
Capability Enhancing of CO2 Laser Cutting for PMMA Sheet Using Statistical Modeling and Optimization

 ,
,  ,
,  , ,
, ,  ,
,  ,
,
Abstract
:1. Introduction
2. Experimental Design and Methodology
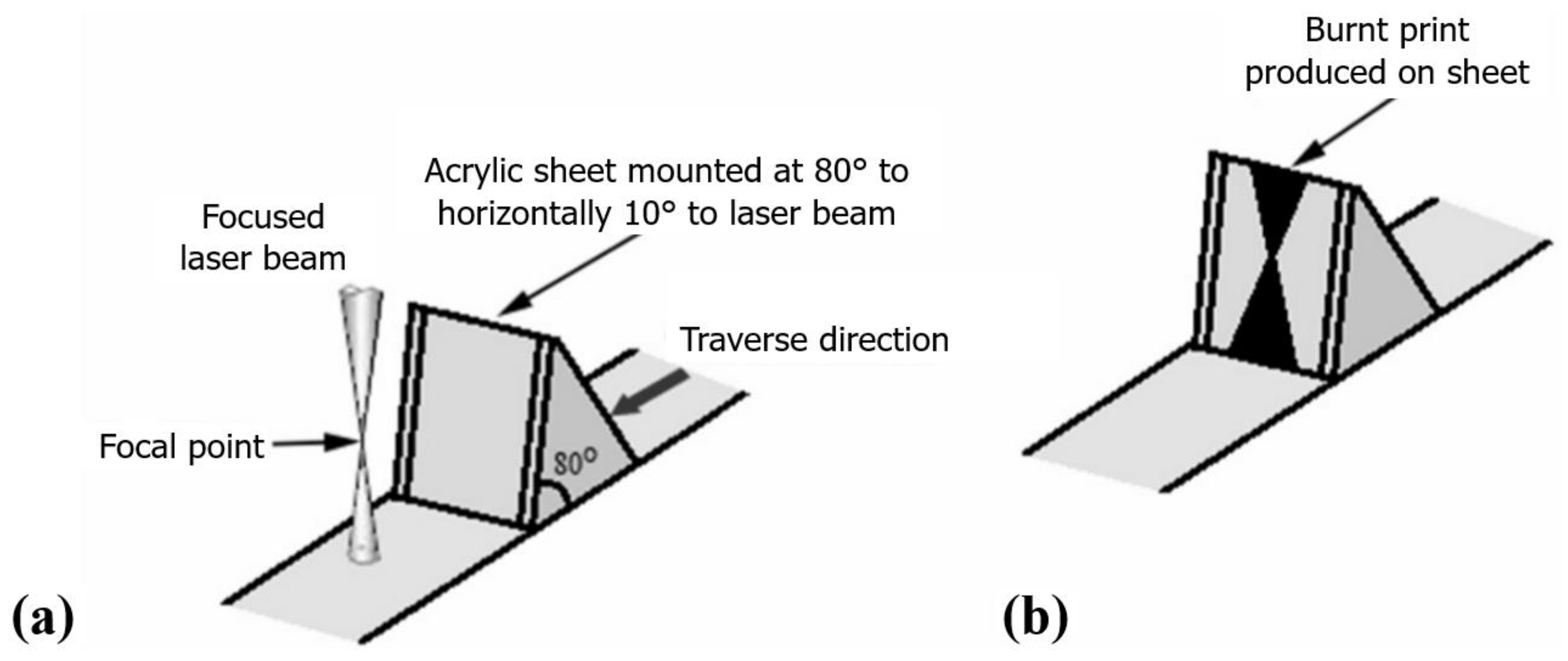
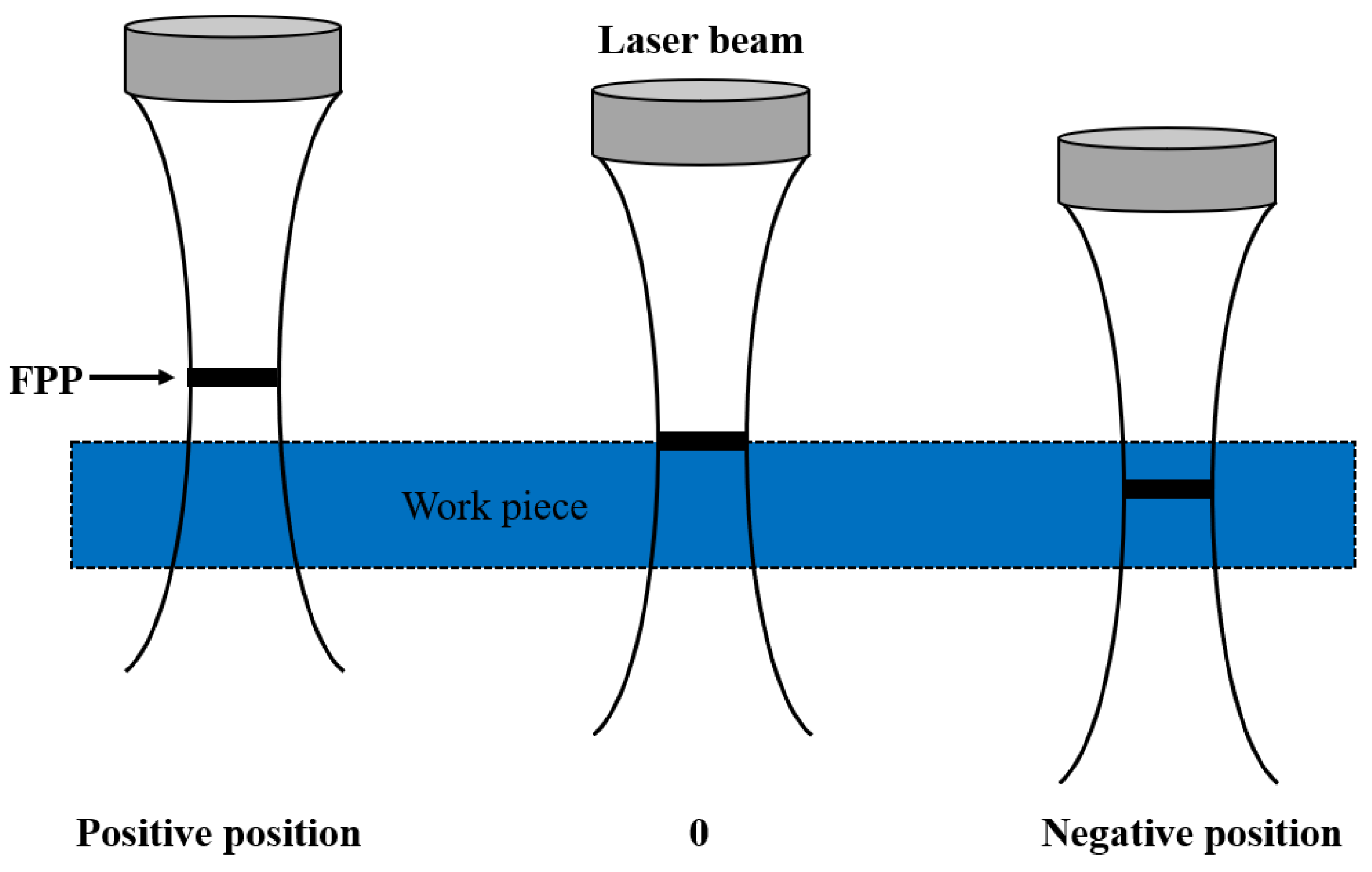
2.1. Laser Cutting Process
2.2. Response Surface Methodology (RSM)
3. Results and Discussion
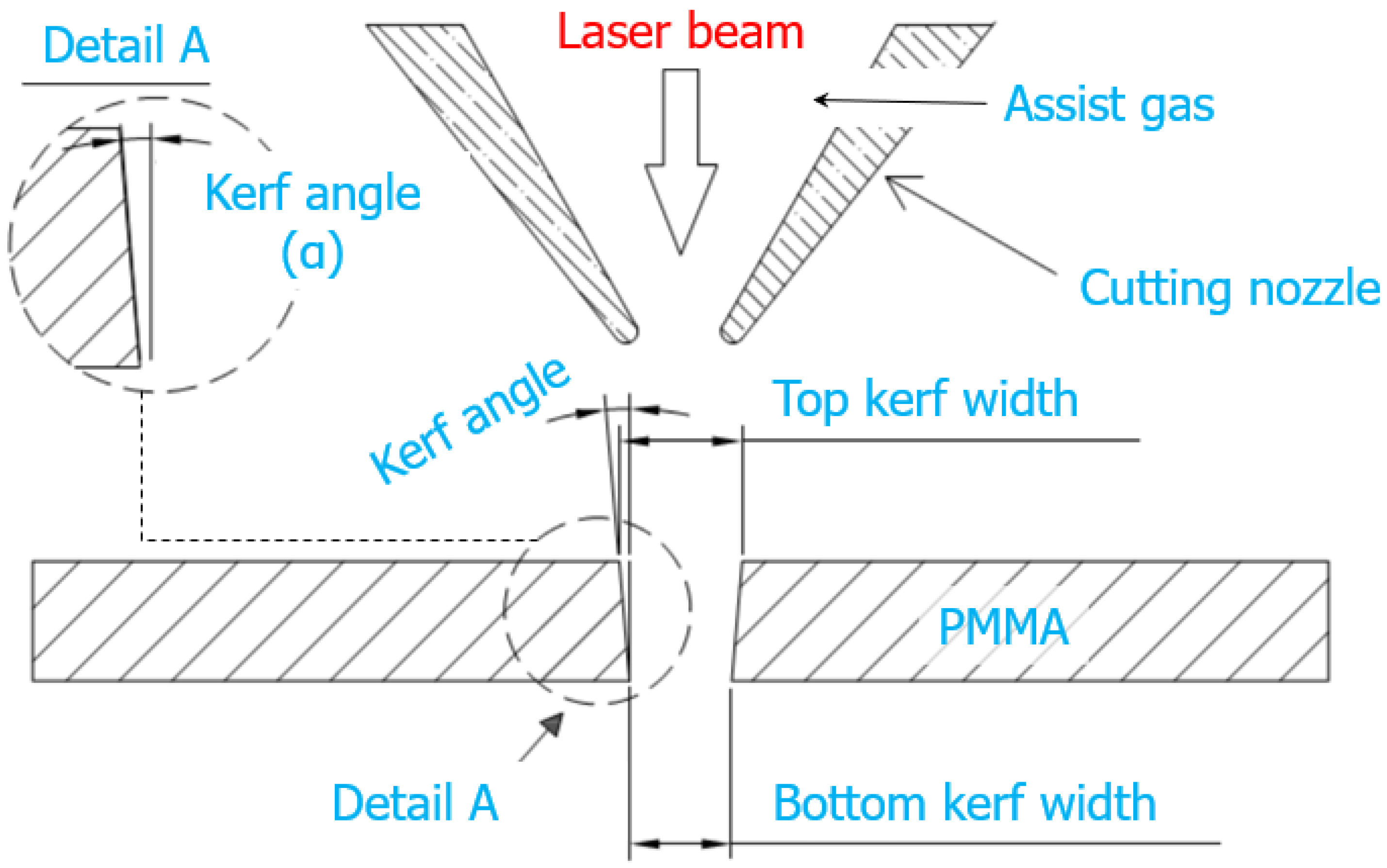
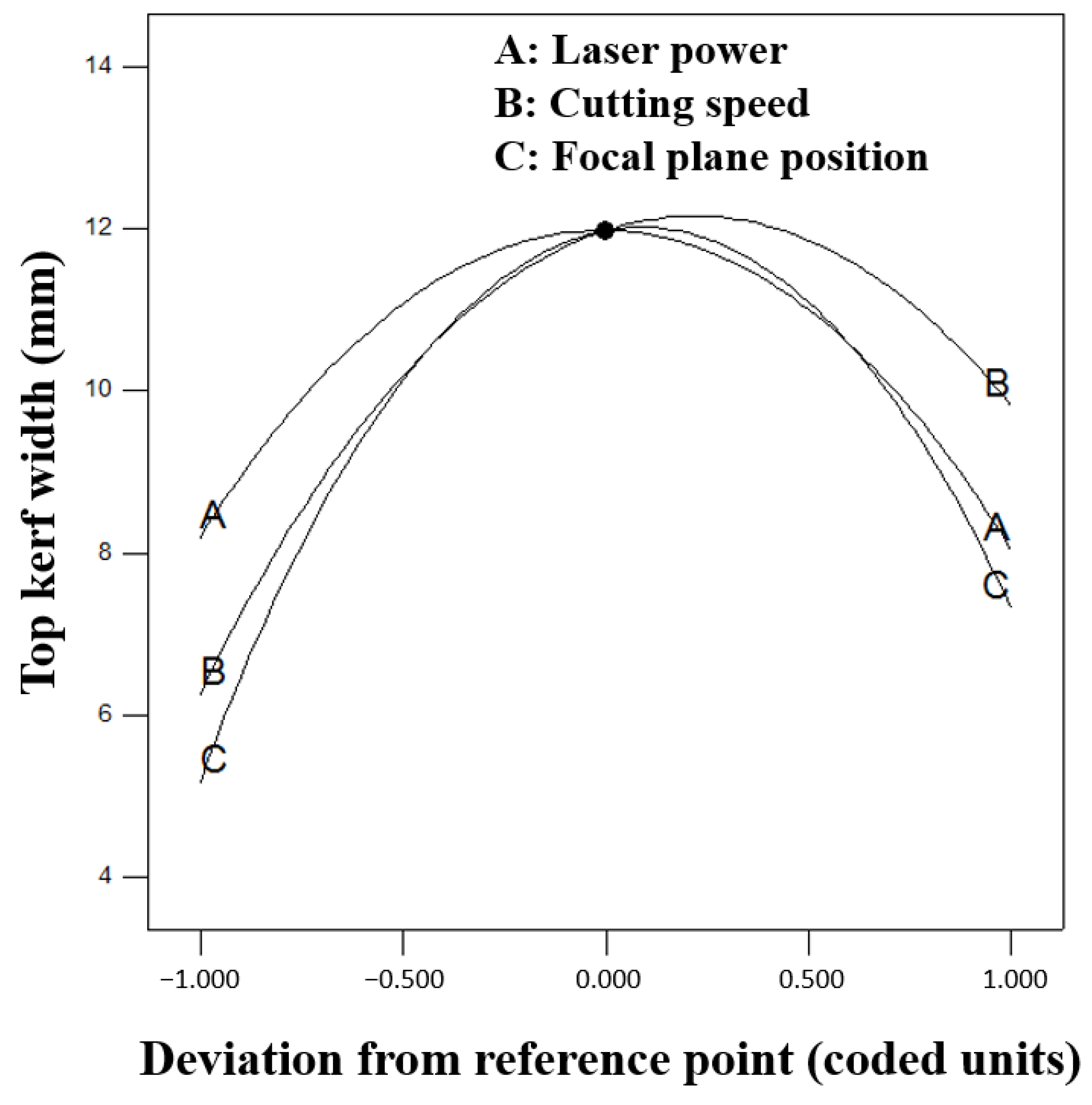
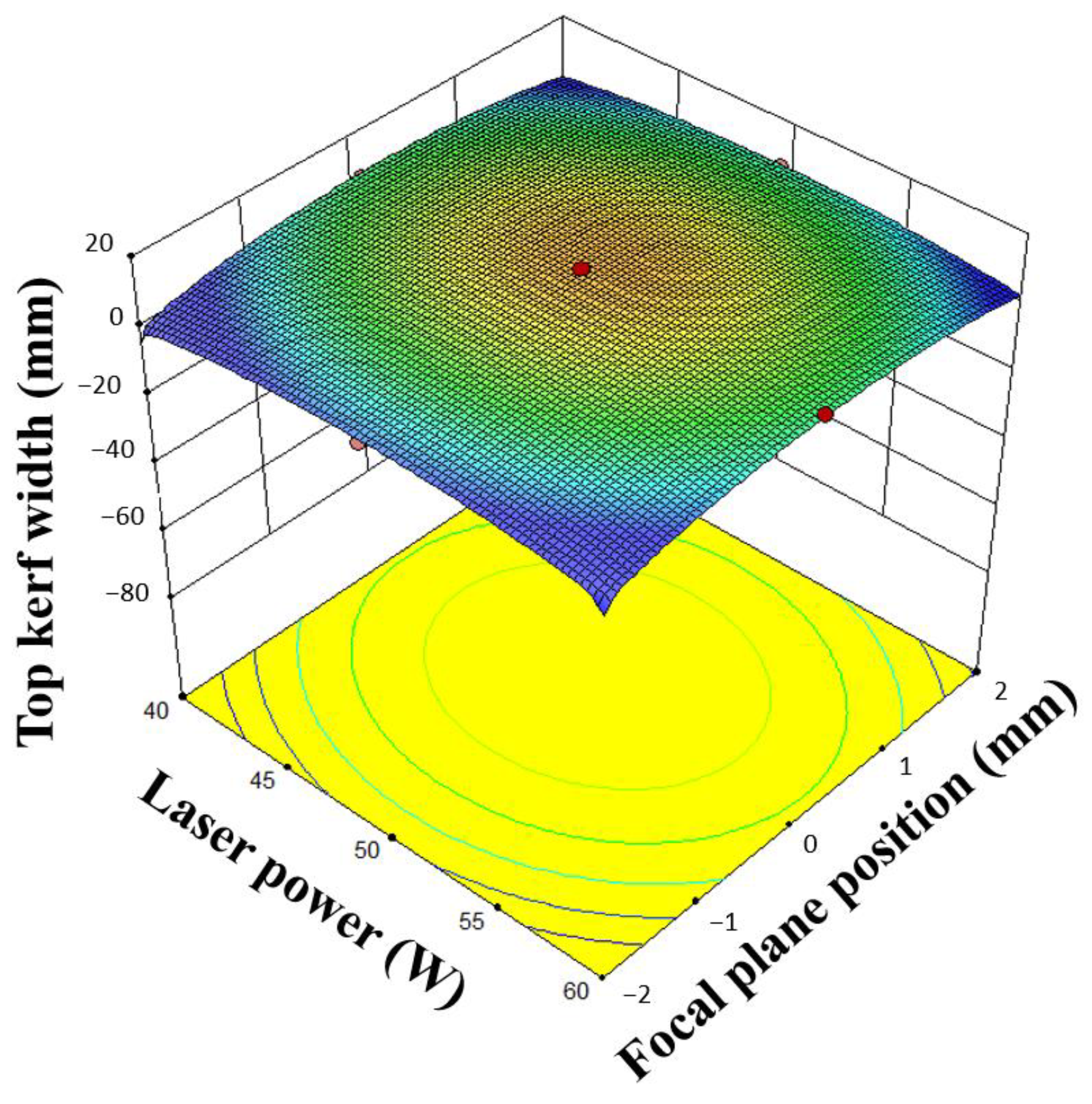
3.1. Top Kerf Width
3.2. Bottom Kerf Width
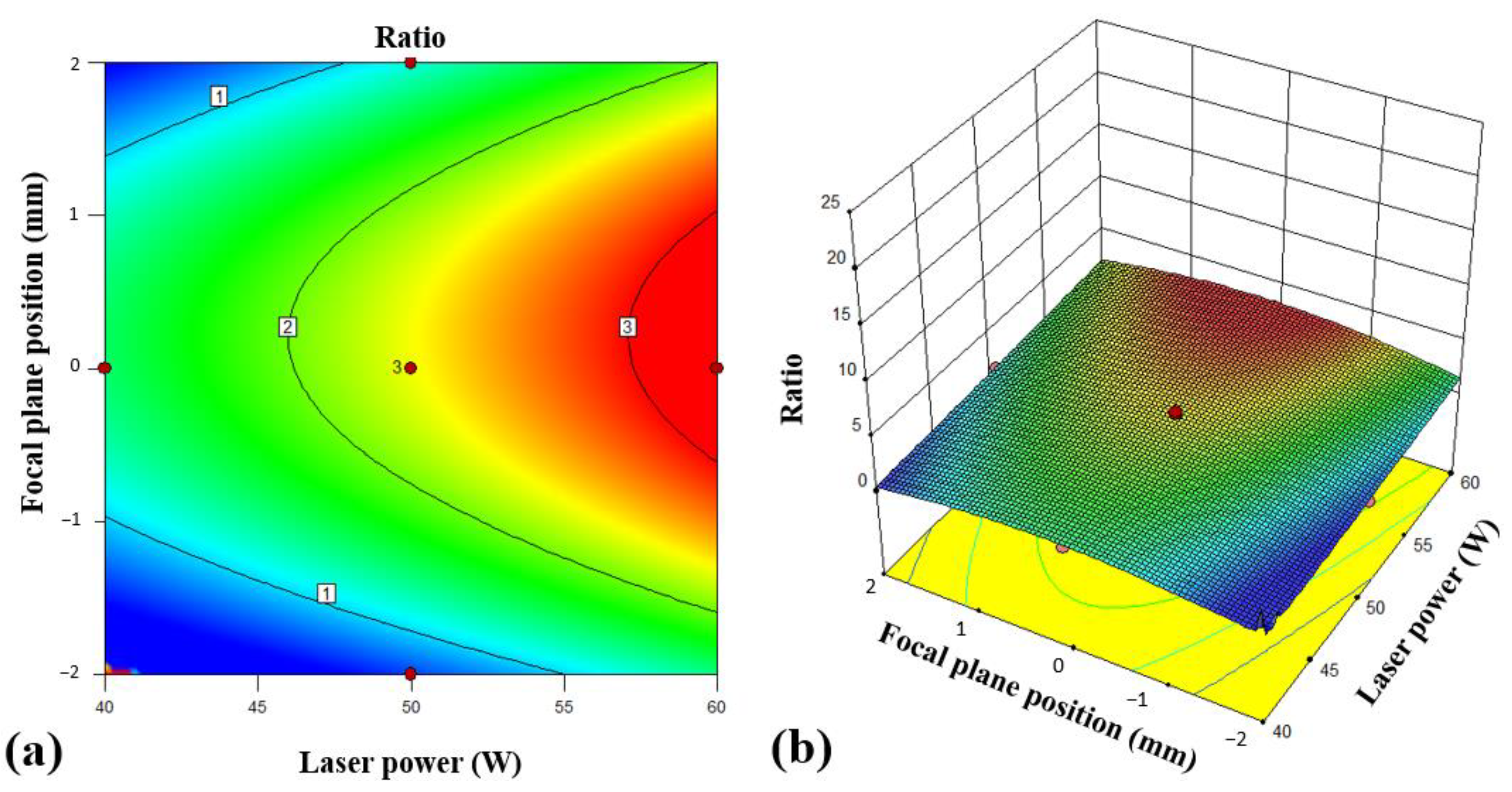
3.3. Ratio of the Upper Kerf to Lower Kerf
3.4. Cut Kerf Angle
4. Optimization
5. Conclusions
- A decrease in the FPP results in a notable reduction in the top kerf width, while an increase in the LP and a decrease in the CS contribute to a substantial widening of the kerf.
- The bottom kerf width is significantly influenced by the quadratic term of the CS2 and the interaction effect between the CS and the FPP (CS × FPP).
- CS, FPP, and the quadratic term of the laser LP2 are identified as significant factors affecting the ratio of the upper kerf to the lower kerf.
- The cut kerf angle exhibits noteworthy linear effects of the LP and the FPP, accompanied by a significant quadratic effect of the LP2.
- Optimal conditions for the LP, CS, and FPP fall within the ranges of 48–60 W, 4–7 mm/s, and −1 to 1 mm, respectively.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Haddadi, E.; Moradi, M.; Karimzad Ghavidel, A.; Karimzad Ghavidel, A.; Meiabadi, S. Experimental and Parametric Evaluation of Cut Quality Characteristics in CO2 Laser Cutting of Polystyrene. Optik 2019, 184, 103–114. [Google Scholar] [CrossRef]
- Karimzad Ghavidel, A.; Zadshakoyan, M.; Kiani, G.; Lawrence, J.; Moradi, M. Innovative Approach Using Ultrasonic-Assisted Laser Beam Machining for the Fabrication of Ultrasensitive Carbon Nanotubes-Based Strain Gauges. Opt. Lasers Eng. 2023, 161, 107325. [Google Scholar] [CrossRef]
- Rezayat, M.; Roa, J.J.; Mateo, A. Phase Transformation and Residual Stresses after Laser Surface Modification of Metastable Austenitic Stainless Steel. In Proceedings of the AIP Conference Proceedings, Göttingen, Germany, 19 July 2023; p. 020005. [Google Scholar]
- Rezayat, M.; Karamimoghadam, M.; Moradi, M.; Casalino, G.; Roa Rovira, J.J.; Mateo, A. Overview of Surface Modification Strategies for Improving the Properties of Metastable Austenitic Stainless Steels. Metals 2023, 13, 1268. [Google Scholar] [CrossRef]
- Moradi, M.; Mehrabi, O.; Azdast, T.; Benyounis, K.Y. Enhancement of Low Power CO2 Laser Cutting Process for Injection Molded Polycarbonate. Opt. Laser Technol. 2017, 96, 208–218. [Google Scholar] [CrossRef]
- Eltawahni, H.A.; Olabi, A.G.; Basmage, O.M.; Benyounis, K.Y. CO2 Laser Cutting of Glass Fiber-Reinforced Plastics. In Encyclopedia of Renewable and Sustainable Materials; Elsevier: Amsterdam, The Netherlands, 2020; pp. 145–159. [Google Scholar]
- Nayak, R.; Padhye, R. The Use of Laser in Garment Manufacturing: An Overview. Fash. Text. 2016, 3, 5. [Google Scholar] [CrossRef]
- He, Y.; Xie, H.; Ge, Y.; Lin, Y.; Yao, Z.; Wang, B.; Jin, M.; Liu, J.; Chen, X.; Sun, Y. Laser Cutting Technologies and Corresponding Pollution Control Strategy. Processes 2022, 10, 732. [Google Scholar] [CrossRef]
- Choi, J.; Kim, R.; Song, D.; Cho, D.-W.; Suh, J.; Kim, S.; Ahn, S.-H. Analysis of Laser Cutting Process for Different Diagonal Material Shapes. Processes 2022, 10, 2743. [Google Scholar] [CrossRef]
- Zafar, M.S. Prosthodontic Applications of Polymethyl Methacrylate (PMMA): An Update. Polymers 2020, 12, 2299. [Google Scholar] [CrossRef]
- Khoshaim, A.B.; Elsheikh, A.H.; Moustafa, E.B.; Basha, M.; Showaib, E.A. Experimental Investigation on Laser Cutting of PMMA Sheets: Effects of Process Factors on Kerf Characteristics. J. Mater. Res. Technol. 2021, 11, 235–246. [Google Scholar] [CrossRef]
- Mushtaq, R.T.; Wang, Y.; Rehman, M.; Khan, A.M.; Mia, M. State-Of-The-Art and Trends in CO2 Laser Cutting of Polymeric Materials—A Review. Materials 2020, 13, 3839. [Google Scholar] [CrossRef]
- Kechagias, J.D.; Ninikas, K.; Stavropoulos, P.; Salonitis, K. A Generalised Approach on Kerf Geometry Prediction during CO2 Laser Cut of PMMA Thin Plates Using Neural Networks. Lasers Manuf. Mater. Process. 2021, 8, 372–393. [Google Scholar] [CrossRef]
- Khan, M.M.A.; Saha, S.; Romoli, L.; Kibria, M.H. Optimization of Laser Engraving of Acrylic Plastics from the Perspective of Energy Consumption, CO2 Emission and Removal Rate. J. Manuf. Mater. Process. 2021, 5, 78. [Google Scholar] [CrossRef]
- Hussein, N.I.S.; Segal, J.; McCartney, D.G.; Pashby, I.R. Microstructure Formation in Waspaloy Multilayer Builds Following Direct Metal Deposition with Laser and Wire. Mater. Sci. Eng. A 2008, 497, 260–269. [Google Scholar] [CrossRef]
- Armstrong, M.; Mehrabi, H.; Naveed, N. An Overview of Modern Metal Additive Manufacturing Technology. J. Manuf. Process 2022, 84, 1001–1029. [Google Scholar] [CrossRef]
- Rezayat, M.; Aboutorabi Sani, A.; Talafi Noghani, M.; Saghafi Yazdi, M. Effect of Lateral Laser-Cladding Process on the Corrosion Performance of Inconel 625. Metals 2023, 13, 367. [Google Scholar] [CrossRef]
- Krajcarz, D. Comparison Metal Water Jet Cutting with Laser and Plasma Cutting. Procedia Eng. 2014, 69, 838–843. [Google Scholar] [CrossRef]
- Bhattacharyya, B.; Doloi, B. Machining Processes Utilizing Thermal Energy. In Modern Machining Technology; Elsevier: Amsterdam, The Netherlands, 2020; pp. 161–363. [Google Scholar]
- Leone, C.; Mingione, E.; Genna, S. Laser Cutting of CFRP by Quasi-Continuous Wave (QCW) Fibre Laser: Effect of Process Parameters and Analysis of the HAZ Index. Compos. B Eng. 2021, 224, 109146. [Google Scholar] [CrossRef]
- Gupta, P.D. Laser Applications in Indian Nuclear Power Programme. Energy Procedia 2011, 7, 560–576. [Google Scholar] [CrossRef]
- Joshi, P.; Sharma, A. Simultaneous Optimization of Kerf Taper and Heat Affected Zone in Nd-YAG Laser Cutting of Al 6061-T6 Sheet Using Hybrid Approach of Grey Relational Analysis and Fuzzy Logic. Precis. Eng. 2018, 54, 302–313. [Google Scholar] [CrossRef]
- Nguyen, V.; Altarazi, F.; Tran, T. Optimization of Process Parameters for Laser Cutting Process of Stainless Steel 304: A Comparative Analysis and Estimation with Taguchi Method and Response Surface Methodology. Math. Probl. Eng. 2022, 2022, 6677586. [Google Scholar] [CrossRef]
- Moradi, M.; Rezayat, M.; Rozhbiany, F.A.R.; Meiabadi, S.; Casalino, G.; Shamsborhan, M.; Bijoy, A.; Chakkingal, S.; Lawrence, M.; Mohammed, N.; et al. Correlation between Infill Percentages, Layer Width, and Mechanical Properties in Fused Deposition Modelling of Poly-Lactic Acid 3D Printing. Machines 2023, 11, 950. [Google Scholar] [CrossRef]
- Moradi, M.; Karamimoghadam, M.; Meiabadi, S.; Casalino, G.; Ghaleeh, M.; Baby, B.; Ganapathi, H.; Jose, J.; Abdulla, M.S.; Tallon, P.; et al. Mathematical Modelling of Fused Deposition Modeling (FDM) 3D Printing of Poly Vinyl Alcohol Parts through Statistical Design of Experiments Approach. Mathematics 2023, 11, 3022. [Google Scholar] [CrossRef]
- Kubovský, I.; Krišťák, Ľ.; Suja, J.; Gajtanska, M.; Igaz, R.; Ružiak, I.; Réh, R. Optimization of Parameters for the Cutting of Wood-Based Materials by a CO2 Laser. Appl. Sci. 2020, 10, 8113. [Google Scholar] [CrossRef]
- Ashok, D.; Bahubalendruni, M.V.A.R.; Mhaskar, A.; Choudhary, V.; Balamurali, G.; Turaka, S. Experimental and Numerical Investigation on 2.5-Dimensional Nature-Inspired Infill Structures under out-Plane Quasi-Static Loading. Proc. Inst. Mech. Eng. Part E J. Process Mech. Eng. 2023, 11, 5308. [Google Scholar] [CrossRef]
- Moradi, M.; Karamimoghadam, M.; Meiabadi, S.; Rasool, S.; Casalino, G.; Shamsborhan, M.; Sebastian, P.K.; Poulose, A.; Shaiju, A.; Rezayat, M. Optimizing Layer Thickness and Width for Fused Filament Fabrication of Polyvinyl Alcohol in Three-Dimensional Printing and Support Structures. Machines 2023, 11, 844. [Google Scholar] [CrossRef]
- Equbal, A.; Equbal, M.I.; Sood, A.K. An Investigation on the Feasibility of Fused Deposition Modelling Process in EDM Electrode Manufacturing. CIRP J. Manuf. Sci. Technol. 2019, 26, 10–25. [Google Scholar] [CrossRef]
- Equbal, A.; Equbal, A.; Khan, Z.A.; Badruddin, I.A.; Bashir, M.B.A.; Alrobei, H. Investigating the Dimensional Accuracy of the Cavity Produced by ABS P400 Polymer-Based Novel EDM Electrode. Polymers 2021, 13, 4109. [Google Scholar] [CrossRef]
- Equbal, A.; Sood, A.K.; Equbal, M.I.; Badruddin, I.A.; Khan, Z.A. RSM Based Investigation of Compressive Properties of FDM Fabricated Part. CIRP J. Manuf. Sci. Technol. 2021, 35, 701–714. [Google Scholar] [CrossRef]
- Equbal, A.; Ahmad, S.; Badruddin, I.A.; Khan, Z.A.; Kamangar, S.; Javed, S. Evaluating Machining Performance of Acrylonitrile-Butadiene-Styrene (ABS) Based Electrical Discharge Machining (EDM) Electrodes Fabricated by Fused Deposition Modelling (FDM) Followed by a Novel Metallization Method. Proc. Inst. Mech. Eng. B J. Eng. Manuf. 2023, 7, 095440542211510. [Google Scholar] [CrossRef]
- Equbal, A.; Equbal, M.I.; Sood, A.K. PCA-Based Desirability Method for Dimensional Improvement of Part Extruded by Fused Deposition Modelling Technology. Prog. Addit. Manuf. 2019, 4, 269–280. [Google Scholar] [CrossRef]
- Vijay Kumar, V.; Narayanan, D.; Chandran, S.; Rajendran, S.; Ramakrishna, S. Lightweight and Sustainable Self-Reinforced Composites. In Lightweight and Sustainable Composite Materials; Elsevier: Amsterdam, The Netherlands, 2023; pp. 19–46. [Google Scholar]
- Moradi, M.; Karami Moghadam, M.; Shamsborhan, M.; Bodaghi, M.; Falavandi, H. Post-Processing of FDM 3D-Printed Polylactic Acid Parts by Laser Beam Cutting. Polymers 2020, 12, 550. [Google Scholar] [CrossRef] [PubMed]
- Rezayat, M.; Mateo, A.; Roa, J.J. Exploring the Effects of Laser Surface Modification on AISI 301LN Steel: A Micro-Mechanical Study. J. Manuf. Mater. Process. 2023, 7, 191. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Property | Value |
|---|---|
| Molecular Formula | (C5O2H8)n |
| Molecular Weight (g/mol) | ~100,000–500,000 |
| Melting Point (°C) | 105–160 |
| Glass Transition Temperature (Tg) (°C) | 105–165 |
| Density (g/cm3) | 1.17–1.20 |
| Refractive Index (at 589 nm) | 1.49–1.50 |
| Thermal Conductivity (W/(m·K)) | 0.17–0.19 |
| Specific Heat Capacity (J/(g·K)) | 1.4–1.9 |
| Coefficient of Thermal Expansion (°C) | 70–90 × 10−6 |
| Tensile Strength (MPa) | 50–100 |
| Young’s Modulus (GPa) | 2.7–3.3 |
| Elongation at Break (%) | 2–6 |
| Transparency | Excellent |
| Variable | Notation | Unit | −2 | −1 | 0 | 1 | 2 |
|---|---|---|---|---|---|---|---|
| Laser power | LP | W | 40 | 45 | 50 | 55 | 60 |
| Cutting speed | CS | mm/s | 4 | 7 | 10 | 13 | 16 |
| Focal plane position | FPP | mm | −2 | −1 | 0 | +1 | +2 |
| Experiment No. | Input Variables (Coded Values) | Output Responses | ||||||
|---|---|---|---|---|---|---|---|---|
| Laser Power (W) | Cutting Speed (mm/s) | Focal Plane Position (mm) | Top Kerf Width (mm) | Bottom Kerf Width (mm) | Ratio | Cut Kerf Angle (Degree) | Heat Input (J/mm2) | |
| #1 | 45 | 13 | −1 | 10.916 ± 0.91 | 0 | - | 1.924 ± 0.23 | 3.461 |
| #2 | 60 | 10 | 0 | 8.400 ± 0.61 | 3.056 ± 0.22 | 2.748 | 0.591 ± 0.12 | 6.000 |
| #3 | 50 | 10 | 0 | 10.946 ± 0.88 | 4.323 ± 0.32 | 2.531 | 0.779 ± 0.18 | 5.000 |
| #4 | 50 | 10 | 0 | 10.270 ± 0.98 | 5.710 ± 0.35 | 1.798 | 0.490 ± 0.11 | 5.000 |
| #5 | 50 | 10 | −2 | 4.436 ± 0.35 | 9.653 ± 0.54 | 0.459 | 0.574 ± 0.17 | 5.000 |
| #6 | 50 | 10 | 2 | 6.696 ± 0.61 | 6.440 ± 0.78 | 1.039 | 0.025 ± 0.03 | 5.000 |
| #7 | 55 | 7 | 1 | 10.243 ± 0.75 | 0 | - | 1.644 ± 0.29 | 7.857 |
| #8 | 55 | 7 | −1 | 7.600 ± 0.47 | 3.086 ± 0.33 | 2.462 | 0.484 ± 0.12 | 7.857 |
| #9 | 45 | 7 | 1 | 8.103 ± 0.58 | 2.696 ± 0.29 | 3.004 | 0.600 ± 0.22 | 6.428 |
| #10 | 45 | 7 | −1 | 9.556 ± 0.79 | 3.926 ± 0.21 | 2.433 | 0.631 ± 0.25 | 6.428 |
| #11 | 55 | 13 | −1 | 7.393 ± 0.54 | 0 | - | 0.911 ± 0.11 | 4.230 |
| #12 | 50 | 10 | 0 | 13.453 ± 0.1.13 | 4.890 ± 0.42 | 2.751 | 1.152 ± 0.32 | 5.000 |
| #13 | 50 | 16 | 0 | 9.953 ± 0.94 | 0 | - | 1.541 ± 0.13 | 3.125 |
| #14 | 55 | 13 | 1 | 10.023 ± 0.86 | 5.590 ± 0.56 | 1.793 | 0.474 ± 0.28 | 4.230 |
| #15 | 40 | 10 | 0 | 6.510 ± 0.66 | 5.066 ± 0.44 | 1.284 | 0.145 ± 0.22 | 4.000 |
| #16 | 50 | 4 | 0 | 4.720 ± 0.53 | 3.506 ± 0.63 | 1.346 | 0.121 ± 0.15 | 12.500 |
| #17 | 45 | 13 | 1 | 10.910 ± 0.87 | 0 | - | 1.921 ± 0.16 | 3.461 |
| Source of Variation | Degree of Freedom | Sum of Squares | Mean Squares | F Value | p Value |
|---|---|---|---|---|---|
| Model | 200.63 | 6 | 33.44 | 3.62 | 0.0357 |
| A-LP | 0.071 | 1 | 0.071 | 7.667 × 10−3 | 0.9320 |
| B-CS | 39.06 | 1 | 39.06 | 4.23 | 0.0669 |
| C-FPP | 12.78 | 1 | 12.78 | 1.38 | 0.2668 |
| AB | 60.73 | 1 | 60.73 | 6.57 | 0.0282 |
| BC | 61.93 | 1 | 61.93 | 6.70 | 0.0270 |
| C2 | 127.75 | 1 | 127.75 | 13.82 | 0.0040 |
| Residual | 92.43 | 10 | 9.24 | ||
| Lack of Fit | 72.00 | 8 | 9.00 | 0.88 | 0.6318 |
| Pure Error | 20.43 | 2 | 10.22 | ||
| Total | 293.06 | 16 | |||
| R-Sq = % 68.46 | R-Sq (adj) = % 49.54 | ||||
| Source of Variation | Degree of Freedom | Sum of Squares | Mean Squares | F Value | p Value |
|---|---|---|---|---|---|
| Model | 4.89 | 4 | 1.22 | 2.98 | 0.0637 |
| A-LP | 4.093 × 10−3 | 1 | 4.093 × 10−3 | 9.966 × 10−3 | 0.9221 |
| B-CS | 1.97 | 1 | 1.97 | 4.79 | 0.0491 |
| AB | 1.30 | 1 | 1.30 | 3.16 | 0.1007 |
| B2 | 1.62 | 1 | 1.62 | 3.95 | 0.0701 |
| Residual | 4.93 | 12 | 0.41 | ||
| Lack of Fit | 4.92 | 10 | 0.49 | 88.35 | 0.0112 |
| Pure Error | 0.011 | 2 | 5.565 × 10−3 | ||
| Total | 9.82 | 16 | |||
| R-Sq = % 49.82 | R-Sq (adj) = % 33.10 | ||||
| Source of Variation | Degree of Freedom | Sum of Squares | Mean Squares | F Value | p Value |
|---|---|---|---|---|---|
| Model | 3.87 | 6 | 0.65 | 3.75 | 0.0840 |
| A-LP | 1.04 | 1 | 1.04 | 6.03 | 0.0575 |
| B-CS | 1.38 | 1 | 1.38 | 8.04 | 0.0365 |
| C-FPP | 0.16 | 1 | 0.16 | 0.93 | 0.3787 |
| AB | 0.79 | 1 | 0.79 | 4.59 | 0.0851 |
| B2 | 1.51 | 1 | 1.51 | 8.76 | 0.0315 |
| C2 | 2.06 | 1 | 2.06 | 12.00 | 0.0180 |
| Residual | 0.86 | 5 | 0.17 | ||
| Lack of Fit | 0.55 | 3 | 0.18 | 1.21 | 0.4831 |
| Pure Error | 0.31 | 2 | 0.15 | ||
| Total | 4.73 | 11 | |||
| R-Sq = % 81.84 | R-Sq (adj) = % 60.04 | ||||
| Source of Variation | Degree of Freedom | Sum of Squares | Mean Squares | F Value | p Value |
|---|---|---|---|---|---|
| Model | 2.82 | 3 | 0.94 | 4.03 | 0.0314 |
| A-LP | 0.028 | 1 | 0.028 | 0.12 | 0.7347 |
| B-CS | 1.39 | 1 | 1.39 | 5.94 | 0.0300 |
| AB | 1.41 | 1 | 1.41 | 6.03 | 0.0290 |
| Residual | 3.04 | 13 | 0.23 | ||
| Lack of Fit | 2.82 | 11 | 0.26 | 2.32 | 0.3393 |
| Pure Error | 0.22 | 2 | 0.11 | ||
| Total | 5.86 | 16 | |||
| R-Sq = % 48.17 | R-Sq (adj) = % 36.21 | ||||
| Constraints | |||||||
|---|---|---|---|---|---|---|---|
| Parameters/ Responses | Name | Goal | Lower Limit | Upper Limit | Lower Weight | Upper Weight | Importance |
| Parameters | A: LP | is in range | 40 | 60 | 1 | 1 | 3 |
| B: CS | is in range | 4 | 16 | 1 | 1 | 3 | |
| C: FPP | is in range | −2 | 2 | 1 | 1 | 3 | |
| Responses | Top Average Width | minimize | 4.436 | 13.453 | 1 | 1 | 3 |
| Bottom Average Width | minimize | 0 | 9.653 | 1 | 1 | 3 | |
| Ratio | is target = 1 | 0.459 | 3.004 | 1 | 1 | 3 | |
| Cut Kerf Angle | minimize | 0.025 | 1.924 | 1 | 1 | 3 | |
| # | LP (W) | CS (mm/s) | FPP (mm) | Desirability | Top Kerf Width (mm) | Bottom Kerf Width (mm) | Ratio | Cut Kerf Angle (Degree) |
|---|---|---|---|---|---|---|---|---|
| 1 | 50.661 | 4.000 | −1.016 | 0.896 | 4.012 | 2.201 | 1.000 | 0.341 |
| 2 | 51.025 | 4.017 | −0.950 | 0.894 | 4.269 | 1.966 | 1.000 | 0.400 |
| 3 | 49.966 | 4.000 | −1.155 | 0.892 | 3.430 | 2.751 | 0.998 | 0.230 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Moradi, M.; Rezayat, M.; Meiabadi, S.; Karamimoghadam, M.; Hillyard, S.; Mateo, A.; Casalino, G.; Tanveer, Z.; Adnan Manzoor, M.; Iqbal, M.A.; et al. Capability Enhancing of CO2 Laser Cutting for PMMA Sheet Using Statistical Modeling and Optimization. Appl. Sci. 2023, 13, 12601. https://doi.org/10.3390/app132312601
Moradi M, Rezayat M, Meiabadi S, Karamimoghadam M, Hillyard S, Mateo A, Casalino G, Tanveer Z, Adnan Manzoor M, Iqbal MA, et al. Capability Enhancing of CO2 Laser Cutting for PMMA Sheet Using Statistical Modeling and Optimization. Applied Sciences. 2023; 13(23):12601. https://doi.org/10.3390/app132312601
Chicago/Turabian StyleMoradi, Mahmoud, Mohammad Rezayat, Saleh Meiabadi, Mojtaba Karamimoghadam, Stephen Hillyard, Antonio Mateo, Giuseppe Casalino, Zammad Tanveer, Muhammad Adnan Manzoor, Muhammad Asad Iqbal, and et al. 2023. "Capability Enhancing of CO2 Laser Cutting for PMMA Sheet Using Statistical Modeling and Optimization" Applied Sciences 13, no. 23: 12601. https://doi.org/10.3390/app132312601
APA StyleMoradi, M., Rezayat, M., Meiabadi, S., Karamimoghadam, M., Hillyard, S., Mateo, A., Casalino, G., Tanveer, Z., Adnan Manzoor, M., Iqbal, M. A., & Razmkhah, O. (2023). Capability Enhancing of CO2 Laser Cutting for PMMA Sheet Using Statistical Modeling and Optimization. Applied Sciences, 13(23), 12601. https://doi.org/10.3390/app132312601