
Lightweight Solid Wood Panels Made of Paulownia Plantation Wood

 , , , and
, , , and
Abstract
:1. Introduction
2. Materials and Methods

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Board Type | Adhesive Type | Lamellae Width (mm) | Adhesive Application (g/m2) |
|---|---|---|---|
| Single-layered | MUF | 32 | 160 |
| Single-layered | PUR | 32 | 180 |
| Single-layered | PVAc | 32 | 150 |
| Three-layered | MUF | 66 | 340 |
| Three-layered | PUR | 66 | 210 |
| Three-layered | PVAc | 66 | 330 |
3. Results and Discussion
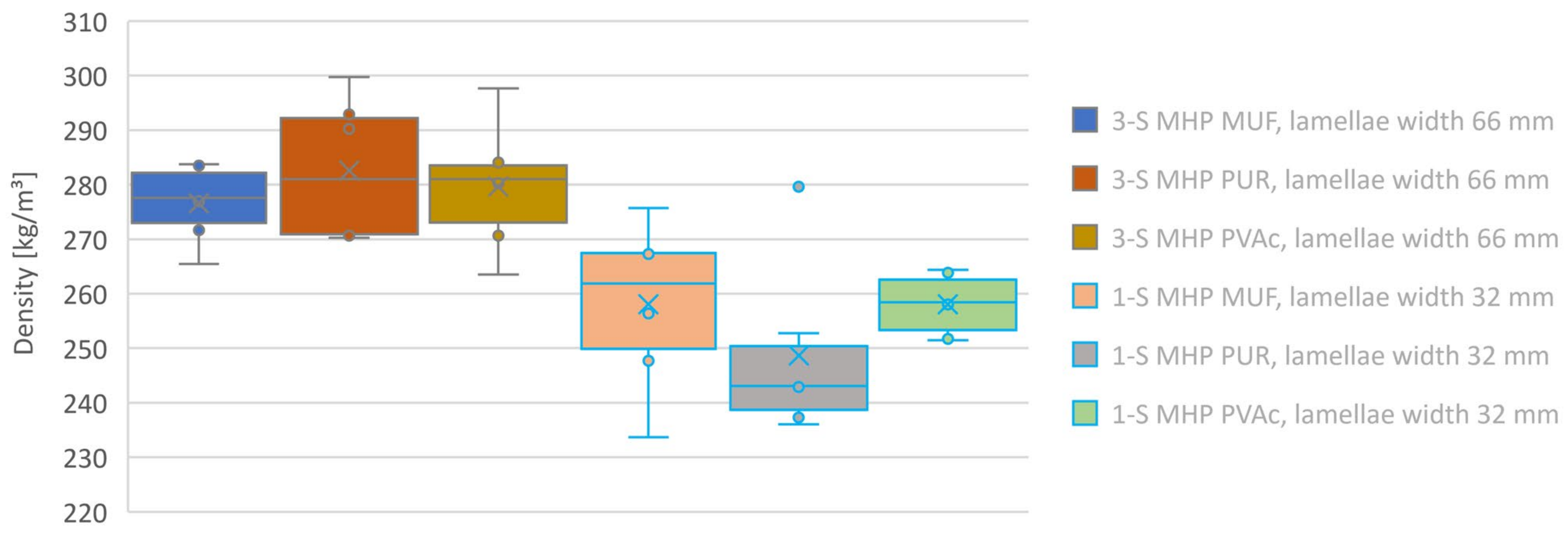
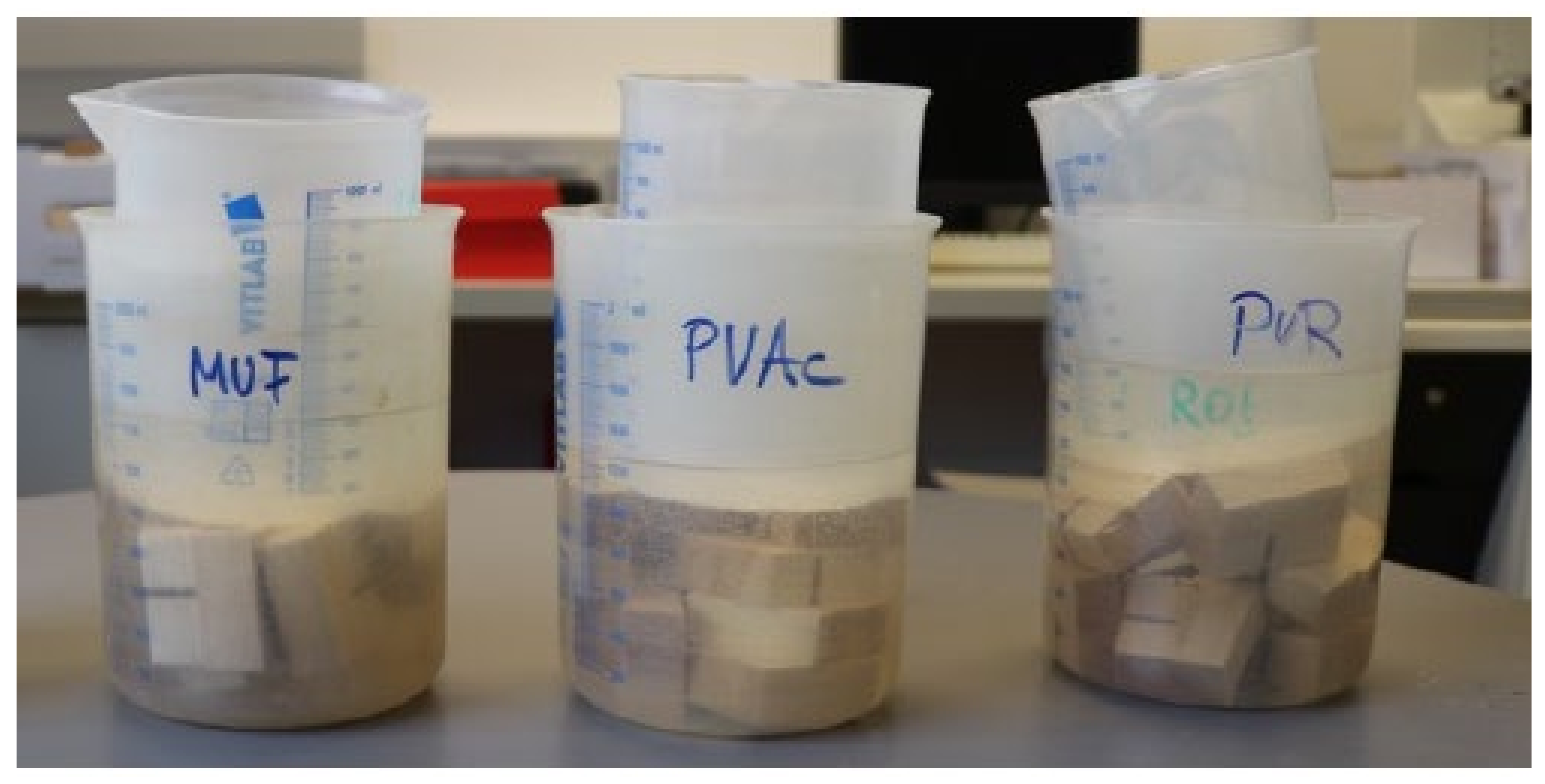
3.1. Density
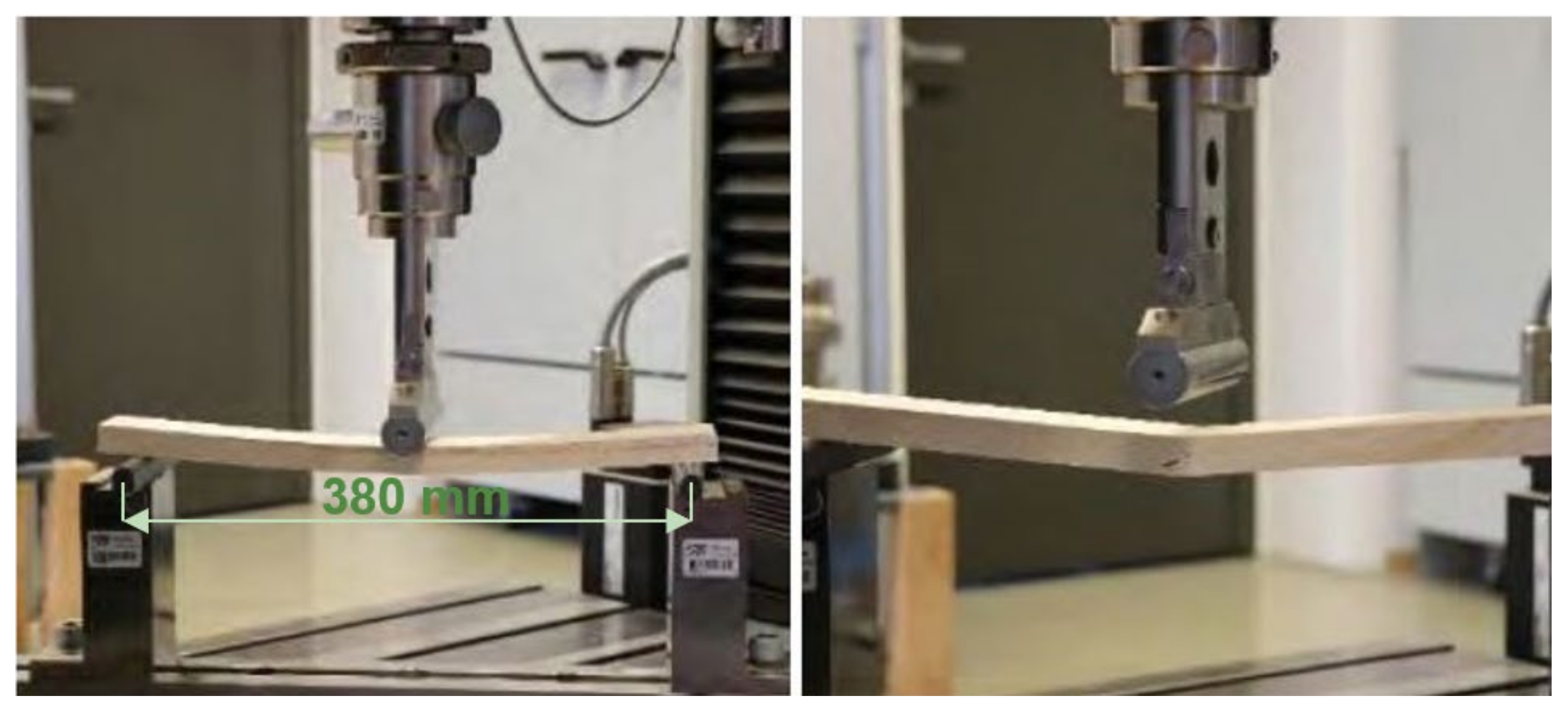
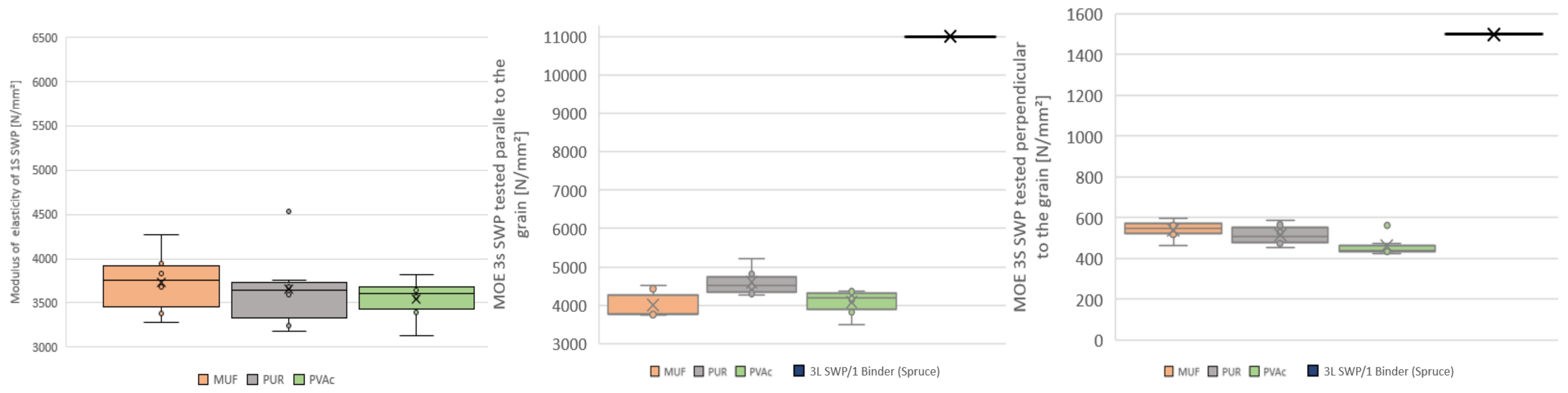
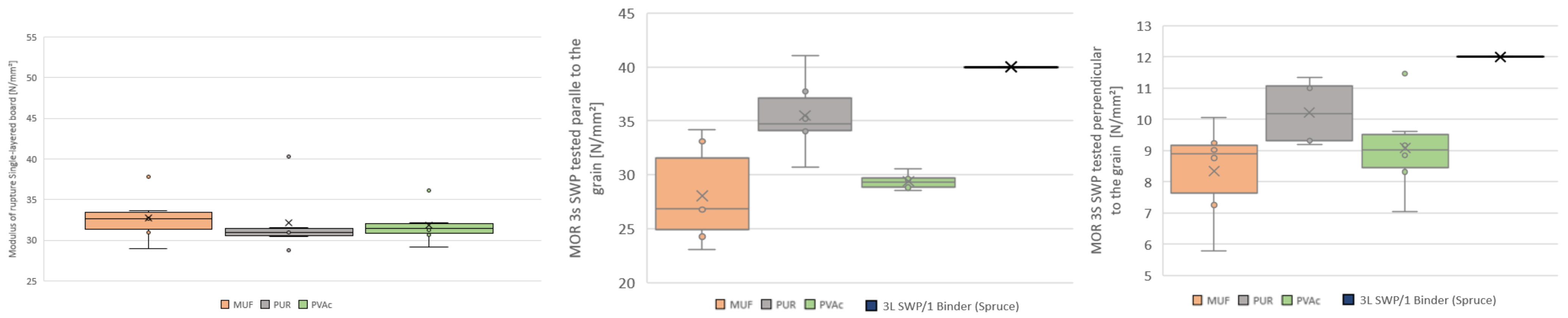
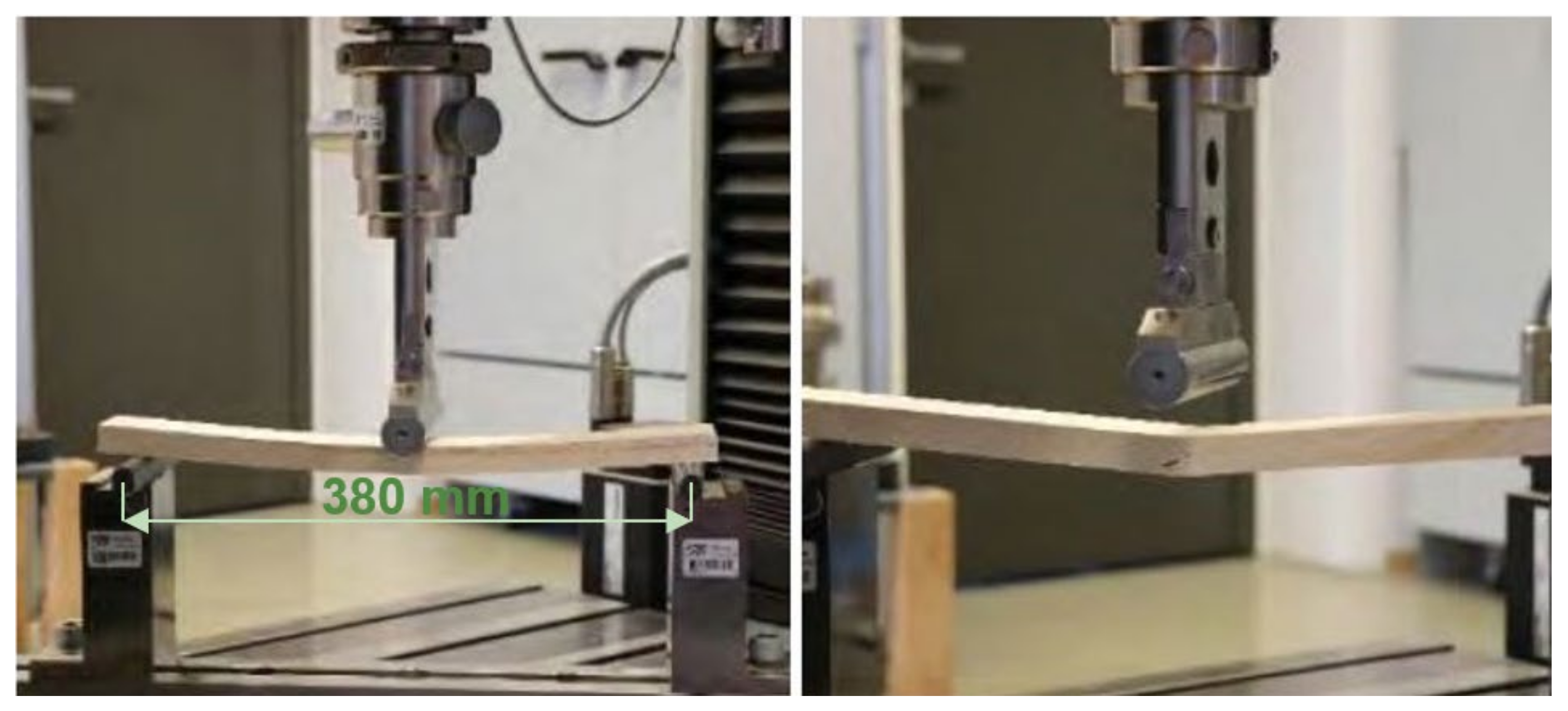
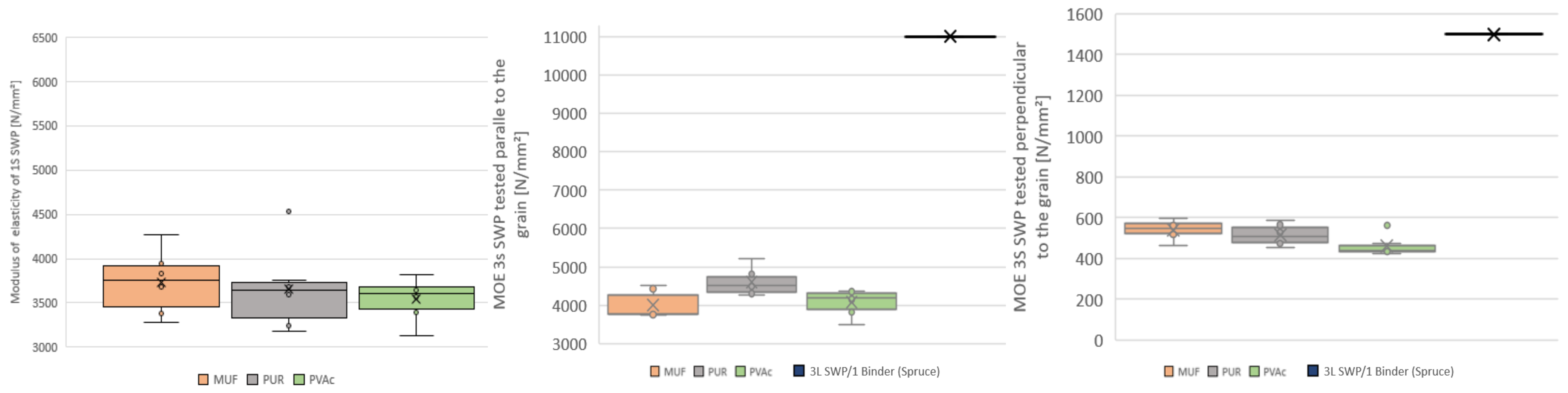
3.2. Three-Point Flexural Modulus of Rupture and Modulus of Elasticity
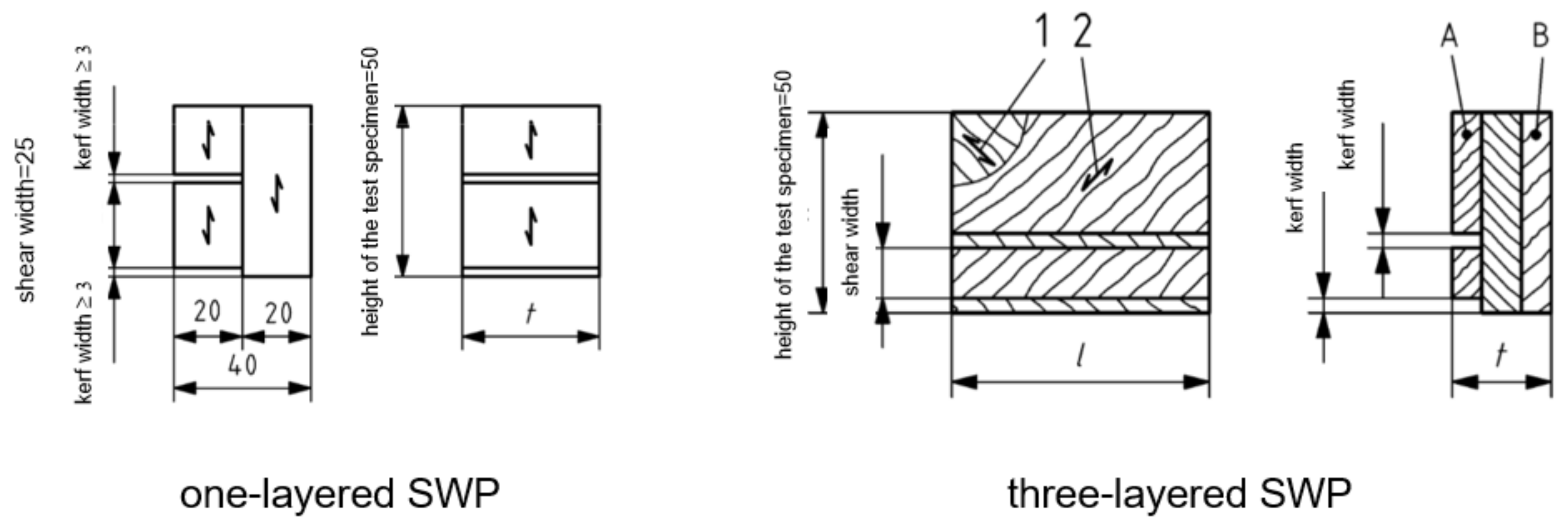
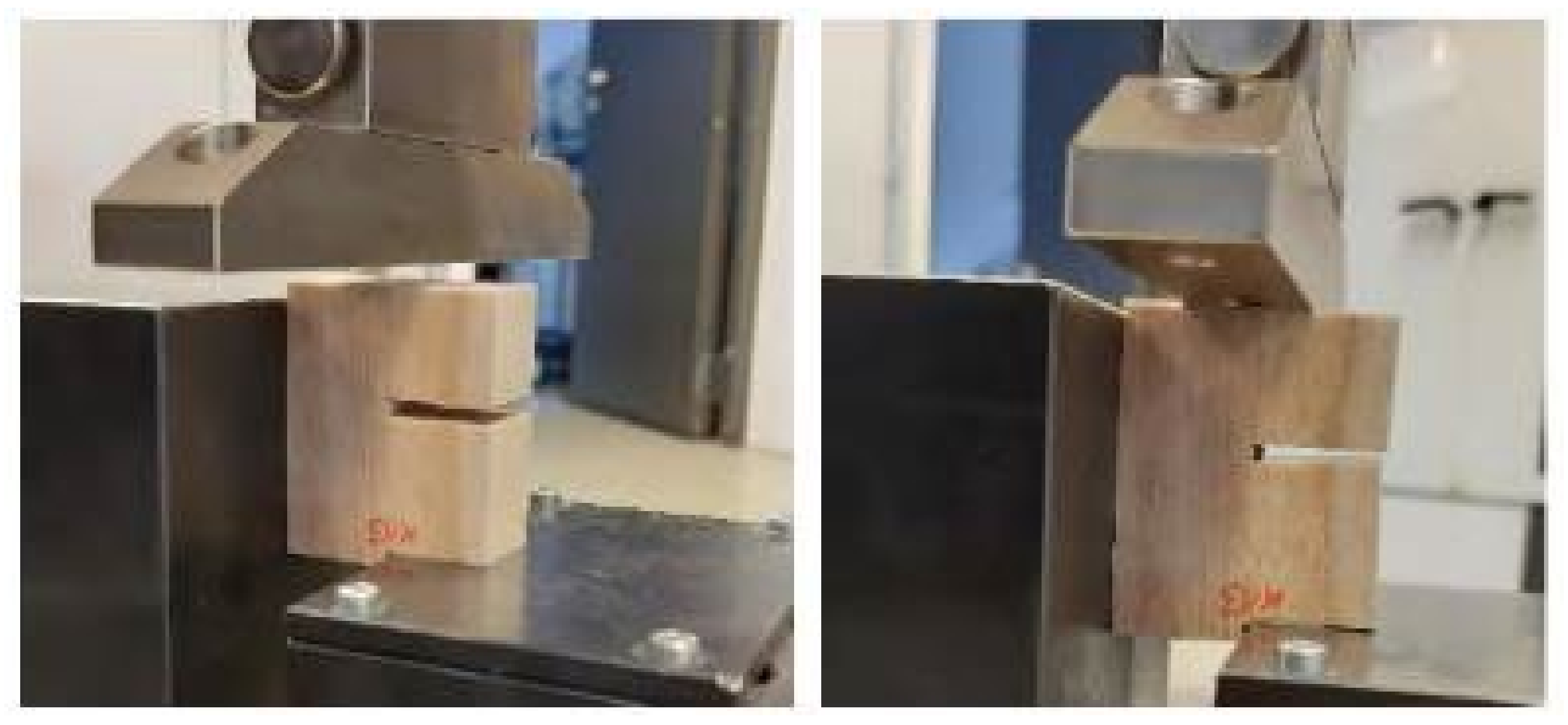
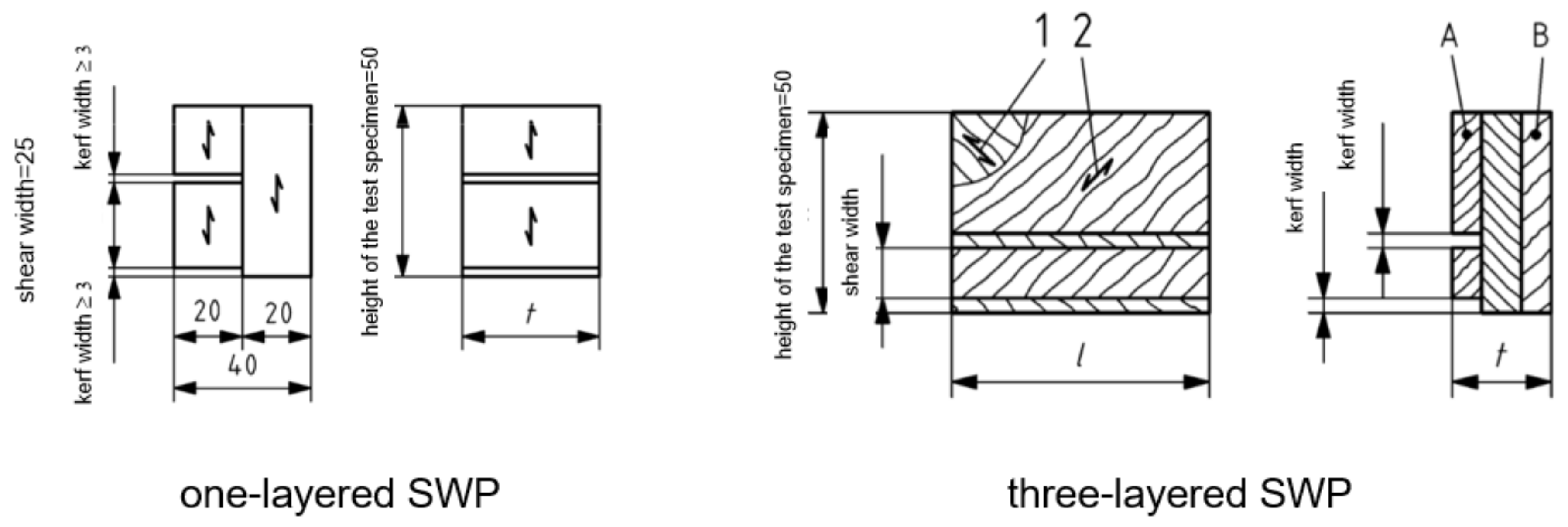
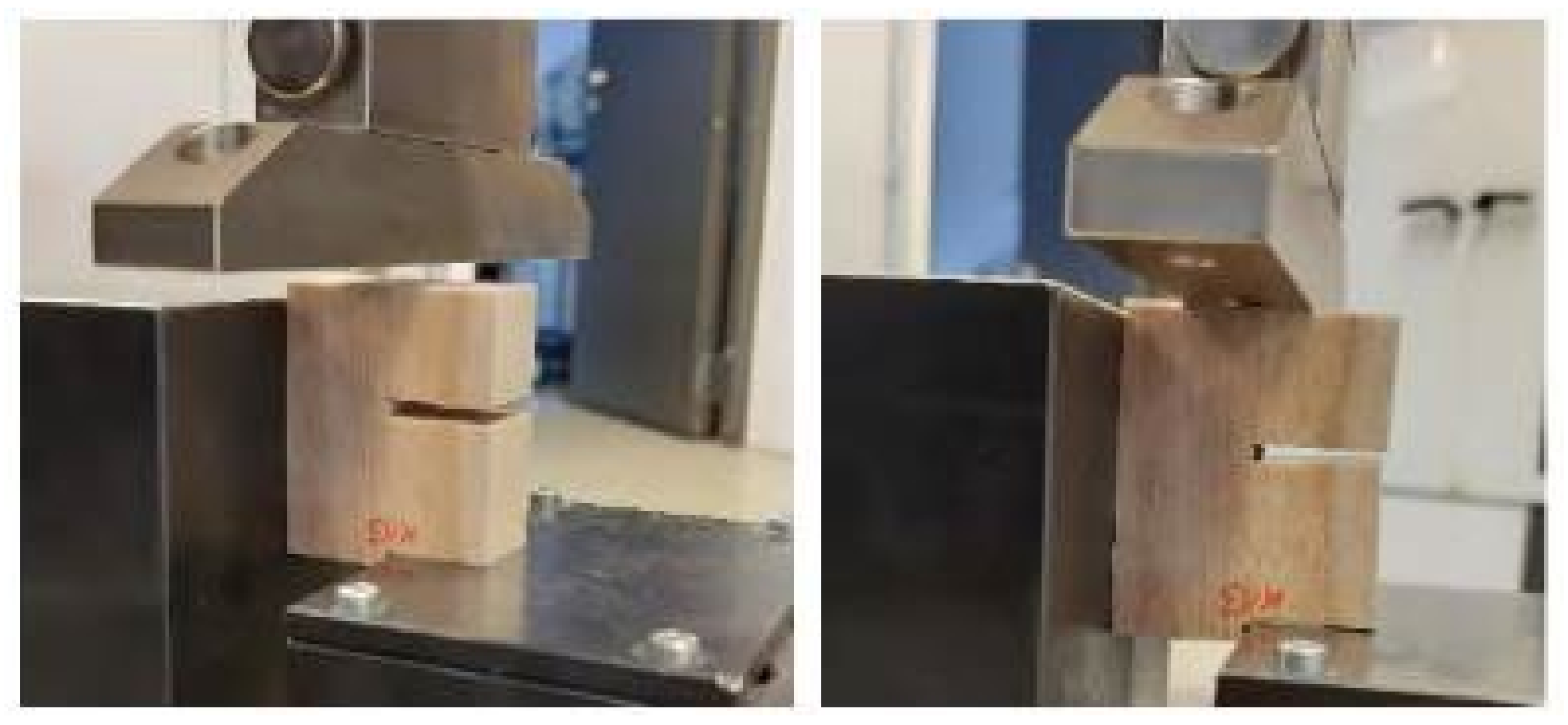
3.3. Compressive Shear Strength and Wood Breakage
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Nilsson, J.; Ormarsson, S.; Johansson, J. Moisture-related distortion and damage of lightweight wood panels—Experimental and numerical study. J. Indian Acad. Wood Sci. 2017, 14, 99–109. [Google Scholar] [CrossRef]
- Barbu, M.C. Evolution of lightweight wood composites. Pro Ligno 2015, 11, 21–26. [Google Scholar]
- Švajlenka, J.; Kozlovská, M. Perception of the Efficiency and Sustainability of Wooden Buildings in the Use Phase of the Building. In Efficient and Sustainable Wood-Based Constructions; Švajlenka, I.J., Kozlovská, I.M., Eds.; Springer International Publishing: Cham, Switzerland, 2022; pp. 35–57. ISBN 978-3-030-87574-9. [Google Scholar]
- Paulitsch, M.; Barbu, M.C. Holzwerkstoffe der Moderne; DRW-Verlag: Leinfelden-Echterdingen, Germany, 2015; ISBN 3871818917. [Google Scholar]
- Monteiro, S.; Martins, J.; Magalhães, F.D.; Carvalho, L. Lightweight Wood Composites: Challenges, Production and Performance. In Lignocellulosic Composite Materials; Kalia, S., Ed.; Springer International Publishing: Cham, Switzerland, 2018; pp. 293–322. ISBN 978-3-319-68695-0. [Google Scholar]
- May, N.; Günther, E.; Haller, P. The sustainable use of wood as a regional resource—An ecological assessment of common and new processing technologies for wood poles. Sustain. Manag. Forum Nachhalt. 2019, 27, 177–201. [Google Scholar] [CrossRef]
- Ab-Latib, H.; Choon Liat, L.; Ratnasingam, J.; Law, E.L.; Abdul Azim, A.A.; Mariapan, M.; Natkuncaran, J. Suitability of paulownia wood from Malaysia for furniture application. BioResources 2020, 15, 4727–4737. [Google Scholar] [CrossRef]
- Wilk, K. The Use of a Prefabricated Mass Timber Structure in the Design of Single-Family Houses in Terms of Sustainable Development. In Environmental Challenges in Civil Engineering II; Zembaty, Z., Perkowski, Z., Beben, D., Massimino, M.R., Lavan, O., Eds.; Springer International Publishing: Cham, Switzerland, 2023; pp. 226–233. ISBN 978-3-031-26878-6. [Google Scholar]
- Tenório, M.; Branco, J.M.; Silva, S.M. Application of a Prefabricated Wooden-Based System for Collective Buildings in a Four-Storey Portuguese Building. In Sustainable and Digital Building; Gaspar, F., Mateus, A., Eds.; Springer International Publishing: Cham, Switzerland, 2023; pp. 183–193. ISBN 978-3-031-25794-0. [Google Scholar]
- Hill, C.; Kymäläinen, M.; Rautkari, L. Review of the use of solid wood as an external cladding material in the built environment. J. Mater. Sci. 2022, 57, 9031–9076. [Google Scholar] [CrossRef]
- Barbu, M.C.; Buresova, K.; Tudor, E.M.; Petutschnigg, A. Physical and Mechanical Properties of Paulownia tomentosa × elongata Sawn Wood from Spanish, Bulgarian and Serbian Plantations. Forests 2022, 13, 1543. [Google Scholar] [CrossRef]
- Jakubowski, M. Cultivation Potential and Uses of Paulownia Wood: A Review. Forests 2022, 13, 668. [Google Scholar] [CrossRef]
- Koman, S.; Feher, S. Physical and mechanical properties of Paulownia clone in vitro 112. Eur. J. Wood Prod. 2020, 78, 421–423. [Google Scholar] [CrossRef]
- Barbu, M.C.; Tudor, E.M.; Buresova, K.; Petutschnigg, A. Assessment of Physical and Mechanical Properties Considering the Stem Height and Cross-Section of Paulownia tomentosa (Thunb.) Steud. × elongata (S.Y. Hu) Wood. Forests 2023, 14, 589. [Google Scholar] [CrossRef]
- Nelis, P.A.; Michaelis, F.; Krause, K.C.; Mai, C. Kiri wood (Paulownia tomentosa): Can it improve the performance of particleboards? Eur. J. Wood Prod. 2018, 76, 445–453. [Google Scholar] [CrossRef]
- Lachowicz, H.; Giedrowicz, A. Charakterystyka jakości technicznej drewna paulowni COTE−2. Sylwan 2020, 164, 414–423. [Google Scholar] [CrossRef]
- Kalaycioglu, H.; Deniz, I.; Hiziroglu, S. Some of the properties of particleboard made from paulownia. J. Wood Sci. 2005, 51, 410–414. [Google Scholar] [CrossRef]
- Khanjanzadeh, H. Utilization of bio-waste cotton (Gossypium hirsutum L.) stalks and underutilized paulownia (Paulownia fortunie) in wood-based composite particleboard. Afr. J. Biotechnol. 2012, 11, 8045–8050. [Google Scholar] [CrossRef]
- Esteves, B.; Aires, P.; Sen, U.; Da Gomes, M.G.; Guiné, R.P.F.; Domingos, I.; Ferreira, J.; Viana, H.; Cruz-Lopes, L.P. Particleboard Production from Paulownia tomentosa (Thunb.) Steud. Grown in Portugal. Polymers 2023, 15, 1158. [Google Scholar] [CrossRef] [PubMed]
- Huber, C.; Moog, D.; Stingl, R.; Pramreiter, M.; Stadlmann, A.; Baumann, G.; Praxmarer, G.; Gutmann, R.; Eisler, H.; Müller, U. Paulownia (Paulownia elongata S.Y. Hu)—Importance for forestry and a general screening of technological and material properties. Wood Mater. Sci. Eng. 2023, 18, 1663–1675. [Google Scholar] [CrossRef]
- Dogu, D.; Tuncer, F.D.; Bakir, D.; Candan, Z. Characterizing Microscopic Changes of Paulownia Wood under Thermal Compression. BioResources 2017, 12, 5279–5295. [Google Scholar] [CrossRef]
- EN 322:1993; Wood-Based Panels—Determination of Moisture Content. European Committee for Standardization: Brussels, Belgium, 1993.
- EN 326-1:2005; Wood-Based Panels—Sampling, Cutting and Inspection—Part 1: Sampling and Cutting of Test Pieces and Expression of Test Results. European Committee for Standardization: Brussels, Belgium, 2005.
- EN 323:2005; Wood-Based Panels—Determination of Density. European Committee for Standardization: Brussels, Belgium, 2005.
- EN 310:2005; Wood-Based Panels; Determination of Modulus of Elasticity in Bending and of Bending Strength. European Committee for Standardization: Brussels, Belgium, 2005.
- EN 13354:2009; Solid Wood Panels (SWP)—Bonding Quality—Test Method. European Committee for Standardization: Brussels, Belgium, 2009.
- Koman, S.; Feher, S.; Vityi, A. Physical and mechanical properties of Paulownia tomentosa wood planted in Hungaria. Wood Res. 2017, 62, 335–340. [Google Scholar]
- Fos, M.; Oliver-Villanueva, J.-V.; Vazquez, M. Radial variation in anatomical wood characteristics and physical properties of Paulownia elongata × Paulownia fortunei hybrid Cotevisa 2 from fast-growing plantations. Eur. J. Wood Prod. 2023, 81, 819–831. [Google Scholar] [CrossRef]
- Goodrich, T.; Nawaz, N.; Feih, S.; Lattimer, B.Y.; Mouritz, A.P. High-temperature mechanical properties and thermal recovery of balsa wood. J. Wood Sci. 2010, 56, 437–443. [Google Scholar] [CrossRef]
- Galos, J.; Das, R.; Sutcliffe, M.P.; Mouritz, A.P. Review of balsa core sandwich composite structures. Mater. Des. 2022, 221, 111013. [Google Scholar] [CrossRef]
- Osei-Antwi, M.; de Castro, J.; Vassilopoulos, A.P.; Keller, T. Shear mechanical characterization of balsa wood as core material of composite sandwich panels. Constr. Build. Mater. 2013, 41, 231–238. [Google Scholar] [CrossRef]
- Bcomp. bCores Qx + Sb; Bcomp: Fribourg, Switzerland, 2023; Available online: https://pdf.nauticexpo.com/pdf/bcomp-ltd/bcores-qx-sb/51016-104454.html#open546181 (accessed on 11 September 2023).
- Karinkanta, P.; Ämmälä, A.; Illikainen, M.; Niinimäki, J. Fine grinding of wood—Overview from wood breakage to applications. Biomass Bioenergy 2018, 113, 31–44. [Google Scholar] [CrossRef]






| Board Type | Adhesive Type | Lamellae Width (mm) | Density Mean Value kg/m3 | Density Min/Max Value, kg/m3 |
|---|---|---|---|---|
| 1-layer SWP | MUF | 32 | 258 a (14.04) | 234/276 |
| 1-layer SWP | PUR | 32 | 249 a (14.86) | 236/280 |
| 1-layer SWP | PVAc | 32 | 258 a (5.13) | 251/264 |
| 3-layer SWP ǁ | MUF | 66 | 277 b (6.45) | 265/284 |
| 3-layer SWP Ͱ | MUF | 66 | 277 b (6.45) | 265/284 |
| 3-layer SWP ǁ | PUR | 66 | 283 b (12.00) | 270/300 |
| 3-layer SWP Ͱ | PUR | 66 | 283 b (12.00) | 270/300 |
| 3-layer SWP ǁ | PVAc | 66 | 280 b (10.73) | 264/298 |
| 3-layer SWP Ͱ | PVAc | 66 | 280 b (10.73) | 264/298 |
| Board Type | Adhesive Type | Lamellae Width mm | MOR Average Value, N/mm2 | MOR Min/Max Values N/mm2 | MOE Average Value, N/mm2 | MOE Min/Max Values, N/mm2 |
|---|---|---|---|---|---|---|
| 1-layer SWP | MUF | 32 | 33 a (2.72) | 29/38 | 3733 a (334) | 3283/4271 |
| 1-layer SWP | PUR | 32 | 32 a (3.75) | 29/40 | 3661 a (443) | 3179/4528 |
| 1-layer SWP | PVAc | 32 | 32 a (2.15) | 29/36 | 3539 a (223) | 3134/3819 |
| 3-layer SWP ǁ | MUF | 66 | 28 b (4.17) | 23/34 | 3998 b (333) | 3736/4507 |
| 3-layer SWP Ͱ | MUF | 66 | 8 c (1.42) | 6/10 | 541 c (43) | 463/595 |
| 3-layer SWP ǁ | PUR | 66 | 36 a (3.25) | 31/41 | 4604 d (326) | 4256/5212 |
| 3-layer SWP Ͱ | PUR | 66 | 10 c (0.93) | 9/11 | 515 c (48) | 454/587 |
| 3-layer SWP ǁ | PVAc | 66 | 29 b (0.66) | 29/31 | 4071 d (322) | 3485/4374 |
| 3-layer SWP Ͱ | PVAc | 66 | 9 c (1.34) | 7/11 | 461 c (48) | 422/462 |
| Panel Type | Adhesive Type | Lamellae Width (mm) | Compressive Shear Strength Average Value, N/mm2 | Compressive Shear Strength Min/Max Value, N/mm2 | Wood Breakage Rate Average Value % | Wood Breakage Rate Min/Max Value % |
|---|---|---|---|---|---|---|
| 1-layer SWP | MUF | 32 | 3.16 a (0.58) | 1.81/3.84 | 95 a (5) | 85/100 |
| 1-layer SWP | PUR | 32 | 2.92 a (0.32) | 2.27/3.3 | 97.5 a (5.12) | 85/100 |
| 1-layer SWP | PVAc | 32 | 2.71 b (0.34) | 2.21/3.26 | 79 b (15.3) | 50/100 |
| 3-layer SWP ǁ | MUF | 66 | 1.62 c (0.33) | 1.00/2.06 | 99 a (2) | 95/100 |
| 3-layer SWP Ͱ | MUF | 66 | 1.62 c (0.33) | 1.00/2.06 | 99 a (2) | 95/100 |
| 3-layer SWP ǁ | PUR | 66 | 2.03 b (0.17) | 1.59/2.23 | 98.5 a (2.29) | 95/100 |
| 3-layer SWP Ͱ | PUR | 66 | 2.03 b (0.17) | 1.59/2.23 | 98.5 a (2.29) | 95/100 |
| 3-layer SWP ǁ | PVAc | 66 | 1.9 b (0.25) | 1.5/2.62 | 96 a (4.36) | 85/100 |
| 3-layer SWP Ͱ | PVAc | 66 | 1.9 b (0.25) | 1.5/2.62 | 96 a (4.36) | 85/100 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Barbu, M.C.; Radauer, H.; Petutschnigg, A.; Tudor, E.M.; Kathriner, M. Lightweight Solid Wood Panels Made of Paulownia Plantation Wood. Appl. Sci. 2023, 13, 11234. https://doi.org/10.3390/app132011234
Barbu MC, Radauer H, Petutschnigg A, Tudor EM, Kathriner M. Lightweight Solid Wood Panels Made of Paulownia Plantation Wood. Applied Sciences. 2023; 13(20):11234. https://doi.org/10.3390/app132011234
Chicago/Turabian StyleBarbu, Marius Cătălin, Helmut Radauer, Alexander Petutschnigg, Eugenia Mariana Tudor, and Markus Kathriner. 2023. "Lightweight Solid Wood Panels Made of Paulownia Plantation Wood" Applied Sciences 13, no. 20: 11234. https://doi.org/10.3390/app132011234
APA StyleBarbu, M. C., Radauer, H., Petutschnigg, A., Tudor, E. M., & Kathriner, M. (2023). Lightweight Solid Wood Panels Made of Paulownia Plantation Wood. Applied Sciences, 13(20), 11234. https://doi.org/10.3390/app132011234