

Influence of Frictional Stress Models on Simulation Results of High-Pressure Dense-Phase Pneumatic Conveying in Horizontal Pipe

Abstract
1. Introduction
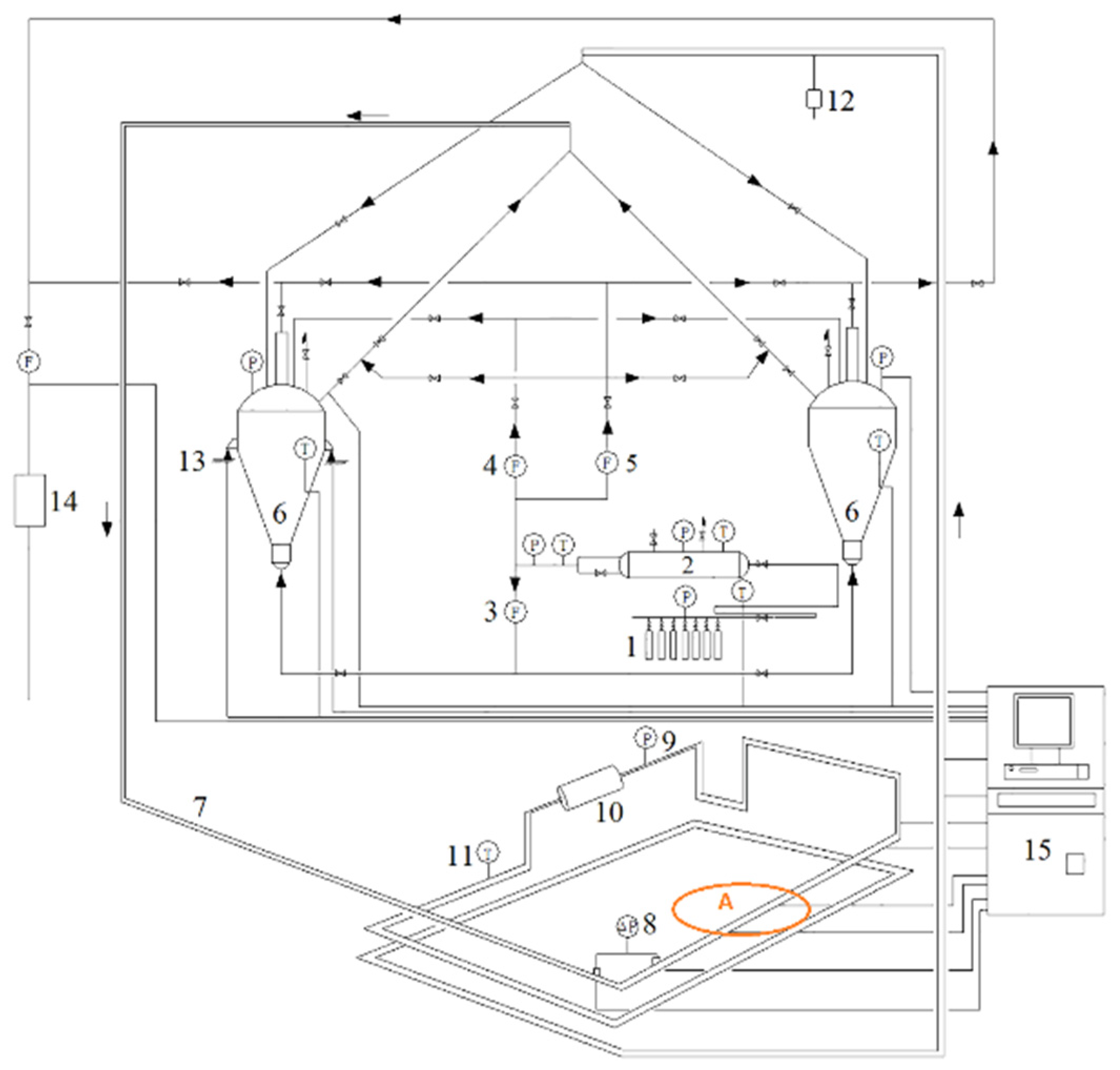
2. Experimental Section
3. Numerical Model
3.1. Basic Governing Equations
3.2. Turbulence Model
3.3. Three-Zone Drag Model
3.4. Solids Stress Model
3.4.1. Kinetic Theory of Granular Flow
3.4.2. Frictional Stress
3.5. Boundary Conditions and Simulation Settings
3.5.1. Boundary Conditions
3.5.2. Simulation Settings
4. Results and Discussion
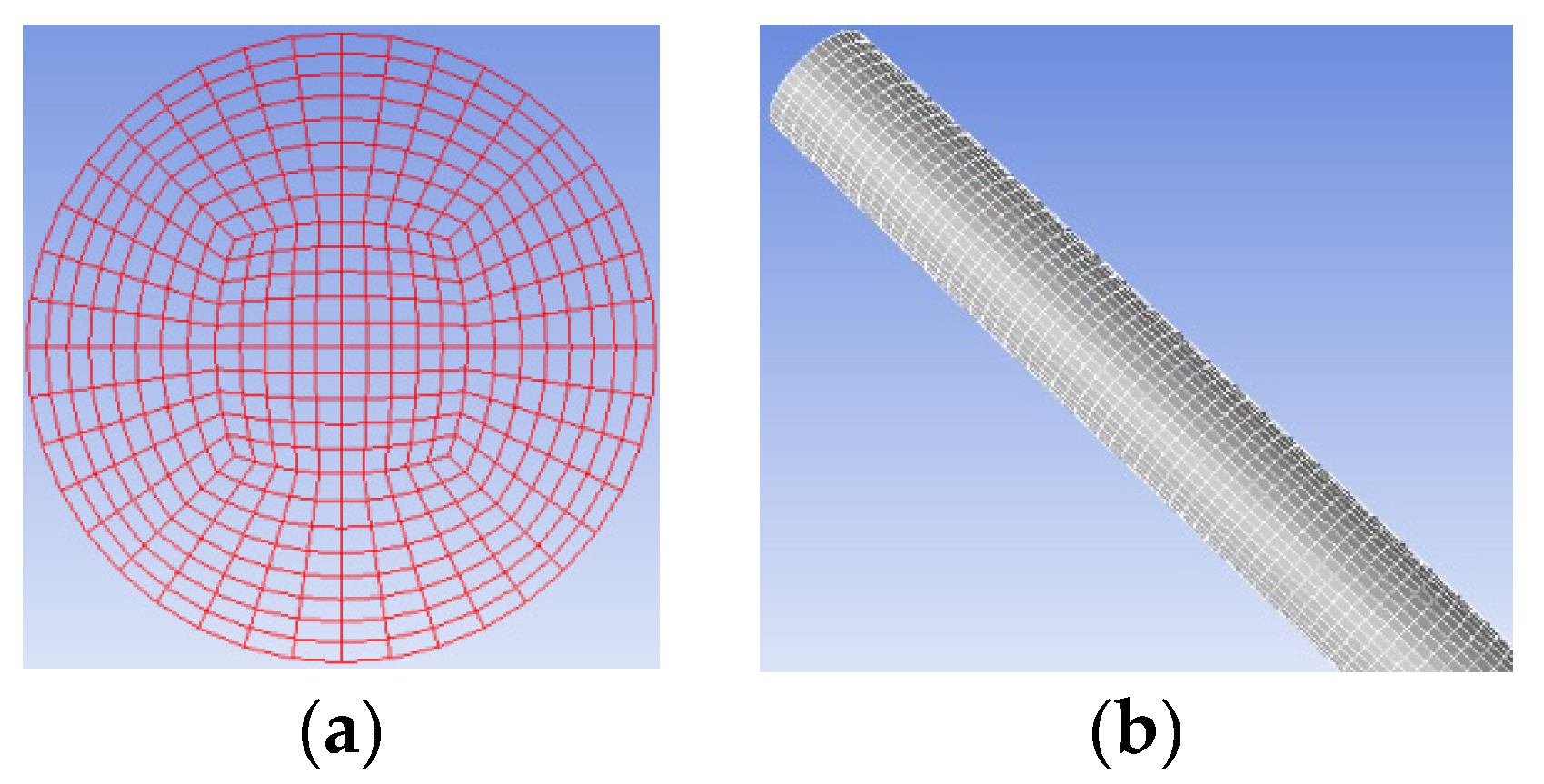
4.1. Grid Division and Its Independence Analysis
4.2. Boundary Conditions and Simulation Settings
4.2.1. Pressure Drop in Horizontal Pipe
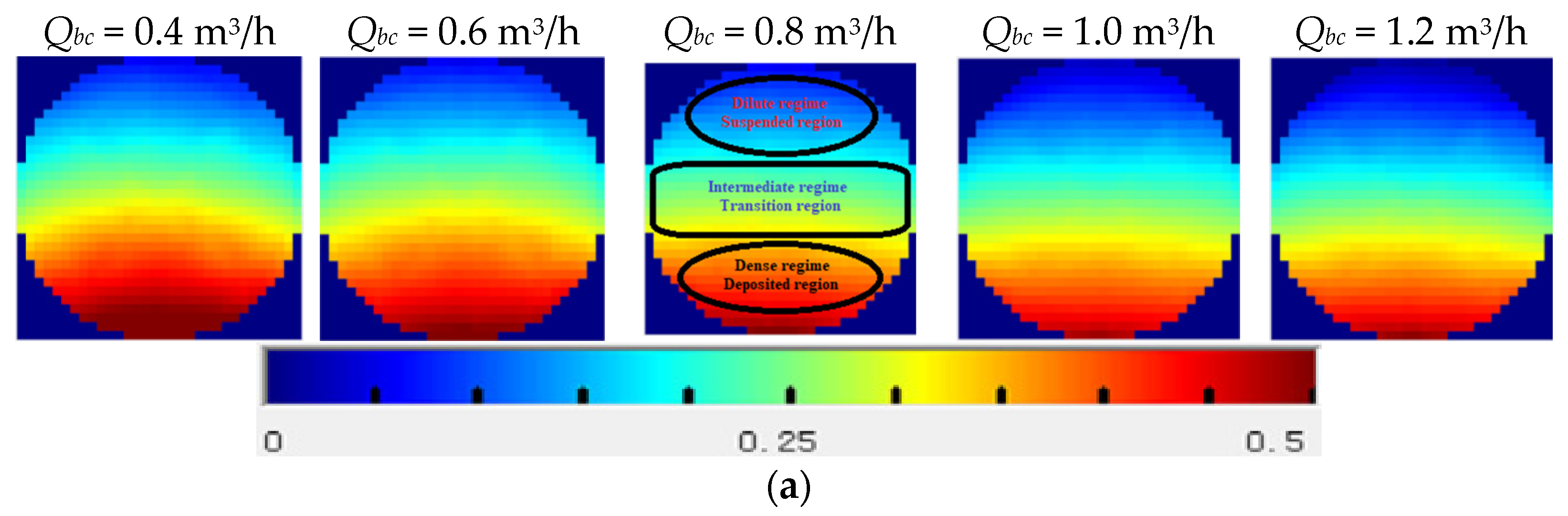
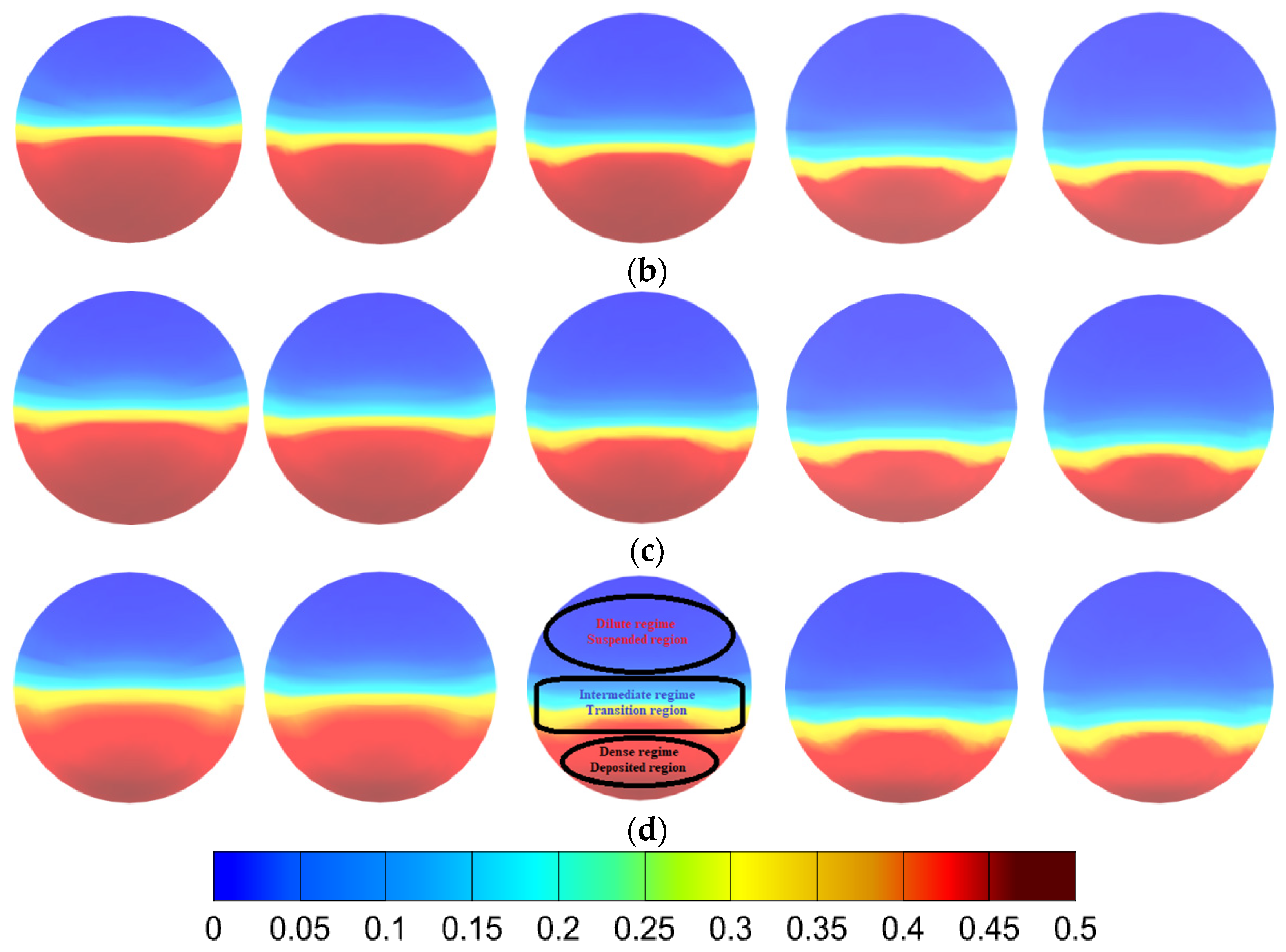
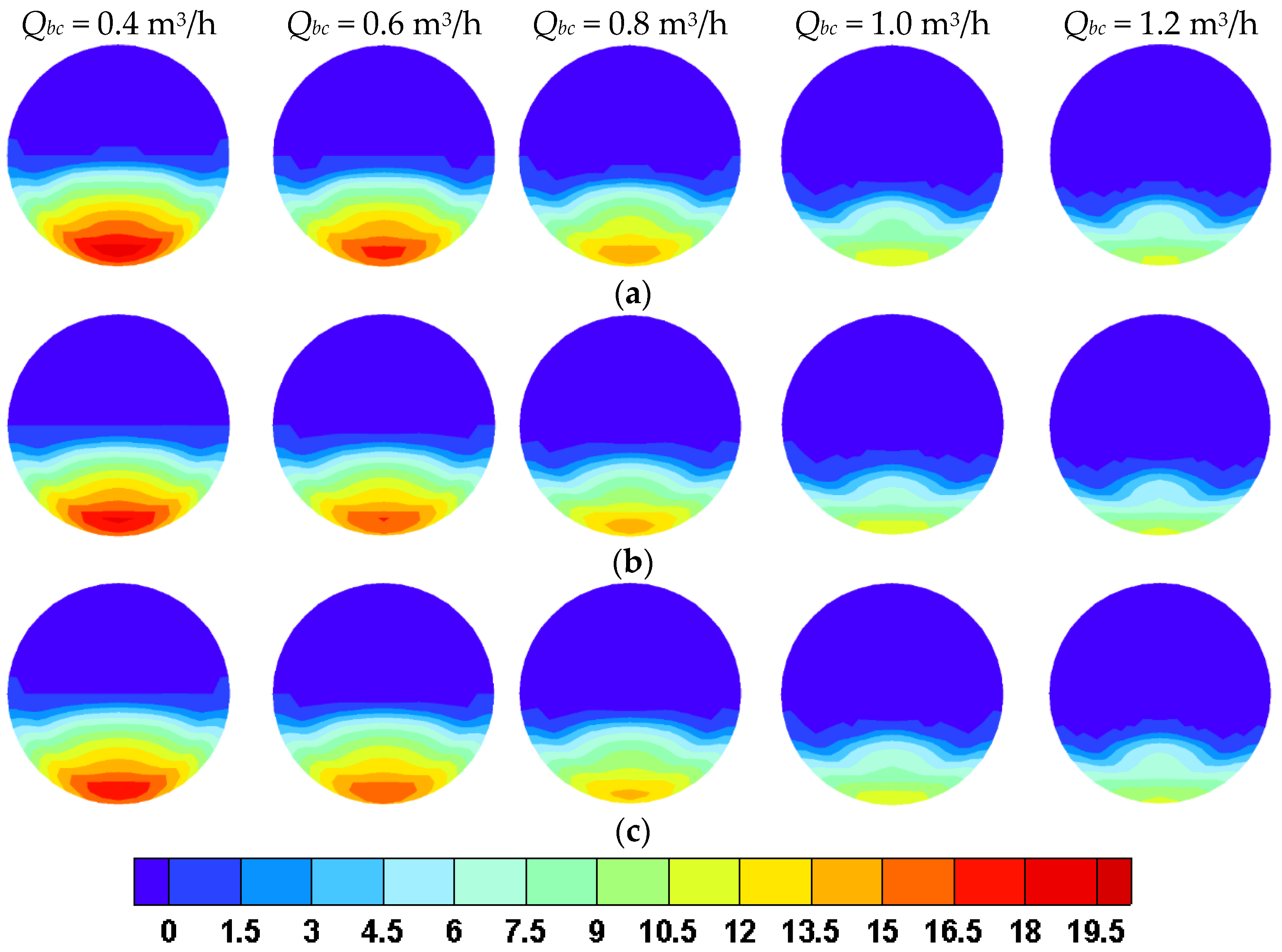
4.2.2. Solids Volume Fraction Distribution
4.3. Influence of the Frictional Stress Model on the Conveying Characteristics of High-Pressure Dense-Phase Pneumatic Conveying in Horizontal Pipe
5. Conclusions
- The predicted pressure drop in horizontal pipe and its variation with supplementary gas are, using the three frictional stress models, seen to be in good agreement with the corresponding experimental data, with relative errors ranging from −4.91% to +7.60%. In addition, the predicted solids volume fraction distribution contours in the three frictional stress models generally agree with the ECT images in the cross-section of the horizontal pipe. In particular, the predicted variations of the deposited region with supplementary gas are also consistent with those in the ECT images.
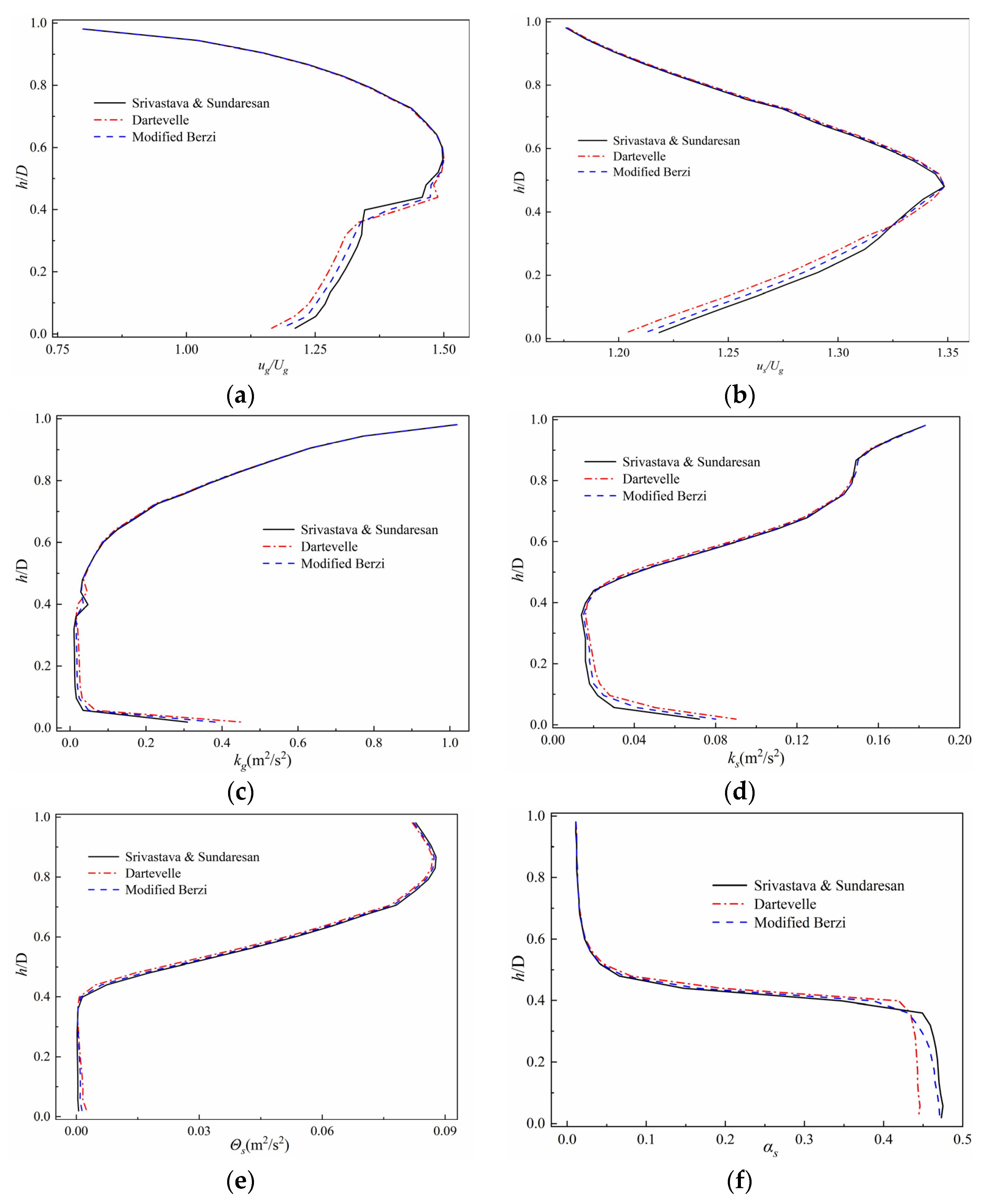
- The effect of frictional stress models on the simulation results of high-pressure dense-phase pneumatic conveying in horizontal pipe only presents in the transition region and deposited region. However, the two regions exhibit opposite changes. Frictional stress only exists in the bottom deposited region and diminishes gradually with the rise in supplementary gas.
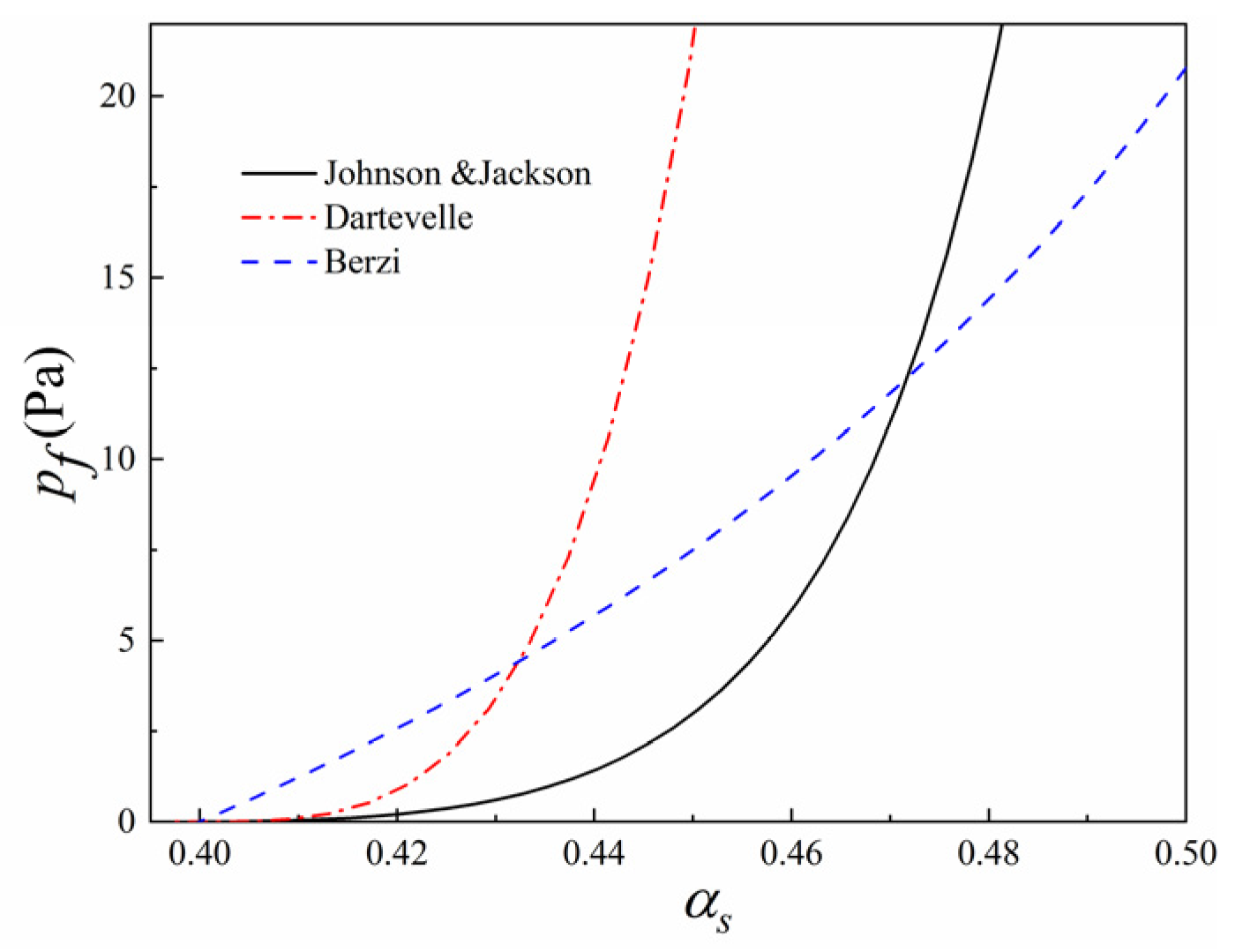
- The three frictional stress models predict a similar variation range of frictional stress, but their distributions differ, which is a fundamental reason for the variations of the solids volume fraction distribution. This also explains the variation of pressure drop in horizontal pipe. The larger the frictional pressure, the lower the solids volume fraction; and the stronger the frictional viscosity or shear stress, the higher the pressure drop in horizontal pipe.
- After comparing the simulation results of the three frictional stress models, it was observed that Dartevelle frictional stress demonstrates the strongest effect and highest energy consumption in the deposited region. Consequently, this leads to the lowest gas and solids velocity, turbulent kinetic energy, and solids volume fraction, and the highest particle pseudo-temperature. However, the simulation results predicted by the modified Berzi frictional stress model exhibit an opposite trend to the above results.
- Among the three frictional stress models, the simulation results of the modified Berzi frictional stress model are more consistent with the experimental data. Additionally, this model better reflects the frictional properties of pulverized coal. In conclusion, the modified Berzi frictional stress model can provide a more accurate prediction of frictional stress in high-pressure dense-phase pneumatic conveying.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Nomenclature
| A | pipeline cross-section area | m2 |
| CD | resistance coefficient | - |
| D | pipe diameter | m |
| ds | particle diameter | m |
| ess | particle–particle collision restitution coefficient | - |
| esw | particle–wall collision restitution coefficient | - |
| Fsg | gas–solid drag force | Pa |
| g | gravitational vector | m/s2 |
| g0,ss | radial distribution function | - |
| k | turbulent kinetic energy | m2/s2 |
| kn | particle stiffness | Pa·m |
| Ms | solids mass flow rate | kg/s |
| pf | solids frictional pressure | Pa |
| pk | solids kinetic pressure | Pa |
| ps | solids pressure | Pa |
| Pout | outlet pressure | Pa |
| Qs | supplementary gas flow rate | m3/h |
| Qf | fluidizing gas flow rate | m3/h |
| qw | the flux of fluctuation energy at wall | w/m2 |
| Re | Reynolds number | - |
| Ss | deviatoric part of strain tensor rate | s−1 |
| Ug | superficial gas velocity | m/s |
| usw | solids wall slip velocity | m/s |
| u | average velocity | m/s |
| v | velocity | m/s |
| vg,inlet | inlet gas velocity | m/s |
| us,inlet | inlet solids velocity | m/s |
| Greek symbols | ||
| α | gas or solids volume fraction | - |
| αs,min | the critical solids volume fraction of frictional stress | - |
| αs,inlet | inlet solids volume fraction | - |
| β | gas–solid drag coefficient | - |
| ϕi | angle of internal friction | |
| Θs | particle pseudo-temperature | m2/s2 |
| λ | bulk viscosity | Pa·s |
| μw | particle–wall frictional coefficient | - |
| μ | viscosity | Pa·s |
| μf | solids frictional viscosity | Pa·s |
| τf | frictional shear stress | Pa |
| τsw | particle–wall shear stress | Pa |
| ε | turbulent dissipation rate | m2/s3 |
| σ | gas or solids stress tensor | Pa |
| density | kg/m3 | |
| Subscripts | ||
| s | solids phase | |
| g | gas phase | |
References
- Zhou, H.; Xiong, Y.; Pei, Y. Effect of moisture content on dense-phase pneumatic conveying of pulverized lignite under high pressure. Powder Technol. 2016, 287, 355–363. [Google Scholar] [CrossRef]
- Klinzing, G.E. A review of pneumatic conveying status, advances and projections. Powder Technol. 2018, 333, 78–90. [Google Scholar] [CrossRef]
- Lu, P.; Yang, P.; Zheng, X.; Chen, X.; Zhao, C. Pilot-Scale Experimental Study on Phase Diagrams of Pressurized Pneumatic Conveying with Pulverized Coal. Energy Fuel 2017, 31, 10260–10266. [Google Scholar] [CrossRef]
- Miao, Z.; Kuang, S.; Zughbi, H.; Yu, A. Numerical simulation of dense-phase pneumatic transport of powder in horizontal pipes. Powder Technol. Int. J. Sci. Technol. Wet. Dry. Part. Syst. 2020, 361, 62–73. [Google Scholar] [CrossRef]
- He, C.; Chen, X.; Wang, J.; Ni, H.; Xu, Y.; Zhou, H.; Xiong, Y.; Shen, X. Conveying characteristics and resistance characteristics in dense phase pneumatic conveying of rice husk and blendings of rice husk and coal at high pressure. Powder Technol. 2012, 227, 51–60. [Google Scholar] [CrossRef]
- Sun, S.; Yuan, Z.; Peng, Z.; Moghtaderi, B.; Doroodchi, E. Computational investigation of particle flow characteristics in pressurised dense phase pneumatic conveying systems. Powder Technol. 2018, 329, 241–251. [Google Scholar] [CrossRef]
- Jin, Y.; Lu, H.; Guo, X.; Gong, X. Flow patterns classification of dense-phase pneumatic conveying of pulverized coal in the industrial vertical pipeline. Adv. Powder Technol. 2019, 30, 1277–1289. [Google Scholar] [CrossRef]
- Zhou, H.; Xiong, Y. Conveying mechanisms of dense-phase pneumatic conveying of pulverized lignite in horizontal pipe under high pressure. Powder Technol. 2020, 363, 7–22. [Google Scholar] [CrossRef]
- Sharma, A.; Mallick, S.S. An investigation into pressure drop through bends in pneumatic conveying systems. Particul. Sci. Technol. 2021, 39, 180–191. [Google Scholar] [CrossRef]
- Wang, X.; Luo, B.; You, M.; Liang, C.; Liu, D.; Ma, J.; Chen, X. Experimental and modeling study of gas flow characteristics in the compressible powder bed during gas pressurization. Chem. Eng. Sci. 2023, 268, 118445. [Google Scholar] [CrossRef]
- Manjula, E.V.P.J.; Ariyaratne, W.K.H.; Ratnayake, C.; Melaaen, M.C. A review of CFD modelling studies on pneumatic conveying and challenges in modelling offshore drill cuttings transport. Powder Technol. 2017, 305, 782–793. [Google Scholar] [CrossRef]
- Kuang, S.; Zhou, M.; Yu, A. CFD-DEM modelling and simulation of pneumatic conveying: A review. Powder Technol. 2020, 365, 186–207. [Google Scholar] [CrossRef]
- Sung, W.C.; Kim, J.Y.; Chung, S.W.; Lee, D.H. Effect of particle size distribution on hydrodynamics of pneumatic conveying system based on CPFD simulation. Adv. Powder Technol. 2021, 32, 2336–2344. [Google Scholar] [CrossRef]
- Zhou, J.; Shangguan, L.; Gao, K.; Wang, Y.; Hao, Y. Numerical study of slug characteristics for coarse particle dense phase pneumatic conveying. Powder Technol. 2021, 392, 438–447. [Google Scholar] [CrossRef]
- Song, Z.; Li, Q.; Li, F.; Chen, Y.; Ullah, A.; Chen, S.; Wang, W. MP-PIC simulation of dilute-phase pneumatic conveying in a horizontal pipe. Powder Technol. 2022, 410, 117894. [Google Scholar] [CrossRef]
- Zhao, H.; Zhao, Y. CFD-DEM simulation of pneumatic conveying in a horizontal pipe. Powder Technol. 2020, 373, 58–72. [Google Scholar] [CrossRef]
- Ariyaratne, W.K.H.; Ratnayake, C.; Melaaen, M.C. Application of the MP-PIC method for predicting pneumatic conveying characteristics of dilute phase flows. Powder Technol. 2017, 310, 318–328. [Google Scholar] [CrossRef]
- Jin, Y.; Lu, H.; Guo, X.; Gong, X. Application of CPFD method in the simulation of vertical dense phase pneumatic conveying of pulverized coal. Powder Technol. 2019, 357, 343–351. [Google Scholar] [CrossRef]
- Miao, Z.; Kuang, S.; Zughbi, H.; Yu, A. CFD simulation of dilute-phase pneumatic conveying of powders. Powder Technol. 2019, 349, 70–83. [Google Scholar] [CrossRef]
- Datta, B.K.; Ratnayaka, C. A Possible Scaling-up Technique for Dense Phase Pneumatic Conveying. Particul. Sci. Technol. 2005, 23, 201–204. [Google Scholar] [CrossRef]
- Zhong, W.; Zhang, M.; Jin, B.; Yuan, Z. Three-dimensional Simulation of Gas/Solid Flow in Spout-fluid Beds with Kinetic Theory of Granular Flow. Chin. J. Chem. Eng. 2006, 14, 611–617. [Google Scholar] [CrossRef]
- Ma, A.C.; Williams, K.C.; Zhou, J.M.; Jones, M.G. Numerical study on pressure prediction and its main influence factors in pneumatic conveyors. Chem. Eng. Sci. 2010, 65, 6247–6258. [Google Scholar] [CrossRef]
- Wang, Y.; Williams, K.; Jones, M.; Chen, B. CFD simulation methodology for gas-solid flow in bypass pneumatic conveying—A review. Appl. Therm. Eng. 2017, 125, 185–208. [Google Scholar] [CrossRef]
- Tardos, G.I.; McNamara, S.; Talu, I. Slow and intermediate flow of a frictional bulk powder in the Couette geometry. Powder Technol. 2003, 131, 23–39. [Google Scholar] [CrossRef]
- Dartevelle, S. Numerical modeling of geophysical granular flows: 1. A comprehensive approach to granular rheologies and geophysical multiphase flows. Geochem. Geophys. Geosyst. 2004, 5. [Google Scholar] [CrossRef]
- Lee, C.; Huang, Z.; Chiew, Y. A three-dimensional continuum model incorporating static and kinetic effects for granular flows with applications to collapse of a two-dimensional granular column. Phys. Fluids 2015, 27, 113303. [Google Scholar] [CrossRef]
- Jop, P. Rheological properties of dense granular flows. Cr. Phys. 2015, 16, 62–72. [Google Scholar] [CrossRef]
- Johnson, P.C.; Jackson, R. Frictional–collisional constitutive relations for granular materials, with application to plane shearing. J. Fluid. Mech. 1987, 176, 67–93. [Google Scholar] [CrossRef]
- Johnson, P.C.; Nott, P.; Jackson, R. Frictional–collisional equations of motion for participate flows and their application to chutes. J. Fluid. Mech. 1990, 210, 501–535. [Google Scholar] [CrossRef]
- Schaeffer, D.G. Instability in the evolution equations describing incompressible granular flow. J. Differ. Equ. 1987, 66, 19–50. [Google Scholar] [CrossRef]
- Nikolopoulos, A.; Nikolopoulos, N.; Varveris, N.; Karellas, S.; Grammelis, P.; Kakaras, E. Investigation of proper modeling of very dense granular flows in the recirculation system of CFBs. Particuology 2012, 10, 699–709. [Google Scholar] [CrossRef]
- Nikolopoulos, A.; Nikolopoulos, N.; Charitos, A.; Grammelis, P.; Kakaras, E.; Bidwe, A.R.; Varela, G. High-resolution 3-D full-loop simulation of a CFB carbonator cold model. Chem. Eng. Sci. 2013, 90, 137–150. [Google Scholar] [CrossRef]
- Srivastava, A.; Sundaresan, S. Analysis of a frictional–kinetic model for gas–particle flow. Powder Technol. 2003, 129, 72–85. [Google Scholar] [CrossRef]
- Savage, S.B. Analyses of slow high-concentration flows of granular materials. J. Fluid. Mech. 1998, 377, 1–26. [Google Scholar] [CrossRef]
- Chen, W.F. The Mechanics of Soils—An Introduction to Critical State Soil Mechanics. Eng. Geol. 1981, 17, 80–81. [Google Scholar] [CrossRef]
- Ahmadi, G. A generalized continuum theory for granular materials. Int. J. Nonlin. Mech. 1982, 17, 21–33. [Google Scholar] [CrossRef]
- Pu, W.; Zhao, C.; Xiong, Y.; Liang, C.; Chen, X.; Lu, P.; Fan, C. Numerical simulation on dense phase pneumatic conveying of pulverized coal in horizontal pipe at high pressure. Chem. Eng. Sci. 2010, 65, 2500–2512. [Google Scholar] [CrossRef]
- Syamlal, M.; Rogers, W.; O’Brien, T.J. MFIX documentation theory guide. In National Technical Information Service; USDOE: Washington, DC, USA, 1993. [Google Scholar] [CrossRef]
- Wang, Y.; Williams, K.C.; Jones, M.G.; Chen, B. Gas–solid flow behaviour prediction for sand in bypass pneumatic conveying with conventional frictional-kinetic model. Appl. Math. Model. 2016, 40, 9947–9965. [Google Scholar] [CrossRef]
- Huilin, L.; Gidaspow, D. Hydrodynamics of binary fluidization in a riser: CFD simulation using two granular temperatures. Chem. Eng. 2003, 58, 3777–3792. [Google Scholar] [CrossRef]
- McKeen, T.; Pugsley, T. Simulation and experimental validation of a freely bubbling bed of FCC catalyst. Powder Technol. 2003, 129, 139–152. [Google Scholar] [CrossRef]
- Wen, C.Y.; Yu, Y.H. Mechanics of Fluidization. Chem. Eng. Prog. Symp. Ser. 1966, 162, 100–111. [Google Scholar]
- Gidaspow, D.; Bezburuah, R.; Ding, J. Hydrodynamics of Circulating Fluidized Beds: Kinetic Theory Approach. In Engineering; USDOE: Washington, DC, USA, 1991. [Google Scholar]
- Lun, C.K.K.; Savage, S.B.; Jeffrey, D.J.; Chepurniy, N. Kinetic theories for granular flow: Inelastic particles in Couette flow and slightly inelastic particles in a general flowfield. J. Fluid. Mech. 1984, 140, 223–256. [Google Scholar] [CrossRef]
- Chialvo, S.; Sun, J.; Sundaresan, S. Bridging the rheology of granular flows in three regimes. Phys. Rev. E Stat. Nonlin. Soft Matter Phys. 2012, 85, 21305. [Google Scholar] [CrossRef] [PubMed]
- Berzi, D.; di Prisco, C.G.; Vescovi, D. Constitutive relations for steady, dense granular flows. Phys. Rev. E Stat. Nonlin. Soft Matter Phys. 2011, 84, 31301. [Google Scholar] [CrossRef]
- Schneiderbauer, S.; Schellander, D.; Löderer, A.; Pirker, S. Non-steady state boundary conditions for collisional granular flows at flat frictional moving walls. Int. J. Multiphas Flow. 2012, 43, 149–156. [Google Scholar] [CrossRef]
- Soleimani, A.; Schneiderbauer, S.; Pirker, S. A comparison for different wall-boundary conditions for kinetic theory based two-fluid models. Int. J. Multiphas Flow. 2015, 71, 94–97. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Number | Qs (m3/h) | Ug (m/s) | Ms (kg/s) | αs,inlet | us,inlet (m/s) | Pout (MPa) |
|---|---|---|---|---|---|---|
| 1 | 0.40 | 4.71 | 0.213 | 0.318 | 4.43 | 2.91 |
| 2 | 0.60 | 5.62 | 0.206 | 0.286 | 5.30 | 2.91 |
| 3 | 0.80 | 6.43 | 0.194 | 0.245 | 6.09 | 2.92 |
| 4 | 1.00 | 7.24 | 0.181 | 0.199 | 6.79 | 2.93 |
| 5 | 1.20 | 8.10 | 0.168 | 0.184 | 7.72 | 2.93 |
| Items | Phase | Formula |
|---|---|---|
| Continuity equations | Gas and Solids | where i = s for the solids phase and i = g for the gas phase. |
| Momentum equations | Gas | |
| Solids |
| Parameters | Setting |
|---|---|
| Granular viscosity | Gidaspow [43] |
| Granular bulk viscosity | Lun et al. [44] |
| Solids pressure | Lun et al. [44] |
| Granular conductivity | Gidaspow [43] |
| αs,min | αs,max | ess | ϕi | esw | μw | β0 | a |
|---|---|---|---|---|---|---|---|
| 0.4 | 0.63 | 0.7 | 32.0° | 0.5 | 0.5 | 0.3 | 1.8 × 10−6 |
| Mesh Specifications | Inlet Grid Number | Axial Grid Size (mm) | Total Grid Number | Simulated Pressure Drop (kPa) | Experimental Pressure Drop (kPa) |
|---|---|---|---|---|---|
| Mesh A | 180 | 2 | 216,000 | 3.77 | 4.26 |
| Mesh B | 288 | 1.5 | 460,800 | 3.91 | |
| Mesh C | 420 | 1.25 | 806,400 | 4.06 | |
| Mesh D | 576 | 1 | 1,382,400 | 4.09 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ding, S.; Zhou, H.; Tang, W.; Xiao, R.; Zhou, J. Influence of Frictional Stress Models on Simulation Results of High-Pressure Dense-Phase Pneumatic Conveying in Horizontal Pipe. Appl. Sci. 2024, 14, 2031. https://doi.org/10.3390/app14052031
Ding S, Zhou H, Tang W, Xiao R, Zhou J. Influence of Frictional Stress Models on Simulation Results of High-Pressure Dense-Phase Pneumatic Conveying in Horizontal Pipe. Applied Sciences. 2024; 14(5):2031. https://doi.org/10.3390/app14052031
Chicago/Turabian StyleDing, Shengxian, Haijun Zhou, Wenying Tang, Ruien Xiao, and Jiaqi Zhou. 2024. "Influence of Frictional Stress Models on Simulation Results of High-Pressure Dense-Phase Pneumatic Conveying in Horizontal Pipe" Applied Sciences 14, no. 5: 2031. https://doi.org/10.3390/app14052031
APA StyleDing, S., Zhou, H., Tang, W., Xiao, R., & Zhou, J. (2024). Influence of Frictional Stress Models on Simulation Results of High-Pressure Dense-Phase Pneumatic Conveying in Horizontal Pipe. Applied Sciences, 14(5), 2031. https://doi.org/10.3390/app14052031