


The Impact of Additive Manufacturing Constraints and Design Objectives on Structural Topology Optimization


Abstract
:1. Introduction
2. Methods
2.1. Topology Optimization
2.1.1. Density-Based Approach
- p: Penalization factor greater than 1 (e.g., 1.5 < p < 7)
- E: Young’s modulus in the base material
- : Minimum value of the relative density
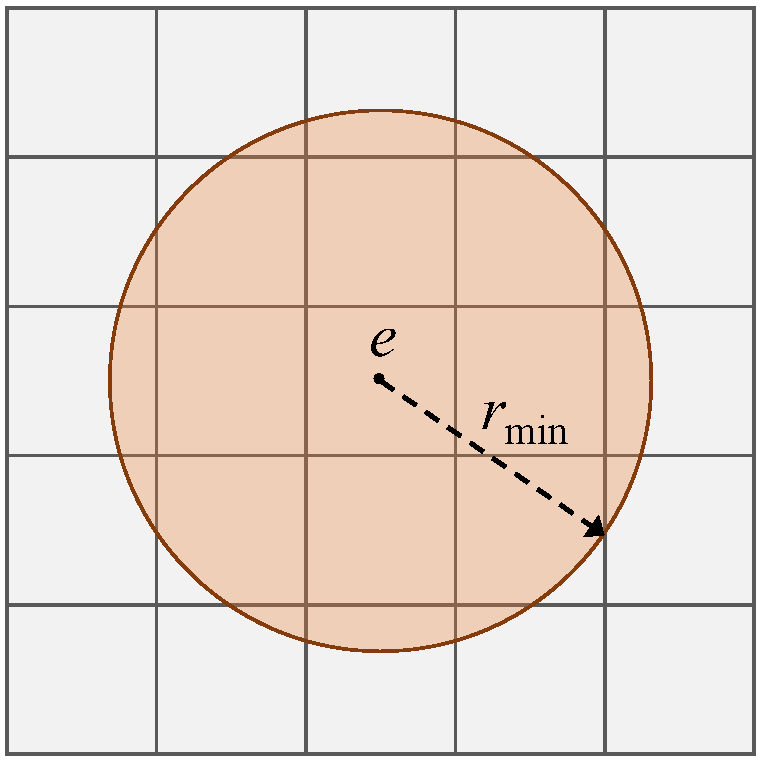
2.1.2. Filter Function
2.2. Manufacturing Constraints in ANSYS
2.3. Comparative Study
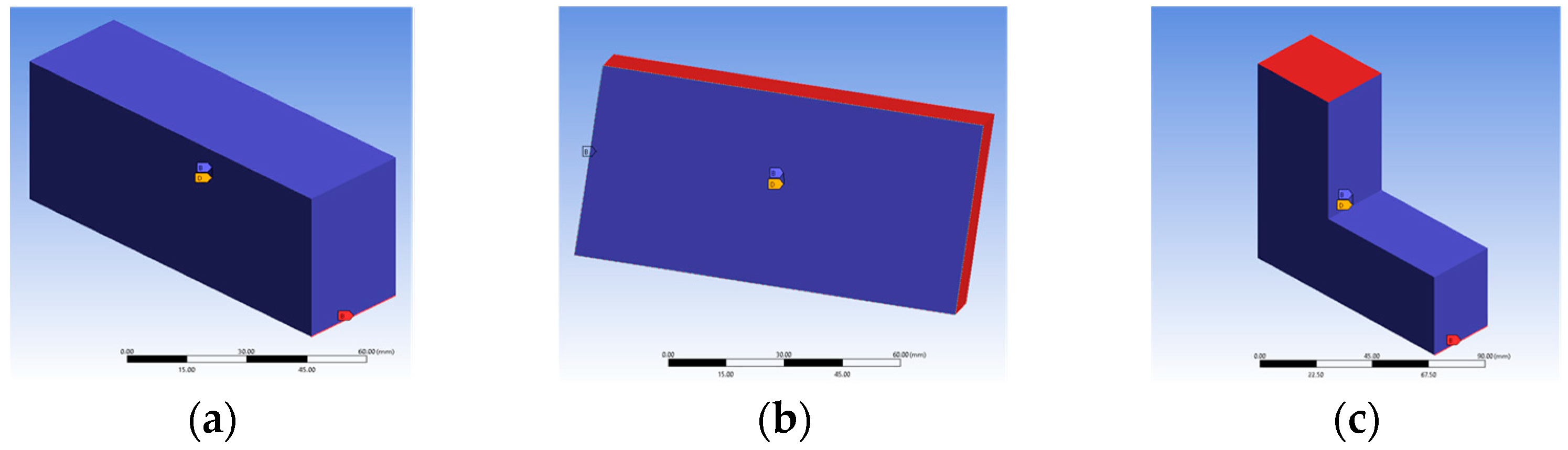
2.3.1. Part Shape and Material
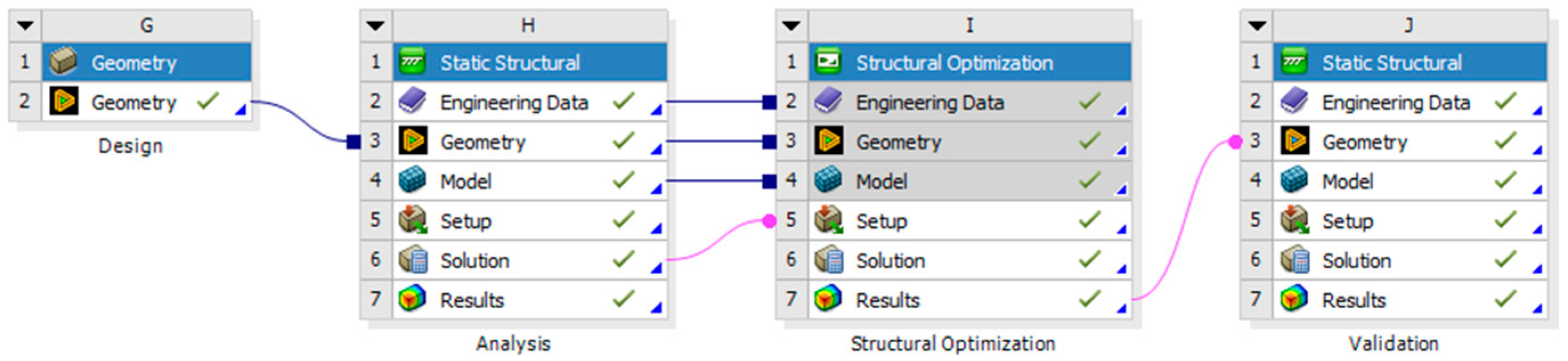
2.3.2. Topology Optimization in Ansys
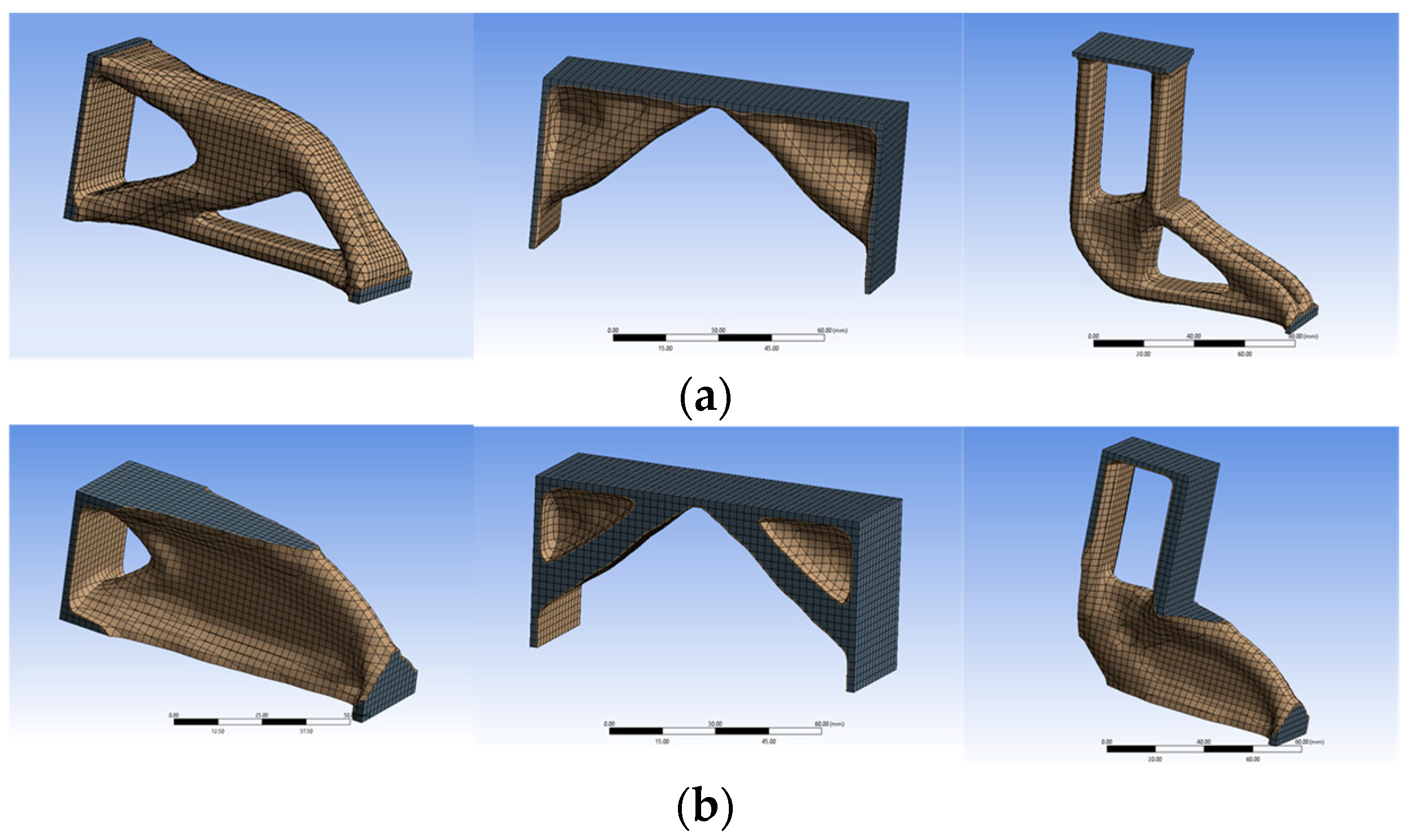
- Topology Optimization without AM Constraints:
- Topology Optimization with AM Constraints:
2.4. Design Validation and Post-Processing
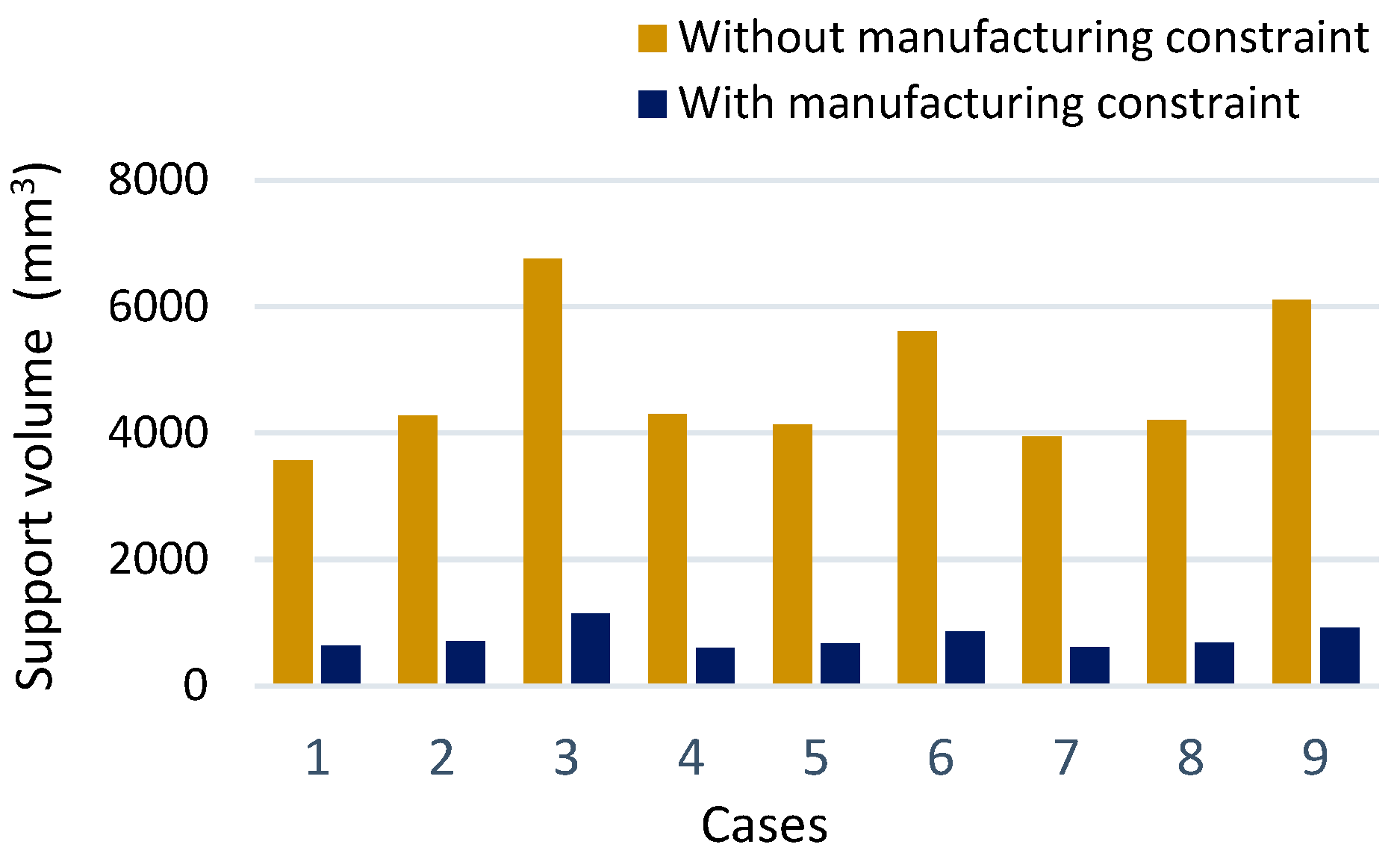
2.5. Support Volume Calculation
3. Results and Discussion
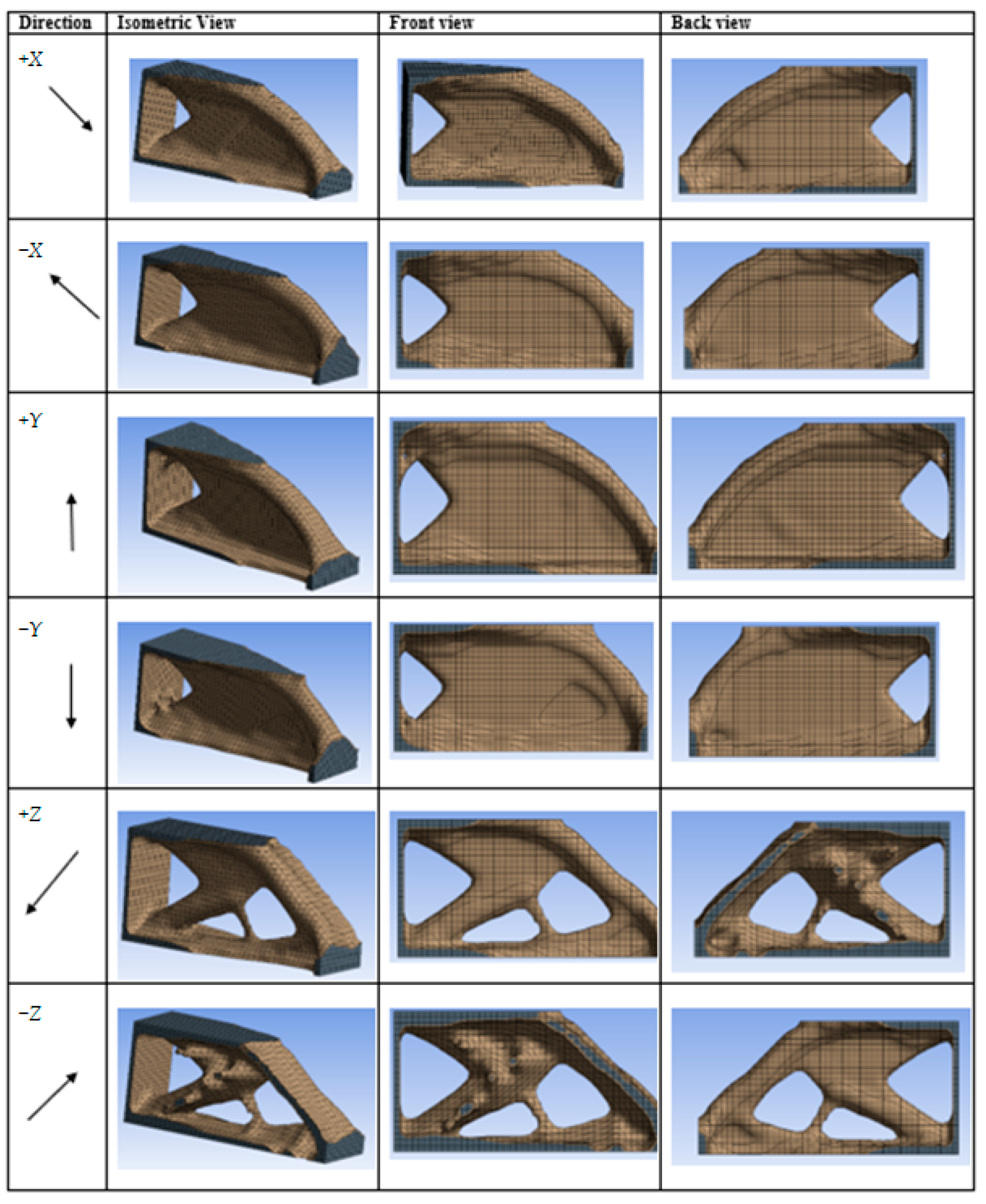
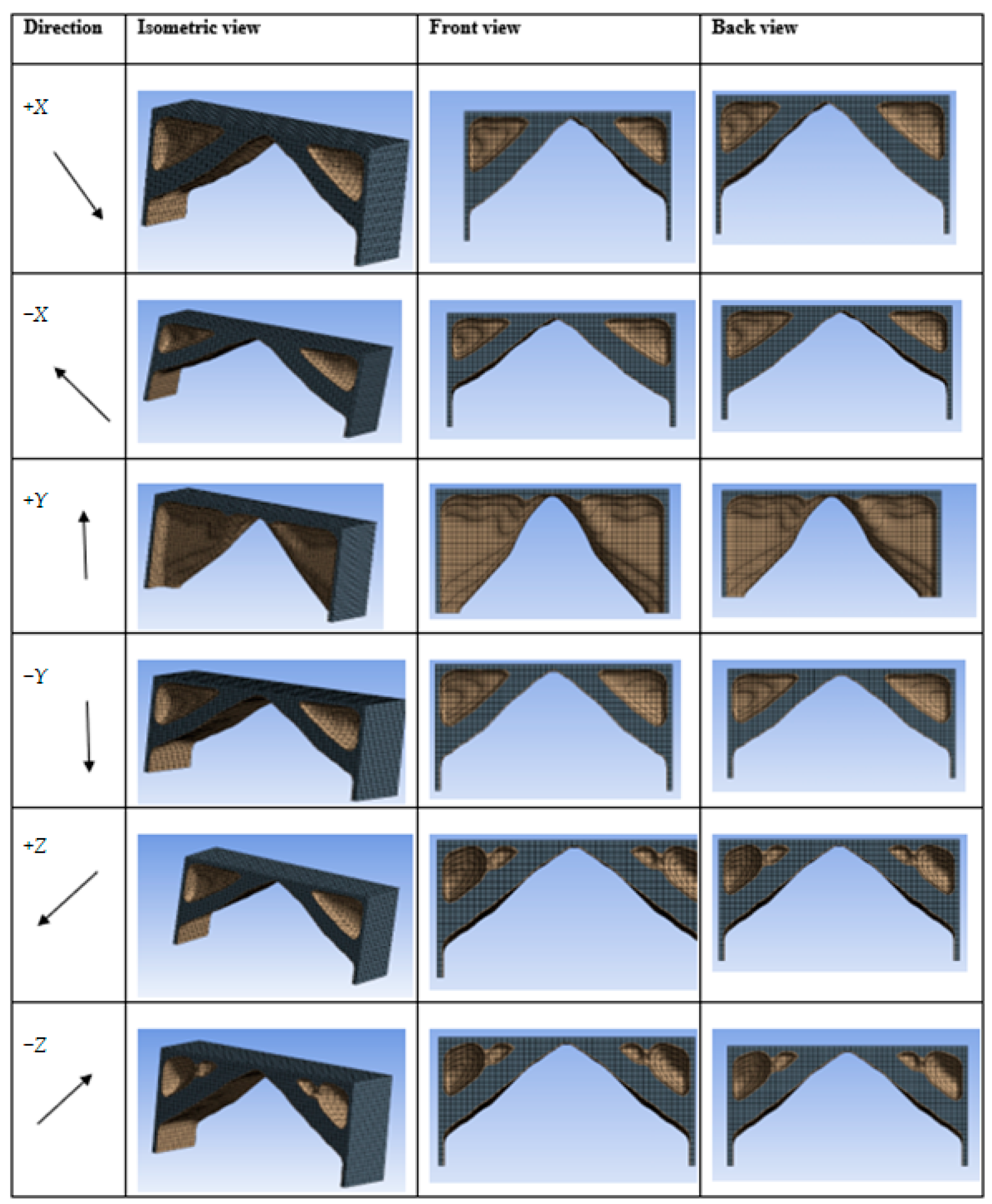
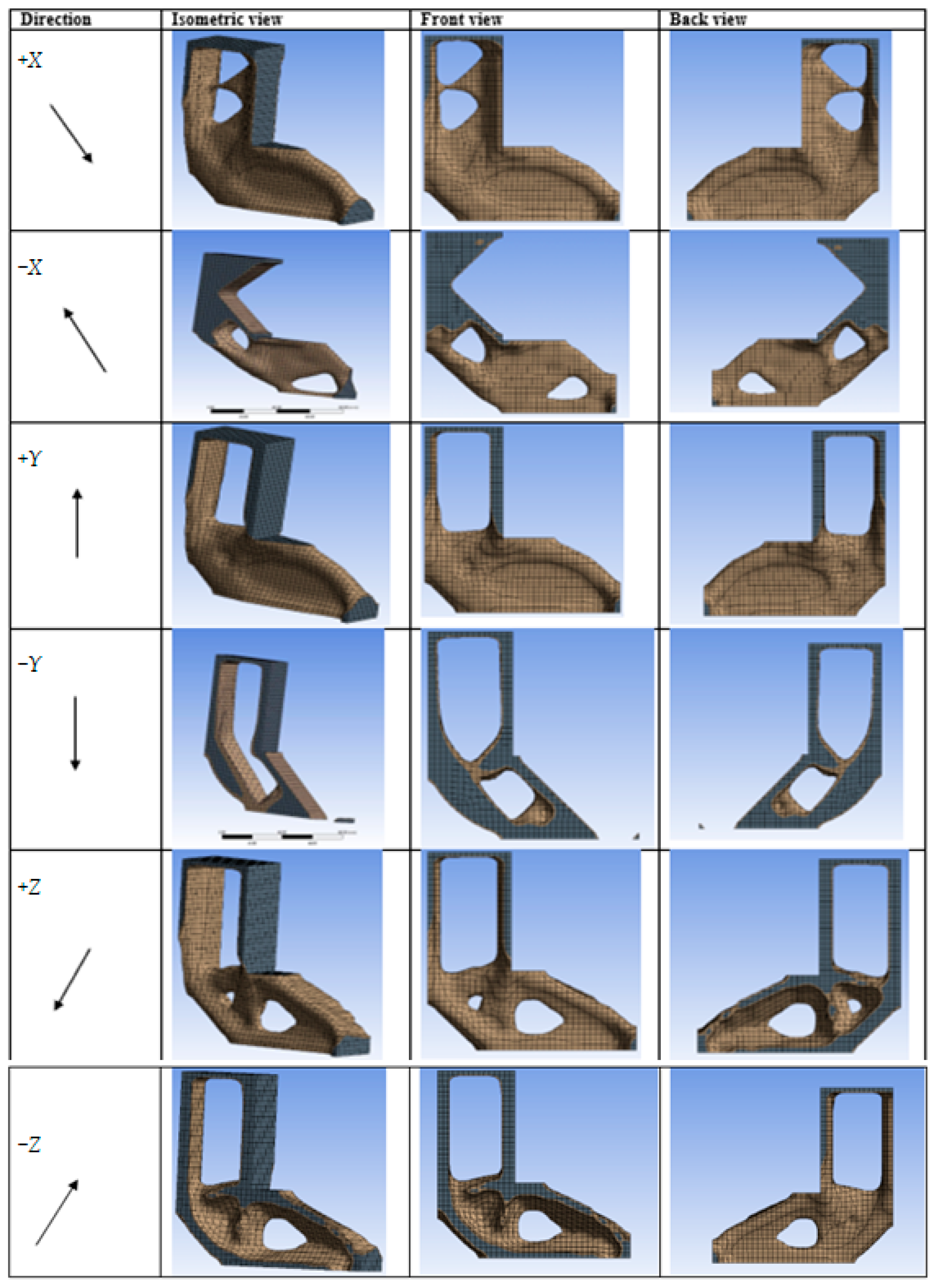
3.1. Build Orientation Effect
3.1.1. Case 1: Adjusting the Volume Constraint
3.1.2. Case 2: Adjusting the Loading Condition
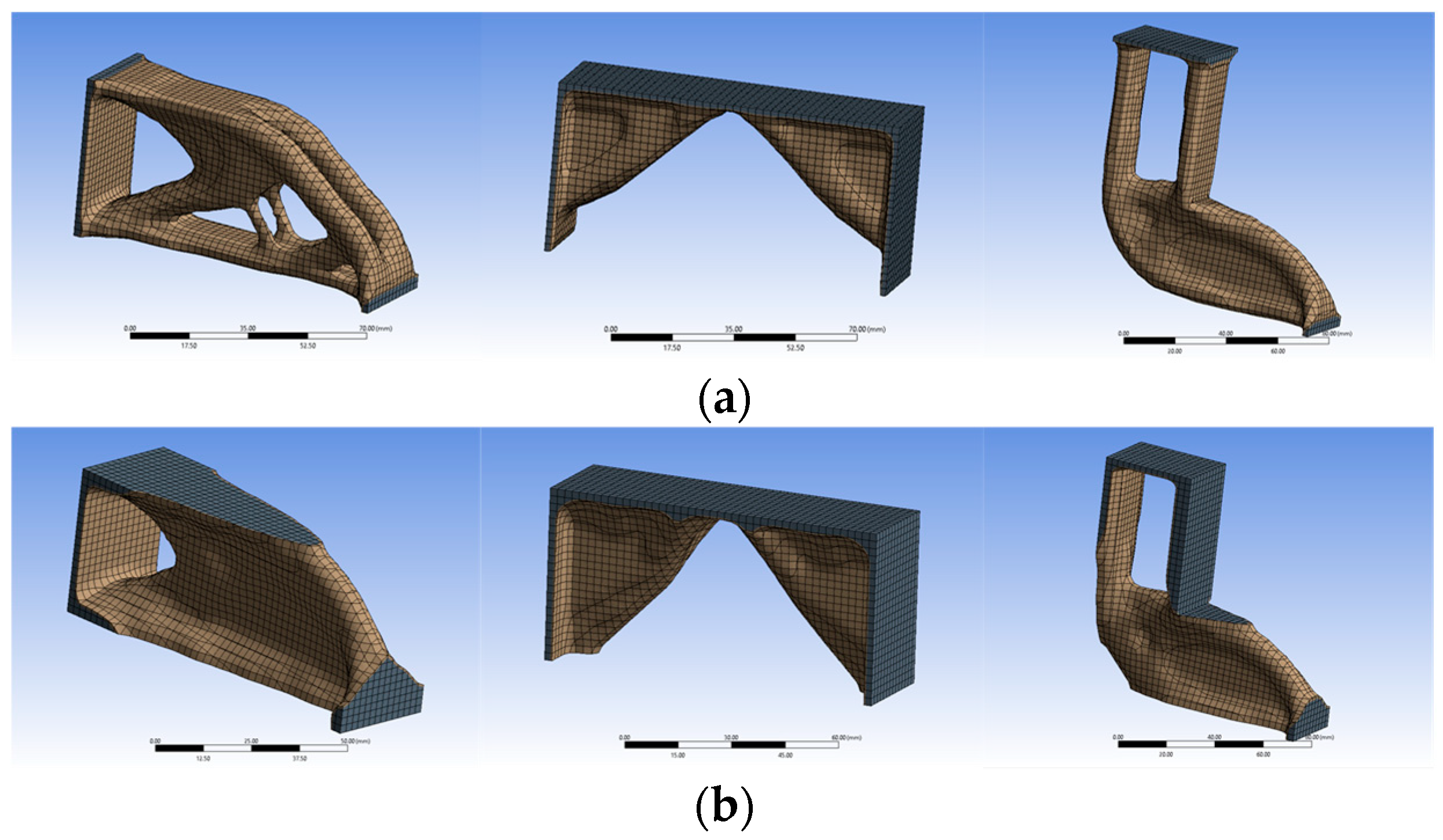
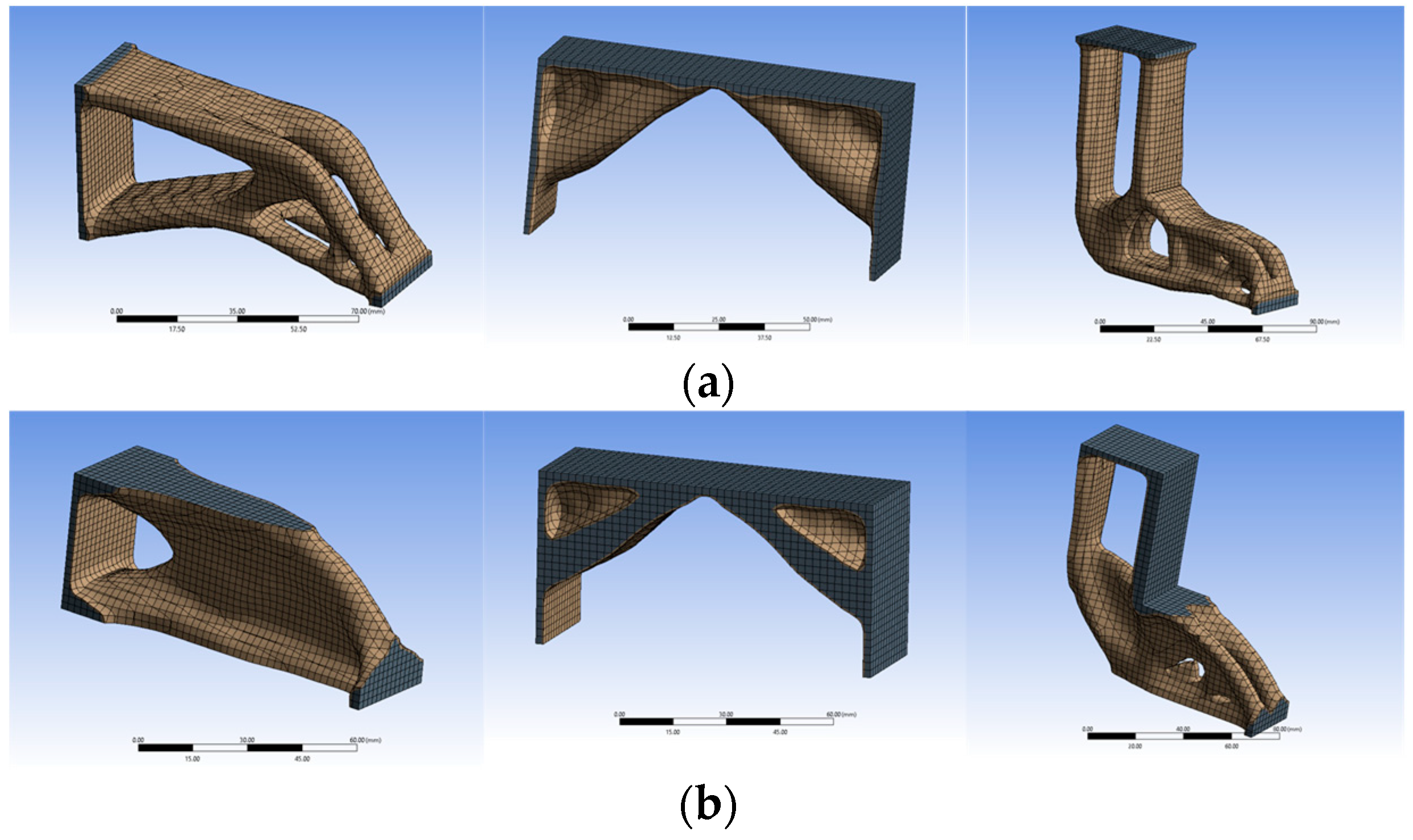
3.2. Effects of AM Constraints and Objective Functions
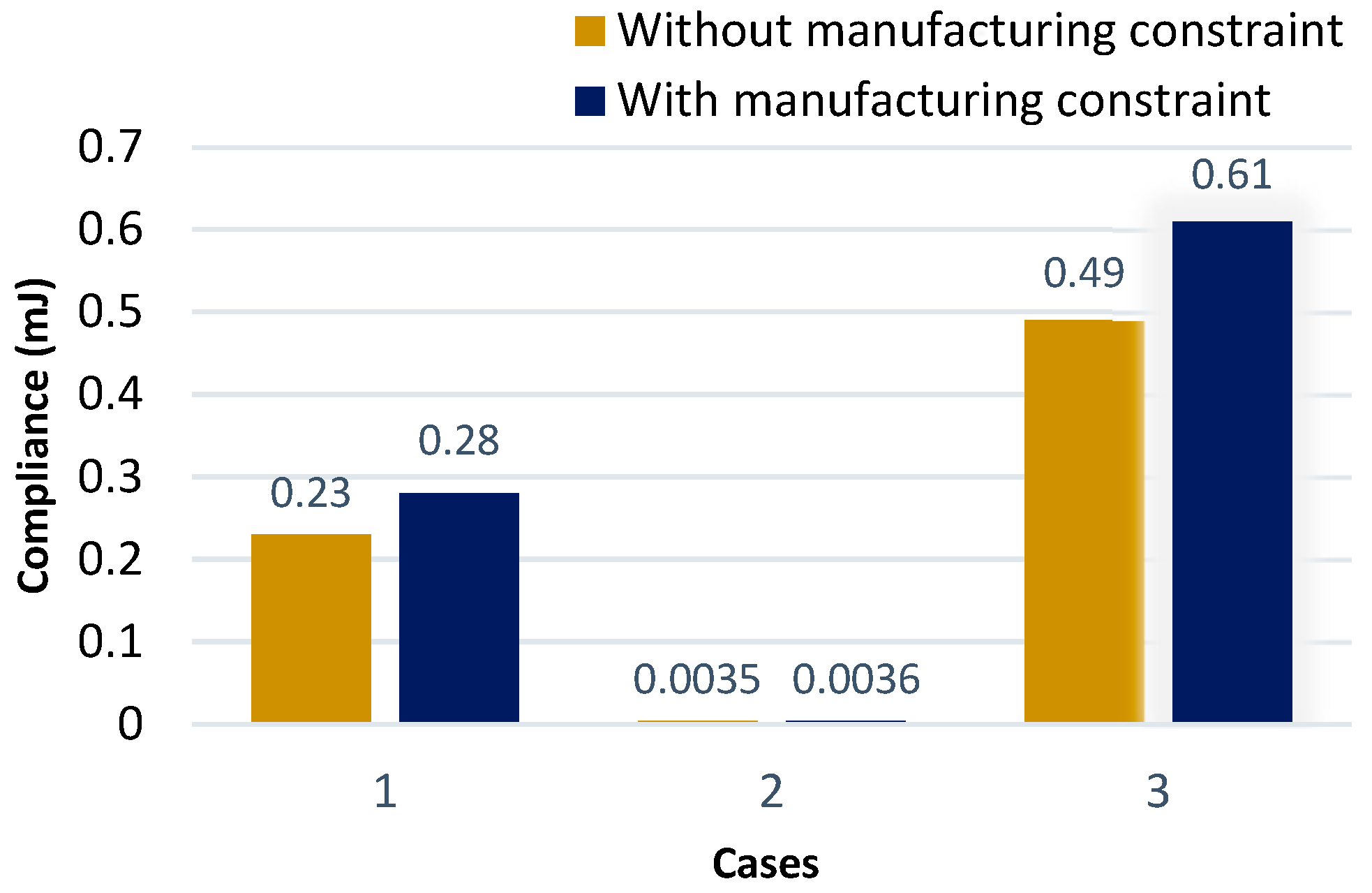
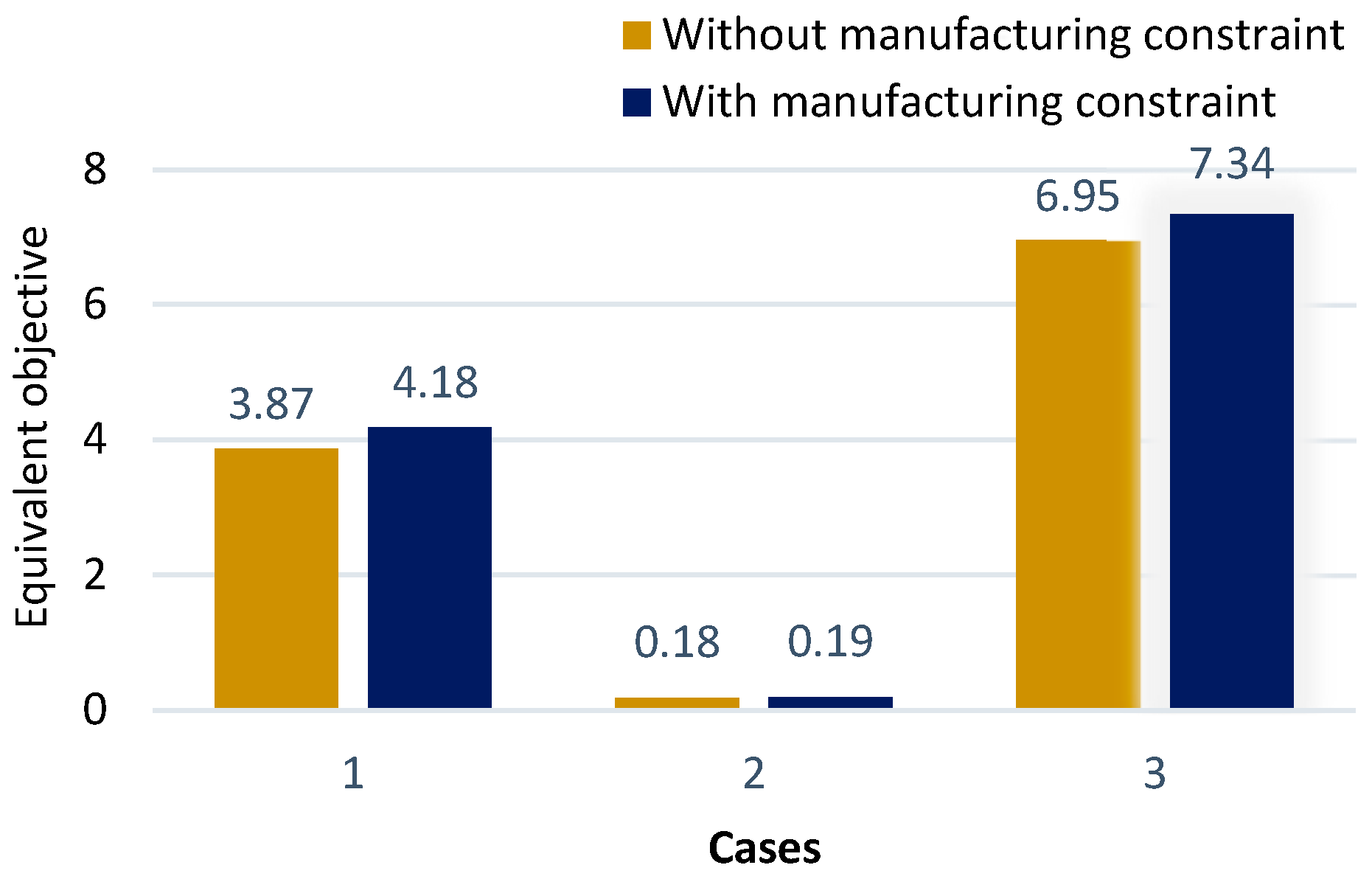
3.2.1. Compliance Minimization
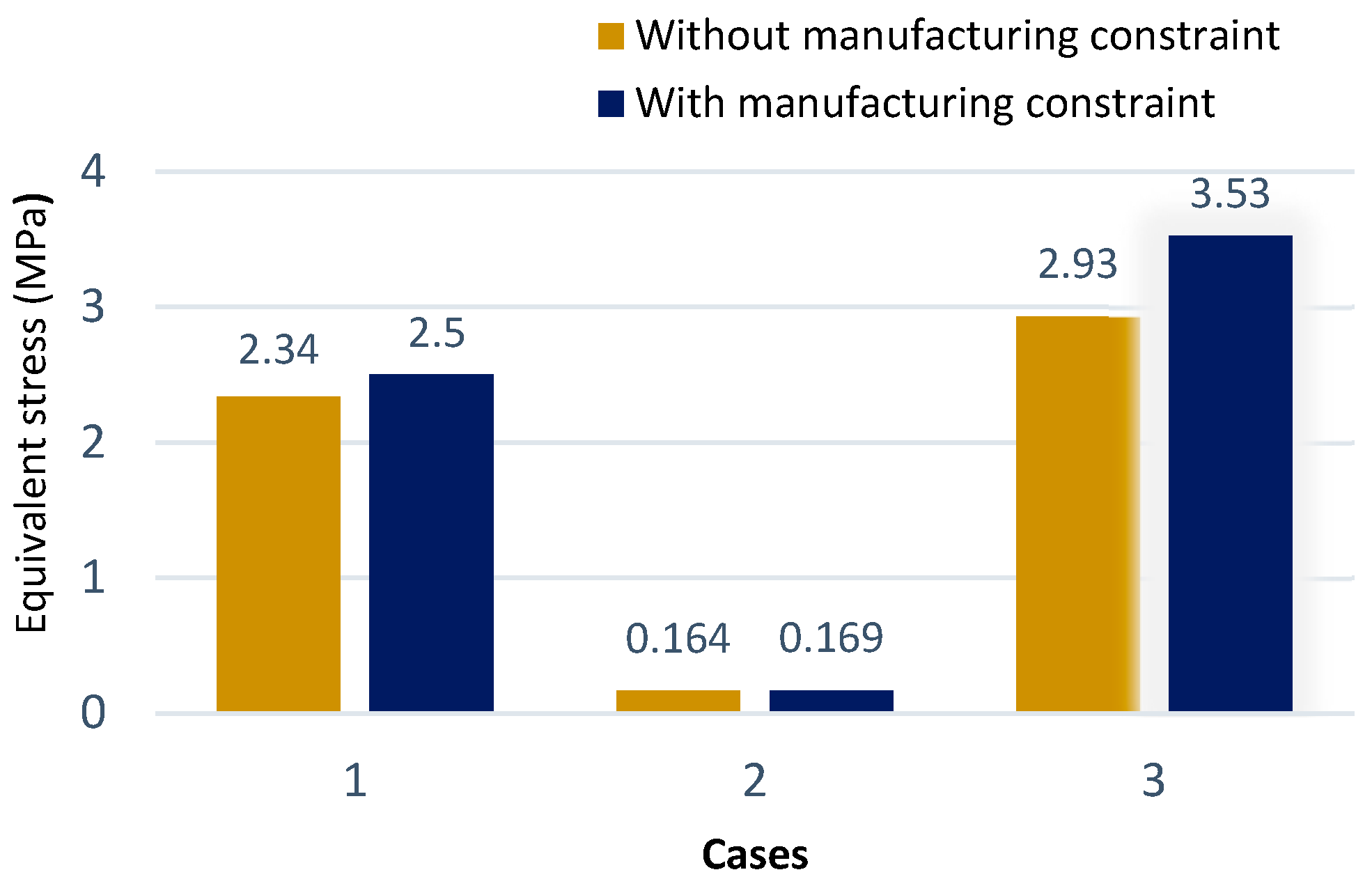
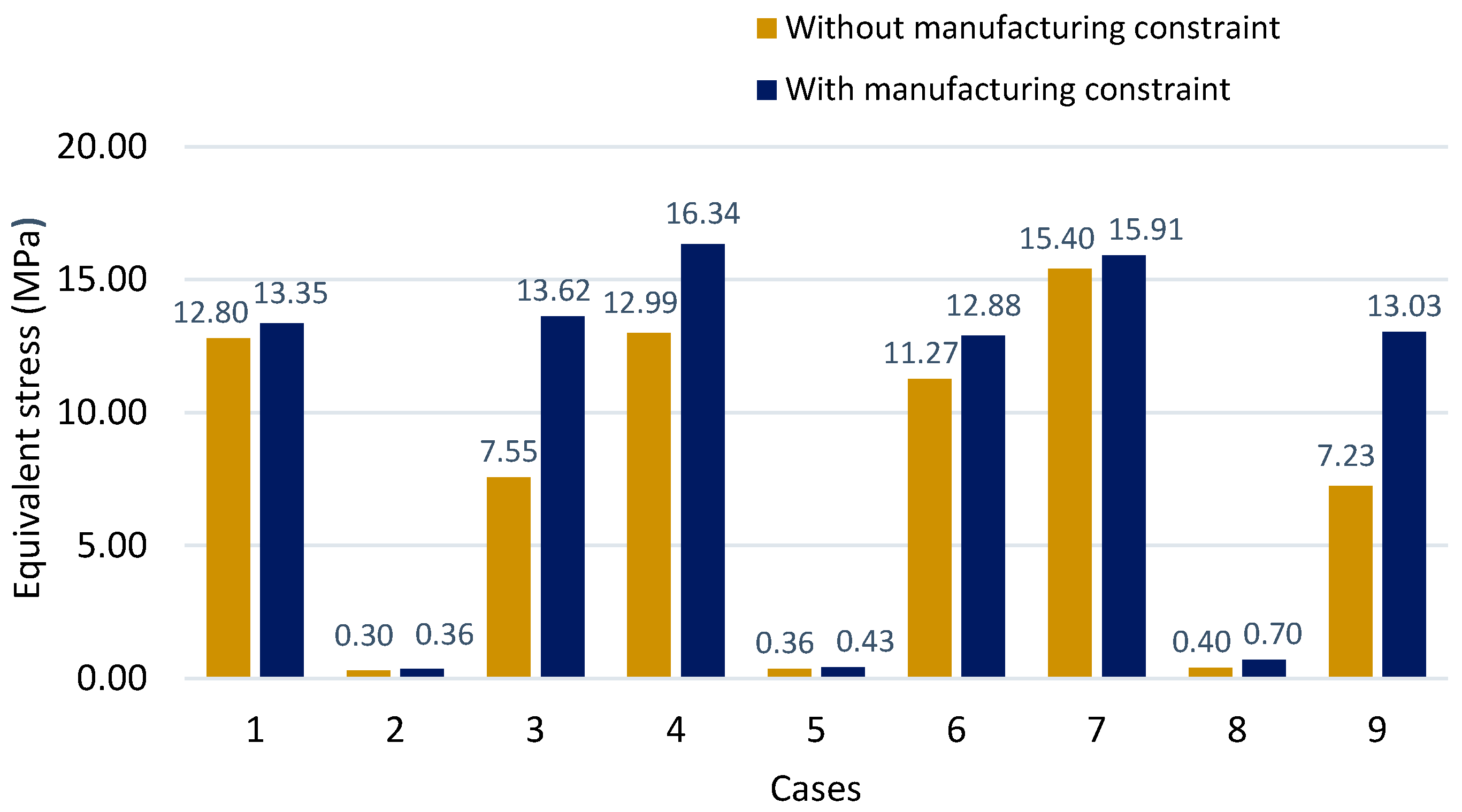
3.2.2. Stress Minimization
3.2.3. Compliance and Stress Minimization
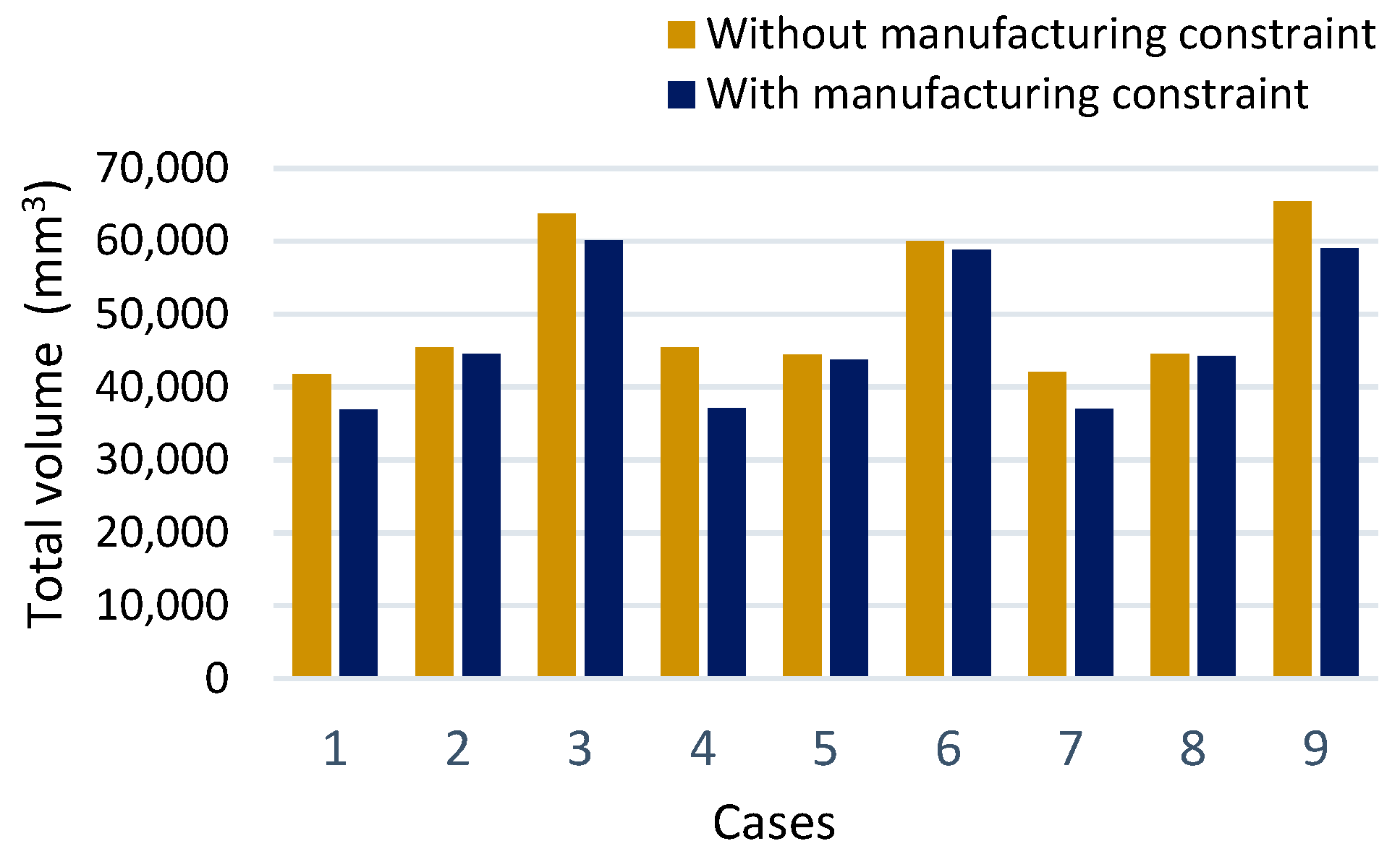
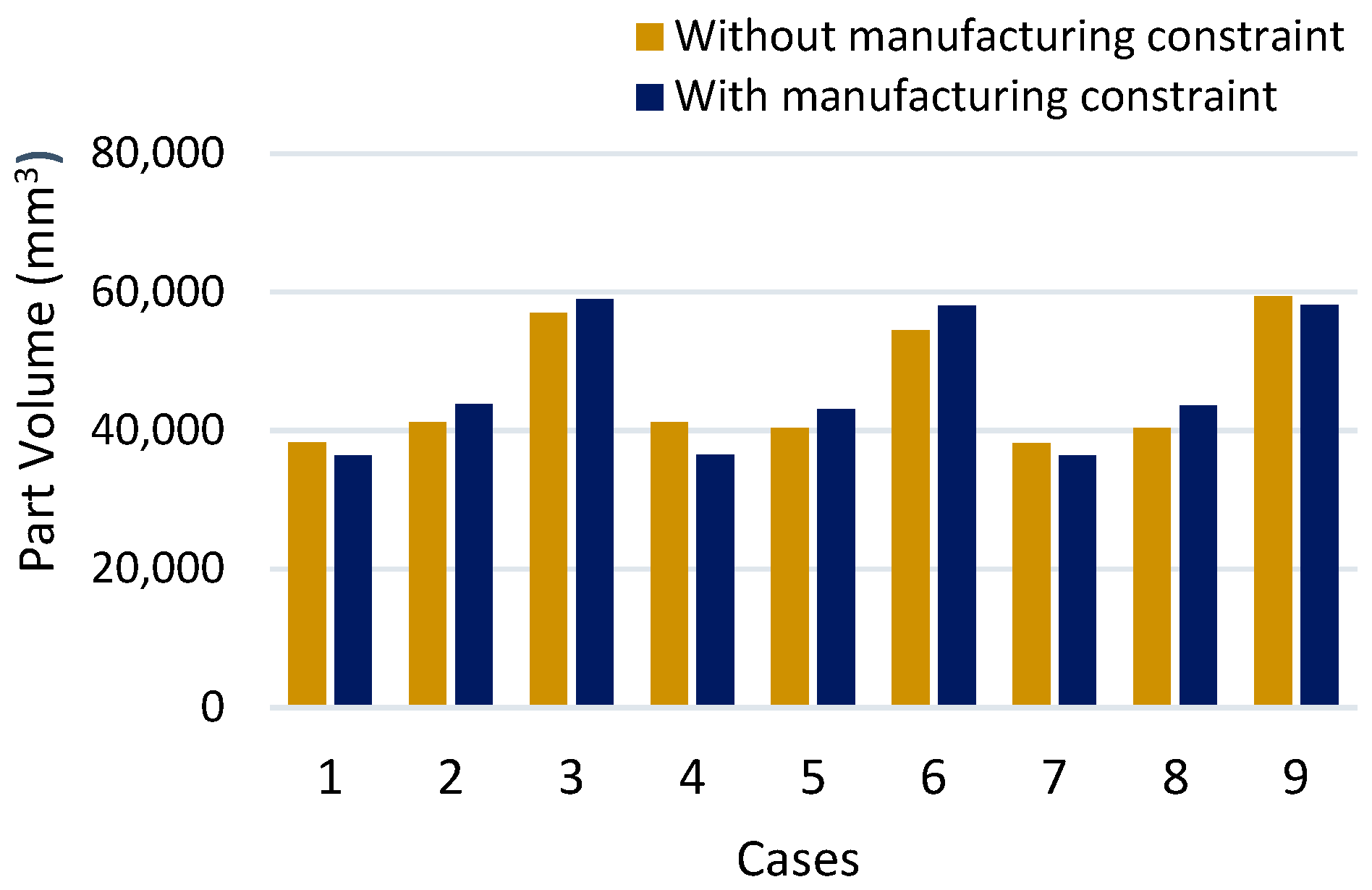
3.3. Comparative Study
4. Closing Remarks
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Rosen, D. Design for additive manufacturing: Past, present, and future directions. J. Mech. Des. 2014, 136, 090301. [Google Scholar] [CrossRef]
- Zegard, T.; Paulino, G.H. Bridging topology optimization and additive manufacturing. Struct. Multidiscip. Optim. 2016, 53, 175–192. [Google Scholar] [CrossRef]
- Mirzendehdel, A.M.; Suresh, K. Support structure constrained topology optimization for additive manufacturing. Comput.-Aided Des. 2016, 81, 1–13. [Google Scholar] [CrossRef]
- Bruggi, M.; Duysinx, P. Topology optimization for minimum weight with compliance and stress constraints. Struct. Multidiscip. Optim. 2012, 46, 369–384. [Google Scholar] [CrossRef]
- Liu, J.; Gaynor, A.T.; Chen, S.; Kang, Z.; Suresh, K.; Takezawa, A.; Li, L.; Kato, J.; Tang, J.; Wang, C.C.L.; et al. Current and future trends in topology optimization for additive manufacturing. Struct. Multidiscip. Optim. 2018, 57, 2457–2483. [Google Scholar] [CrossRef]
- Meng, L.; Zhang, W.; Quan, D.; Shi, G.; Tang, L.; Hou, Y.; Breitkopf, P.; Zhu, J.; Gao, T. From topology optimization design to additive manufacturing: Today’s success and tomorrow’s roadmap. Arch. Comput. Methods Eng. 2020, 27, 805–830. [Google Scholar] [CrossRef]
- Zhu, J.; Zhou, H.; Wang, C.; Zhou, L.; Yuan, S.; Zhang, W. A review of topology optimization for additive manufacturing: Status and challenges. Chin. J. Aeronaut. 2021, 34, 91–110. [Google Scholar] [CrossRef]
- Ficzere, P. Effect of 3D printing direction on manufacturing costs of automotive parts. Int. J. Traffic Transp. Eng. 2021, 11, 94–101. [Google Scholar]
- Langelaar, M. Topology optimization of 3D self-supporting structures for additive manufacturing. Addit. Manuf. 2016, 12, 60–70. [Google Scholar] [CrossRef]
- Gaynor, A.T.; Guest, J.K. Topology optimization considering overhang constraints: Eliminating sacrificial support material in additive manufacturing through design. Struct. Multidiscip. Optim. 2016, 54, 1157–1172. [Google Scholar] [CrossRef]
- Fritz, K.; Kim, I.Y. Simultaneous topology and build orientation optimization for minimization of additive manufacturing cost and time. Int. J. Numer. Methods Eng. 2020, 121, 3442–3481. [Google Scholar] [CrossRef]
- Zhang, K.; Cheng, G.; Xu, L. Topology optimization considering overhang constraint in additive manufacturing. Comput. Struct. 2019, 212, 86–100. [Google Scholar] [CrossRef]
- Brackett, D.; Ashcroft, I.; Hague, R. Topology Optimization for Additive Manufacturing. In Proceedings of the 2011 International Solid Freeform Fabrication Symposium, Austin, TX, USA, 8–10 August 2011. [Google Scholar]
- Leary, M.; Merli, L.; Torti, F.; Mazur, M.; Brandt, M. Optimal topology for additive manufacture: A method for enabling additive manufacture of support-free optimal structures. Mater. Des. 2014, 63, 678–690. [Google Scholar] [CrossRef]
- Bi, M.; Tran, P.; Xie, Y.M. Topology optimization of 3D continuum structures under geometric self-supporting constraint. Addit. Manuf. 2020, 36, 101422. [Google Scholar] [CrossRef]
- Zhang, W.; Zhong, W.; Guo, X. An explicit length scale control approach in SIMP-based topology optimization. Comput. Methods Appl. Mech. Eng. 2014, 282, 71–86. [Google Scholar] [CrossRef]
- Wang, X.; Zhang, C.; Liu, T. A topology optimization algorithm based on the overhang sensitivity analysis for additive manufacturing. IOP Conf. Ser. Mater. Sci. Eng. 2018, 382, 032036. [Google Scholar] [CrossRef]
- Zhao, D.; Li, M.; Liu, Y. A novel application framework for self-supporting topology optimization. Vis. Comput. 2021, 37, 1169–1184. [Google Scholar] [CrossRef]
- Jankovics, D.; Gohari, H.; Tayefeh, M.; Barari, A. Developing topology optimization with additive manufacturing constraints in ANSYS®. IFAC-PapersOnLine 2018, 51, 1359–1364. [Google Scholar] [CrossRef]
- Gunwant, D.; Misra, A. Topology optimization of sheet metal brackets using ANSYS. MIT Int. J. Mech. Eng. Educ. 2012, 2, 120–126. [Google Scholar]
- Bendsøe, M.P.; Kikuchi, N. Generating optimal topologies in structural design using a homogenization method. Comput. Methods Appl. Mech. Eng. 1988, 71, 197–224. [Google Scholar] [CrossRef]
- Andreassen, E.; Clausen, A.; Schevenels, M.; Lazarov, B.S.; Sigmund, O. Efficient topology optimization in MATLAB using 88 lines of code. Struct. Multidiscip. Optim. 2011, 43, 1–16. [Google Scholar] [CrossRef]
- Sigmund, O. Design of Material Structures Using Topology Optimization. Ph.D. Thesis, Technical University of Denmark, Lyngby, Denmark, 1994. [Google Scholar]
- Neves, M.M.; Sigmund, O.; Bendsøe, M.P. Topology optimization of periodic microstructures with a penalization of highly localized buckling modes. Int. J. Numer. Methods Eng. 2002, 54, 809–834. [Google Scholar] [CrossRef]
- Ansys. Ansys Blog—Simulation & Engineering Articles. Available online: https://www.ansys.com/blog (accessed on 10 March 2023).
- Huei-Huang, L. Finite Element Simulations with Ansys Workbench 2021; SDC Publications: Misson, KS, USA, 2021. [Google Scholar]
- Johnson, E. STL File Reader. Available online: https://www.mathworks.com/matlabcentral/fileexchange/22409-stl-file-reader (accessed on 25 February 2023).
- Mhapsekar, K.; McConaha, M.; Anand, S. Additive manufacturing constraints in topology optimization for improved manufacturability. J. Manuf. Sci. Eng. 2018, 140, 051017. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Properties | Values |
|---|---|
| Density | 4400 kg/m3. |
| Melting point | 1675 °C |
| Young’s modulus | 114 GPa |
| Tensile strength | 895 MPa |
| Yield strength | 828 MPa |
| Poisson’s ratio | 0.37 |
| Thermal expansion coefficient | 8.9 × 10⁻⁶/°C |
| Specific heat | 0.0005 J/kg·°C |
| Build Orientation | Cantilever Beam | Bridge Shape | L-Shaped Beam |
|---|---|---|---|
| +Z axis | 0.2147 | 0.003717 | 0.5392 |
| −Z axis | 0.2473 | 0.003710 | 0.5391 |
| +X axis | 0.1855 | 0.003714 | 0.5388 |
| −X axis | 0.1808 | 0.003710 | 2.6580 |
| +Y axis | 0.1861 | 0.003367 | 0.4863 |
| −Y axis | 0.1857 | 0.003680 | - |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Dangal, B.; Jung, S. The Impact of Additive Manufacturing Constraints and Design Objectives on Structural Topology Optimization. Appl. Sci. 2023, 13, 10161. https://doi.org/10.3390/app131810161
Dangal B, Jung S. The Impact of Additive Manufacturing Constraints and Design Objectives on Structural Topology Optimization. Applied Sciences. 2023; 13(18):10161. https://doi.org/10.3390/app131810161
Chicago/Turabian StyleDangal, Babin, and Sangjin Jung. 2023. "The Impact of Additive Manufacturing Constraints and Design Objectives on Structural Topology Optimization" Applied Sciences 13, no. 18: 10161. https://doi.org/10.3390/app131810161
APA StyleDangal, B., & Jung, S. (2023). The Impact of Additive Manufacturing Constraints and Design Objectives on Structural Topology Optimization. Applied Sciences, 13(18), 10161. https://doi.org/10.3390/app131810161