
The Influence of Tuff Particles on the Properties of the Sintered Copper Matrix Composite for Application in Resistance Welding Electrodes

 ,
,  ,
,  ,
,  and
and
Abstract
:Featured Application
Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Sample Preparation
- density changes depending on the applied compaction pressure and sintering process parameters;
- determination of the relationship of the hardness after applied compaction pressure; and
- determination of the influence of the quality of copper powder and sintering atmosphere on the sintering process and the properties of the sinters.
2.3. Methods
3. Results
3.1. Density
3.2. Hardness
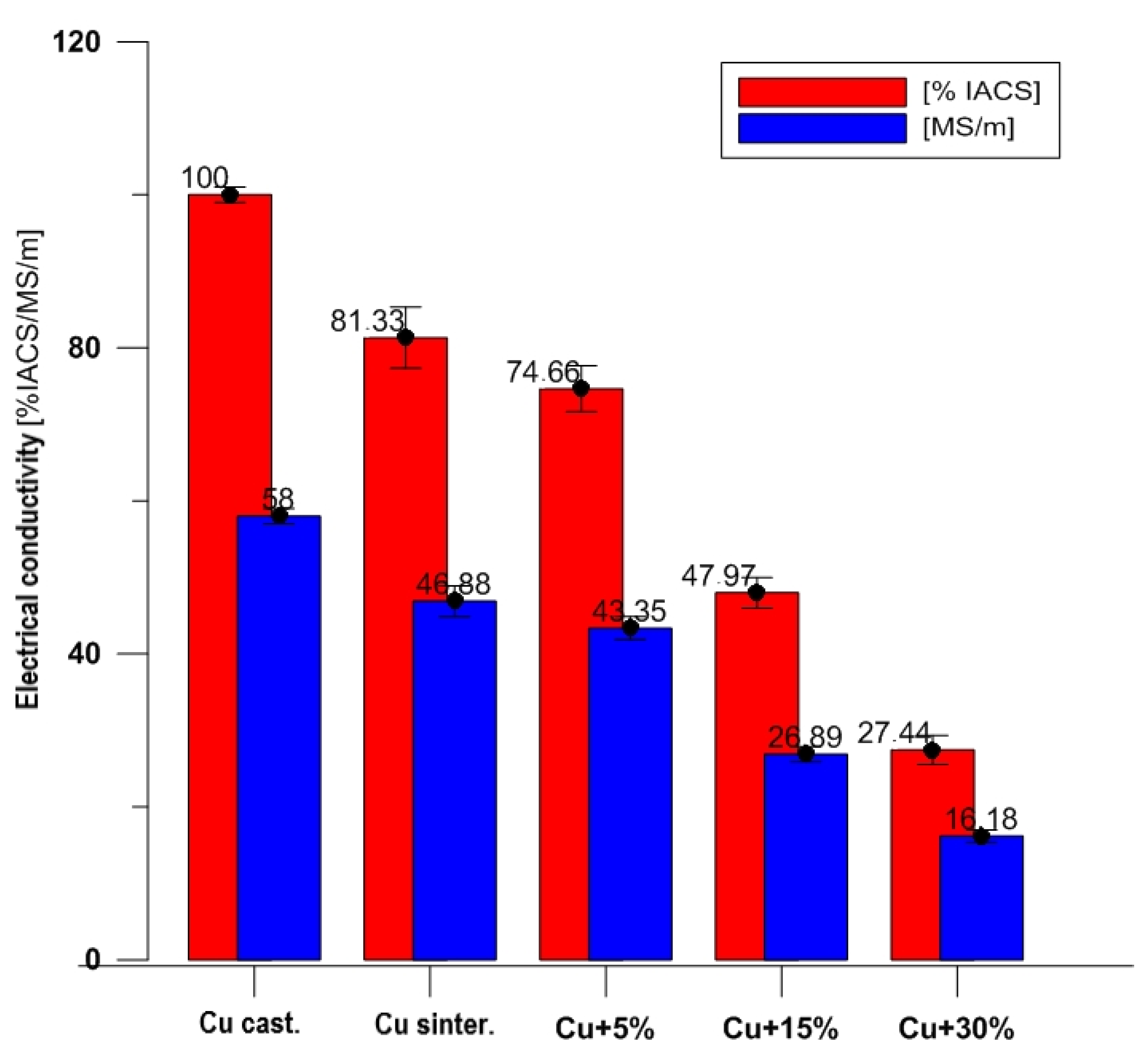
3.3. Electrical Conductivity
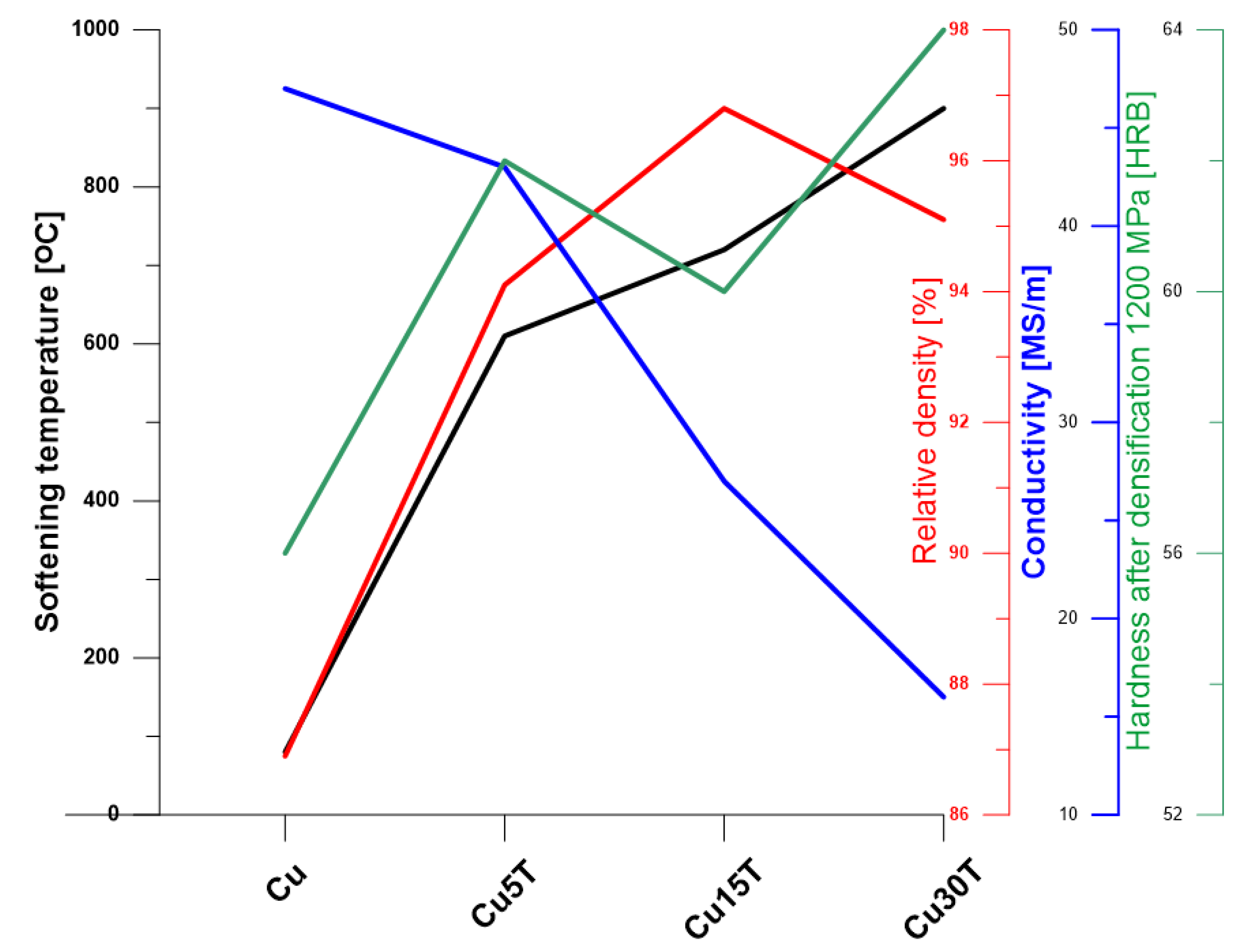
3.4. Comparison of Basic Parameters: Density, Hardness, and Electrical Conductivity
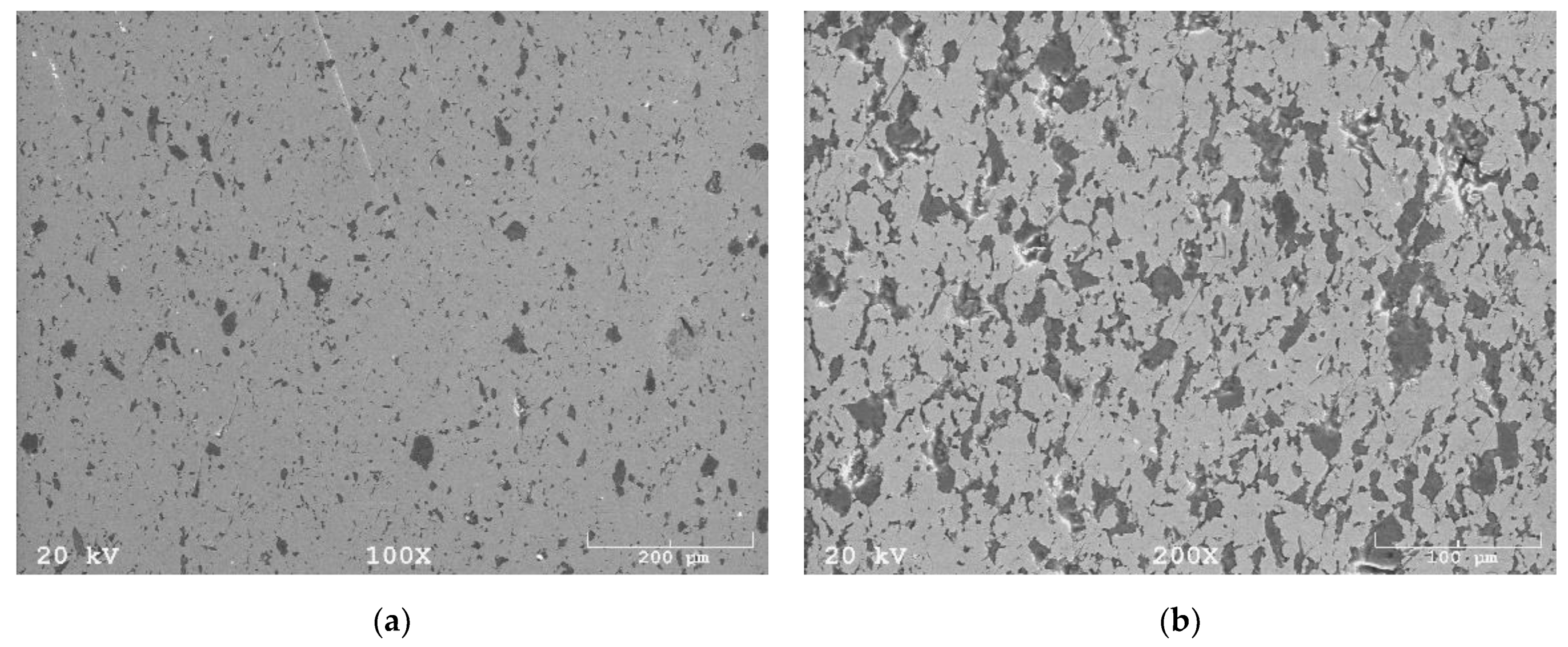
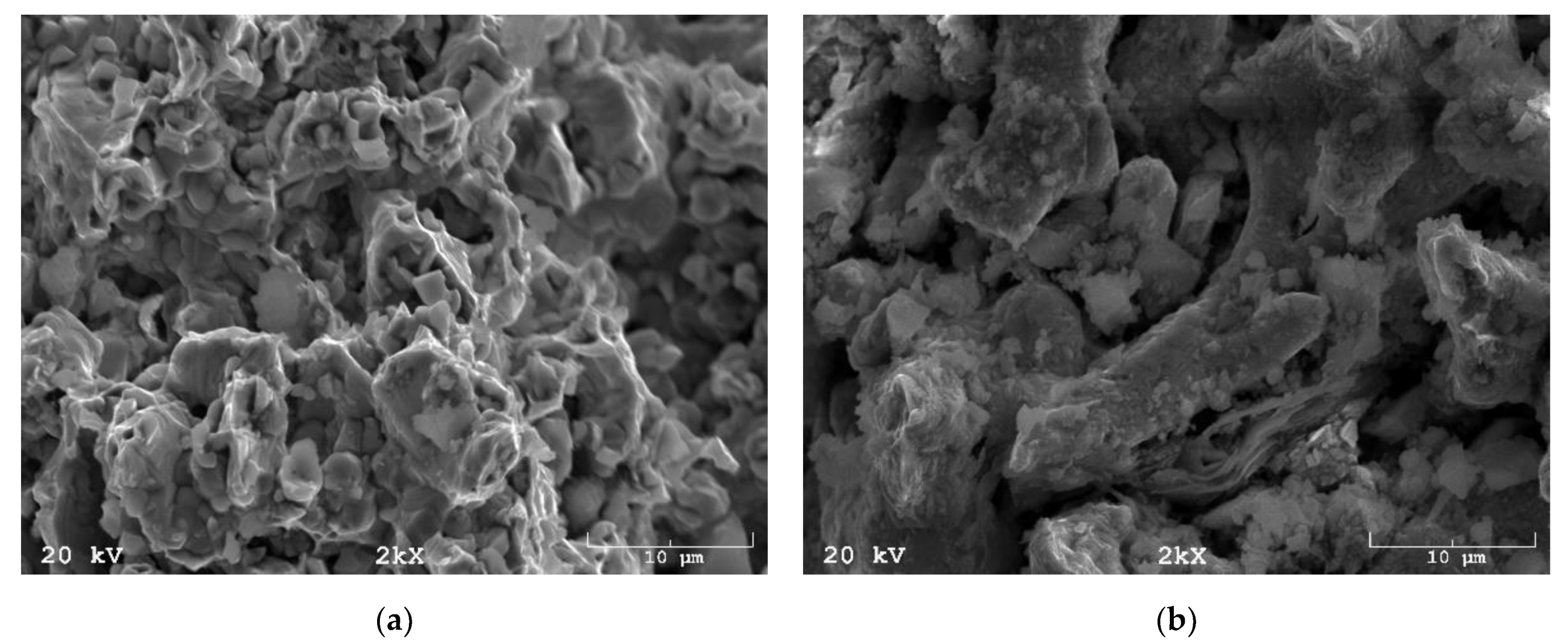
3.5. Microstructure
3.6. Durability
4. Discussion
5. Conclusions
6. Patents
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
References
- Pellizzari, M.; Cipolloni, G. Spark Plasma Sintering of Copper Matrix Composites Reinforced with TiB2 Particles. Materials 2020, 13, 2602. [Google Scholar] [CrossRef] [PubMed]
- Wang, Y.; Wang, J.; Zou, H.; Wang, Y.; Ran, X. Microstructure and Enhanced Properties of Copper-Vanadium Nanocomposites Obtained by Powder Metallurgy. Materials 2019, 12, 339. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Duriagina, Z.A.; Romanyshyn, M.R.; Kulyk, V.V.; Kovbasiuk, T.M.; Trostianchyn, A.M.; Lemishka, I.A. The character of the structure formation of model alloys of the Fe-Cr-(Zr, Zr-B) system synthesized by powder metallurgy. J. Ach. Mater. Manuf. Eng. 2020, 2, 49–57. [Google Scholar] [CrossRef]
- Sudha, G.T.; Stalin, B.; Ravichandran, M.; Balasubramanian, M. Mechanical Properties, Characterization and Wear Behavior of Powder Metallurgy Composites—A Review. Mater. Today Proc. 2020, 22, 2582–2596. [Google Scholar] [CrossRef]
- Akhtar, S.; Saad, M.; Misbah, M.R.; Sati, M.C. Recent Advancements in Powder Metallurgy: A Review. Mater. Today Proc. 2018, 5, 18649–18655. [Google Scholar] [CrossRef]
- Ziejewska, C.; Marczyk, J.; Szewczyk-Nykiel, A.; Nykiel, M.; Hebda, M. Influence of size and volume share of WC particles on the properties of sintered metal matrix composites. Adv. Powder Technol. 2019, 30, 835–842. [Google Scholar] [CrossRef]
- Groza, J. Heat-resistant dispersion-strengthened copper alloys. J. Mater. Eng. Perform. 1992, 1, 113–121. [Google Scholar] [CrossRef]
- Menapace, C.; Cipolloni, G.; Hebda, M.; Ischia, G. Spark plasma sintering behaviour of copper powders having different particle sizes and oxygen contents. Powder Technol. 2016, 291, 170–177. [Google Scholar] [CrossRef]
- Yan, P.; Lin, C.; Cui, S.; Lu, Y.; Zhou, Z.; Li, Z. Microstructural features and properties of high-hardness and heat-resistant dispersion strengthened copper by reaction milling. J. Wuhan Univ. Technol. Mat. Sci. Ed. 2011, 26, 902–907. [Google Scholar] [CrossRef]
- Palma, R.H.; Sepulveda, A.H.; Espinoza, R.A.; Montiglio, R.C. Performance of Cu–TiC alloy electrodes developed by reaction milling for electrical-resistance welding. J. Mater. Process. Technol. 2005, 169, 62–66. [Google Scholar] [CrossRef]
- Tjong, S.C.; Lau, K.C. Tribological behaviour of SiC particle-reinforced copper matrix composites. Mater. Lett. 2000, 43, 274–280. [Google Scholar] [CrossRef]
- Chen, F.; Gao, X.P.; Yue, X.K.; Tong, G.Q. Effects of welding parameters on electrode element diffusion during micro-resistance spot welding. Int. J. Adv. Manuf. Technol. 2018, 95, 1597–1606. [Google Scholar] [CrossRef]
- Gullino, A.; Matteis, P.; D’Aiuto, F. Review of Aluminum-to-Steel Welding Technologies for Car-Body Applications. Metals 2019, 9, 315. [Google Scholar] [CrossRef] [Green Version]
- Dinaharan, I.; Sathiskumar, R.; Murugan, N. Effect of ceramic particulate type on microstructure and properties of copper matrix composites synthesized by friction stir processing. J. Mater. Res. Technol. 2016, 5, 302–316. [Google Scholar] [CrossRef] [Green Version]
- Jagadeesh Sridhar, M.M.; Ravichandran, M.; Meignanamoorthy, M. Influence of different reinforcements on properties of copper matrix composites: A review. AIP Conf. Proc. 2020, 2283, 020129. [Google Scholar] [CrossRef]
- Bagheri, G.H.A. The effect of reinforcement percentages on properties of copper matrix composites reinforced with TiC particles. J. Alloys Compd. 2016, 676, 120–126. [Google Scholar] [CrossRef]
- Annaraj, J.P.; Bose, N.; Jesudoss Hynes, N.R. A review on mechanical and tribological properties of sintered copper matrix composites. AIP Conf. Proc. 2019, 2142, 070027. [Google Scholar] [CrossRef]
- Huang, Z.; Zheng, Z.; Zhao, S.; Dong, S.; Luo, P.; Chen, L. Copper matrix composites reinforced by aligned carbon nanotubes: Mechanical and tribological properties. Mater. Des. 2017, 133, 570–578. [Google Scholar] [CrossRef]
- Liang, J.; Guo, W.; Liu, J.; Qin, H.; Gao, P.; Xiao, H. Synthesis of in-situ SiC nanowires by self-assembly nanoparticles on carbon fibers and their photoluminescence properties. J. Alloys Compd. 2019, 797, 101–109. [Google Scholar] [CrossRef]
- Chmielewski, M.; Pietrzak, K.; Strojny-Nędza, A.; Kaszyca, K.; Zybała, R.; Bazarnik, P.; Lewandowska, M.; Nosewicz, S. Microstructure and Thermal Properties of Cu-SiC Composite Materials Depending on the Sintering Technique. Sci. Sinter. 2017, 49, 11–22. [Google Scholar] [CrossRef]
- Nosewicz, S.; Romelczyk-Baishya, B.; Lumelskyj, D.; Chmielewski, M.; Bazarnik, P.; Jarząbek, D.; Pietrzak, K.; Kaszyca, K.; Pakieła, Z. Experimental and numerical studies of micro- and macromechanical properties of modified copper–silicon carbide composites. Int. J. Solids Struct. 2019, 160, 187–200. [Google Scholar] [CrossRef]
- Gautam, Y.K.; Somani, N.; Kumar, M.; Sharma, S.K. A review on fabrication and characterization of copper metal matrix composite (CMMC). AIP Conf. Proc. 2018, 2018, 020017. [Google Scholar] [CrossRef]
- Mikuła, J.; Łach, M.; Kowalski, J.S. Copper matrix composites reinforced with volcanic tuff. Metalurgija 2015, 54, 143–146. [Google Scholar]
- Łach, M. Structure of metal matrix composites with an addition of tuff. Arch. Foundry Eng. 2010, 10, 135–140. [Google Scholar]
- Grela, A.; Łach, M.; Bajda, T.; Mikuła, J.; Hebda, M. Characterization of the products obtained from alkaline conversion of tuff and metakaolin. J. Therm. Anal. Calorim. 2018, 133, 217–226. [Google Scholar] [CrossRef] [Green Version]
- Fujita, T.; Ponou, J.; Dodbiba, G.; Anh, J.-W.; Lu, S.; Hamza, M.F.; Wei, Y. Removal of Banana Tree Fungi Using Green Tuff Rock Powder Waste Containing Zeolite. Catalysts 2019, 9, 1049. [Google Scholar] [CrossRef] [Green Version]
- Kuroda, K.; Kurashita, H.; Arata, T.; Miyata, A.; Kawazoe, M.; Nobu, M.K.; Narihiro, T.; Ohike, T.; Hatamoto, M.; Maki, S.; et al. Influence of Green Tuff Fertilizer Application on Soil Microorganisms, Plant Growth, and Soil Chemical Parameters in Green Onion (Allium fistulosum L.) Cultivation. Agronomy 2020, 10, 929. [Google Scholar] [CrossRef]
- Ergul, S.; Ferrante, F.; Pisciella, P.; Karamanov, A.; Pelino, M. Characterization of basaltic tuffs and their applications for the production of ceramic and glass–ceramic materials. Ceram. Int. 2009, 35, 2789–2795. [Google Scholar] [CrossRef]
- Al-Mashaqbeh, O.A.; Alsafadi, D.A.; Alsalhi, L.Z.; Bartelt-Hunt, S.L.; Snow, D.D. Removal of Carbamazepine onto Modified Zeolitic Tuff in Different Water Matrices: Batch and Continuous Flow Experiments. Water 2021, 13, 1084. [Google Scholar] [CrossRef]
- Costafreda, J.L.; Martín, D.A.; Presa, L.; Parra, J.L. Altered Volcanic Tuffs from Los Frailes Caldera. A Study of Their Pozzolanic Properties. Molecules 2021, 26, 5348. [Google Scholar] [CrossRef]
- Woszuk, A.; Wróbel, M.; Franus, W. Application of Zeolite Tuffs as Mineral Filler in Warm Mix Asphalt. Materials 2020, 13, 19. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Hebdowska-Krupa, M. Wpływ Tufu Wulkanicznego na Własności Powłok Antykorozyjnych Stali. Ph.D. Thesis, Cracow University of Technology, Cracow, Poland, 2013. [Google Scholar]
- Łach, M. Wpływ Cząstek Tufu na Właściwości Spiekanego Kompozytu o Osnowie Miedzi na Elektrody do Zgrzewania Oporowego. Ph.D. Thesis, Cracow University of Technology, Cracow, Poland, 2015. [Google Scholar]
- Jarzabek, D.M.; Chmielewski, M.; Dulnik, J.; Strojny-Nedza, A. The Influence of the Particle Size on the Adhesion Between Ceramic Particles and Metal Matrix in MMC Composites. J. Mater. Eng. Perform. 2016, 25, 3139–3145. [Google Scholar] [CrossRef] [Green Version]
- Singh, A.; Singh, R.P. A review of effect of welding parameters on the mechanical properties of weld in submerged arc welding process. Mater. Today Proc. 2020, 26, 1714–1717. [Google Scholar] [CrossRef]
- Tomków, J.; Fydrych, D.; Rogalski, G. Role of Bead Sequence in Underwater Welding. Materials 2019, 12, 3372. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Kumar, K.M.; Gopal Krishna, P.V.; Kishore, K. Study of Metallurgical and Mechanical Properties in Submerged Arc Welding with Different Composition of Fluxes—A Review. Mater. Today Proc. 2020, 22, 2300–2305. [Google Scholar] [CrossRef]
- Godwin Barnabas, S.; Rajakarunakaran, S.; Satish Pandian, G.; Muhamed Ismail Buhari, A.; Muralidharan, V. Review on enhancement techniques necessary for the improvement of underwater welding. Mater. Today Proc. 2021, 45, 1191–1195. [Google Scholar] [CrossRef]
- Jang, Y.R.; Joo, S.J.; Chu, J.H.; Uhm, H.J.; Park, J.W.; Ryu, C.H.; Yu, M.H.; Kim, H.S. A Review on Intense Pulsed Light Sintering Technologies for Conductive Electrodes in Printed Electronics. Int. J. Precis. Eng. Manuf. Green Techol. 2021, 8, 327–363. [Google Scholar] [CrossRef]
- Zhao, Z.; Bai, P.; Du, W.; Liu, B.; Pan, D.; Das, R.; Liu, C.; Guo, Z. An overview of graphene and its derivatives reinforced metal matrix composites: Preparation, properties and applications. Carbon 2020, 170, 302–326. [Google Scholar] [CrossRef]
- Zhang, X.; Zhang, Y.; Tian, B.; Song, K.; Liu, P.; Jia, Y.; Chen, X.; An, J.; Zhao, Z.; Liu, Y.; et al. Review of nano-phase effects in high strength and conductivity copper alloys. Nanotechnol. Rev. 2019, 8, 383–395. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
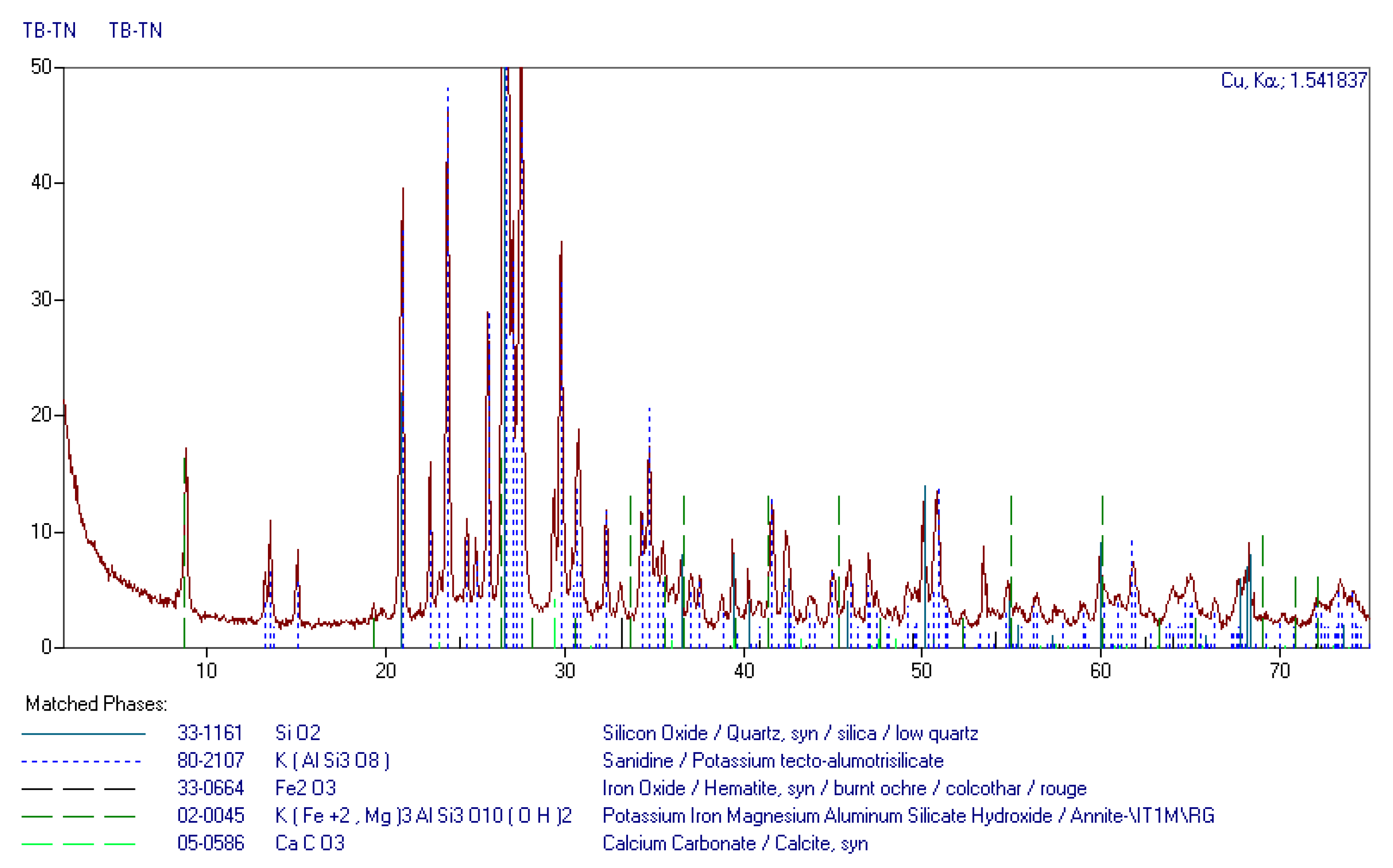
| SiO2 | Fe2O3 | Al2O3 | CaO | MgO | TiO2 | K2O | Na2O |
|---|---|---|---|---|---|---|---|
| 56.04% | 5.38% | 16.73% | 5.39% | 0.60% | 0.85% | 9.16% | 0.39% |
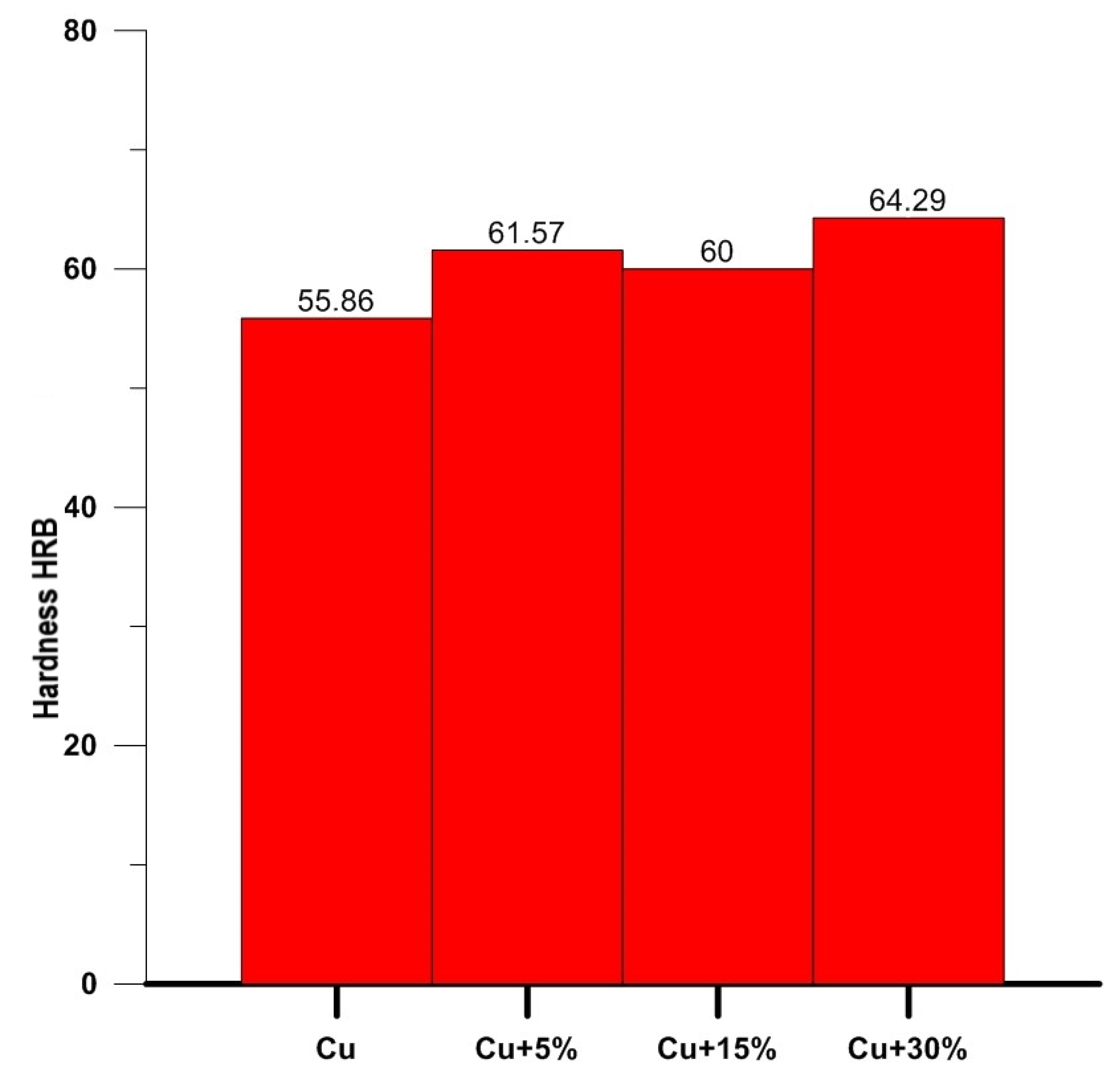
| Samples | Cu | Cu5T | Cu15T | Cu30T |
|---|---|---|---|---|
| Composition {%vol.} | 100% Cu | 95% Cu + 5% Tuff | 85% Cu + 15% Tuff | 70% Cu + 30% Tuff |
| Samples | CuCrZr after 1000 Cycles | Cu5T after 100 Cycles | Cu5T after 1000 Cycles |
|---|---|---|---|
| Compressive strength {MPa} | 4.65 | 4.69 | 4.62 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Łach, M.; Korniejenko, K.; Balamurugan, P.; Uthayakumar, M.; Mikuła, J. The Influence of Tuff Particles on the Properties of the Sintered Copper Matrix Composite for Application in Resistance Welding Electrodes. Appl. Sci. 2022, 12, 4477. https://doi.org/10.3390/app12094477
Łach M, Korniejenko K, Balamurugan P, Uthayakumar M, Mikuła J. The Influence of Tuff Particles on the Properties of the Sintered Copper Matrix Composite for Application in Resistance Welding Electrodes. Applied Sciences. 2022; 12(9):4477. https://doi.org/10.3390/app12094477
Chicago/Turabian StyleŁach, Michał, Kinga Korniejenko, Ponnambalam Balamurugan, Marimuthu Uthayakumar, and Janusz Mikuła. 2022. "The Influence of Tuff Particles on the Properties of the Sintered Copper Matrix Composite for Application in Resistance Welding Electrodes" Applied Sciences 12, no. 9: 4477. https://doi.org/10.3390/app12094477
APA StyleŁach, M., Korniejenko, K., Balamurugan, P., Uthayakumar, M., & Mikuła, J. (2022). The Influence of Tuff Particles on the Properties of the Sintered Copper Matrix Composite for Application in Resistance Welding Electrodes. Applied Sciences, 12(9), 4477. https://doi.org/10.3390/app12094477