminero, M.A.; García-Plaza, E.; Núñez, P.J. Additive manufacturing of PLA structures using fused deposition modelling: Effect of process parameters on mechanical properties and their optimal selection. Mater. Des. 2017, 124, 143–157. [Google Scholar] [CrossRef]
- Yao, T.; Deng, Z.; Zhang, K.; Li, S. A method to predict the ultimate tensile strength of 3D printing polylactic acid (PLA) materials with different printing orientations. Compos. Part B Eng. 2019, 163, 393–402. [Google Scholar] [CrossRef]
- Le Duigou, A.; Castro, M.; Bevan, R.; Martin, N. 3D printing of wood fibre biocomposites: From mechanical to actuation functionality. Mater. Des. 2016, 96, 106–114. [Google Scholar] [CrossRef]
- Kholil, A.; Syaefuddin, E.A.; Supardi, F.; Wulandari, D.A. The Effect of Layer Thickness on Impact Strength Characteristics of ABS and PLA Materials. J. Phys. Conf. Ser. 2022, 2377, 012001. [Google Scholar] [CrossRef]
- Miron, V.M.; Bräuer, G.; Lämmermann, S.; Major, Z. Instrumented Charpy Impact Tests of Additively Manufactured Specimens. In Proceedings of the 10th International Symposium on Impact Engineering 2019—ISIE 2019, Gmunden, Austria, 2–5 July 2019; pp. 242–247. [Google Scholar]
- Rajpurohit, S.R.; Dave, H.K. Impact strength of 3D printed PLA using open source FFF-based 3D printer. Prog. Addit. Manuf. 2021, 6, 119–131. [Google Scholar] [CrossRef]
- Harshit, D.K.; Naushil, P.H.; Shilpesh, R.R.; Ashish, P.R.; Harit, R.K. Investigation on impact strength of 3D printed PLA: Effect of part orientation, infill pattern and infill percentage. Int. J. Manuf. Technol. Manag. 2023, 37, 580–598. [Google Scholar] [CrossRef]
- Bergonzi, L.; Vettori, M.; Stefanini, L.; D’Alcamo, L. Different infill geometry influence on mechanical properties of FDM produced PLA. IOP Conf. Ser. Mater. Sci. Eng. 2021, 1038, 012071. [Google Scholar] [CrossRef]
- Caminero, M.A.; Chacón, J.M.; García-Moreno, I.; Rodríguez, G.P. Impact damage resistance of 3D printed continuous fibre reinforced thermoplastic composites using fused deposition modelling. Compos. Part B Eng. 2018, 148, 93–103. [Google Scholar] [CrossRef]
- Prajapati, A.R.; Dave, H.K.; Raval, H.K. Effect of fiber volume fraction on the impact strength of fiber reinforced polymer composites made by FDM process. Mater. Today Proc. 2021, 44, 2102–2106. [Google Scholar] [CrossRef]
- Sood, A.K.; Ohdar, R.K.; Mahapatra, S.S. Parametric appraisal of mechanical property of fused deposition modelling processed parts. Mater. Des. 2010, 31, 287–295. [Google Scholar] [CrossRef]
- Reverte, J.M.; Caminero, M.Á.; Chacón, J.M.; García-Plaza, E.; Núñez, P.J.; Becar, J.P. Mechanical and Geometric Performance of PLA-Based Polymer Composites Processed by the Fused Filament Fabrication Additive Manufacturing Technique. Materials 2020, 13, 1924. [Google Scholar] [CrossRef]
- Rehmani, M.A.A.; Jaywant, S.A.; Arif, K.M. Study of Microchannels Fabricated Using Desktop Fused Deposition Modeling Systems. Micromachines 2020, 12, 14. [Google Scholar] [CrossRef]
- Polychronopoulos, N.D.; Vlachopoulos, J. The role of heating and cooling in viscous sintering of pairs of spheres and pairs of cylinders. Rapid Prototyp. J. 2020, 26, 719–726. [Google Scholar] [CrossRef]
- Mofokeng, J.P.; Luyt, A.S.; Tábi, T.; Kovács, J. Comparison of injection moulded, natural fibre-reinforced composites with PP and PLA as matrices. J. Thermoplast. Compos. Mater. 2012, 25, 927–948. [Google Scholar] [CrossRef]
- Chandra, S.; Bag, S.; Das, P.; Bhattacharya, D.; Pramanik, P. Fabrication of magnetically separable palladium-graphene nanocomposite with unique catalytic property of hydrogenation. Chem. Phys. Lett. 2012, 519–520, 59–63. [Google Scholar] [CrossRef]
- Doganay, D.; Coskun, S.; Kaynak, C.; Unalan, H.E. Electrical, mechanical and thermal properties of aligned silver nanowire/polylactide nanocomposite films. Compos. Part B Eng. 2016, 99, 288–296. [Google Scholar] [CrossRef]
- Viskadourakis, Z.; Perrakis, G.; Symeou, E.; Giapintzakis, J.; Kenanakis, G. Transport properties of 3D printed polymer nanocomposites for potential thermoelectric applications. Appl. Phys. A Mater. Sci. Process. 2019, 125, 159. [Google Scholar] [CrossRef]
- Cuiffo, M.A.; Snyder, J.; Elliott, A.M.; Romero, N.; Kannan, S.; Halada, G.P. Impact of the fused deposition (FDM) printing process on polylactic acid (PLA) chemistry and structure. Appl. Sci. 2017, 7, 579. [Google Scholar] [CrossRef]
- Liao, Y.; Liu, C.; Coppola, B.; Barra, G.; Di Maio, L.; Incarnato, L.; Lafdi, K. Effect of Porosity and Crystallinity on 3D Printed PLA Properties. Polymers 2019, 11, 1487. [Google Scholar] [CrossRef] [PubMed]
- Farah, S.; Anderson, D.G.; Langer, R. Physical and mechanical properties of PLA, and their functions in widespread applications—A comprehensive review. Adv. Drug Deliv. Rev. 2016, 107, 367–392. [Google Scholar] [CrossRef]
- Pop, M.A.; Croitoru, C.; Bedő, T.; Geaman, V.; Radomir, I.; Coșnița, M.; Zaharia, S.M.; Chicoș, L.A.; Miloșan, I. Structural changes during 3D printing of bioderived and synthetic thermoplastic materials. J. Appl. Polym. Sci. 2019, 136, 47382. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Nozzle Temperature | 190 °C |
|---|---|
| Bed temperature | 60 °C |
| Layer thickness | 0.14 mm |
| Layer print speed | 45 mm/s |
| Number of side walls | 4 |
| Wall print speed | 22.5 mm/s |
| Number of initial (bottom) and final (top) layers | 4 |
| Infill | 50% |
| Infill print speed | 60 mm/s |
| Sample | Sample Mass/g |
|---|---|
| 100% infill 5 mm | 5.88 ± 0.02 |
| 100% infill 3 mm | 3.56 ± 0.01 |
| 100% infill 2 mm | 2.25 ± 0.01 |
| 50% infill 5 mm | 4.28 ± 0.01 |
| 50% infill 3 mm | 2.792 ± 0.009 |
| 50% infill 2 mm | 1.928 ± 0.0001 |
| Peak Position/cm−1 | Assignation According to Refs. [26,27,31,32,33] |
|---|---|
| 2922 | C-H stretching |
| 2850 | C-H stretching |
| 1746 | C=O stretching |
| 1454 | -CH3 asymmetric bending |
| 1384 | -C–H symmetric bending |
| 1359 | -C–H symmetric bending |
| 1267 | -C–H bending -C–O–C stretching |
| 1182 | -C-O-C symmetric stretching |
| 1078 | CH3 deformation C–O-C stretching |
| 1037 | C–CH3 stretching |
| 868 | C–COO vibration |
| 754 | C=O stretching |
| Sample | Crystallinity Index |
|---|---|
| filament | 1.23 |
| 100% infill 5 mm | 0.69 |
| 100% infill 3 mm | 0.97 |
| 100% infill 2 mm | 0.57 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Banić, D.; Itrić Ivanda, K.; Vukoje, M.; Cigula, T. Impact Fracture Resistance of Fused Deposition Models from Polylactic Acid with Respect to Infill Density and Sample Thickness. Appl. Sci. 2024, 14, 2035. https://doi.org/10.3390/app14052035
Banić D, Itrić Ivanda K, Vukoje M, Cigula T. Impact Fracture Resistance of Fused Deposition Models from Polylactic Acid with Respect to Infill Density and Sample Thickness. Applied Sciences. 2024; 14(5):2035. https://doi.org/10.3390/app14052035
Chicago/Turabian StyleBanić, Dubravko, Katarina Itrić Ivanda, Marina Vukoje, and Tomislav Cigula. 2024. "Impact Fracture Resistance of Fused Deposition Models from Polylactic Acid with Respect to Infill Density and Sample Thickness" Applied Sciences 14, no. 5: 2035. https://doi.org/10.3390/app14052035
APA StyleBanić, D., Itrić Ivanda, K., Vukoje, M., & Cigula, T. (2024). Impact Fracture Resistance of Fused Deposition Models from Polylactic Acid with Respect to Infill Density and Sample Thickness. Applied Sciences, 14(5), 2035. https://doi.org/10.3390/app14052035