
Applying the Artificial Neural Network and Response Surface Methodology to Optimize the Drilling Process of Plywood



Abstract
1. Introduction
2. Materials and Methods
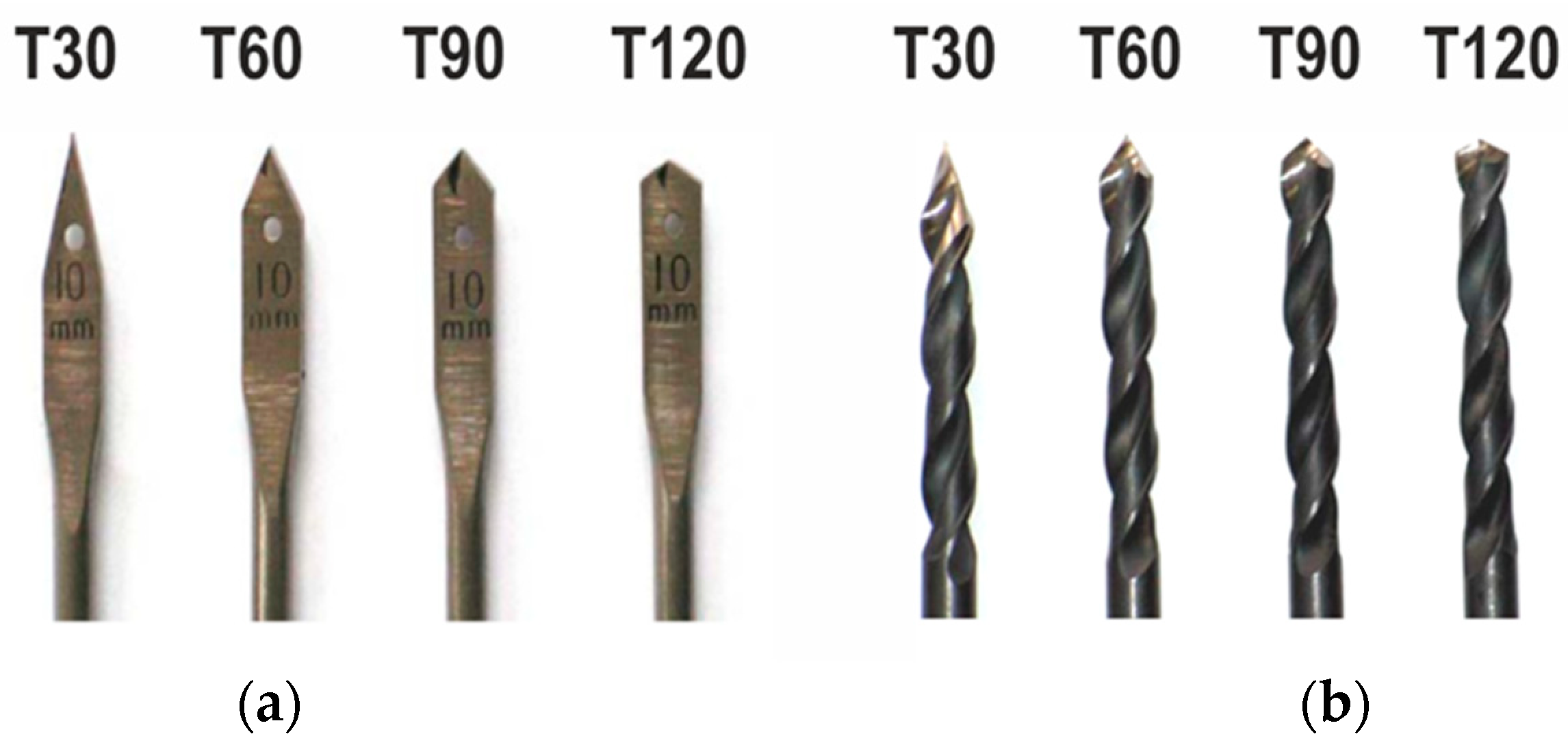
2.1. Experimental Part
2.2. Data Modeling
2.2.1. Modeling with Artificial Neural Network
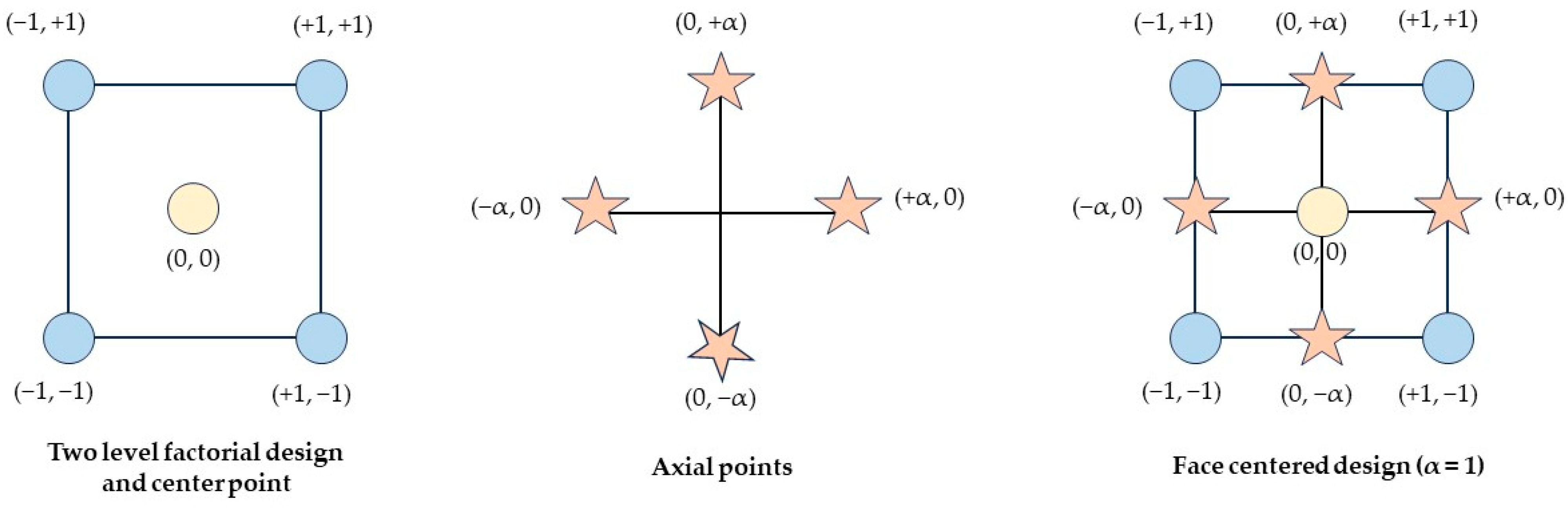
2.2.2. Modeling with Response Surface Methodology
3. Results and Discussion
3.1. ANN Modeling
3.2. Response Surface Methodology
3.2.1. Thrust Force
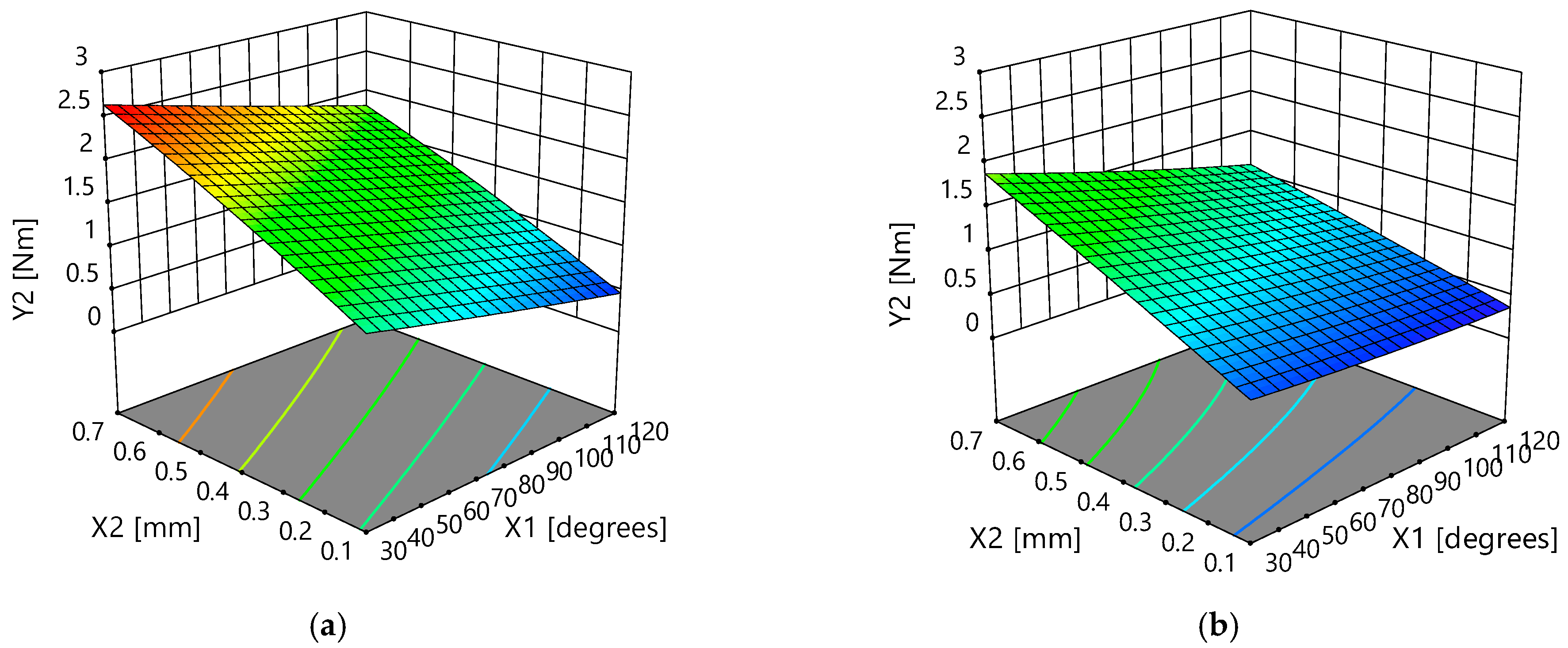
3.2.2. Drilling Torque
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Food and Agriculture Organization Corporate Statistical Database (FAOSTAT). Available online: https://www.fao.org/faostat/en/#home (accessed on 30 August 2023).
- Górski, J. The Review of New Scientific Developments in Drilling in Wood-Based Panels with Particular Emphasis on the Latest Research Trends in Drill Condition Monitoring. Forests 2022, 13, 242. [Google Scholar] [CrossRef]
- Podziewski, P.; Górski, J. Effect of the feed rate on the cutting forces during drilling in a standard hardwood plywood. Ann. WULS–SGGW. For. Wood Technol. 2012, 79, 170–172. [Google Scholar]
- Podziewski, P.; Górski, J. Relationship between machining conditions and feed force during drilling in some wood-based materials. Ann. Wars. Univ. Life Sci.-SGGW For. Wood Technol. 2011, 75, 216–219. [Google Scholar]
- Rogoziński, T.; Wilkowski, J.; Górski, J.; Czarniak, P.; Podziewski, P.; Szymanowski, K. Dust creation in CNC drilling of wood composites. BioResources 2015, 10, 3657–3665. [Google Scholar] [CrossRef]
- Podziewski, P.; Szymanowski, K.; Górski, J.; Czarniak, P. Relative machinability of wood-based boards in the case of drilling–Experimental study. BioResources 2018, 13, 1761–1772. [Google Scholar] [CrossRef]
- Agarwal, G.; Mishra, A. Fatigue Behavior of Wooden Fiber Reinforced Epoxy Composites. AIP Conf. Proceeding 2021, 2317, 020024. [Google Scholar] [CrossRef]
- Sydor, M.; Rogoziński, T.; Stuper-Szablewska, K.; Starczewski, K. The accuracy of holes drilled in the side surface of plywood. BioResources 2020, 15, 117–129. [Google Scholar] [CrossRef]
- Hosseini, S.M.; Peer, A. Wood Products Manufacturing Optimization: A Survey. IEEE Access 2022, 10, 121653–121683. [Google Scholar] [CrossRef]
- Lapshin, V.P.; Turkin, I.A.; Omelechko, V.U. Automation the Processes of Wood Processing by Drilling, Due to the Development a Mathematical Apparatus for Accounting the Interrelated Feed Drive and Drive of Cutting. In Advances in Automation III; RusAutoCon 2021. Lecture Notes in Electrical Engineering 2021; Radionov, A.A., Gasiyarov, V.R., Eds.; Springer: Cham, Switzerland, 2021; Volume 857, pp. 14–24. [Google Scholar] [CrossRef]
- Davim, J.P.; Gaitonde, V.N.; Karnik, S.R. An investigative study of delamination in drilling of medium density fibreboard (MDF) using response surface models. Int. J. Adv. Manuf. Technol. 2008, 37, 49–57. [Google Scholar] [CrossRef]
- Prakash, S.; Palanikumar, K. Modeling for prediction of surface roughness in drilling MDF panels using response surface methodology. J. Compos. Mater. 2011, 45, 1639–1646. [Google Scholar] [CrossRef]
- Wang, K.; Wang, C.; Gao, M. Investigation on Delamination Factor in Drilling Medium Density Fiberboards with Variable Feed Pressure using Multi-Spindle Drill. Adv. Mater. Res. 2013, 690–693, 2529–2534. [Google Scholar] [CrossRef]
- Valarmathi, T.N.; Palanikumar, K.; Sekar, S.; Latha, B. Investigation of the effect of process parameters on surface roughness in drilling of particleboard composite panels using adaptive neuro fuzzy inference system. Mater. Manuf. Process. 2020, 35, 469–477. [Google Scholar] [CrossRef]
- Ayyildiz, E.A.; Ayyildiz, M.; Kara, F. Optimization of Surface Roughness in Drilling Medium-Density Fiberboard with a Parallel Robot. Adv. Mater. Sci. Eng. 2021, 2021, 1–8. [Google Scholar] [CrossRef]
- Bedelean, B.; Ispas, M.; Răcășan, S.; Baba, M.N. Optimization of Wood Particleboard Drilling Operating Parameters by Means of the Artificial Neural Network Modeling Technique and Response Surface Methodology. Forests 2022, 13, 1045. [Google Scholar] [CrossRef]
- Zbieć, M. Application of neural network in simple tool wear monitoring and identification system in MDF milling. Drv. Ind. 2011, 62, 43–54. [Google Scholar] [CrossRef]
- Jegorowa, A.; Górski, J.; Kurek, J.; Kruk, M. Use of nearest neighbors (k-NN) algorithm in tool condition identification in the case of drilling in melamine faced particleboard. Maderas. Cienc. Tecnol. 2020, 22, 18–196. [Google Scholar] [CrossRef]
- Ispas, M.; Răcăşan, S. The influence of the tool point angle and feed rate on the dynamic parameters at drilling coated particleboard. Pro Ligno 2015, 11, 457–463. [Google Scholar]
- NeuralWare. NeuralWorks Predict. In User Guide 2009; Carnagie: New York, NY, USA, 2009. [Google Scholar]
- Özşahin, S.; Singer, H. Prediction of noise emission in the machining of wood materials by means of an artificial neural network. N. Z. J. For. Sci. 2022, 52, 1–10. [Google Scholar] [CrossRef]
- Ozsahin, S. Optimization of process parameters in oriented strand board manufacturing with artificial neural network analysis. Eur. J. Wood Prod. 2013, 71, 769–777. [Google Scholar] [CrossRef]
- Hazir, E.; Koc, K.H.; Baray, S.A.; Esnaf, S. Improvement of adhesion strength for wood-based material coating process using design of experiment methodology. Eur. J. Wood Prod. 2020, 78, 301–312. [Google Scholar] [CrossRef]
- Ebadi, S.E.; Ashaari, Z.; Jawaid, M. Optimization and empirical modelling of physical properties of hydrothermally treated oil palm wood in different buffered media using response surface methodology. BioResources 2021, 16, 2385–2405. [Google Scholar] [CrossRef]
- NIST/SEMATECH. e-Handbook of Statistical Methods. Available online: http://www.itl.nist.gov/div898/handbook/ (accessed on 28 August 2023).
- Tiryaki, S.; Malkoçoğlu, A.; Özşahin, Ş. Artificial neural network modeling to predict optimum power consumption in wood machining. Drewno 2016, 59, 109–125. [Google Scholar] [CrossRef]
- Tiryaki, S.; Özşahin, Ş.; Aydin, A. Employing artificial neural networks for minimizing surface roughness and power consumption in abrasive machining of wood. Eur. J. Wood Prod. 2017, 75, 347–358. [Google Scholar] [CrossRef]
- Valarmathi, T.N.; Palanikumar, K.; Latha, B. Measurement and analysis of thrust force in drilling of particle board (PB) composite panels. Measurement 2013, 46, 1220–1230. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Variables | Training Data Set (nFlat = 107, nHelix = 112) | Validation Data Set (nFlat = 15, nHelix = 17) | ||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| M | SD | Min | Max | M | SD | Min | Max | |||||||||
| Flat | Helix | Flat | Helix | Flat | Helix | Flat | Helix | Flat | Helix | Flat | Helix | Flat | Helix | Flat | Helix | |
| Drill tip angle (X1) | 75 | 76.82 | 33.46 | 33.26 | 30 | 30 | 120 | 120 | 78.00 | 77.64 | 33.64 | 35.27 | 30 | 30 | 120 | 120 |
| Tooth bite (X2) | 0.40 | 0.40 | 0.22 | 0.22 | 0.1 | 0.1 | 0.7 | 0.7 | 0.42 | 0.40 | 0.22 | 0.21 | 0.10 | 0.10 | 0.7 | 0.70 |
| Thrust force (Y1) | 309.79 | 69.92 | 138.42 | 23.42 | 166.16 | 16.05 | 505.49 | 116.36 | 318.04 | 74.56 | 92.12 | 32.88 | 180.55 | 31.44 | 454.68 | 170.67 |
| Drilling torque (Y2) | 1.55 | 0.95 | 0.63 | 0.43 | 0.47 | 0.28 | 2.91 | 1.97 | 1.59 | 0.94 | 0.72 | 0.44 | 0.50 | 0.29 | 2.76 | 1.76 |
| Numeric Factor | Level | ||||
|---|---|---|---|---|---|
| −α * | −1 | 0 | +1 | +α * | |
| Drill tip angle (X1), ° | 30 | 30 | 75 | 120 | 120 |
| Tooth bite (X2), mm | 0.1 | 0.1 | 0.4 | 0.7 | 0.7 |
| Categoric factor | Level 1 | Level 2 | |||
| Drill type (X3) | Flat (−1) | Helical (+1) | |||
| Combination # | Factors (Inputs) | Responses (Outputs) | |||
|---|---|---|---|---|---|
| Drill Tip Angle (X1), ° | Tooth Bite (X2), mm | Drill Type (X3) | Thrust Force (Y1), N | Drilling Torque (Y2), Nm | |
| 1 | 30 (−1) | 0.1 (−1) | Flat (−1) | 173.87 | 1.14 |
| 2 | 75 (0) | 0.4 (0) | Flat (−1) | 313.98 | 1.55 |
| 3 | 120 (+α) | 0.4 (0) | Flat (−1) | 333.09 | 1.17 |
| 4 | 120 (+α) | 0.4 (0) | Helical (1) | 91.91 | 0.73 |
| 5 | 75 (0) | 0.4 (0) | Helical (1) | 71.08 | 0.96 |
| 6 | 120 (1) | 0.7 (1) | Helical (1) | 114.54 | 1.11 |
| 7 | 75 (0) | 0.4 (0) | Helical (1) | 71.08 | 0.96 |
| 8 | 120 (1) | 0.1 (−1) | Helical (1) | 72.29 | 0.37 |
| 9 | 75 (0) | 0.4 (0) | Helical (1) | 71.08 | 0.96 |
| 10 | 75 (0) | 0.7 (+α) | Flat (−1) | 329.95 | 2.29 |
| 11 | 75 (0) | 0.4 (0) | Flat (−1) | 313.98 | 1.55 |
| 12 | 75 (0) | 0.4 (0) | Helical (1) | 71.08 | 0.96 |
| 13 | 30 (−1) | 0.7 (1) | Helical (1) | 42.46 | 1.89 |
| 14 | 75 (0) | 0.1 (-α) | Helical (1) | 76.53 | 0.42 |
| 15 | 75 (0) | 0.4 (0) | Flat (−1) | 313.98 | 1.55 |
| 16 | 30 (−1) | 0.7 (1) | Flat (−1) | 387.75 | 2.58 |
| 17 | 75 (0) | 0.1 (-α) | Flat (−1) | 193.95 | 0.77 |
| 18 | 30 (-α) | 0.4 (0) | Flat (−1) | 365.28 | 2.01 |
| 19 | 75 (0) | 0.7 (+α) | Helical (1) | 84.72 | 1.46 |
| 20 | 75 (0) | 0.4 (0) | Flat (−1) | 313.98 | 1.55 |
| 21 | 75 (0) | 0.4 (0) | Flat (−1) | 313.98 | 1.55 |
| 22 | 30 (-α) | 0.4 (0) | Helical (1) | 33.88 | 1.24 |
| 23 | 120 (1) | 0.1 (−1) | Flat (−1) | 190.58 | 0.51 |
| 24 | 120 (1) | 0.7 (1) | Flat (−1) | 459.36 | 1.82 |
| 25 | 30 (−1) | 0.1 (−1) | Helical (1) | 36.40 | 0.53 |
| 26 | 75 (0) | 0.4 (0) | Helical (1) | 71.08 | 0.96 |
| Independent Variable | Number of Neurons in the Hidden Layer | Testing Performance Indicator, R | ||
|---|---|---|---|---|
| ANN Model for Thrust Force | ANN Model for Drilling Torque | ANN Model for Thrust Force | ANN Model for Drilling Torque | |
| Drill tip angle (X1) | 1 | 3 | 0.074 | 0.389 |
| Tooth bite (X2) | 0 | 3 | 0.377 | 0.768 |
| Drill type (X3) | 0 | 0 | 0.866 | 0.436 |
| Drill tip angle (X1) × Tooth bite (X2) | 4 | 2 | 0.372 | 0.839 |
| Drill tip angle (X1) × Drill type (X3) | 2 | 6 | 0.872 | 0.627 |
| Tooth bite (X2) × Drill type (X3) | 2 | 7 | 0.977 | 0.890 |
| Drill tip angle (X1) × Tooth bite (X2) × Drill type (X3) | 14 | 4 | 0.986 | 0.988 |
| Performance Indicator | ANN Model for Thrust Force | ANN Model for Drilling Torque |
|---|---|---|
| R | 0.986 | 0.988 |
| R2 | 0.972 | 0.976 |
| RMSE | 16.59 | 0.10 |
| MAPE | 6.80 | 7.39 |
| Source | Sum of Squares | df | Mean Square | F-Value | p-Value Prob > F | Observation |
|---|---|---|---|---|---|---|
| Model | 447,346.21 | 11 | 40,667.83 | 98.51 | <0.0001 | Significant |
| Drill tip angle (X1) | 4110.97 | 1 | 4110.97 | 9.96 | 0.0070 | Significant |
| Tooth bite (X2) | 37,989.69 | 1 | 37,989.69 | 92.02 | <0.0001 | Significant |
| Drill type (X3) | 168,825.11 | 1 | 168,825.11 | 408.95 | <0.0001 | Significant |
| X1X2 | 1037.29 | 1 | 1037.29 | 2.51 | 0.135 | Not Significant |
| X1X3 | 1005.84 | 1 | 1005.84 | 2.44 | 0.140 | Not Significant |
| X2X3 | 26,335.85 | 1 | 26,335.85 | 63.79 | <0.0001 | Significant |
| X12 | 997.94 | 1 | 997.94 | 2.42 | 0.142 | Not Significant |
| X22 | 2508.90 | 1 | 2508.90 | 6.08 | 0.02 | Significant |
| X1X2X3 | 43.78 | 1 | 43.78 | 0.11 | 0.749 | Not Significant |
| X12X3 | 3324.29 | 1 | 3324.29 | 8.05 | 0.0132 | Significant |
| X22X3 | 4315.11 | 1 | 4315.11 | 10.45 | 0.006 | Significant |
| R2 | 0.98 | |||||
| Source | Sum of Squares | df | Mean Square | F-Value | p-Value Prob > F | Observation |
|---|---|---|---|---|---|---|
| Model | 8.15 | 11 | 0.74 | 613.64 | <0.0001 | Significant |
| Drill tip angle (X1) | 1.13 | 1 | 1.13 | 935.99 | <0.0001 | Significant |
| Tooth bite (X2) | 4.59 | 1 | 4.59 | 3803.62 | <0.0001 | Significant |
| Drill type (X3) | 1.04 | 1 | 1.04 | 862.460 | <0.0001 | Significant |
| X1X2 | 0.067 | 1 | 0.067 | 55.79 | <0.0001 | Significant |
| X1X3 | 0.054 | 1 | 0.054 | 44.52 | <0.0001 | Significant |
| X2X3 | 0.11 | 1 | 0.11 | 88.57 | <0.0001 | Significant |
| X12 | 0.0022 | 1 | 0.0022 | 1.84 | 0.196 | Not Significant |
| X22 | 0.0055 | 1 | 0.0055 | 4.60 | 0.05 | Not Significant |
| X1X2X3 | 0.030 | 1 | 0.031 | 25.33 | 0.0002 | Significant |
| X12X3 | 0.00033 | 1 | 0.0003 | 0.28 | 0.60 | Not Significant |
| X22X3 | 0.00157 | 1 | 0.0015 | 1.31 | 0.27 | Not Significant |
| R2 | 0.99 | |||||
| Independent Variables | Goal Settings | Minimum Value | Maximum Value | Level of Factor Importance | |||||
|---|---|---|---|---|---|---|---|---|---|
| Drill tip angle (X1) | In range | 30 | 120 | 3 | |||||
| Tooth bite (X2) | 0.1 | 0.7 | 3 | ||||||
| Drill type (X3) | Flat | Helical | 3 | ||||||
| Dependent variables | |||||||||
| Thrust force (Y1) | Minimize | 38.88 | 459.36 | 3 | |||||
| Drilling torque (Y2) | 0.36 | 2.58 | 3 | ||||||
| Optimal solutions | |||||||||
| X1 | X2 | X3 | Trust Force (N) | Drilling Torque (Nm) | D | ||||
| Y1 | ER1 | Y2 | ER2 | ||||||
| 30 | 0.1 | Helical | 39.42 | 31.44 | 25% | 0.535 | 0.56 | 4.46% | 0.955 |
| 118 | 0.1 | Flat | 191.80 | 196 a | 2.14% | 0.477 | 0.49 a | 2.65% | 0.773 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bedelean, B.; Ispas, M.; Răcășan, S. Applying the Artificial Neural Network and Response Surface Methodology to Optimize the Drilling Process of Plywood. Appl. Sci. 2023, 13, 11343. https://doi.org/10.3390/app132011343
Bedelean B, Ispas M, Răcășan S. Applying the Artificial Neural Network and Response Surface Methodology to Optimize the Drilling Process of Plywood. Applied Sciences. 2023; 13(20):11343. https://doi.org/10.3390/app132011343
Chicago/Turabian StyleBedelean, Bogdan, Mihai Ispas, and Sergiu Răcășan. 2023. "Applying the Artificial Neural Network and Response Surface Methodology to Optimize the Drilling Process of Plywood" Applied Sciences 13, no. 20: 11343. https://doi.org/10.3390/app132011343
APA StyleBedelean, B., Ispas, M., & Răcășan, S. (2023). Applying the Artificial Neural Network and Response Surface Methodology to Optimize the Drilling Process of Plywood. Applied Sciences, 13(20), 11343. https://doi.org/10.3390/app132011343