
Fabrication of Low-Twist and High-Strength Metallic Fibre Hybrid Spun Yarns

 ,
, 

Abstract
1. Introduction
2. Materials and Methods
- Processing of materials
- Experimental plan
Processing of ARSTs Hybrid Spun Yarns
- For coarse counts, a suction insert with the straight suction path was used to achieve a better suction effect.
- The air-guide elements with dimensions of 52 mm/0.5 mm/2.0 mm were used.
- The slow processing speeds were preferred to ensure controlled drafting and smooth running of fibres.
- The relative humidity was set higher to diminish the effect of static charges and improve the strength of roving.
- The perforated suction drums and suction inserts were cleaned before processing.
- For the production of compact yarns with better tensile strength, apart from pneumatic compaction, the yarn tension was also increased by increasing the traveller number (T.N). Since a traveller is an essential element of imparting twist and winding of yarn on the cop, it is important to note that with an increase in T.N, the traveller weight is also increased. The higher traveller weight results in a greater frictional coefficient between ring and traveller and consequently, a higher yarn tension to a certain level can produce better yarn strength [31]. According to the Bracker short-staple manual, the respective traveller weight of T.N 8 and T.N 14, employed in this study, is about 125 mg and 250 mg, respectively [32].
- While yarn manufacturing at a lower TC, a heavier traveller was required to adjust the traveller lag with the front roller delivery rate for the proper winding of yarn.
3. Results and Discussion
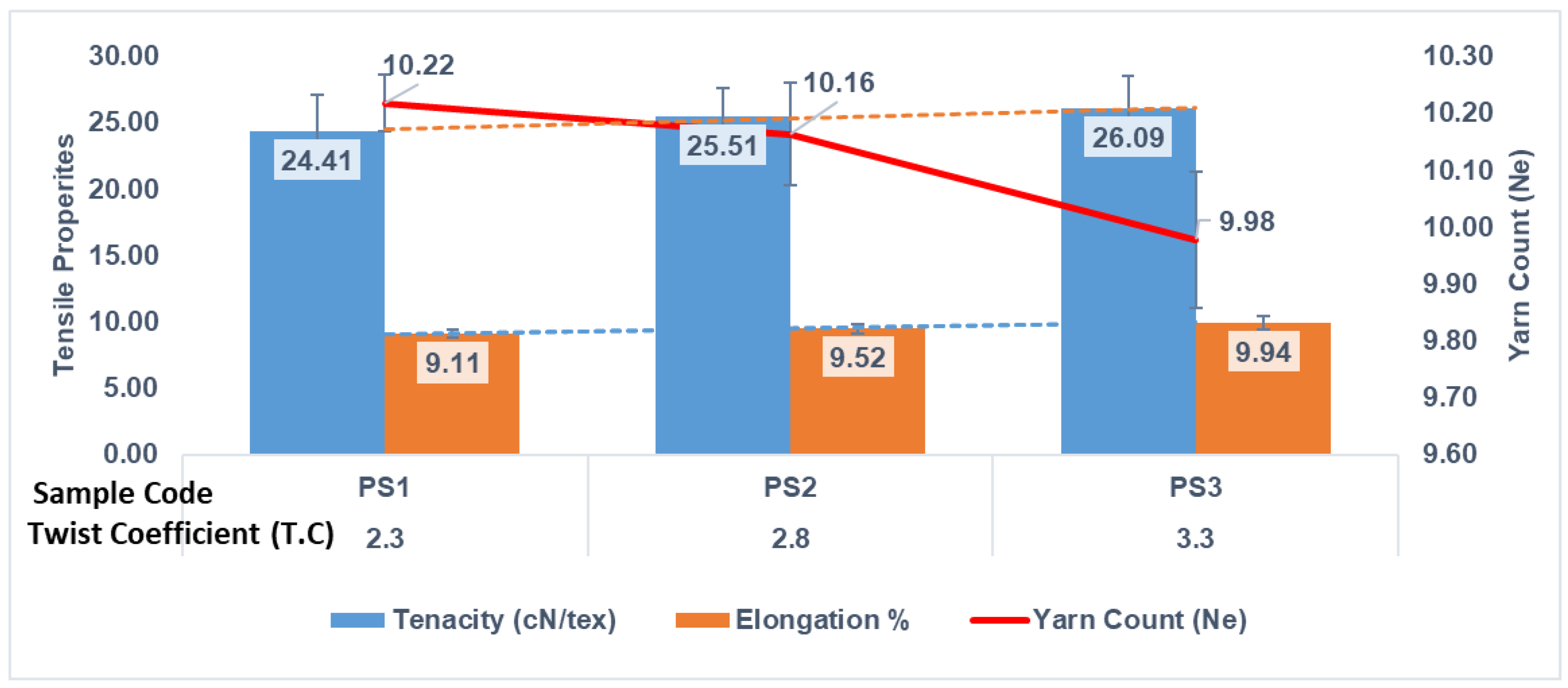
3.1. Effect of the Twist on Tensile Properties of Yarns
- Ns: Spindle speed (rpm);
- Vd: Front roller delivery rate (inches/min).
3.2. Effect of Yarn Count (Ne) on Tensile Properties
3.3. Effect of Ply Twisting on Tensile Properties of Plied Yarns
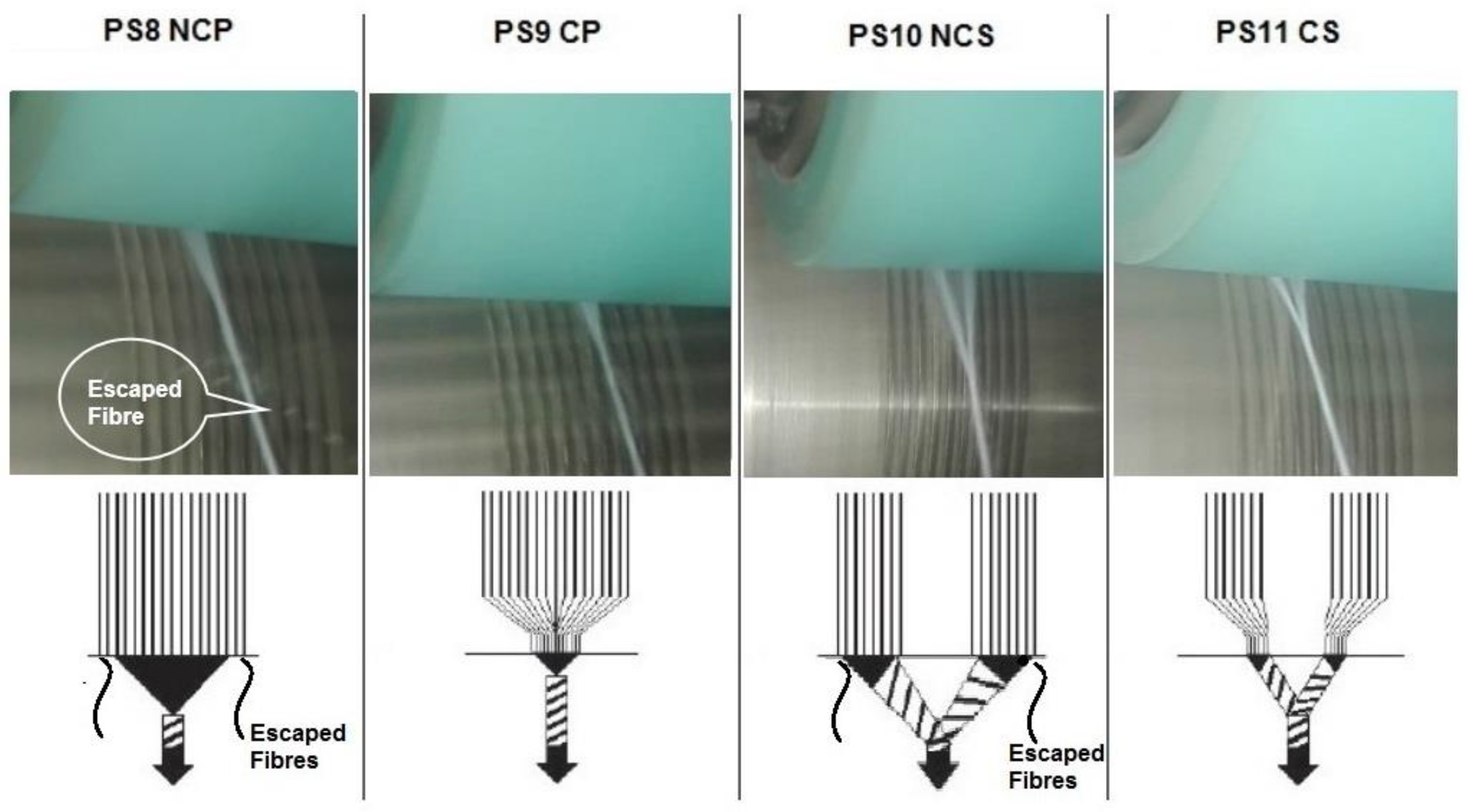
3.4. Effect of ARSTs on Tensile Properties
- F = Frictional drag of the traveller (N);
- µ = Coefficient of friction between the ring and traveller;
- M = Mass of the traveller (Kg);
- RR = Ring radius (m);
- Angular velocity of the traveller ( ;
- Nt = Traveller speed (rpm).
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Ali, Z.; Shahnawaz, M.; Qadir, M.B.; Khaliq, Z.; Afzal, A.; Shahzad, A. Development of Comfortable Fire Resistant Fabrics for Bed Sheets. In Proceedings of the International Conference on Innovation & Entrepreneurship in Textiles (IE-TEX-2018), Faisalabad, Pakistan, 6 March 2018. [Google Scholar]
- Alshukur, M.; Fotheringham, A. Structural Ratio of Multi-Thread Fancy Yarn: Interaction Effect of Both the Number of Wraps and the Overfeed Ratio on Fancy Bouclé Yarn Structure. J. Nat. Fibers 2019, 18, 1570–1579. [Google Scholar] [CrossRef]
- Asghar, A.; Ahmad, M.; Yahya, M.; Ali, M.; Ab Aziz, A.; Abd Rahman, N.; Kashif, M. An Alternative Approach to Design Conductive Hybrid Cover Yarns for Efficient Electromagnetic Shielding Fabrics. J. Ind. Text. 2018, 48, 38–57. [Google Scholar] [CrossRef]
- Bansode, A.S. Spinning Geometry of Ring Spinning Machine. 2019. Available online: http://www.textilevaluechain.com/index.php/article/technical/item/88-spinning-geometry-of-ring-spinning-machine (accessed on 20 January 2022).
- Bonaldi, R.R. 12a—Electronics Used in High-Performance Apparel—Part 1/2. In High-Performance Apparel; McLoughlin, J., Sabir, T., Eds.; Woodhead Publishing: Cambridge, UK, 2018; pp. 245–284. [Google Scholar]
- Bracker Short Staple Manual. Available online: https://www.bracker.ch/fileadmin/bracker/products/EN/Brcker_Manual_for_Short_Staple_Spinning/manualshortstaplespinning.pdf (accessed on 20 January 2022).
- Broughton, R.M.; Mogahzy, Y.E.; Hall, D.M. Mechanism of Yarn Failure. Text. Res. J. 1992, 62, 131–134. [Google Scholar] [CrossRef]
- Chen, H.C.; Lin, J.H.; Lee, K.C. Electromagnetic Shielding Effectiveness of Copper/Stainless Steel/Polyamide Fiber Co-Woven-Knitted Fabric Reinforced Polypropylene Composites. J. Reinf. Plast. Compos. 2007, 27, 187–204. [Google Scholar] [CrossRef]
- Cheng, K.B. Production and Electromagnetic Shielding Effectiveness of the Knitted Stainless Steel/Polyester Fabrics. J. Text. Eng. 2000, 46, 42–52. [Google Scholar] [CrossRef][Green Version]
- Cheng, K.B.; Lee, M.L.; Ramakrishna, S.; Ueng, T.H. Electromagnetic Shielding Effectiveness of Stainless Steel/Polyester Woven Fabrics. Text. Res. J. 2001, 71, 42–49. [Google Scholar] [CrossRef]
- Cork, C.R.; Cooke, W.D.; Wild, J.P. The Use of Image Analysis to Determine Yarn Twist Level in Archaeological Textiles. Archaeometry 1996, 38, 337–345. [Google Scholar] [CrossRef]
- Astm D1776/D1776m-16; Standard Practice for Conditioning and Testing Textiles. Astm International: West Conshohocken, PA, USA, 2016.
- Astm D2256/D2256m-10; Standard Test Method for Tensile Properties of Yarns by the Single-Strand Method. Astm International: West Conshohocken, PA, USA, 2015.
- Astm D5647-07; Standard Guide for Measuring Hairiness of Yarns by the Photo-Electric Apparatus. Astm International: West Conshohocken, PA, USA, 2018.
- De Bar, A.E. End-Breakage in Ring Spinning. J. Text. Inst. Trans. 1959, 50, T284–T293. [Google Scholar] [CrossRef]
- Donciu, C. Core Conductive Yarn Based Integral Knitted Esd Garments Part I. Metallic Core Conductive Yarns Investigation. Adv. Mater. Res. 2013, 772, 467–473. [Google Scholar] [CrossRef]
- Effect of Twist on Yarn Strength|Yarn Twist|Twisted Yarn. 2018. Available online: http://articletrade.blogspoTCom/2014/04/effect-of-twist-on-yarn-strength-yarn.html (accessed on 20 January 2022).
- Erdumlu, N.; Saricam, C. Electromagnetic Shielding Effectiveness of Woven Fabrics Containing Cotton/Metal-Wrapped Hybrid Yarns. J. Ind. Text. 2016, 46, 1084–1103. [Google Scholar] [CrossRef]
- Huh, Y.; Kim, Y.R.; Oxenham, W. Analyzing Structural and Physical Properties of Ring, Rotor, and Friction Spun Yarns. Text. Res. J. 2002, 72, 156–163. [Google Scholar] [CrossRef]
- Hussain, U.; Shafqat, A.; Iqbal, M.; Hussain, T.; Zahra, N.; Sarwar, A.; Ahmed, F. Effect of Spinning Variables on Packing Density of Cotton Yarn. Indian J. Fibre Text. Res. 2014, 39, 434–436. [Google Scholar]
- Khanum, R.; Ahmed, F.; Mahabubuzzaman, A.; Ehsan, M.; Asaduzzaman, M. Consequence of Twist on Yarn Properties in Textiles. J. Innov. Dev. Strategy 2011, 5, 22–27. [Google Scholar]
- Kumar, R.S. Process Management in Spinning, 1st ed.; CRC Press–Taylor and Francis: Boca Raton, FL, USA, 2014. [Google Scholar]
- Landstreet, C.B. An Experimental Study of Spinning Tension and Its Relation to Fiber Properties and End Breakage. Master’s Thesis, University of Tennessee, Knoxville, TN, USA, 1963; p. 584661. [Google Scholar]
- Lawrence, C.A. Fundamentals of Spun Yarn Technology; CRC Press: Washington, DC, USA, 2003. [Google Scholar]
- Lewis, W.S. Physical Testing of Cotton Yarns; U.S. Government Printing Office: Washington, DC, USA, 1913.
- Li, Q.; Wang, J.J.; Hurren, C.J. A Study on Wicking in Natural Staple Yarns. J. Nat. Fibers 2017, 14, 400–409. [Google Scholar] [CrossRef]
- Lord, P.R. 7—Short-Staple Spinning. In Handbook of Yarn Production; Lord, P.R., Ed.; Woodhead Publishing: Cambridge, UK, 2003; pp. 168–204. [Google Scholar]
- Lorenz, R.R.C.; Howard, B. Yarn-Twisting. Text. Prog. 1987, 16, 1–89. [Google Scholar] [CrossRef]
- Lou, C.-W.; He, C.-H.; Lin, J.-H. Manufacturing Techniques and Property Evaluations of Conductive Elastic Knits. J. Ind. Text. 2019, 49, 503–533. [Google Scholar] [CrossRef]
- Miah, L.; Sharmin, N.; Yasmin, J. Impact of Spindle Speed and Traveler Weight on the Tensile Properties of Yarn Explicitly the Yarn Tenacity and Elongation at Break. Int. J. Innov. Sci. 2019, 6, 1–5. [Google Scholar]
- Ning, P. Development of a Constitutive Theory for Short Fiber Yarns Part II: Mechanics of Staple Yarn with Slippage Effect. Text. Res. J. 1993, 63, 504–514. [Google Scholar] [CrossRef]
- Pan, N. Prediction of Statistical Strengths of Twisted Fibre Structures. J. Mater. Sci. 1993, 28, 6107–6114. [Google Scholar] [CrossRef]
- Pan, N.; Postle, R. Strengths of Twisted Blend Fibrous Structures: Theoretical Prediction of the Hybrid Effects. J. Text. Inst. 1995, 86, 559–580. [Google Scholar] [CrossRef]
- Pei, Z.; Zhang, Y.; Chen, G. A Core-Spun Yarn Containing a Metal Wire Manufactured by a Modified Vortex Spinning System. Text. Res. J. 2017, 89, 113–118. [Google Scholar] [CrossRef]
- Perumalraj, R.; Dasaradhan, B.S.; Nalankilli, G. Copper, Stainless Steel, Glass Core Yarn, and Ply Yarn Woven Fabric Composite Materials Properties. J. Reinf. Plast. Compos. 2010, 29, 3074–3082. [Google Scholar] [CrossRef]
- Qadir, B.; Hussain, T.; Malik, M. Effect of Elastane Denier and Draft Ratio of Core-Spun Cotton Weft Yarns on the Mechanical Properties of Woven Fabrics. J. Eng. Fibers Fabr. 2014, 9, 23–31. [Google Scholar] [CrossRef]
- Qadir, M.B.; Umer, D.; Shahzad, A. Development of Multifunctional Yarns and Fabrics for Interactive Textiles. In Proceedings of the 20th International Conference on Wearable Computers and Innovative Fashion, Montreal, QC, Canada, 24 May 2018. [Google Scholar]
- Regar, M.L.; Sinha, S.K.; Chattopadhyay, R. Fibre Distribution and Packing in Eli-Twist, Siro and Ring Spun Tfo Yarn. J. Inst. Eng. Ser. E 2018, 99, 177–186. [Google Scholar] [CrossRef]
- Rieter. Twist and Strength. 2018. Available online: https://www.rieter.com/cz/rikipedia/articles/technology-ofshort-staple-spinning/yarn-formation/imparting-strength/true-twist-with-reference-to-ring-spun-yarn/twist-and-strength/ (accessed on 20 January 2022).
- Šafářová, V.; Militký, J. A Study of Electrical Conductivity of Hybrid Yarns Containing Metal Fibers. J. Mater. Sci. Eng. B 2012, 2, 197–202. [Google Scholar]
- Sahito, I.A.; Sun, K.C.; Arbab, A.A.; Qadir, M.B.; Mengal, N.; Memon, A.A.; Jeong, S.H. Fabrication of Flexible and Conductive Cotton Fabric Electrode. In Proceedings of the Paper presented at the 1st International Conference on Technical Textiles (ICTT-2017), Faisalabad, Pakistan, 9 November 2017. [Google Scholar]
- Sancak, E.; Akalin, M.; Usta, İ.; Yuksek, M.; Özen, M.S. The Effects of Fabric and Conductive Wire Properties on Electromagnetic Shielding Effectiveness and Surface Resistivity of Interlock Knitted Fabrics. Fibers Polym. 2018, 19, 843–853. [Google Scholar] [CrossRef]
- Shahzad, A.; Ahmad, N.; Ali, Z.; Afzal, A.; Qadir, M.B.; Khaliq, Z.; Khan, M.Q. Statistical Analysis of Yarn to Metal Frictional Coefficient of Cotton Spun Yarn Using Taguchi Design of Experiment. J. Strain Anal. Eng. Des. 2018, 53, 485–493. [Google Scholar] [CrossRef]
- Shahzad, A.; Ali, Z.; Ali, U.; Khaliq, Z.; Zubair, M.; Kim, I.S.; Qadir, M.B. Development and Characterization of Conductive Ring Spun Hybrid Yarns. J. Text. Inst. 2019, 110, 141–150. [Google Scholar] [CrossRef]
- Shahzad, A.; Rasheed, A.; Khaliq, Z.; Qadir, M.B.; Khan, M.Q.; Hamdani, S.T.A.; Kim, I.S. Processing of Metallic Fiber Hybrid Spun Yarns for Better Electrical Conductivity. Mater. Manuf. Process. 2019, 34, 1008–1015. [Google Scholar] [CrossRef]
- ISO 17202:2002; Textiles—Determination of Twist in Single Spun Yarns. Untwist/Retwist Method. B S I Standards: London, UK, 2002.
- Sun, Y.C.; Cheng, Z. Property Analysis of Stainless Steel Fiber (Yarn) and Its Effect on Knitting Process. Adv. Mater. Res. 2014, 1053, 93–96. [Google Scholar] [CrossRef]
- Thilagavathi, G.; Karthik, T. Process Control and Yarn Quality in Spinning; Woodhead Publishing: New Delhi, India, 2015. [Google Scholar]
- Thilagavathi, G.; Karthik, T. Process Control and Yarn Quality in Spinning; WPI: New Delhi, India, 2016. [Google Scholar]
- Tunák, M.; Tunáková, V.; Schindler, M.; Procházka, J. Spatial Arrangement of Stainless Steel Fibers within Hybrid Yarns Designed for Electromagnetic Shielding. Text. Res. J. 2018, 89, 2019–2030. [Google Scholar] [CrossRef]
- Ueng, T.H.; Cheng, K.B. Friction Core-Spun Yarns for Electrical Properties of Woven Fabrics. Compos. Part A Appl. Sci. Manuf. 2001, 32, 1491–1496. [Google Scholar] [CrossRef]
- Wang, D.; Li, D.; Zhao, M.; Xu, Y.; Wei, Q. Multifunctional Wearable Smart Device Based on Conductive Reduced Graphene Oxide/Polyester Fabric. Appl. Surf. Sci. 2018, 454, 218–226. [Google Scholar] [CrossRef]
- Xie, J.; Gordon, S.; Long, H.; Miao, M. Electrical Percolation of Fibre Mixtures. Appl. Phys. A 2015, 121, 589–595. [Google Scholar] [CrossRef]
- Xie, J.; Gordon, S.; Long, H.; Miao, M. Twist Requirement for Blended Yarns. J. Text. Inst. 2017, 108, 852–855. [Google Scholar] [CrossRef]
- Yang, Y.; Wang, J.; Liu, Z.; Wang, Z. A New Study on the Influencing Factors and Mechanism of Shielding Effectiveness of Woven Fabrics Containing Stainless Steel Fibers. J. Ind. Text. 2019, 56, 830–846. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Polyester | Stainless-Steel Staple Fibres |
|---|---|---|
| Length (mm) | 44.0 | 44.0 |
| Linear density (den) | 1.20 | 3.24 |
| Tenacity (cN tex−1) | 48.0 | 19.0 |
| Elongation % | 32 | 1.0 |
| Specific density (g·cm−3) | 1.34 | 8.0 |
| Spinning Method | Illustration | Description |
|---|---|---|
| Conventional ring spinning |  | On a conventional ring spinning frame, one roving is attenuated into yarn at one spinning position followed by the operations of twisting and winding. Due to the broader width of drafted roving over yarn, a spinning triangle is formed at the exit of delivery rollers, which affects control over edge fibres of drafted strand and their integration into yarn. |
| Compact spinning |  | On a compact spinning frame, one roving is drafted into yarn at one spinning position in the case of plain yarn. The drafted fibres are condensed to a narrow width before twisting into yarn, thereby reducing the size of the spinning triangle and providing better control over edge fibres integration into yarn. The yarn produced exhibits lower hairiness and higher tensile strength. |
| Compact SIRO spinning |  | In this technique, a compact yarn ring spinning machine (Rieter K44), additionally upgraded with a SIRO yarn device, was used to produce the SIRO-Compact yarns. Two rovings were fed side by side to each drafting unit, so that they are drafted in parallel. At the exit of the delivery rollers, the drafted and slightly pre-twisted strands, forming a V shape form, are finally twisted together into the yarn, known as SIRO yarn. |
| Ring twister |  | It is a method of combining two or more ring-spun yarns by twisting them together, usually in a direction, opposite to the direction of twist in component yarns. It is also known as a down twisting technique of plied yarn. The yarns produced are considered to be smoother, stronger and softer. |
| Objective | Parameters | Levels | Yarn Count (Ne) | TC | Sample Codes |
|---|---|---|---|---|---|
| To study the effect of twist coefficient on tensile properties at the fixed yarn count | Twist Coefficient (TC) | 2.3 | 10s PET/SSSF 80:20 | 2.3 | PS 1 |
| 2.8 | 2.8 | PS 2 | |||
| 3.3 | 3.3 | PS 3 | |||
| To study the effect of yarn count on tensile properties at the fixed twist coefficient | Yarn count (Ne) | The 20s | 20s PET/SSSF 80:20 | 3.3 | PS 4 |
| The 30s | 30s PET/SSSF 80:20 | 3.3 | PS 5 | ||
| To study the effect of plying and twisting on tensile properties for identical plied yarn count | Yarn Plying and Twisting | 20D | 20/2 PET/SSSF 80:20 | S/Z 8.5 TPI | PS 6 |
| 30T | 30/3 PET/SSSF 80:20 | S/Z 8.5 TPI | PS 7 | ||
| To study the effect of advanced ring spinning methods on tensile properties at the minimum level of constant twist coefficient | Ring Spinning Techniques (Rieter K-44 machine with SIRO attachment) | Noncompact plain (NCP) | 10s PET/SSSF 80:20 | 2.3 | PS 8 |
| Compact plain (CP) | 10s PET/SSSF 80:20 | 2.3 | PS 9 | ||
| Noncompact SIRO (NCS) | 10s PET/SSSF 80:20 | 2.3 | PS 10 | ||
| Compact SIRO (CS) | 10s PET/SSSF 80:20 | 2.3 | PS 11 |
| Parameters | PS1-PS5 | PS 08 NCP | PS 09 CP | PS 10 NCS | PS 11 CS |
|---|---|---|---|---|---|
| Roving count (Ne) | 0.75 | 0.756 | |||
| No. of roving feed per spindle | 1 | 1 | 2 | ||
| Break draft | 1.6 | 1.24 | |||
| TC | 2.3, 2.8, 3.3 | 2.3 | |||
| Spindle speed “V” (rpm) | 6500 | 6500 | |||
| Total draft | 10.5, 29, 30.7 | 13.9 | 26.7 | ||
| Distance clip (mm) | 2.8, 2.4, 2.1 | 5.0 | |||
| Bottom roller distance of front-draft zone (mm) | 48 | 52 | |||
| Bottom roller distance of back-draft zone (mm) | 58 | 85 | |||
| Pneumatic compaction | N.A | Inactive | Active | Inactive | Active |
| Traveller number | 8no, 3/0 | 8 No. | 8 No. and 14 No. | 8 No. | 8 No. and 14 No. |
| ISO traveller weight (mg) | 125, 45 | 125 | 125 and 250 | 125 | 125 and 250 |
| Atmospheric Conditions | |||||
| Relative humidity (%) | 65–68 | ||||
| Factors | Tenacity | Elongation % | ||
|---|---|---|---|---|
| Regression Equation | R2 | Regression Equation | R2 | |
| TC | y = 0.84x + 23.657 | 0.9691 | y = 0.415x + 8.6933 | 1 |
| Yarn count, Ne | y = −1.255x + 27.033 | 0.8439 | y = −0.685x + 10.523 | 0.938 |
| No. of Plies | y = 0.625x + 25.293 | 0.8154 | y = −0.18x + 10.067 | 0.7915 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shahzad, A.; Bilal Qadir, M.; Ali, Z.; Khaliq, Z.; Qamar Khan, M.; Kim, I.-S. Fabrication of Low-Twist and High-Strength Metallic Fibre Hybrid Spun Yarns. Appl. Sci. 2022, 12, 3413. https://doi.org/10.3390/app12073413
Shahzad A, Bilal Qadir M, Ali Z, Khaliq Z, Qamar Khan M, Kim I-S. Fabrication of Low-Twist and High-Strength Metallic Fibre Hybrid Spun Yarns. Applied Sciences. 2022; 12(7):3413. https://doi.org/10.3390/app12073413
Chicago/Turabian StyleShahzad, Amir, Muhammad Bilal Qadir, Zulfiqar Ali, Zubair Khaliq, Muhammad Qamar Khan, and Ick-Soo Kim. 2022. "Fabrication of Low-Twist and High-Strength Metallic Fibre Hybrid Spun Yarns" Applied Sciences 12, no. 7: 3413. https://doi.org/10.3390/app12073413
APA StyleShahzad, A., Bilal Qadir, M., Ali, Z., Khaliq, Z., Qamar Khan, M., & Kim, I.-S. (2022). Fabrication of Low-Twist and High-Strength Metallic Fibre Hybrid Spun Yarns. Applied Sciences, 12(7), 3413. https://doi.org/10.3390/app12073413