
Characterization of Microstructure, Weld Heat Input, and Mechanical Properties of Mg–Al–Zn Alloy GTA Weldments

 , ,
, , 
 and
and
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
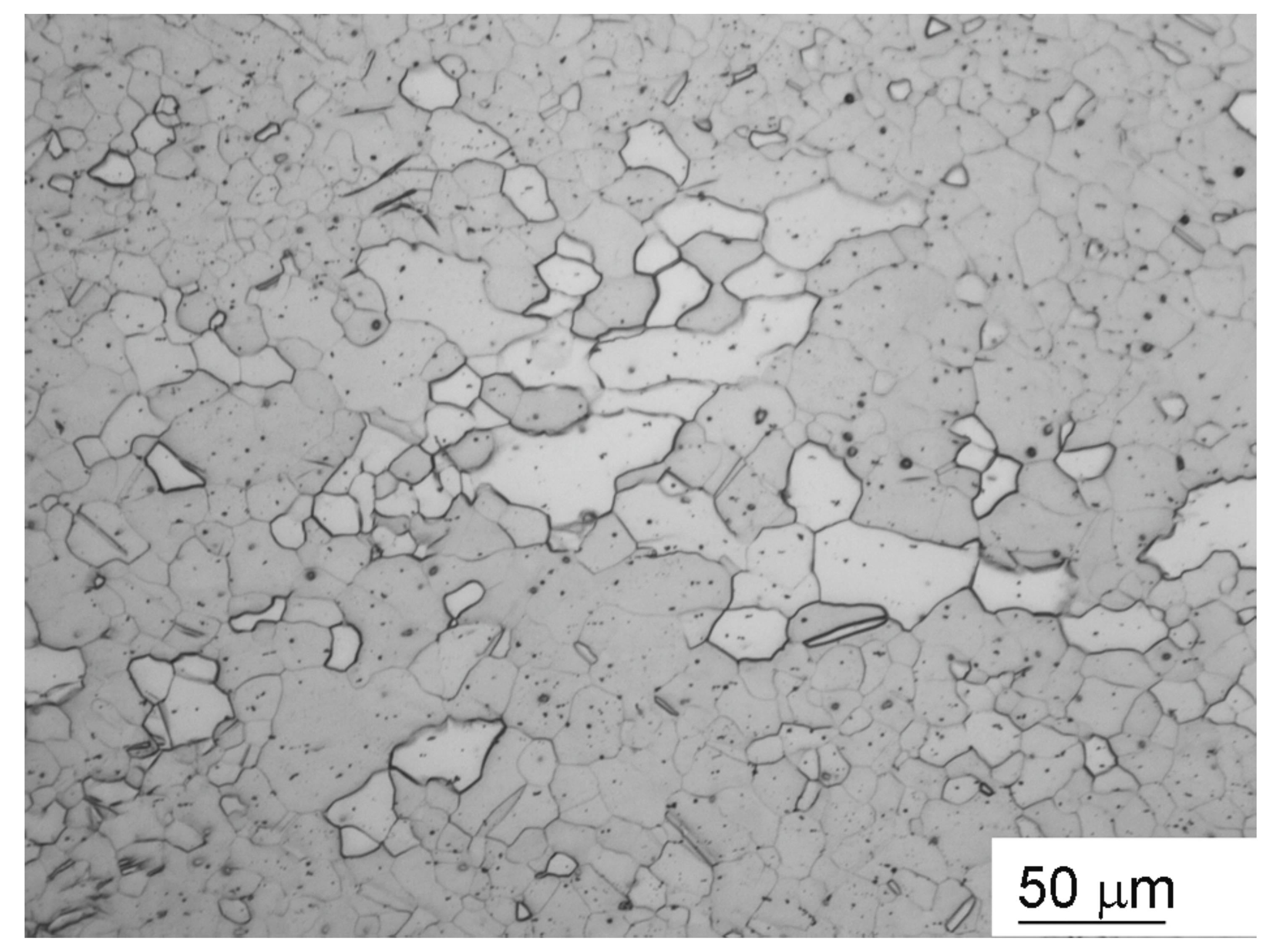
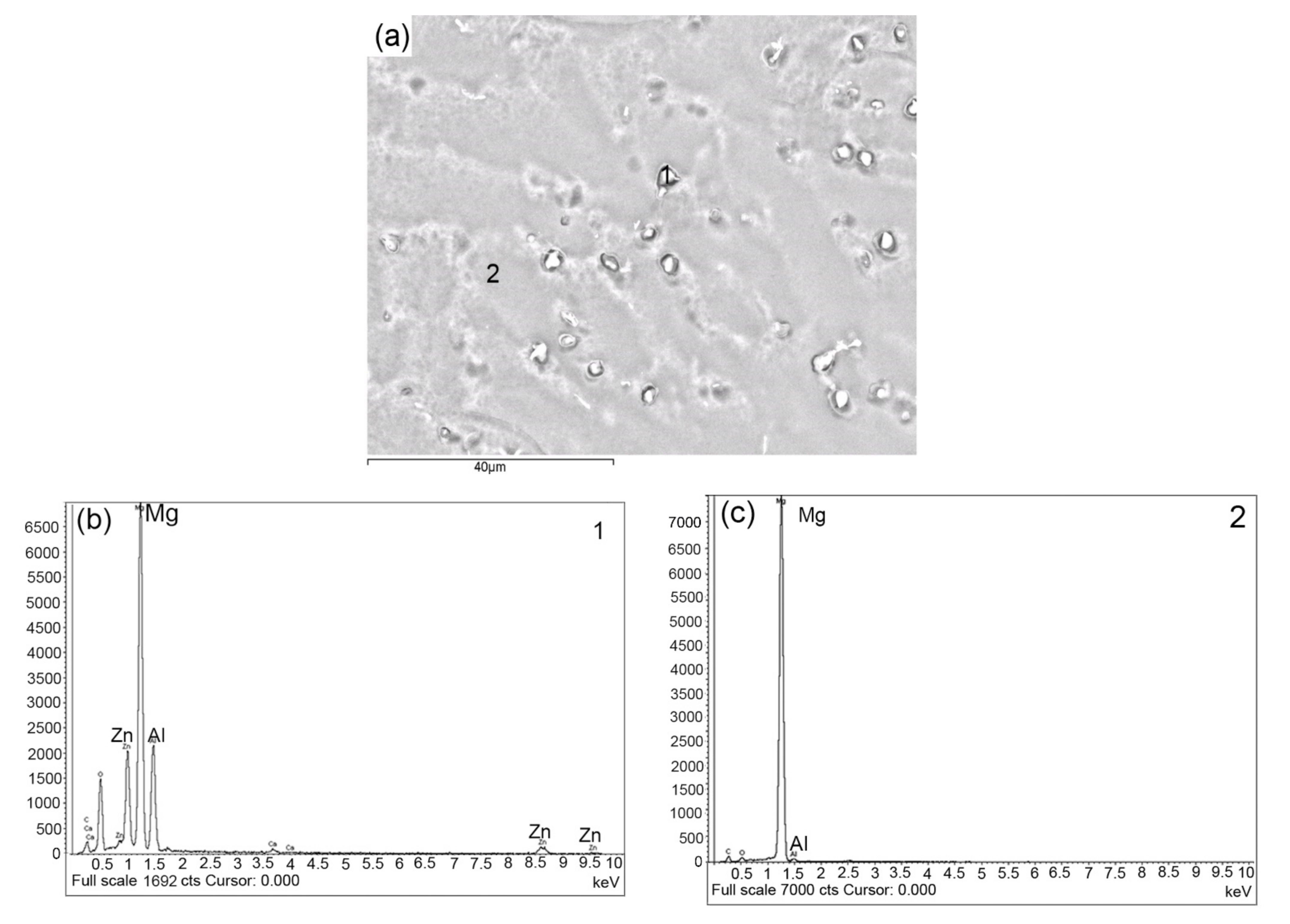
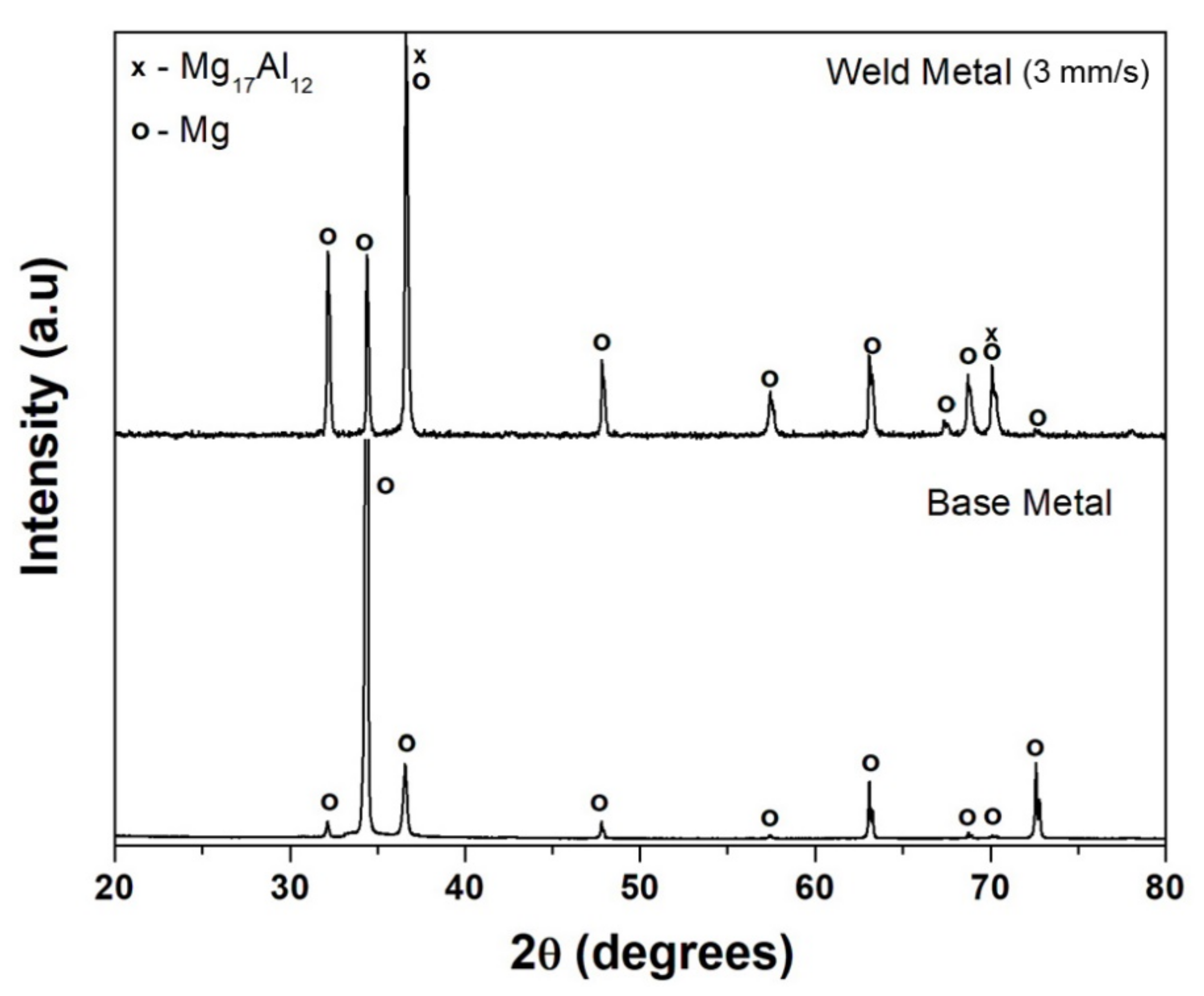
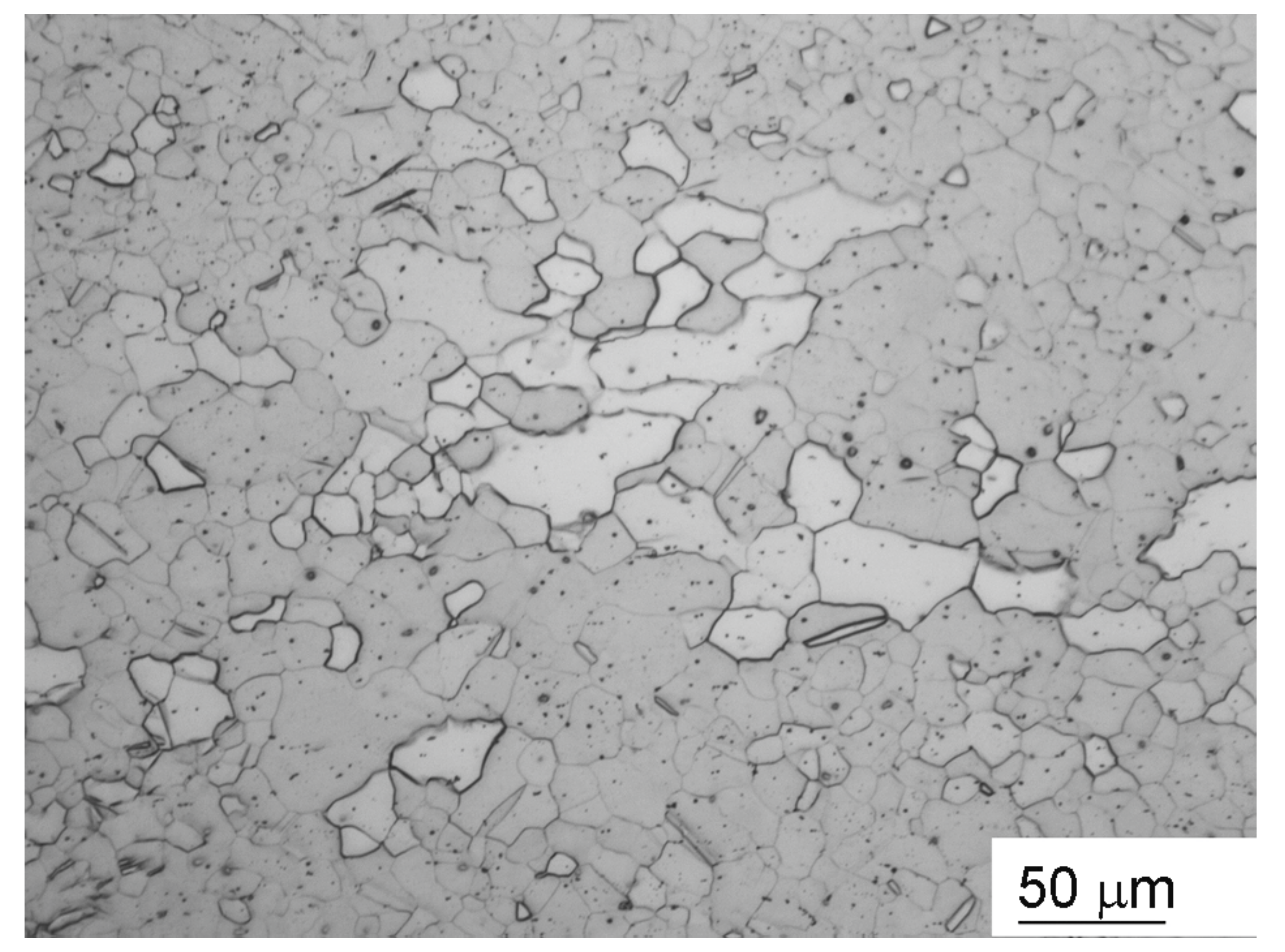
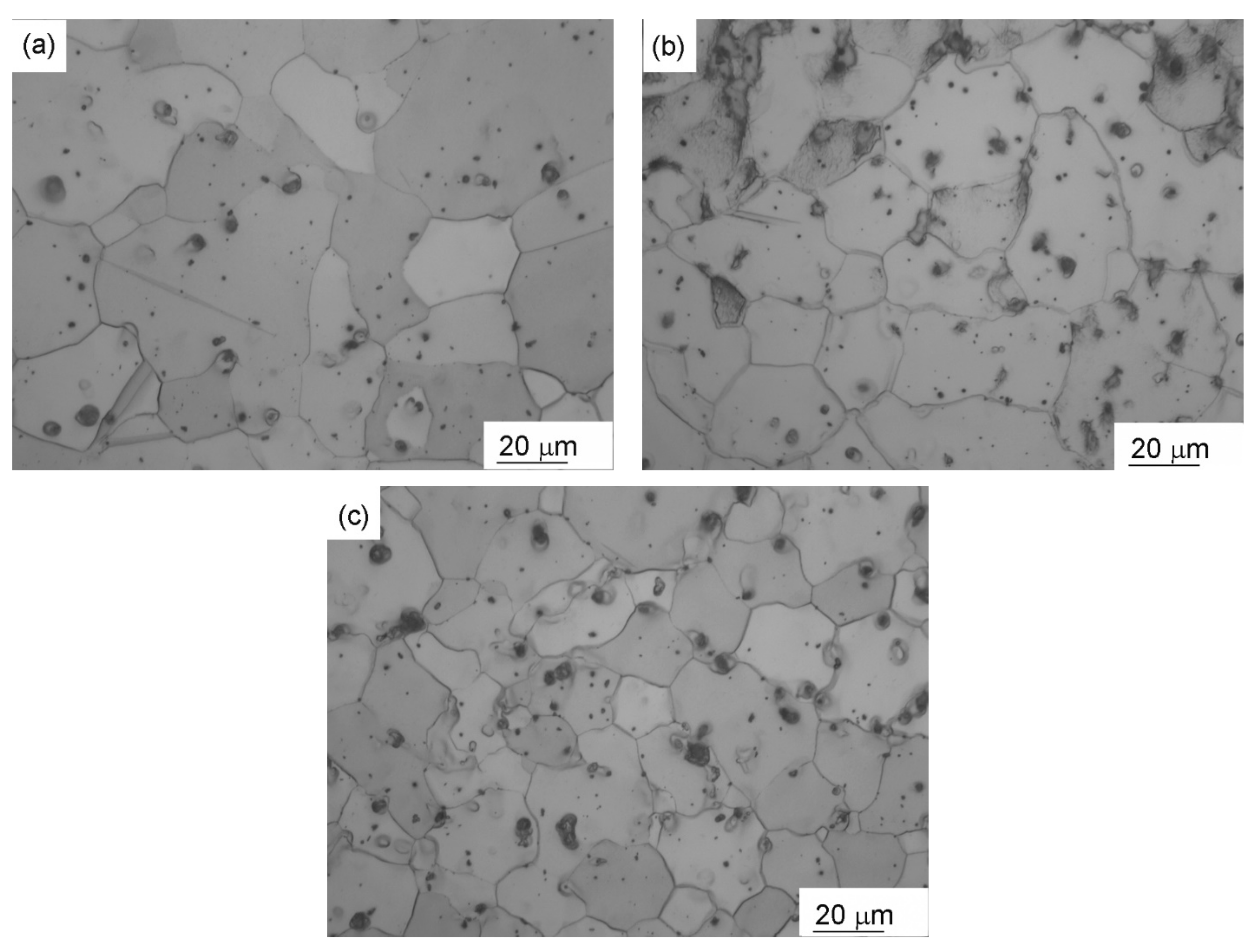
3.1. Base Metal Microstructure
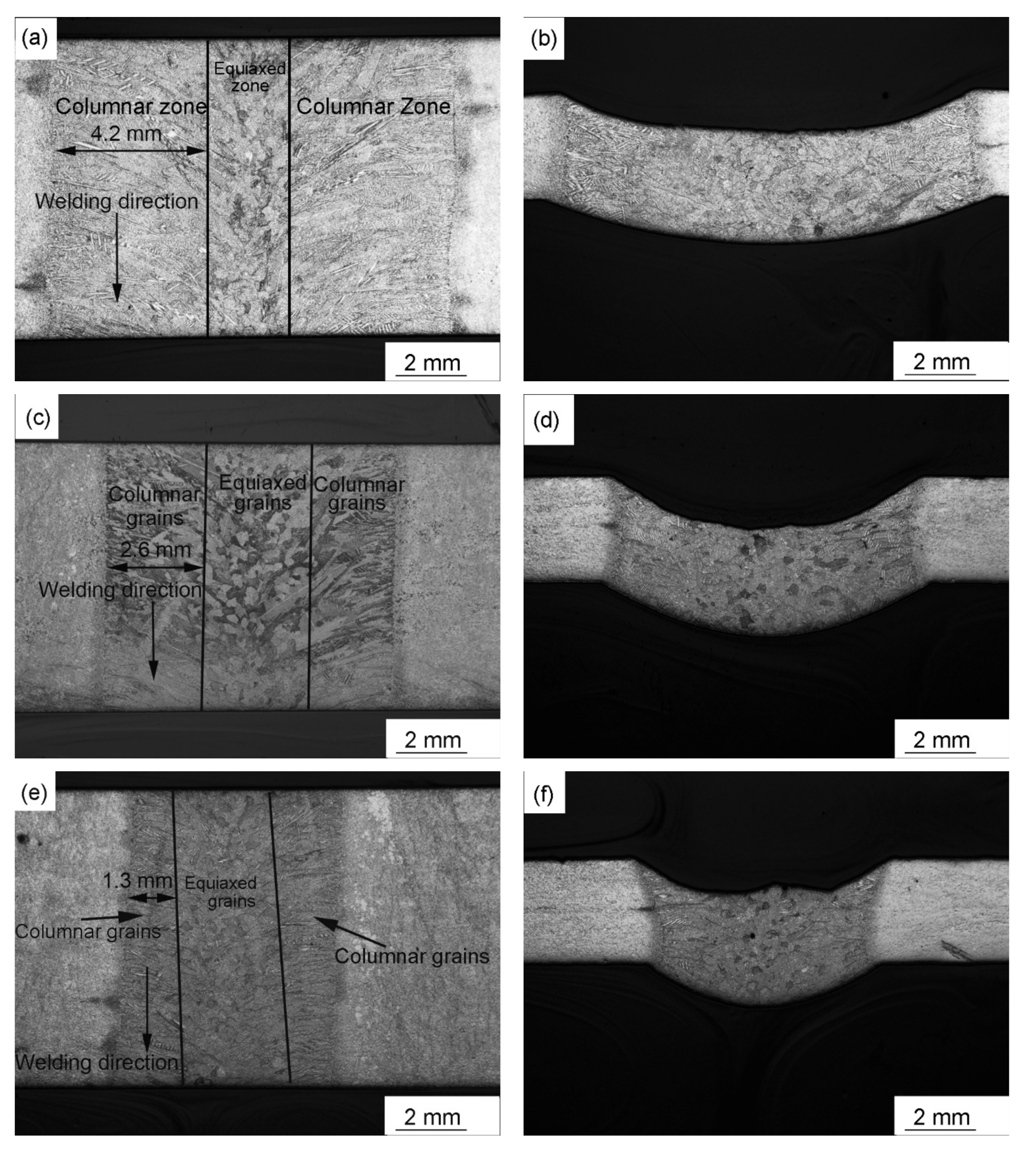
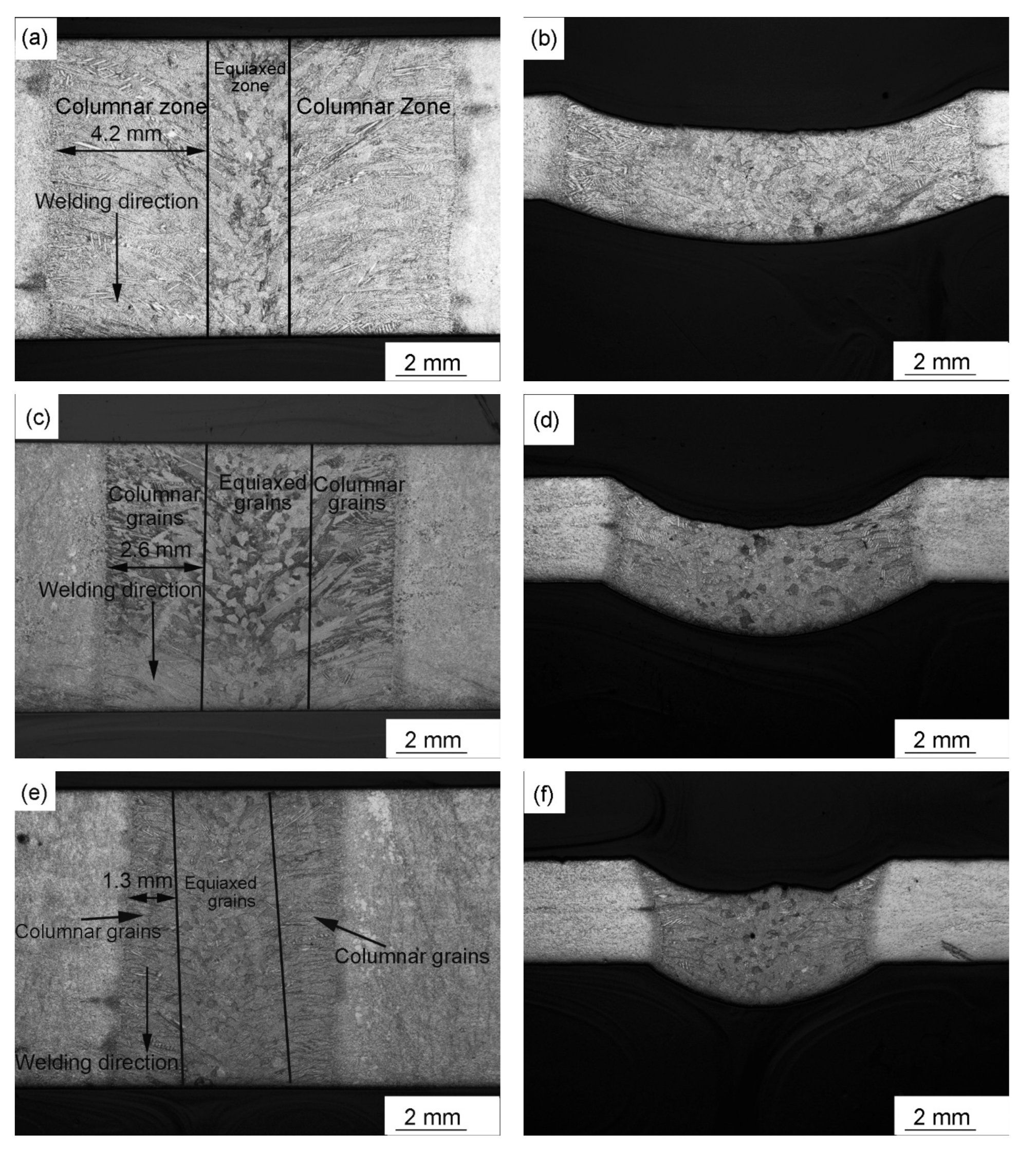
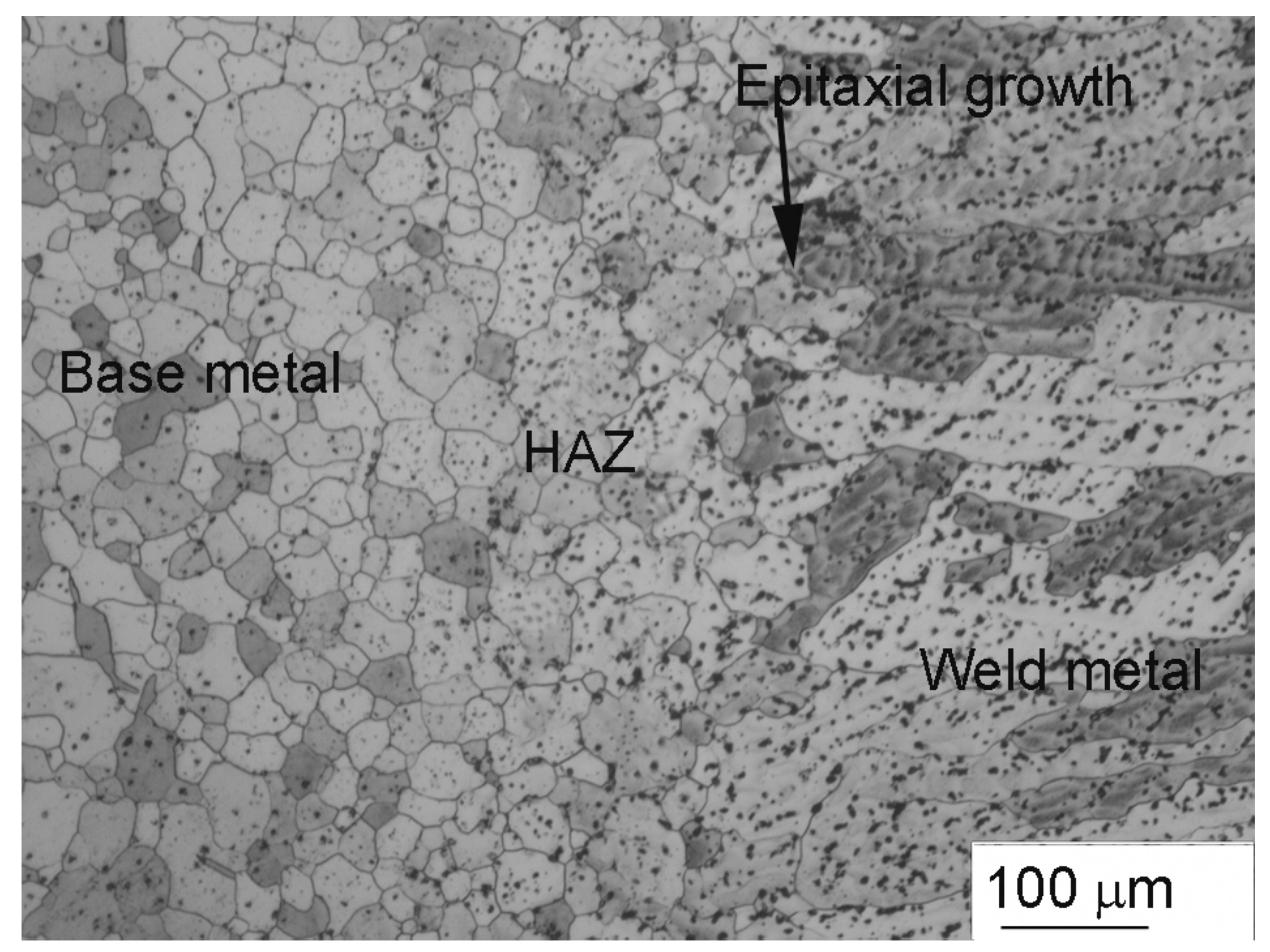
3.2. Weld Zone Macrostructure
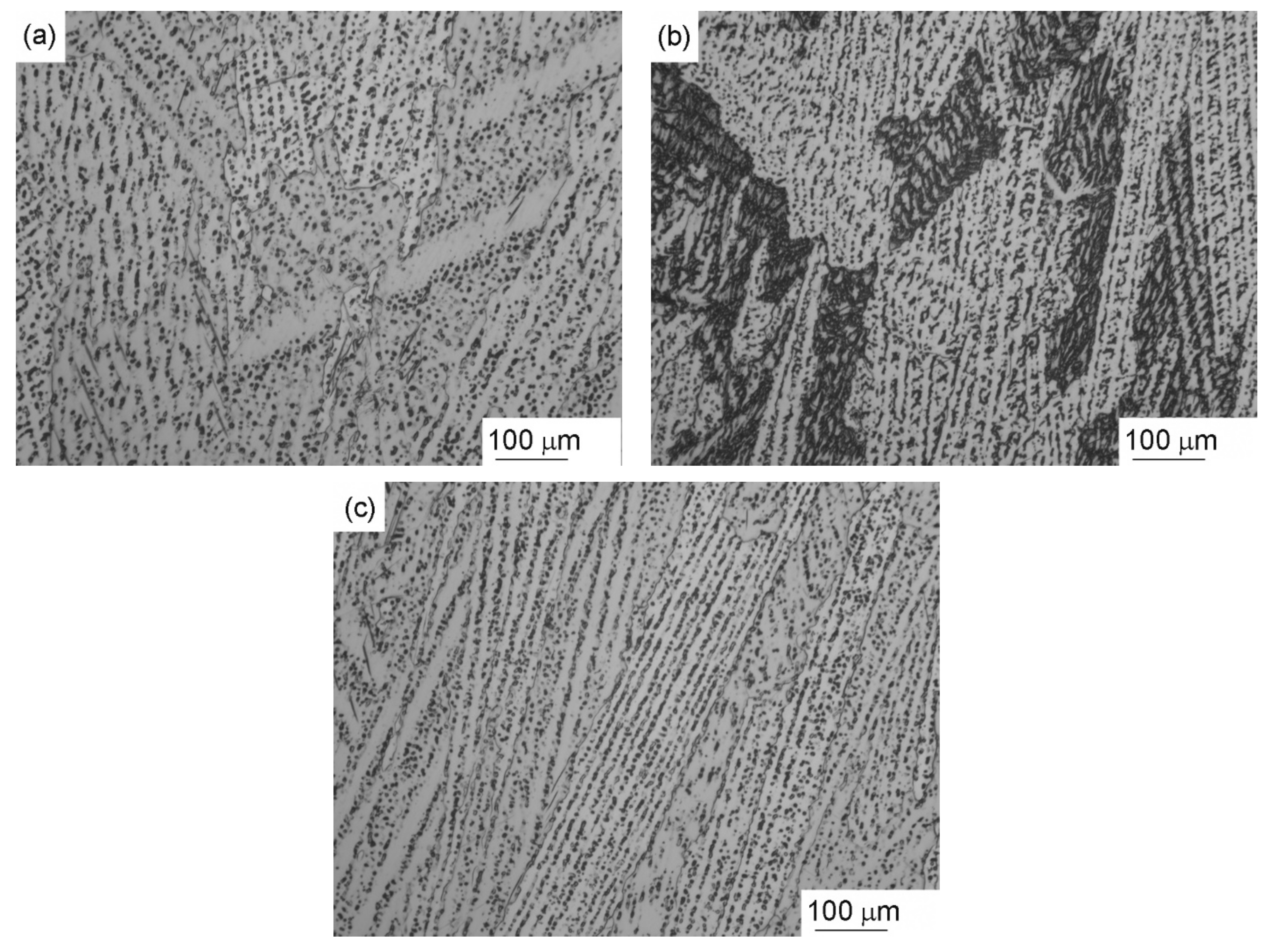
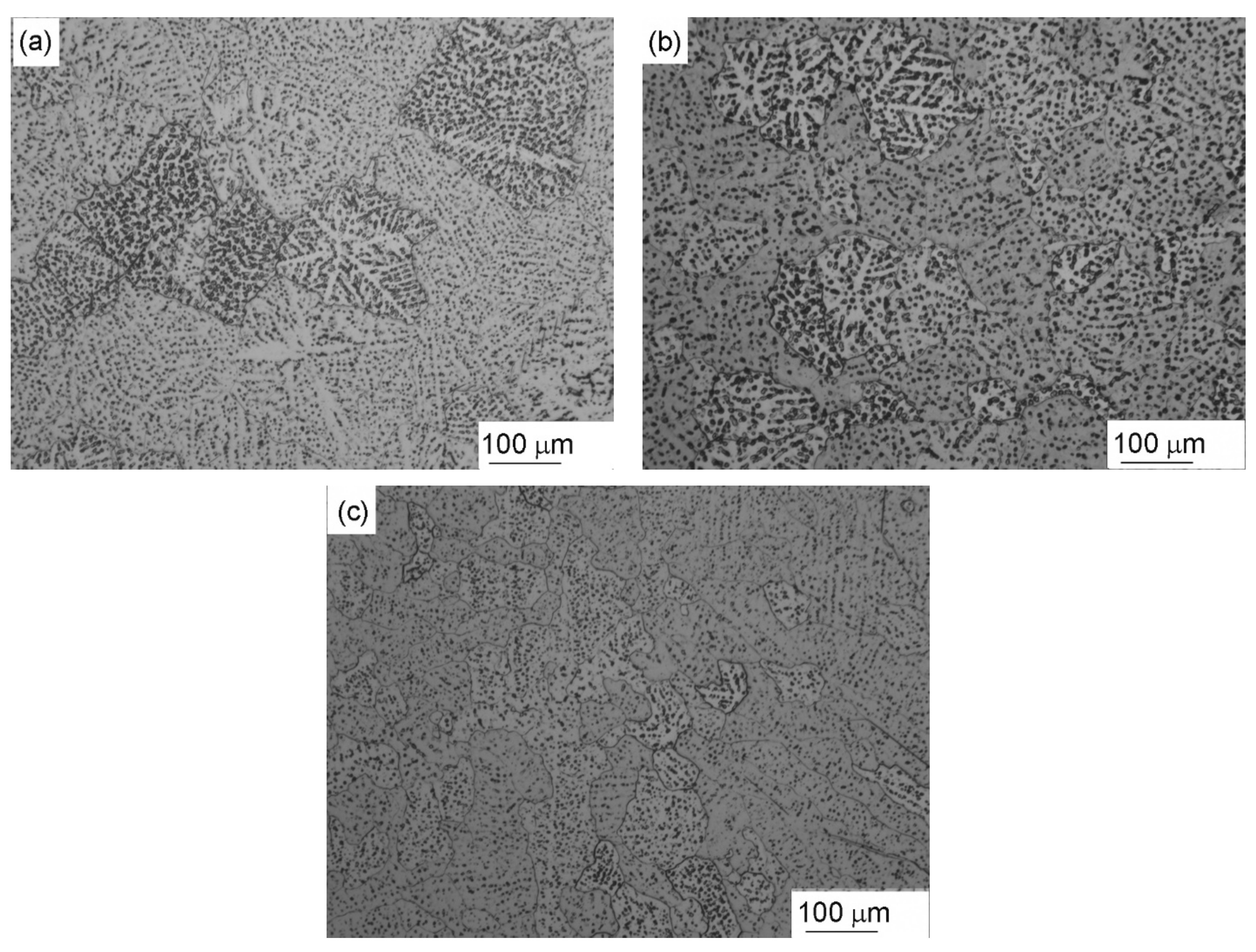
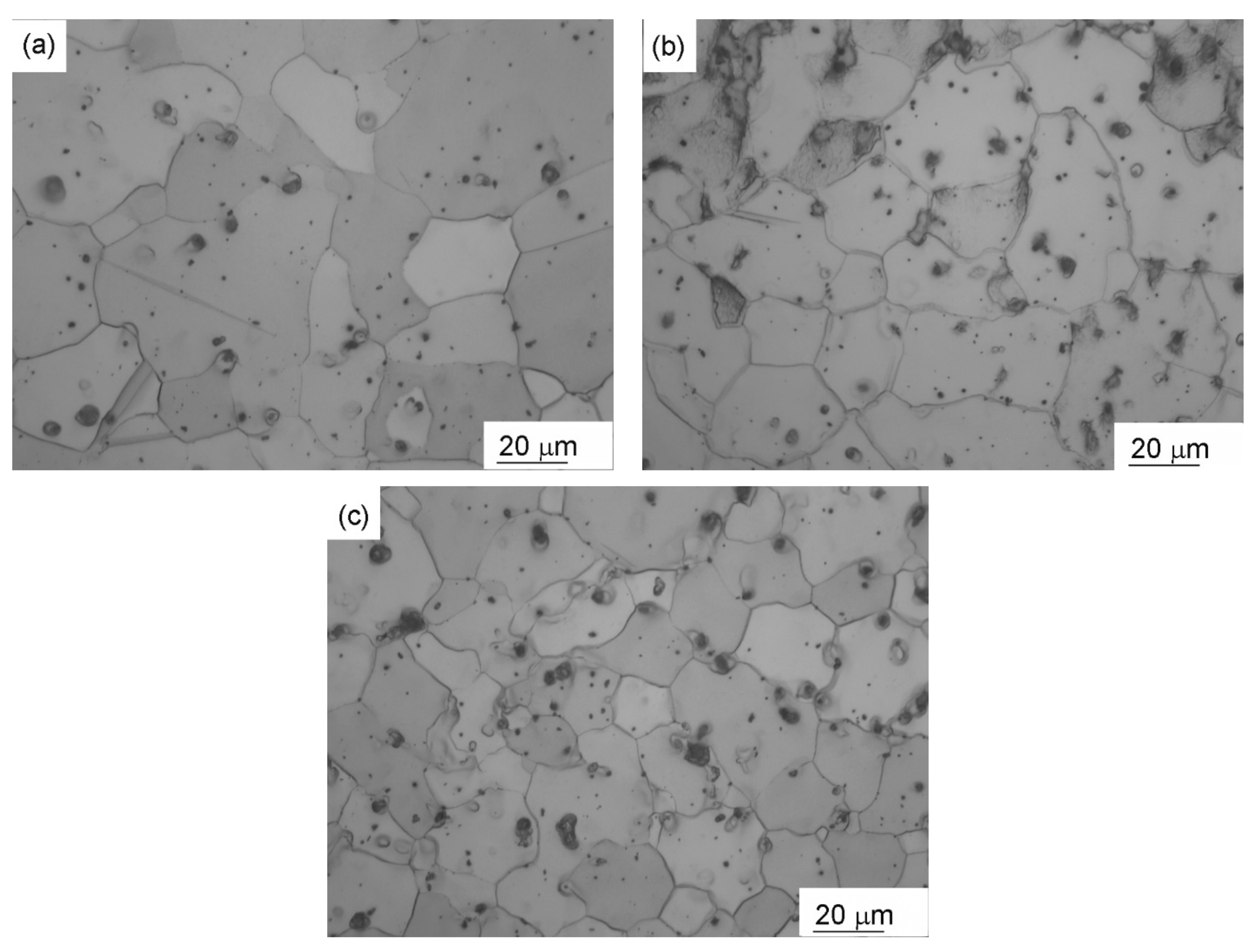
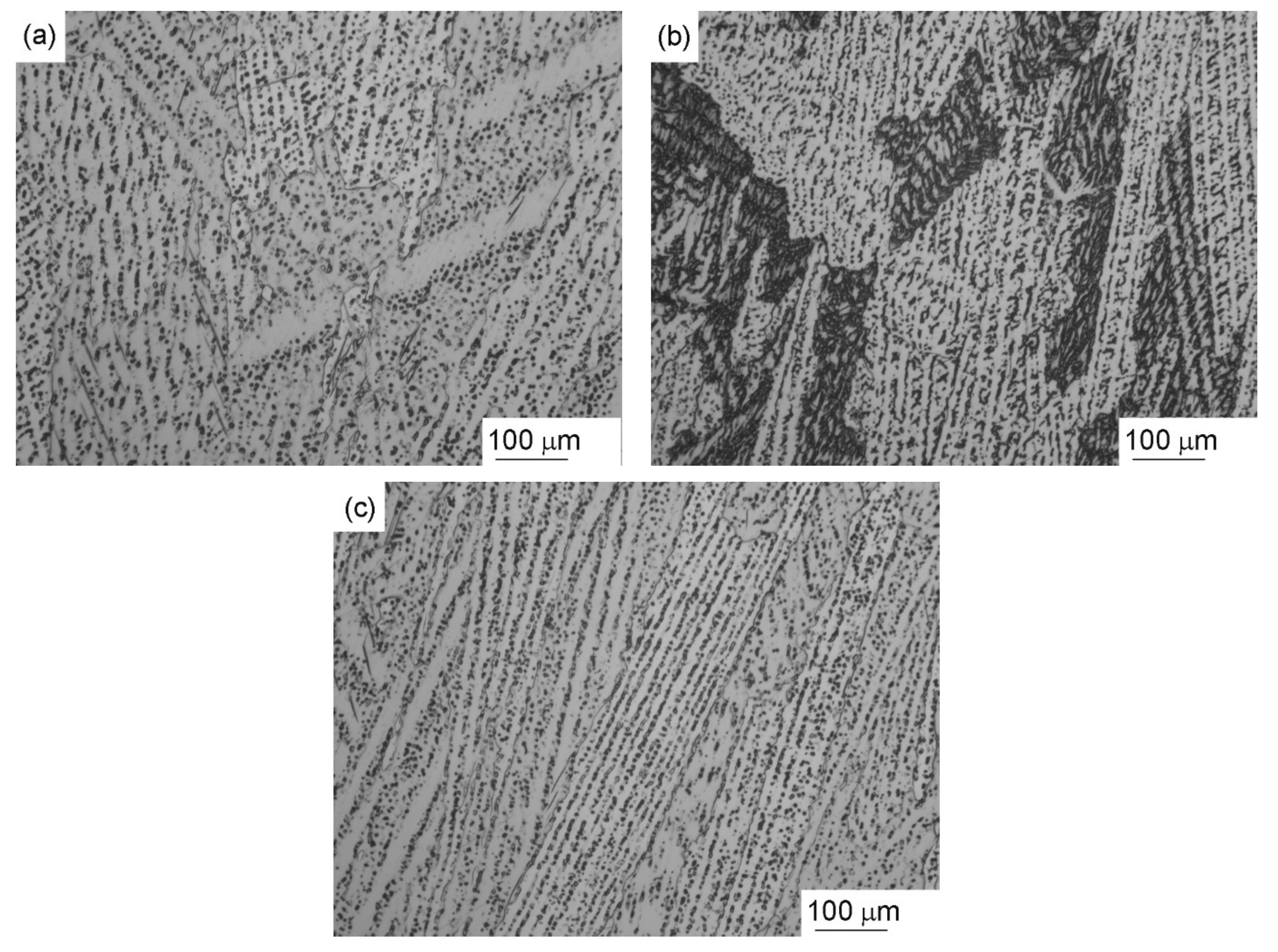
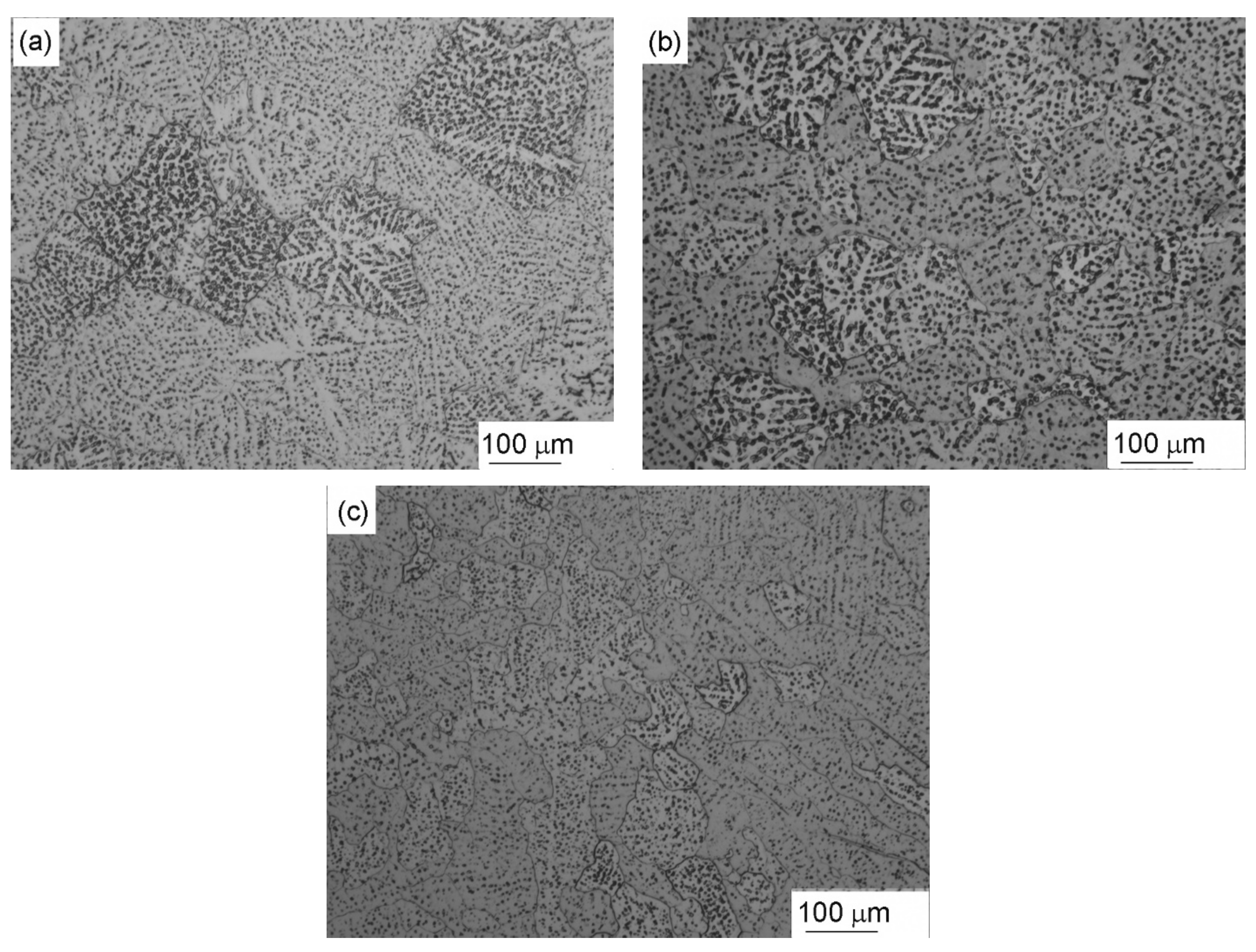
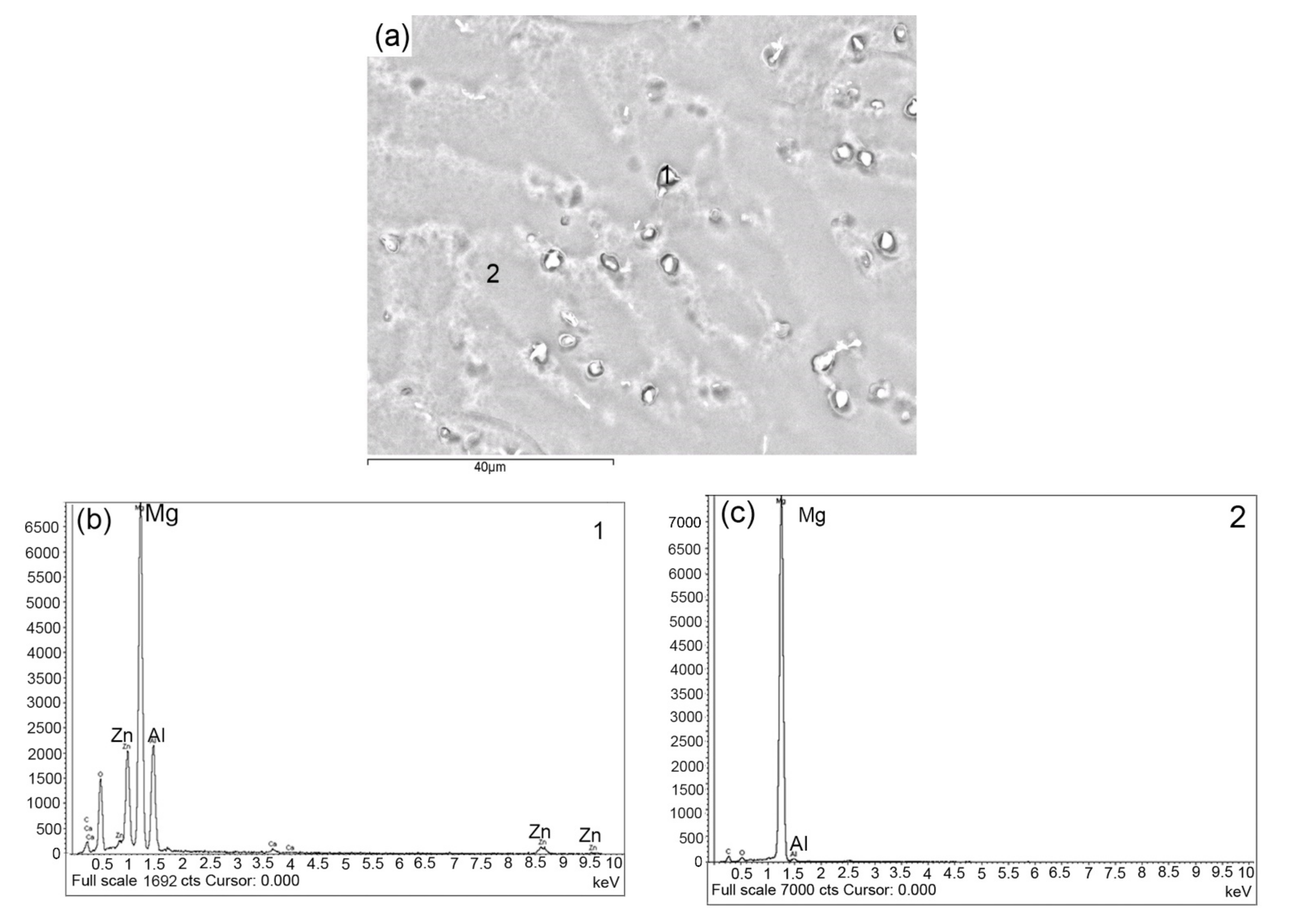
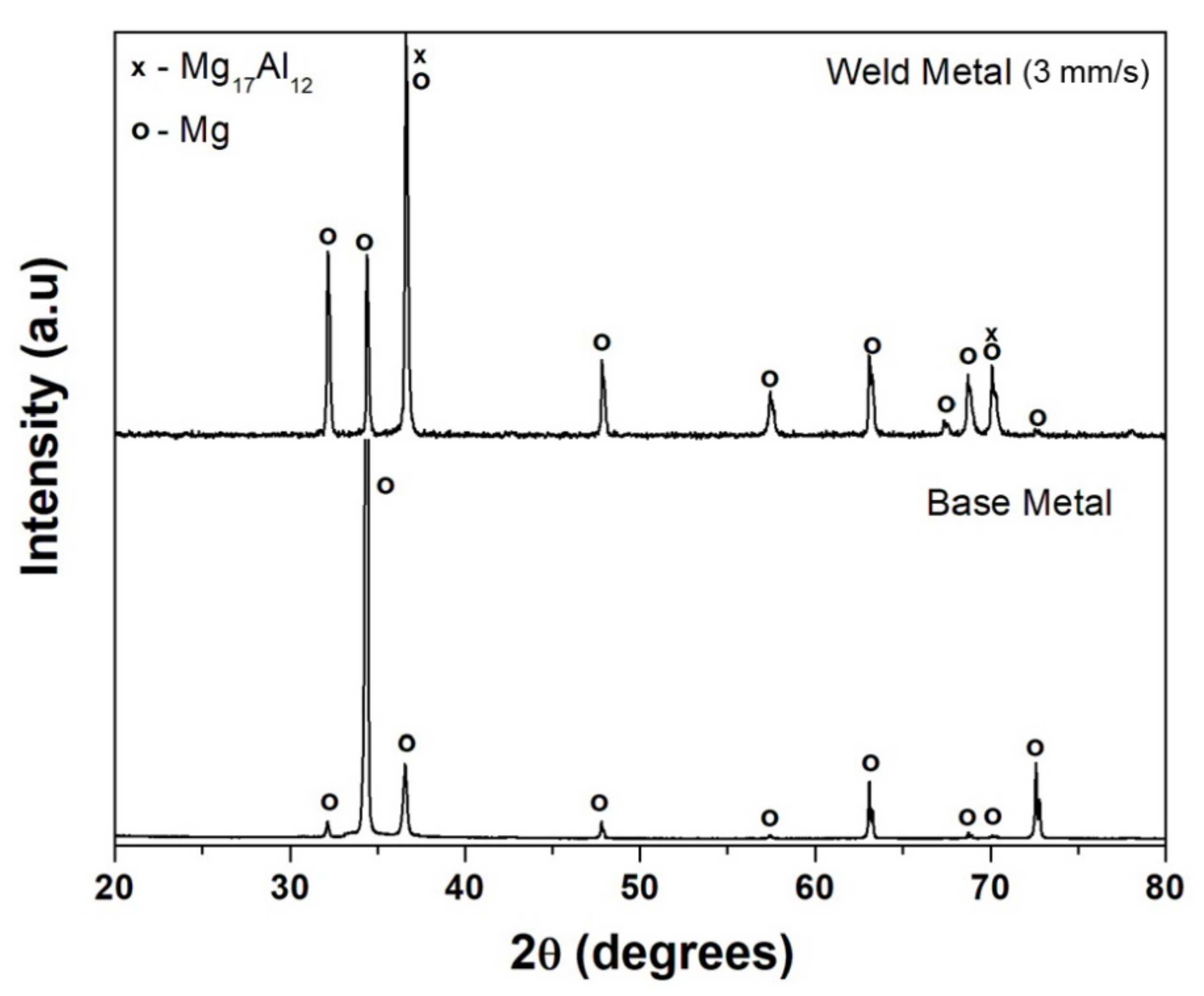
3.3. Weld Zone Microstructure
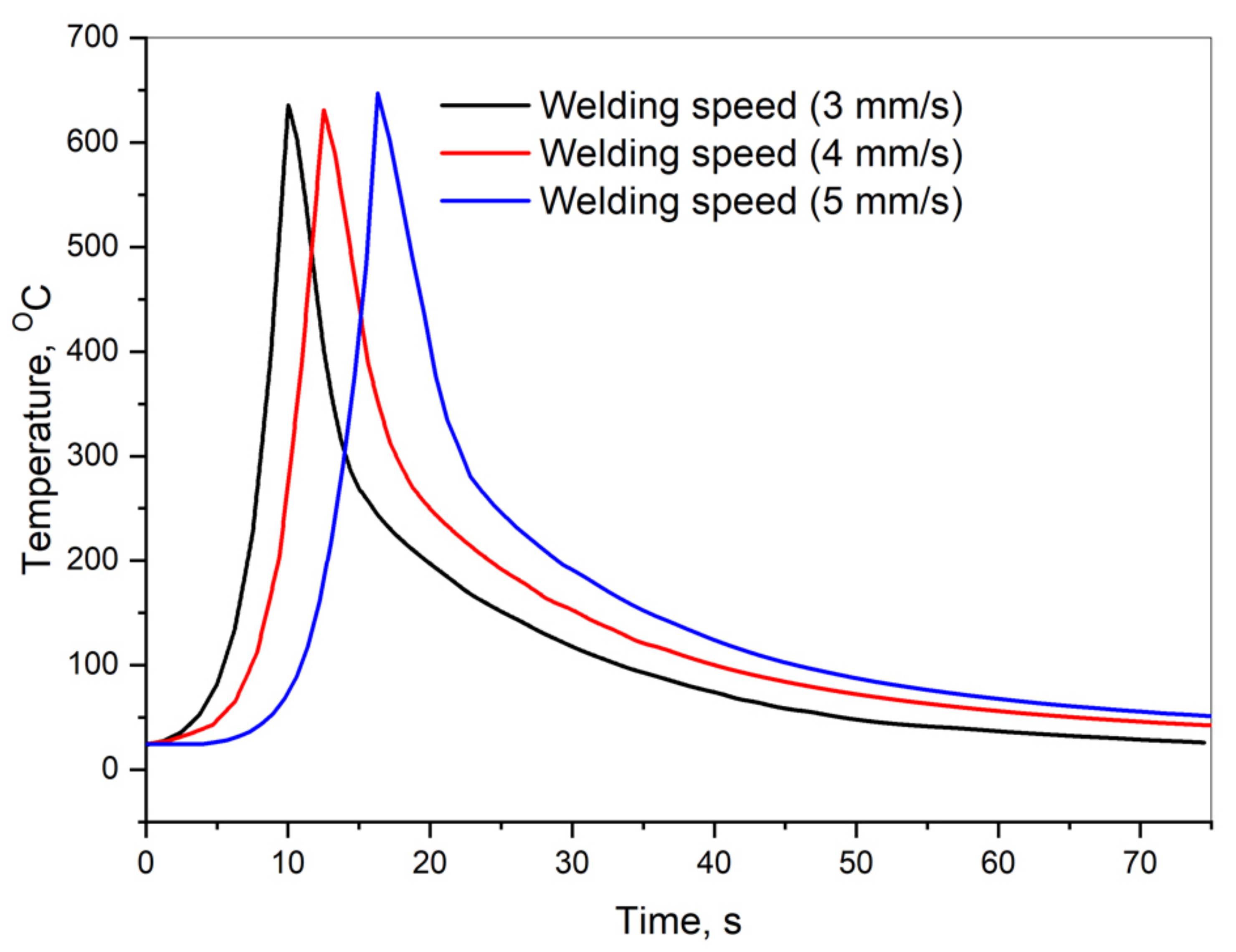
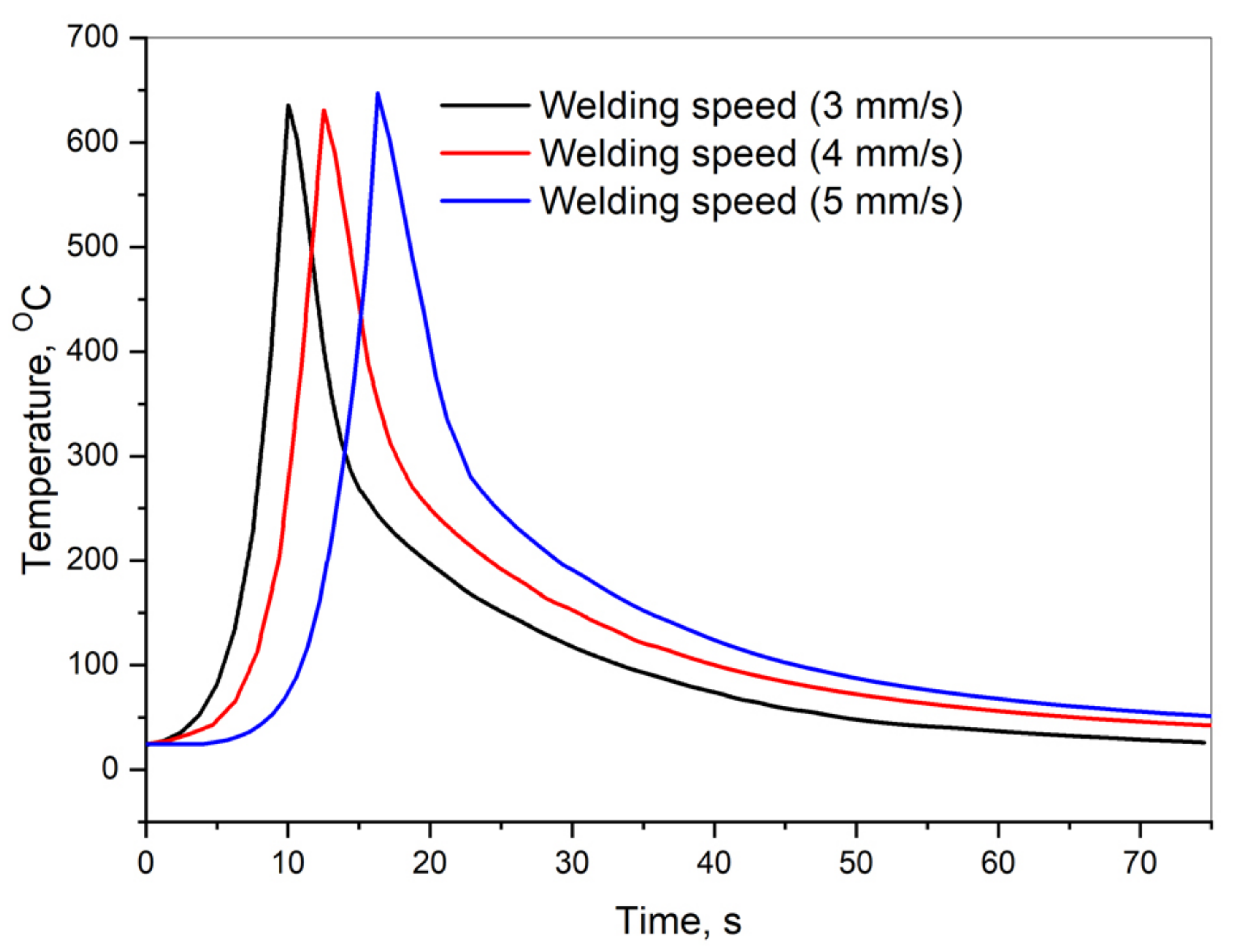
3.4. Thermal Profile
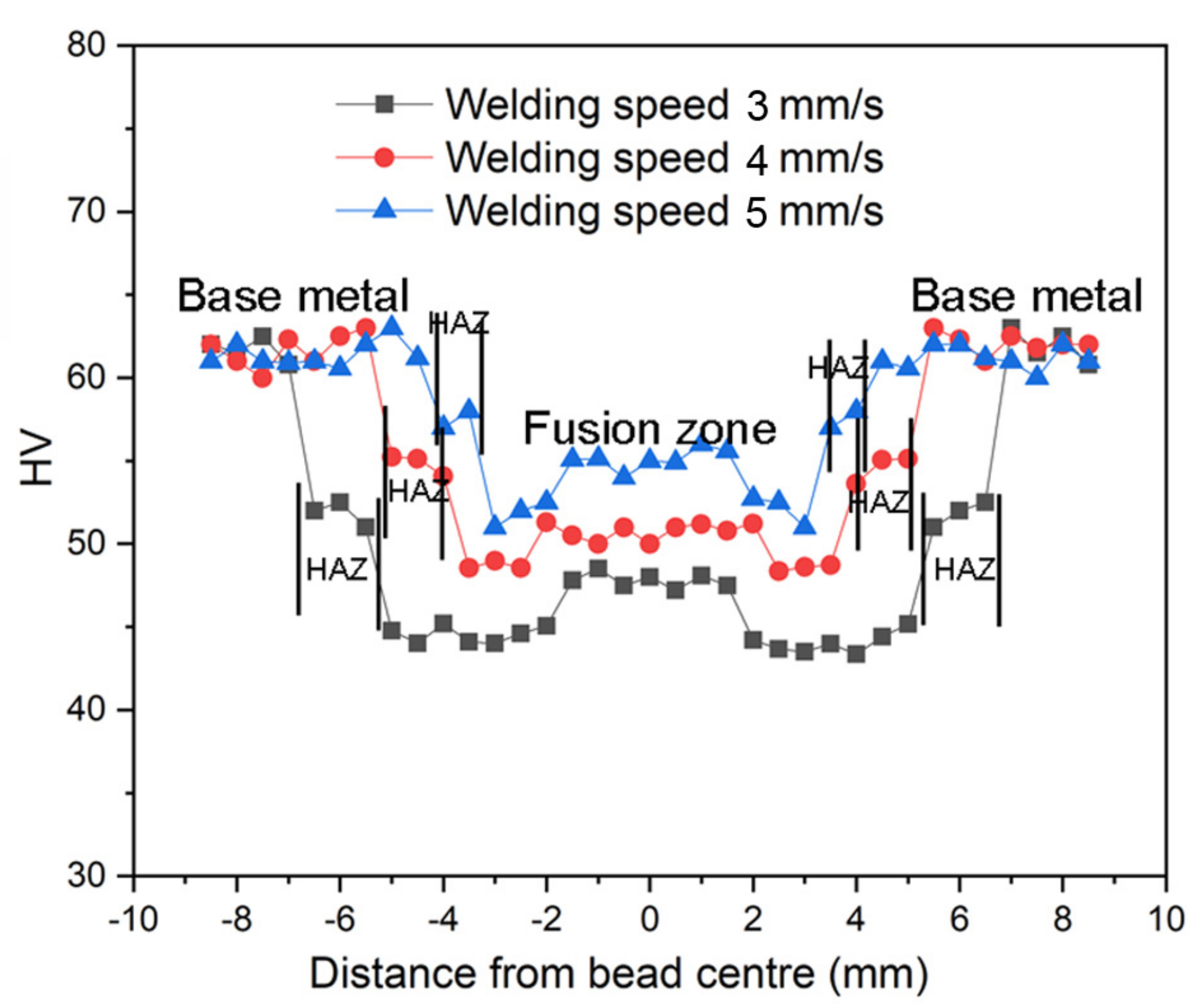
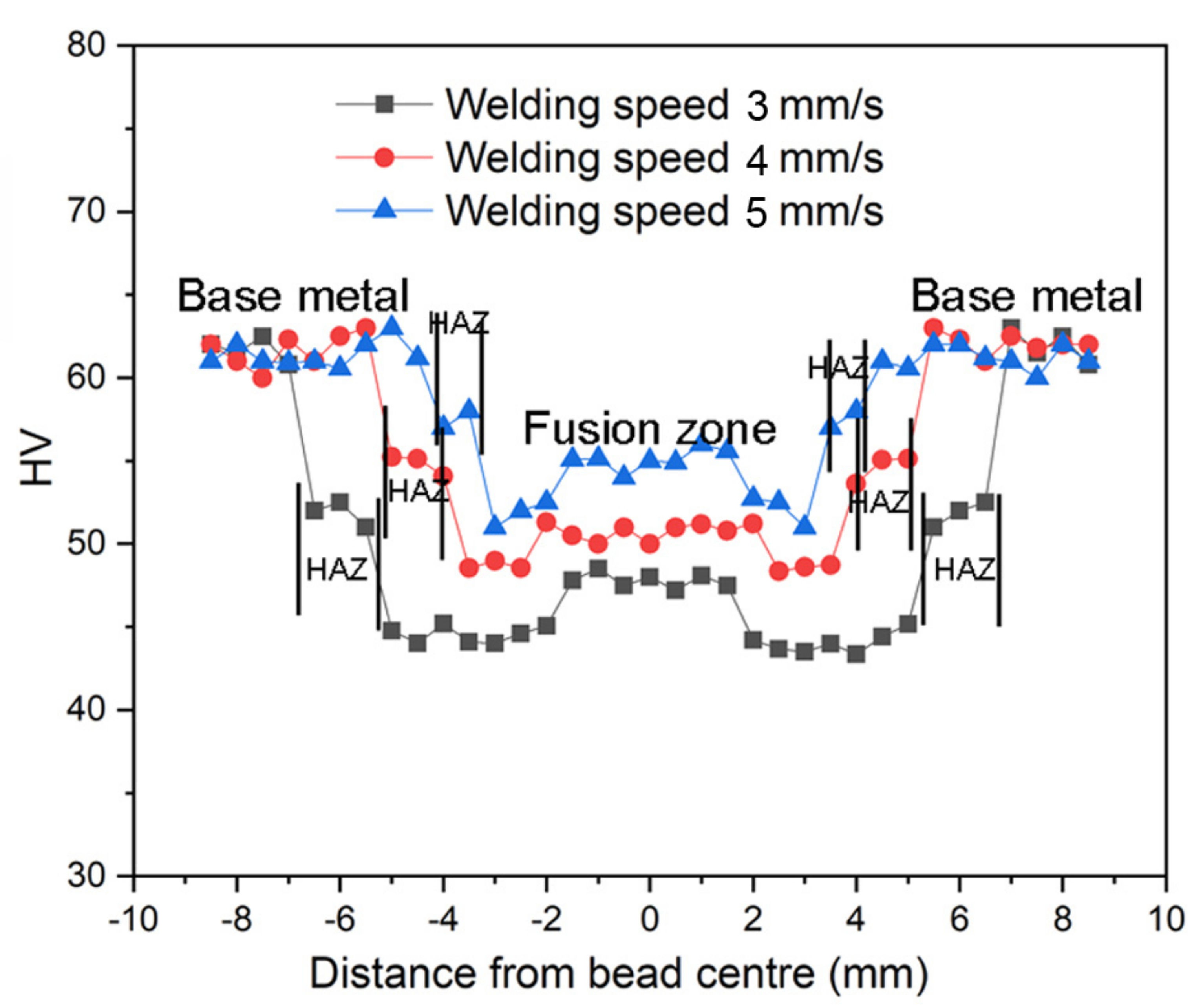
3.5. Hardness
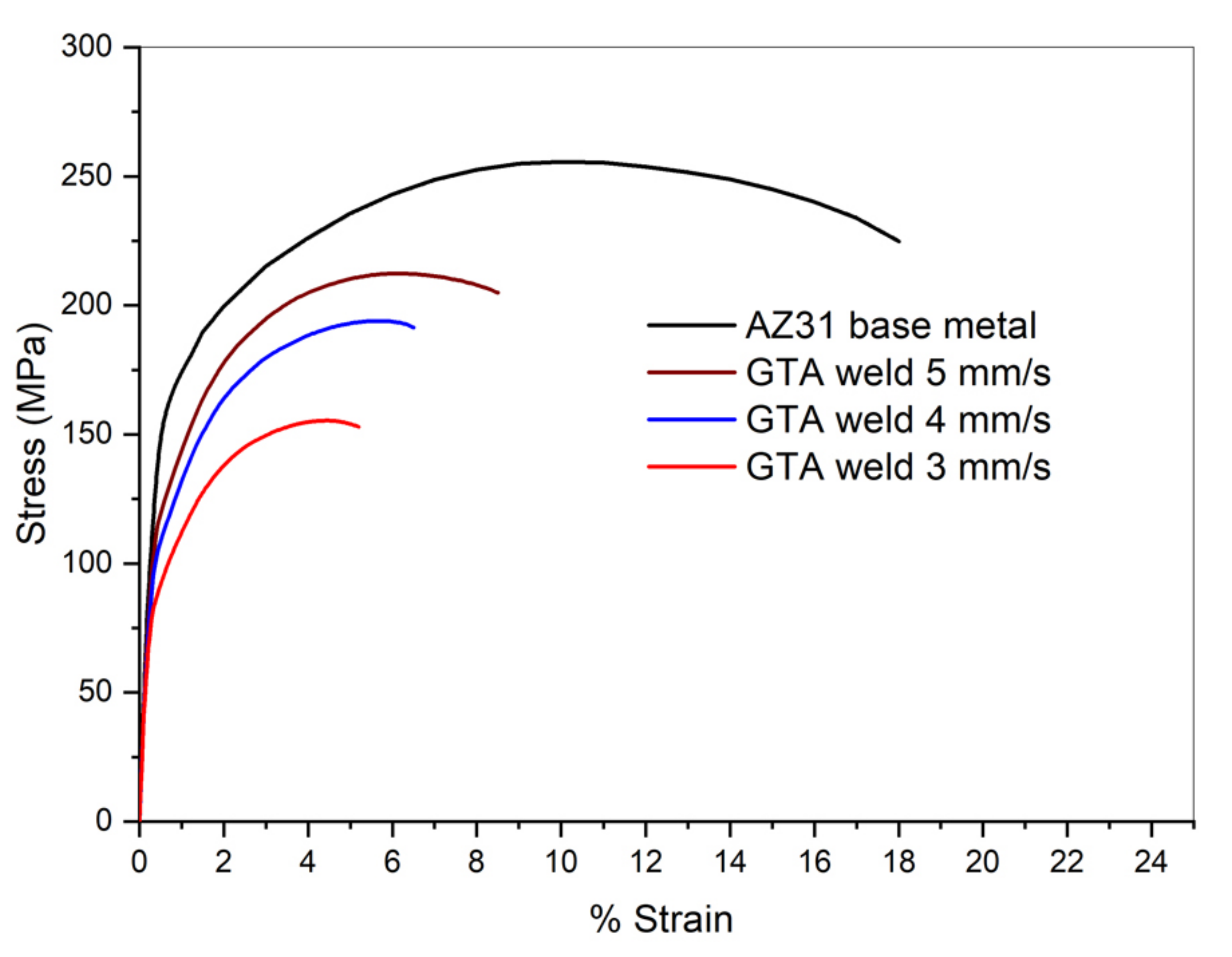
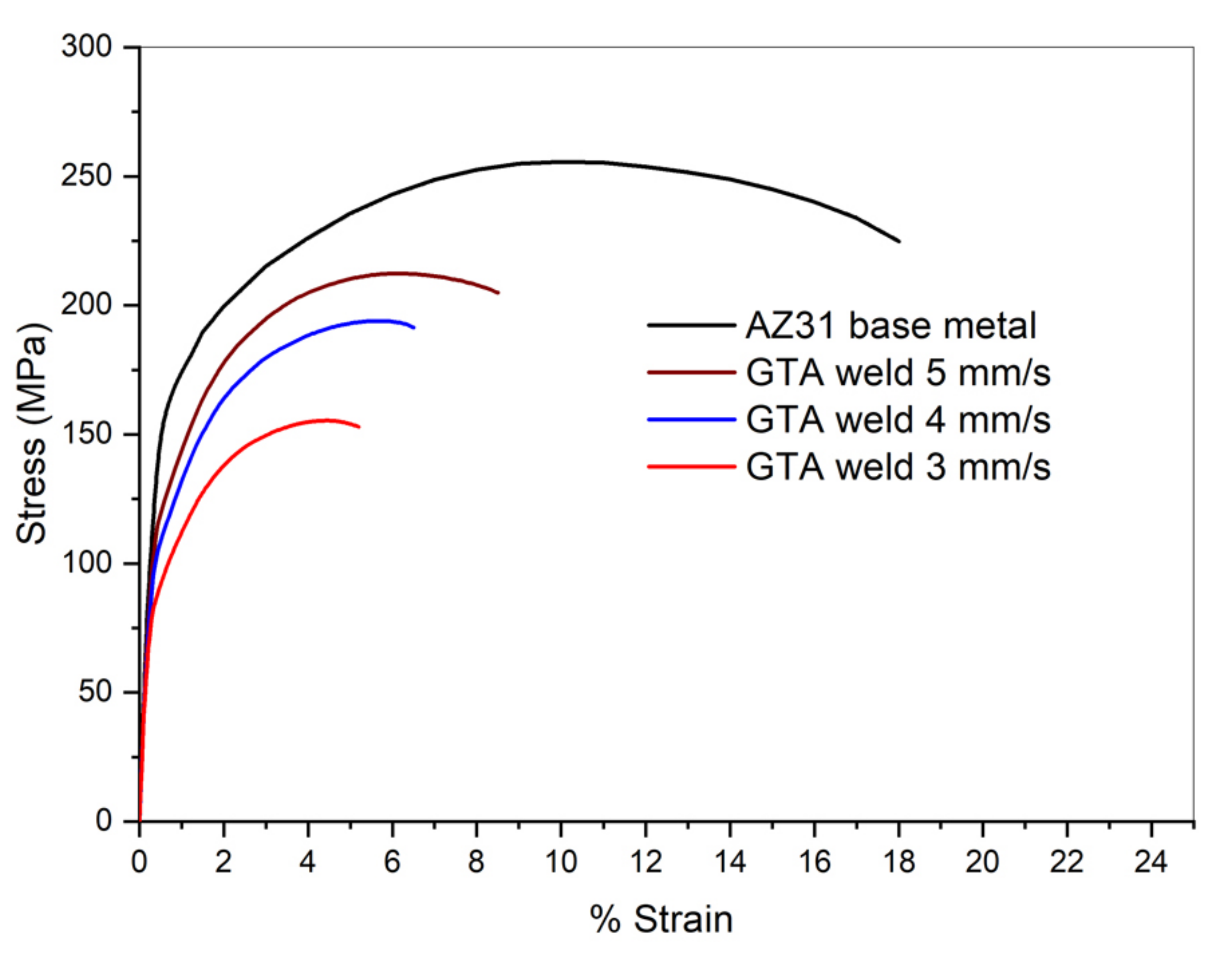
3.6. Tensile Properties
4. Conclusions
- The GTA welding technique produced sound AZ31 Mg weldments, without any defects, such as solidification cracking or liquation cracking, except in a few scattered pores;
- The microstructural examination of the fusion zone reveals that the average grain size of the equiaxed zone decreases with increasing welding speed;
- The welds prepared with high welding speed (low heat input) exhibit improved strength and ductility compared with low welding speeds, due to finer equiaxed dendritic grains;
- The welds prepared with low welding speed exhibit a reduction in strength and ductility compared with high welding speed. This is attributed to the coarse columnar dendrites present in the fusion zone. However, the AZ31 base metal exhibits good strength and ductility values compared with all welded joints, due to the work hardening effect of the wrought base metal;
- Increased welding speed lowers the heat input and increases the cooling rates, thereby reducing the temperature gradient G, and increasing constitutional supercooling, to allow more nuclei to survive and grow into fine equiaxed dendritic grains in the fusion zone.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Polmear, I.J. Magnesium Alloys and Applications. Mater. Sci. Technol. 1994, 10, 1–16. [Google Scholar] [CrossRef]
- Mordike, B.L.; Ebert, T. Magnesium: Properties—Applications—Potential. Mater. Sci. Eng. A 2001, 302, 37–45. [Google Scholar] [CrossRef]
- Yoo, M.H.; Agnew, S.R.; Morris, J.R.; Ho, K.M. Non-Basal Slip Systems in HCP Metals and Alloys: Source Mechanisms. Mater. Sci. Eng. A 2001, 319–321, 87–92. [Google Scholar] [CrossRef]
- Partridge, P.G. The Crystallography and Deformation Modes of Hexagonal Close-Packed Metals. Metall. Rev. 1967, 12, 169–194. [Google Scholar] [CrossRef]
- Asahina, T.; Tokisue, H.; Katoh, K. Solidification Crack Sensitivity of TIG Welded AZ 31 Magnesium Alloy. Keikinzoku 1999, 49, 595–599. [Google Scholar]
- Zhang, H.T.; Song, J.Q. Microstructural Evolution of Aluminum/Magnesium Lap Joints Welded Using MIG Process with Zinc Foil as an Interlayer. Mater. Lett. 2011, 65, 3292–3294. [Google Scholar] [CrossRef]
- Campanelli, L.C.; Suhuddin, U.F.H.; Antonialli, A.Í.S.; dos Santos, J.F.; de Alcântara, N.G.; Bolfarini, C. Metallurgy and Mechanical Performance of AZ31 Magnesium Alloy Friction Spot Welds. J. Mater. Process. Technol. 2013, 213, 515–521. [Google Scholar] [CrossRef] [Green Version]
- Liu, L.M.; Ren, D.X. Effect of Adhesive on Molten Pool Structure and Penetration in Laser Weld Bonding of Magnesium Alloy. Opt. Lasers Eng. 2010, 48, 882–887. [Google Scholar] [CrossRef]
- Cao, X.; Jahazi, M.; Immarigeon, J.P.; Wallace, W. A Review of Laser Welding Techniques for Magnesium Alloys. J. Mater. Process. Technol. 2006, 171, 188–204. [Google Scholar] [CrossRef]
- Luo, Y.; Ye, H.; Du, C.; Xu, H. Influence of Focusing Thermal Effect upon AZ91D Magnesium Alloy Weld during Vacuum Electron Beam Welding. Vacuum 2012, 86, 1262–1267. [Google Scholar] [CrossRef]
- Behravesh, S.B.; Jahed, H.; Lambert, S. Characterization of Magnesium Spot Welds under Tensile and Cyclic Loadings. Mater. Des. 2011, 32, 4890–4900. [Google Scholar] [CrossRef] [Green Version]
- Wagner, D.C.; Yang, Y.K.; Kou, S. Spatter and Porosity in Gas-Metal Arc Welding of Magnesium Alloys: Mechanisms and Elimination. Weld. J. 2013, 92, 347s–362s. [Google Scholar]
- Chai, X.; Yang, Y.; Carlson, B.; Kou, S. Gas Metal Arc Welding of Magnesium Alloys: Oxide Films, High Crowns, and Fingers. Weld. J. 2015, 94, 16S–33S. [Google Scholar]
- Yuan, T.; Chai, X.; Luo, Z.; Kou, S. Predicting Susceptibility of Magnesium Alloys to Weld-Edge Cracking. Acta Mater. 2015, 90, 242–251. [Google Scholar] [CrossRef]
- Sun, Z.; Pan, D.; Wei, J. Comparative Evaluation of Tungsten Inert Gas and Laser Welding of AZ31 Magnesium Alloy. Sci. Technol. Weld. Join. 2002, 7, 343–351. [Google Scholar] [CrossRef]
- Kishore Babu, N.; Cross, C.E. Grain Refinement of AZ31 Magnesium Alloy Weldments by AC Pulsing Technique. Met. Mater. Trans. A 2012, 43, 4145–4154. [Google Scholar] [CrossRef]
- Wen, T.; Liu, S.; Chen, S.; Liu, L.; Yang, C. Influence of High Frequency Vibration on Microstructure and Mechanical Properties of TIG Welding Joints of AZ31 Magnesium Alloy. Trans. Nonferrous Met. Soc. China 2015, 25, 397–404. [Google Scholar] [CrossRef]
- Yuan, T.; Luo, Z.; Kou, S. Grain Refining of Magnesium Welds by Arc Oscillation. Acta Mater. 2016, 116, 166–176. [Google Scholar] [CrossRef] [Green Version]
- Quan, Y.J.; Chen, Z.H.; Gong, X.S.; Yu, Z.H. Effects of Heat Input on Microstructure and Tensile Properties of Laser Welded Magnesium Alloy AZ31. Mater. Charact. 2008, 59, 1491–1497. [Google Scholar] [CrossRef]
- Padmanaban, G.; Balasubramanian, V.; Sarin Sundar, J.K. Influences of Welding Processes on Microstructure, Hardness, and Tensile Properties of AZ31B Magnesium Alloy. J. Mater. Eng. Perform. 2010, 19, 155–165. [Google Scholar] [CrossRef]
- Liu, L.; Dong, C. Gas Tungsten-Arc Filler Welding of AZ31 Magnesium Alloy. Mater. Lett. 2006, 60, 2194–2197. [Google Scholar] [CrossRef]
- Subravel, V.; Padmanaban, G.; Balasubramanian, V. Effect of Welding Speed on Microstructural Characteristics and Tensile Properties of GTA Welded AZ31B Magnesium Alloy. Trans. Nonferrous Met. Soc. China 2014, 24, 2776–2784. [Google Scholar] [CrossRef]
- Burden, M.H.; Hunt, J.D. A Mechanism for the Columnar to Equiaxed Transition in Castings or Ingots. Metall. Trans. A 1975, 6, 240–241. [Google Scholar] [CrossRef]
- Pearce, B.P.; Kerr, H.W. Grain Refinement in Magnetically Stirred GTA Welds of Aluminum Alloys. Met. Mater. Trans. B 1981, 12, 479–486. [Google Scholar] [CrossRef]
- Dai, W.-L. Effects of High-Intensity Ultrasonic-Wave Emission on the Weldability of Aluminum Alloy 7075-T6. Mater. Lett. 2003, 57, 2447–2454. [Google Scholar] [CrossRef]
- He, L.; Wu, M.; Li, L.; Hao, H. Ultrasonic Generation by Exciting Electric Arc: A Tool for Grain Refinement in Welding Process. Appl. Phys. Lett. 2006, 89, 131504. [Google Scholar] [CrossRef]
- Zhang, Y.M.; Pan, C.; Male, A.T. Improved Microstructure and Properties of 6061 Aluminum Alloy Weldments Using a Double-Sided Arc Welding Process. Met. Mater. Trans. A 2000, 31, 2537–2543. [Google Scholar] [CrossRef]
- Manti, R.; Dwivedi, D.K.; Agarwal, A. Pulse TIG Welding of Two Al-Mg-Si Alloys. J. Mater. Eng Perform 2008, 17, 667–673. [Google Scholar] [CrossRef]
- Balasubramanian, V.; Ravisankar, V.; Madhusudhan Reddy, G. Effect of Pulsed Current Welding on Mechanical Properties of High Strength Aluminum Alloy. Int. J. Adv. Manuf. Technol. 2008, 36, 254–262. [Google Scholar] [CrossRef]
- Ben-Hamu, G.; Eliezer, D.; Cross, C.E.; Böllinghaus, T. The Relation between Microstructure and Corrosion Behavior of GTA Welded AZ31B Magnesium Sheet. Mater. Sci. Eng. A 2007, 452–453, 210–218. [Google Scholar] [CrossRef]
- Zhao, H.; Debroy, T. Pore Formation during Laser Beam Welding of Die-Cast Magnesium Alloy AM60B—Mechanism and Remedy. Weld. J. 2001, 80, 204–210. [Google Scholar]
- Davies, G.J.; Garland, J.G. Solidification Structures and Properties of Fusion Welds. Int. Metall. Rev. 1975, 20, 83–108. [Google Scholar] [CrossRef]
- Kou, S. Welding Metallurgy, 2nd ed.; INC., Publication: Hoboken, NJ, USA, 2003. [Google Scholar]
- David, S.A.; Vitek, J.M. Correlation between Solidification Parameters and Weld Microstructures. Int. Mater. Rev. 1989, 34, 213–245. [Google Scholar] [CrossRef]
- Murray, J.L. The Al−Mg (Aluminum−Magnesium) System. J. Phase Equilibria 1982, 3, 60. [Google Scholar] [CrossRef]
- Savage, W.F. Solidification, Segregation and Weld Imperfections. Weld. World 1980, 18, 89–114. [Google Scholar]
- Zhang, H.; Hu, S.; Wang, Z.; Liang, Y. The Effect of Welding Speed on Microstructures of Cold Metal Transfer Deposited AZ31 Magnesium Alloy Clad. Mater. Des. 2015, 86, 894–901. [Google Scholar] [CrossRef]
- Busk, R. Magnesium Alloys. In Treatise on Materials Science & Technology; Vasudevan, A.K., Doherty, R.D., Eds.; Elsevier: Amsterdam, The Netherlands, 1989; Volume 31, pp. 663–679. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Al | Mn | Zn | Mg |
|---|---|---|---|
| 2.75 | 0.31 | 0.80 | Balance |
| Alternating Current GTA Welds | |
|---|---|
| Alternating current amplitude | 115 A |
| Arc voltage | 11 V |
| Travel speed | 3, 4, 5 mm/s |
| Frequency | 50 Hz |
| Heat input | 421, 316, 253 J/mm |
| Condition | Welding Speed (mm/s) | Yield Strength (YS), MPa | Ultimate Tensile Strength (UTS), MPa | Elongation (%) |
|---|---|---|---|---|
| AZ31 base metal | - | 210 ± 5 | 255 ± 8 | 17 ± 1 |
| AZ31 GTA weld | 3 | 120 ± 5 | 165 ± 7 | 5 ± 1 |
| AZ31 GTA weld | 4 | 140 ± 9 | 198 ± 7 | 6.5 ± 1 |
| AZ31 GTA weld | 5 | 160 ± 6 | 215 ± 4 | 8 ± 0.5 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Babu, N.K.; Talari, M.K.; Srirangam, P.; AlFaify, A.Y.; Rehman, A.U. Characterization of Microstructure, Weld Heat Input, and Mechanical Properties of Mg–Al–Zn Alloy GTA Weldments. Appl. Sci. 2022, 12, 4417. https://doi.org/10.3390/app12094417
Babu NK, Talari MK, Srirangam P, AlFaify AY, Rehman AU. Characterization of Microstructure, Weld Heat Input, and Mechanical Properties of Mg–Al–Zn Alloy GTA Weldments. Applied Sciences. 2022; 12(9):4417. https://doi.org/10.3390/app12094417
Chicago/Turabian StyleBabu, Nagumothu Kishore, Mahesh Kumar Talari, Prakash Srirangam, Abdullah Yahia AlFaify, and Ateekh Ur Rehman. 2022. "Characterization of Microstructure, Weld Heat Input, and Mechanical Properties of Mg–Al–Zn Alloy GTA Weldments" Applied Sciences 12, no. 9: 4417. https://doi.org/10.3390/app12094417
APA StyleBabu, N. K., Talari, M. K., Srirangam, P., AlFaify, A. Y., & Rehman, A. U. (2022). Characterization of Microstructure, Weld Heat Input, and Mechanical Properties of Mg–Al–Zn Alloy GTA Weldments. Applied Sciences, 12(9), 4417. https://doi.org/10.3390/app12094417