
The Influence of Fly Ash on the Mechanical Performance of Cementitious Materials Produced with Recycled Cement

 ,
,  ,
,  ,
, 

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Mix Design
2.3. Mortar Properties Studied
3. Results and Discussion
3.1. Fresh-State Properties of the Mortars
3.1.1. Consistency
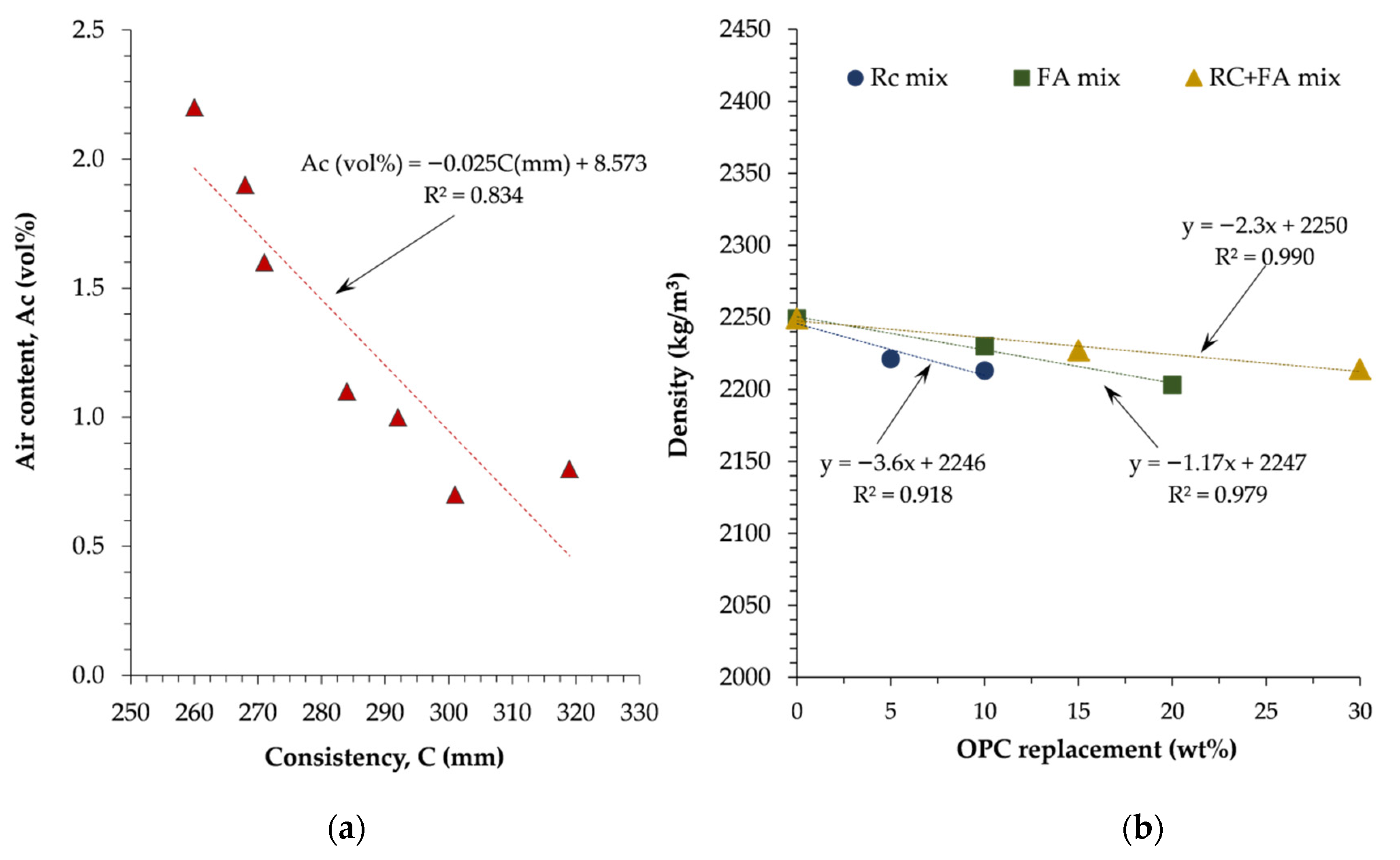
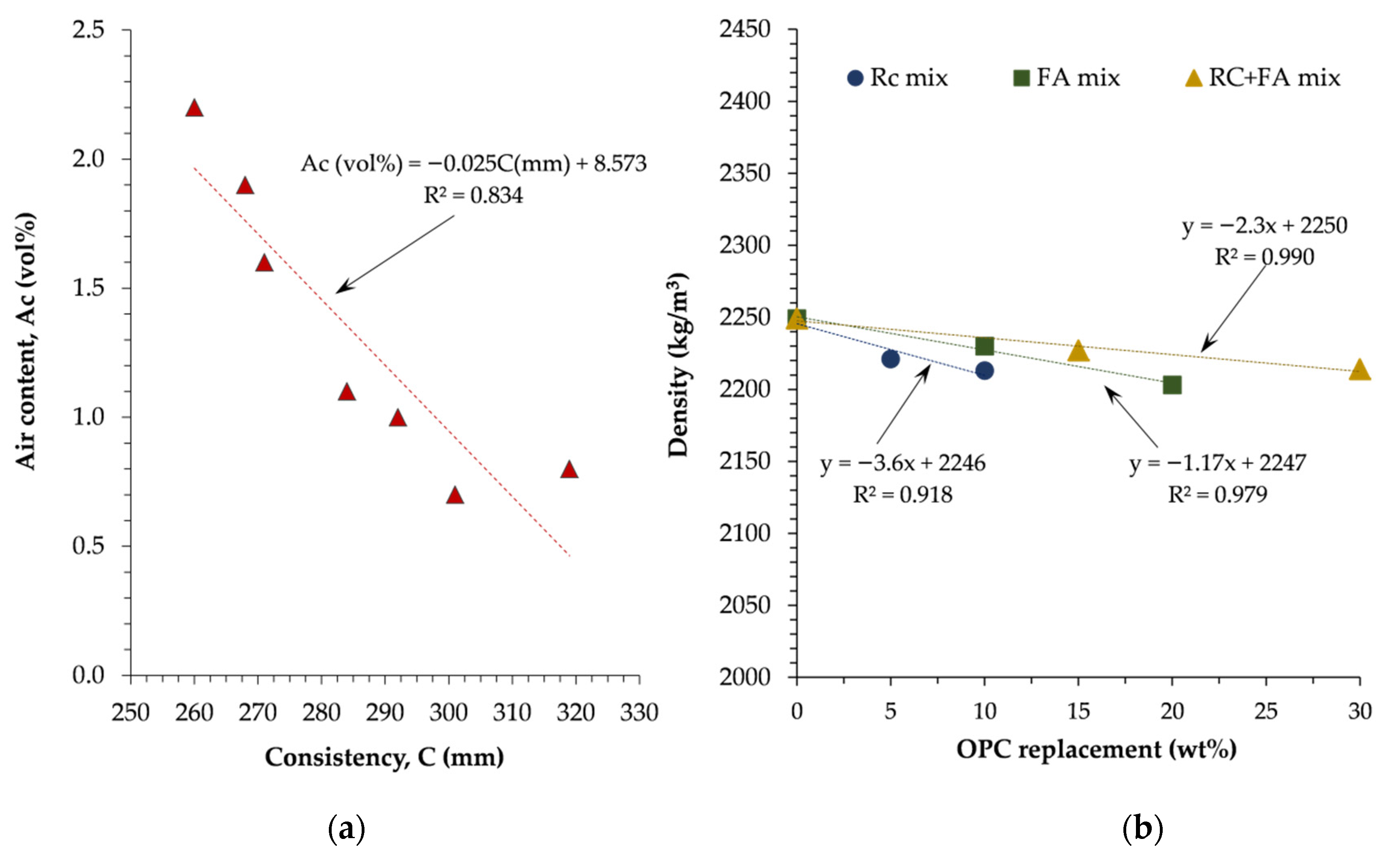
3.1.2. Air Content and Density
3.2. Hardened-State Properties of Mortars
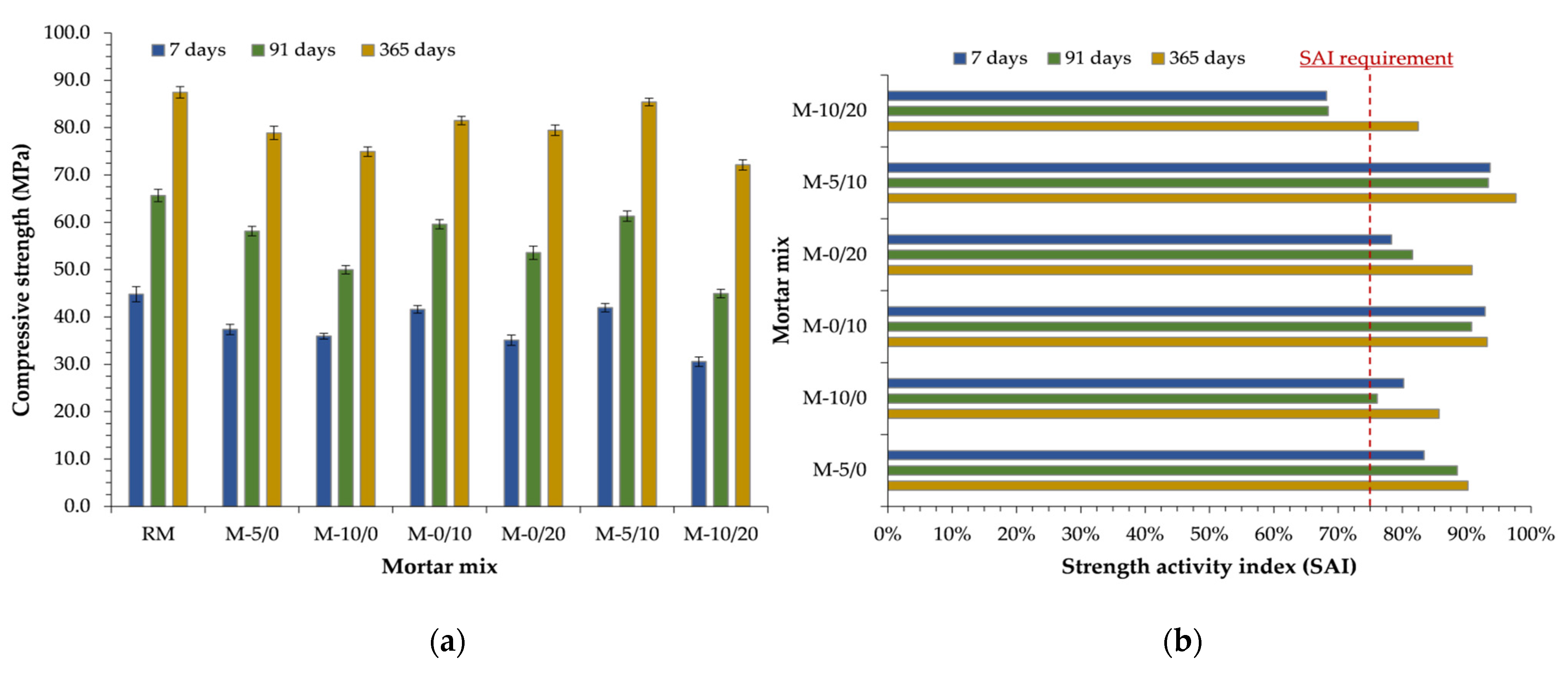
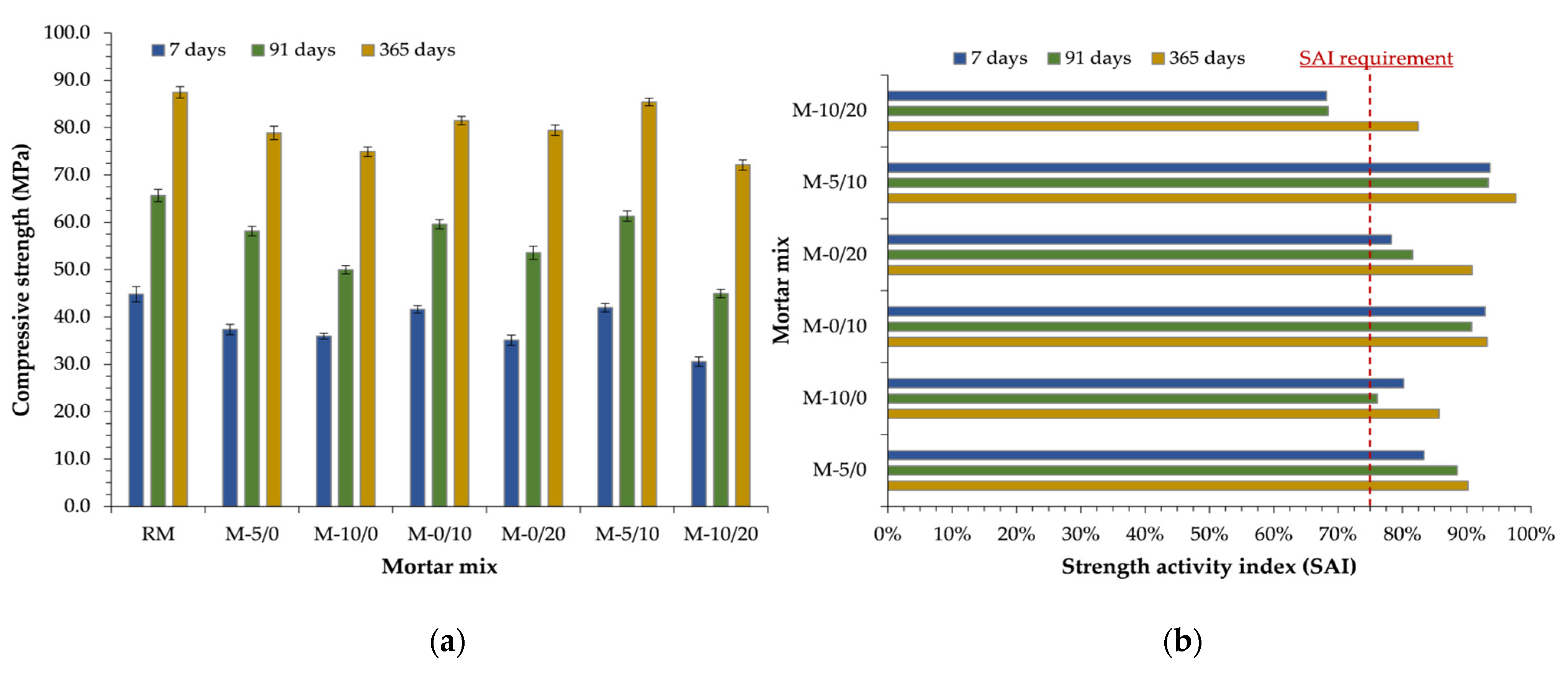
3.2.1. Compressive Strength
3.2.2. Strength Activity Index
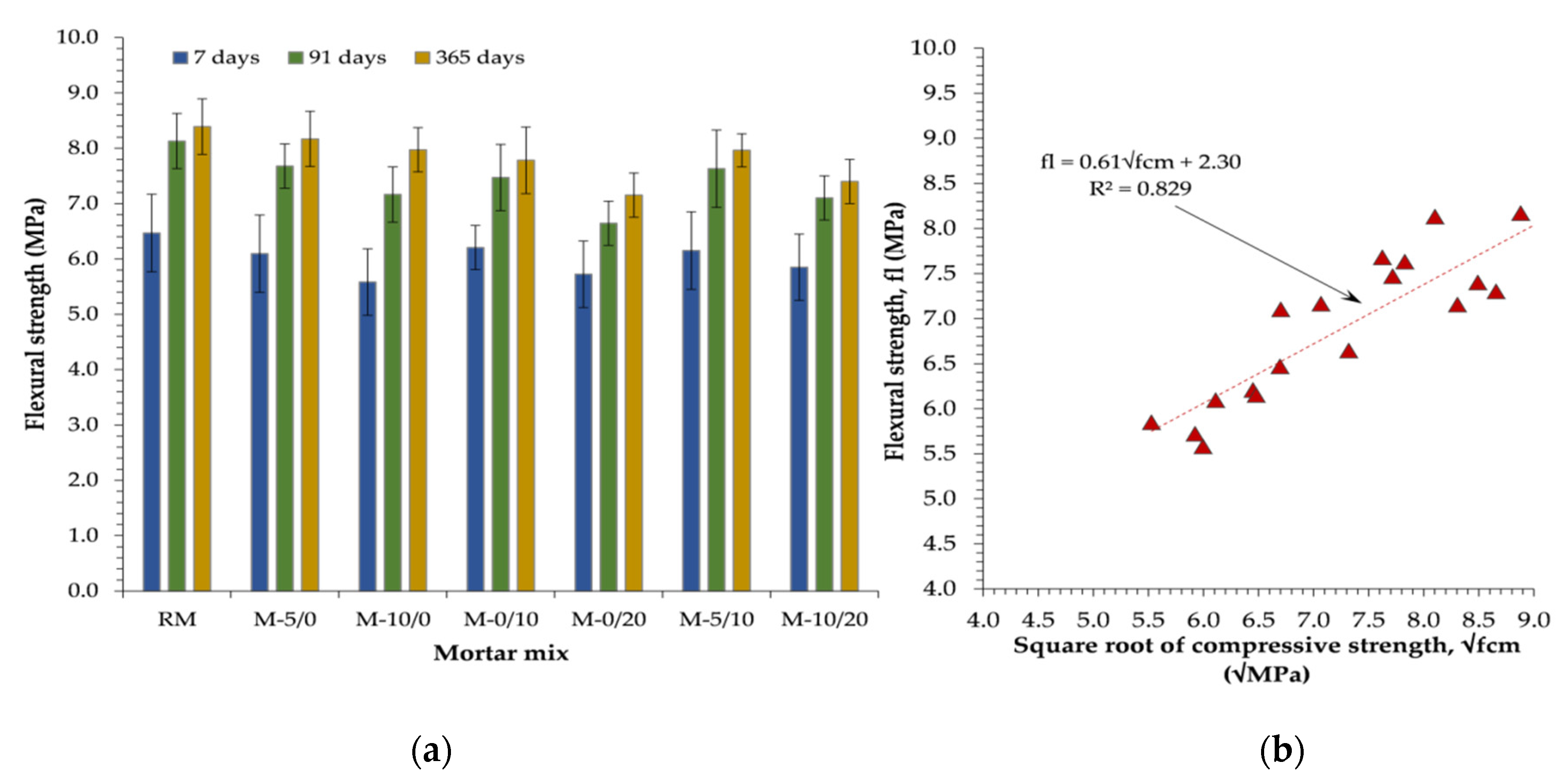
3.2.3. Flexural Strength
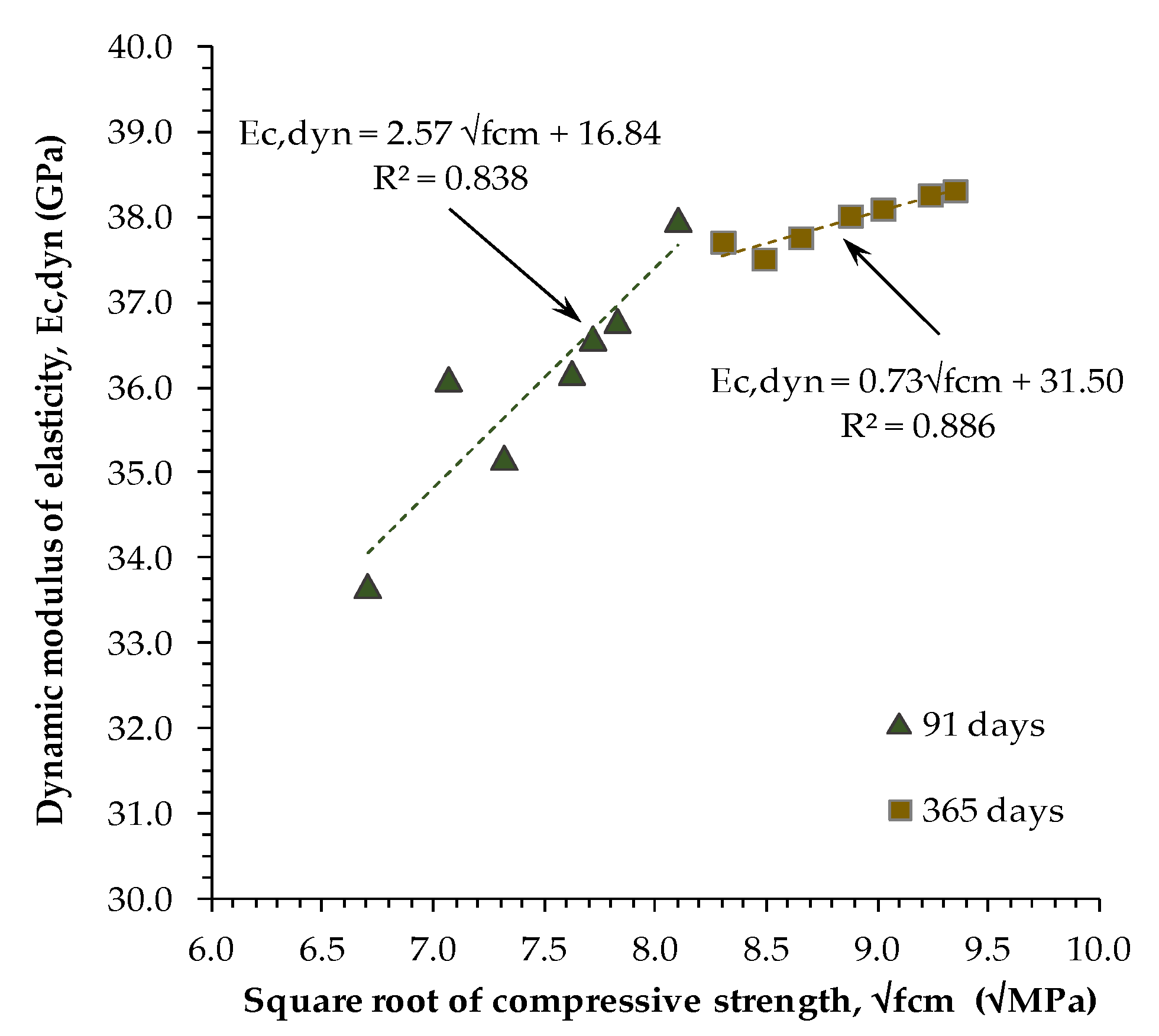
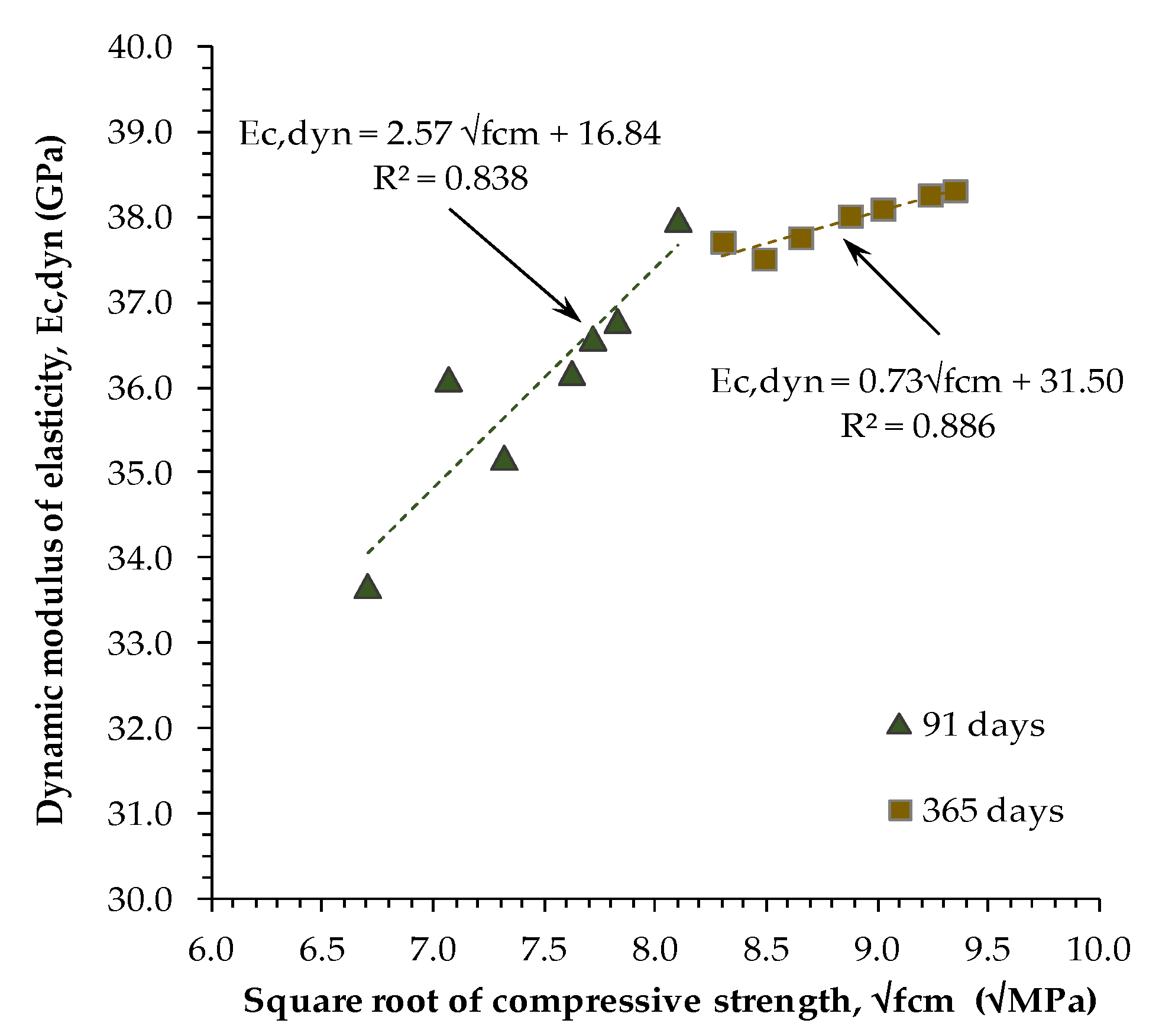
3.2.4. Dynamic Modulus of Elasticity
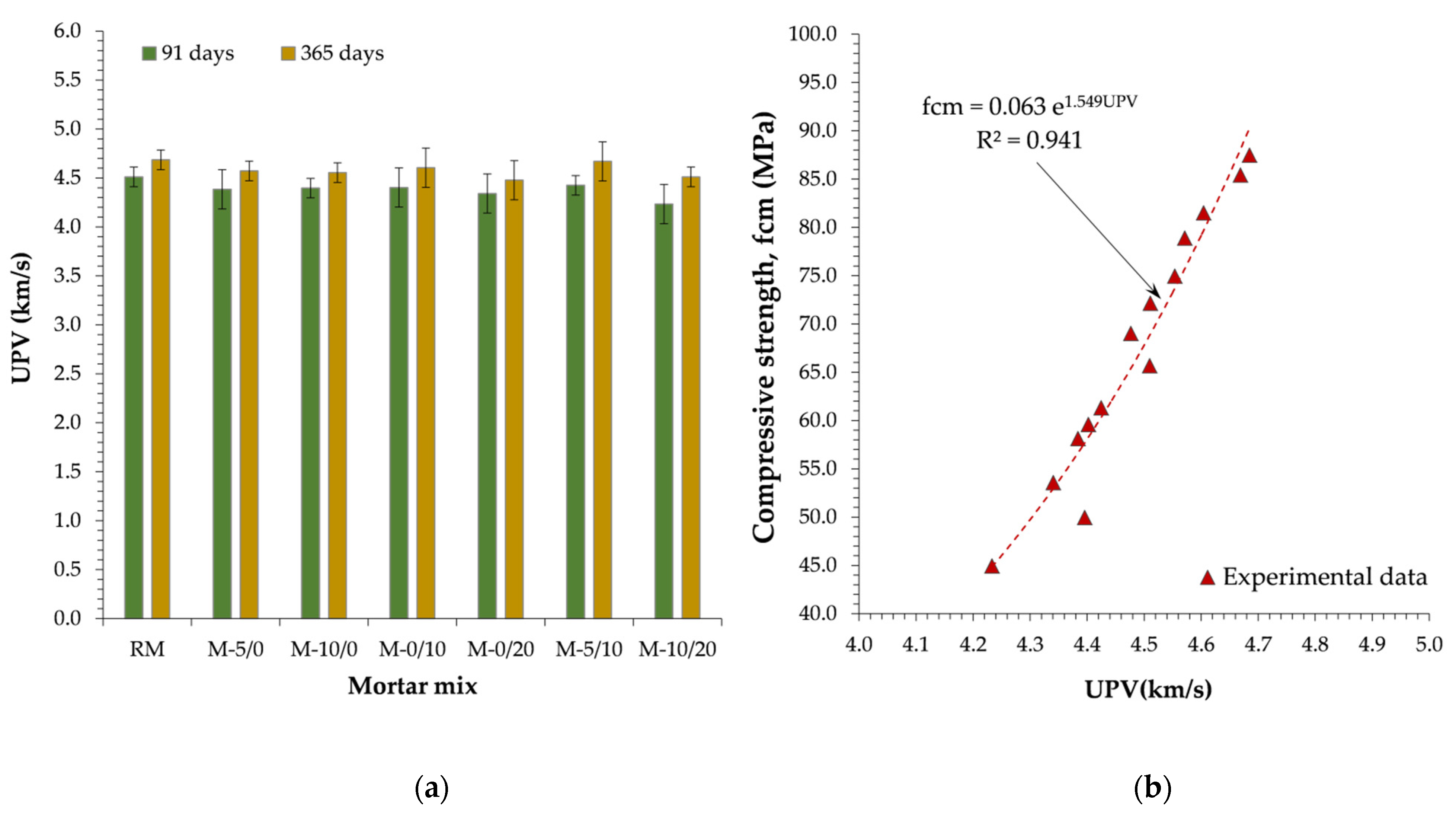
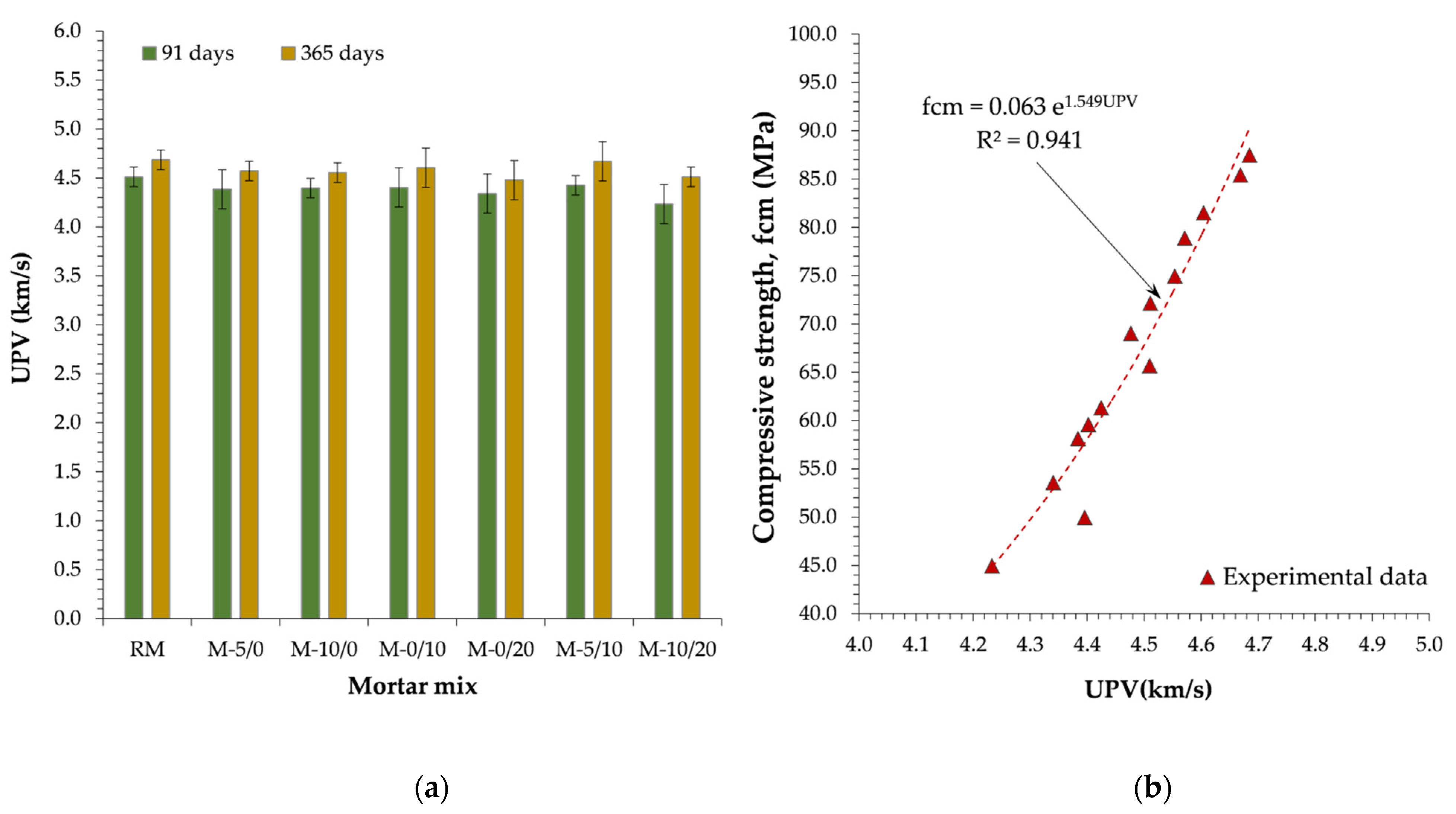
3.2.5. Ultrasonic Pulse Velocity
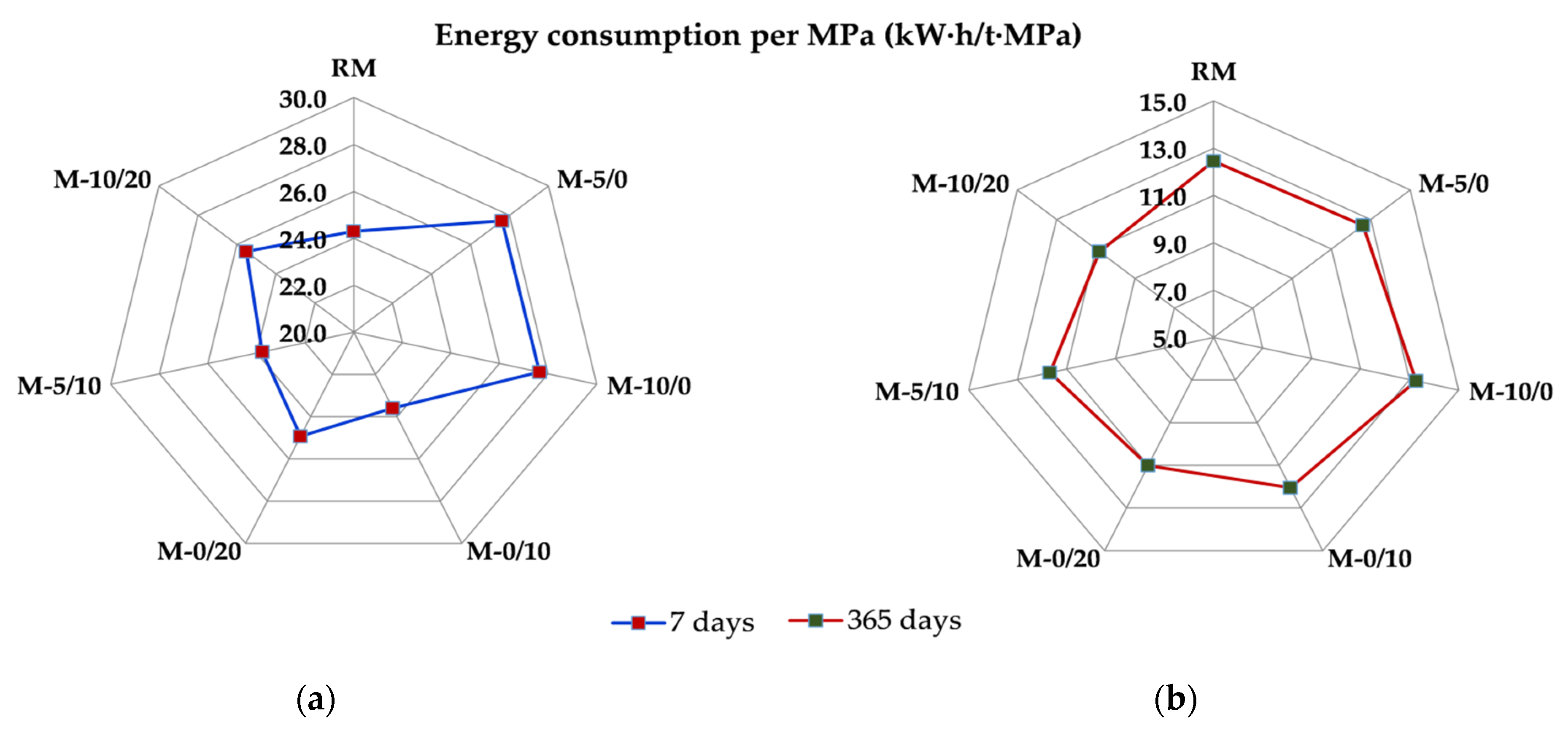
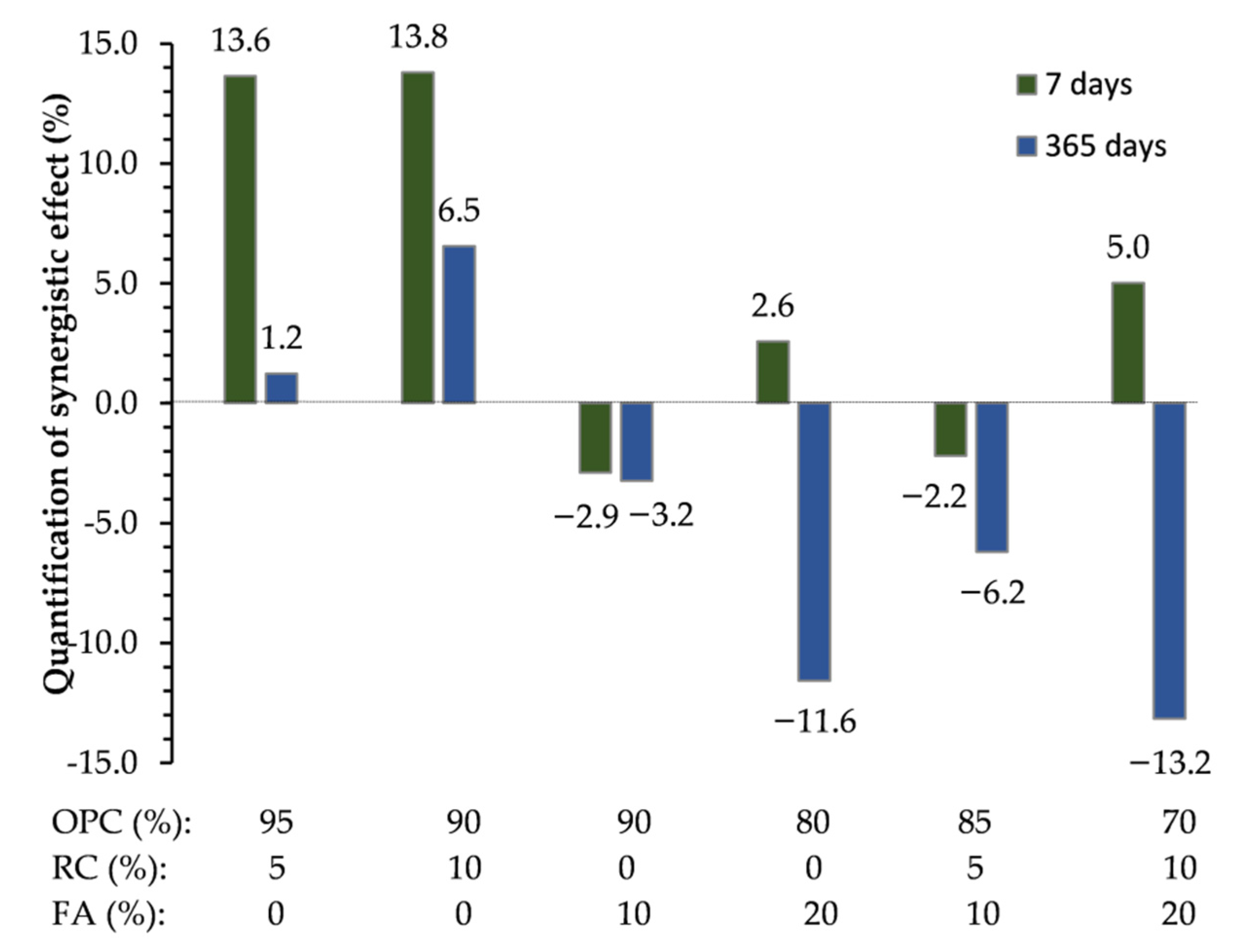
3.2.6. Eco-Efficient Material
4. Conclusions
- The incorporation of up to 10% of recycled concrete powder (RC) slightly decreases (~4%) workability, as compared to a conventional mortar, due to a greater demand for water because of the greater porosity of the adhered mortar present in this material. The simultaneous incorporation of 10% of RC and 20% of fly ash (FA) improves workability by up to 11.8% compared to mortars with only the incorporation of 10% of RC, being an effective solution to reduce the higher water demand caused by the use of RC;
- In general, the fresh-state density of the binary mortars with RC or with FA is lower than that of the conventional mortar. However, the simultaneous incorporation of both additions (RC and FA) leads to a higher density compared to their counterparts with only RC or only FA;
- The compressive and flexural strengths of mortars are reduced (compared to conventional mortar) by the incorporation of RC (5–10%). They are between −9.8% (5%) and −14.3% (10%) for compressive strength, and between −2.6% (5%) and −5.0% (10%) for flexural strength, at 365 days of curing. The addition of FA in the mortars with RC is beneficial, improving their mechanical performance. In this way, the ternary mortars that jointly incorporate 5% of RC and 10% of FA show compressive and flexural strengths similar to those of the conventional mortar;
- The dynamic modulus of elasticity was not significantly affected by the incorporation of RC, nor by the simultaneous incorporation of RC and FA, at 365 days of curing. All the mortars, regardless of the RC and/or FA content, showed a dynamic modulus of elasticity with values between 37.5 GPa and 38.3 GPa;
- The exponential relationship between compressive strength and ultrasonic pulse velocity (established for other cementitious materials) was not affected by the incorporation of RC and/or FA;
- The energy consumed per MPa of strength at 365 days of curing of the mortars with 5% of RC was similar to that of the conventional mortar. The simultaneous incorporation of both additions (RC and FA) reduces the energy consumed per MPa of strength (in comparison to the conventional mortar) by up to 13.2% when using 10% of RC and 20% of FA. These results reveal that the simultaneous incorporation of RC and FA can help achieve higher levels of cement replacement;
- In light of the results obtained in this work, and from a mechanical point of view, the optimal percentage of simultaneous replacement of cement is 10% of RC and 20% of FA.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Scrivener, K.L.; John, V.M.; Gartner, E.M. Eco-Efficient Cements: Potential Economically Viable Solutions for a Low-CO2 Cement-Based Materials Industry. Cem. Concr. Res. 2018, 114, 2–26. [Google Scholar] [CrossRef]
- Lv, Y.; Ye, G.; De Schutter, G. Characterization of Cogeneration Generated Napier Grass Ash and Its Potential Use as SCMs. Mater. Struct. 2019, 52, 87. [Google Scholar] [CrossRef]
- Nakanishi, E.Y.; Frías, M.; Martínez-Ramírez, S.; Santos, S.F.; Rodrigues, M.S.; Rodríguez, O.; Savastano, H. Characterization and Properties of Elephant Grass Ashes as Supplementary Cementing Material in Pozzolan/Ca(OH)2 Pastes. Constr. Build. Mater. 2014, 73, 391–398. [Google Scholar] [CrossRef]
- Medina, J.M.; Sáez del Bosque, I.F.; Frías, M.; Sánchez de Rojas, M.I.; Medina, C. Design and Properties of Eco-Friendly Binary Mortars Containing Ash from Biomass-Fuelled Power Plants. Cem. Concr. Compos. 2019, 104, 103372. [Google Scholar] [CrossRef]
- Mármol, I.; Ballester, P.; Cerro, S.; Monrós, G.; Morales, J.; Sánchez, L. Use of Granite Sludge Wastes for the Production of Coloured Cement-Based Mortars. Cem. Concr. Compos. 2010, 32, 617–622. [Google Scholar] [CrossRef]
- Medina, G.; Sáez del Bosque, I.F.; Frías, M.; Sánchez de Rojas, M.I.; Medina, C. Granite Quarry Waste as a Future Eco-Efficient Supplementary Cementitious Material (SCM): Scientific and Technical Considerations. J. Clean. Prod. 2017, 148, 467–476. [Google Scholar] [CrossRef]
- Sáez del Bosque, I.F.; Frías, M.; Sánchez de Rojas, M.I.; Medina, C. Activation Temperature-Mediated Mineralogical Transformations in Slate Quarry Sludge: Pozzolanic Properties. Constr. Build. Mater. 2018, 187, 819–829. [Google Scholar] [CrossRef]
- Scrivener, K.; Martirena, F.; Bishnoi, S.; Maity, S. Calcined Clay Limestone Cements (LC3). Cem. Concr. Res. 2018, 114, 49–56. [Google Scholar] [CrossRef]
- Ameri, F.; Zareei, S.A.; Behforouz, B. Zero-Cement vs. Cementitious Mortars: An Experimental Comparative Study on Engineering and Environmental Properties. J. Build. Eng. 2020, 32, 101620. [Google Scholar] [CrossRef]
- Wang, B.; Yan, L.; Fu, Q.; Kasal, B. A Comprehensive Review on Recycled Aggregate and Recycled Aggregate Concrete. Resour. Conserv. Recycl. 2021, 171, 105565. [Google Scholar] [CrossRef]
- Kim, Y.-J. Quality Properties of Self-Consolidating Concrete Mixed with Waste Concrete Powder. Constr. Build. Mater. 2017, 135, 177–185. [Google Scholar] [CrossRef]
- Xiao, J.; Ma, Z.; Sui, T.; Akbarnezhad, A.; Duan, Z. Mechanical Properties of Concrete Mixed with Recycled Powder Produced from Construction and Demolition Waste. J. Clean. Prod. 2018, 188, 720–731. [Google Scholar] [CrossRef]
- Oliveira, T.C.F.; Dezen, B.G.S.; Possan, E. Use of Concrete Fine Fraction Waste as a Replacement of Portland Cement. J. Clean. Prod. 2020, 273, 123126. [Google Scholar] [CrossRef]
- Moreno-Juez, J.; Vegas, I.J.; Frías Rojas, M.; Vigil de la Villa, R.; Guede-Vázquez, E. Laboratory-Scale Study and Semi-Industrial Validation of Viability of Inorganic CDW Fine Fractions as SCMs in Blended Cements. Constr. Build. Mater. 2021, 271, 121823. [Google Scholar] [CrossRef]
- Kim, Y.J.; Choi, Y.W. Utilization of Waste Concrete Powder as a Substitution Material for Cement. Constr. Build. Mater. 2012, 30, 500–504. [Google Scholar] [CrossRef]
- Garcia-Lodeiro, I.; Carcelen-Taboada, V.; Fernández-Jiménez, A.; Palomo, A. Manufacture of Hybrid Cements with Fly Ash and Bottom Ash from a Municipal Solid Waste Incinerator. Constr. Build. Mater. 2016, 105, 218–226. [Google Scholar] [CrossRef]
- Sánchez Berriel, S.; Favier, A.; Rosa Domínguez, E.; Sánchez Machado, I.R.; Heierli, U.; Scrivener, K.; Martirena Hernández, F.; Habert, G. Assessing the Environmental and Economic Potential of Limestone Calcined Clay Cement in Cuba. J. Clean. Prod. 2016, 124, 361–369. [Google Scholar] [CrossRef]
- Ibáñez-Gosálvez, J.; Real-Herraiz, T.; Ortega, J.M. Performance of Mortars Made Using Ternary Binders with Addition of Slag, Fly Ash and Limestone Exposed to a Real Environmental Condition Compatible with Exposure Class XC3. Materials 2021, 14, 5937. [Google Scholar] [CrossRef]
- Chen, X.; Li, Y.; Bai, H.; Ma, L. Utilization of Recycled Concrete Powder in Cement Composite: Strength, Microstructure and Hydration Characteristics. J. Renew. Mater. 2021, 9, 2189. [Google Scholar] [CrossRef]
- EN 1097; Tests for Mechanical and Physical Properties of Aggregates. Part 6: Determination of Particle Density and Water Absorption. European Committee for Standardization: Brussels, Belgium, 2014.
- Faury, J. Le Béton; Dunod: París, France, 1958. [Google Scholar]
- EN 206 Concrete; Part 1: Specification, Performance, Production and Conformity. European Committee for Standardization: Brussels, Belgium, 2013.
- UNE 80103; Test Methods of Cements. Physical Analysis. Actual Density Determination. Spanish Committee for Standardization: Madrid, Spain, 2013.
- EN 1015-3; Methods of Test for Mortar for Masonry—Part 3: Determination of Consistence of Fresh Mortar. European Committee for Standardization: Brussels, Belgium, 1999.
- EN 1015-6; Methods of Test for Mortar for Masonry—Part 6: Determination of Bulk Density of Fresh Mortar. European Committee for Standardization: Brussels, Belgium, 1999.
- EN 12350; Testing Fresh Concrete. Part 7: Air Content—Pressure Methods. European Committee for Standardization: Brussels, Belgium, 2009.
- EN 1015-11; Methods of Test for Mortar for Masonry—Part 11: Determination of Flexural and Compressive Strength of Hardened Mortar. European Committee for Standardization: Brussels, Belgium, 2020.
- ASTM E1876-15; Standard Test Method for Dynamic Young’s Modulus, Shear Modulus, and Poisson’s Ratio by Impulse Excitation of Vibration. ASTM International: West Conshohocken, PA, USA, 2016.
- EN 12504-4; Part 4: Determination of Ultrasonic Pulse Velocity. European Committee for Standardization: Brussels, Belgium, 2004.
- Hamidi, M.; Kacimi, L.; Cyr, M.; Clastres, P. Evaluation and Improvement of Pozzolanic Activity of Andesite for Its Use in Eco-Efficient Cement. Constr. Build. Mater. 2013, 47, 1268–1277. [Google Scholar] [CrossRef]
- Cantero, B.; Bravo, M.; de Brito, J.; Sáez del Bosque, I.F.; Medina, C. Mechanical Behaviour of Structural Concrete with Ground Recycled Concrete Cement and Mixed Recycled Aggregate. J. Clean. Prod. 2020, 275, 122913. [Google Scholar] [CrossRef]
- Duan, Z.; Hou, S.; Xiao, J.; Singh, A. Rheological Properties of Mortar Containing Recycled Powders from Construction and Demolition Wastes. Constr. Build. Mater. 2020, 237, 117622. [Google Scholar] [CrossRef]
- Wu, H.; Liang, C.; Xiao, J.; Xu, J.; Ma, Z. Early-age Behavior and Mechanical Properties of Cement-based Materials with Various Types and Fineness of Recycled Powder. Struct. Concr. 2021, 1–20. [Google Scholar] [CrossRef]
- Torres-Gómez, A.I.; Ledesma, E.F.; Otero, R.; Fernández, J.M.; Jiménez, J.R.; De Brito, J. Combined Effects of Non-Conforming Fly Ash and Recycled Masonry Aggregates on Mortar Properties. Materials 2016, 9, 729. [Google Scholar] [CrossRef] [Green Version]
- Kurda, R.; de Brito, J.; Silvestre, J.D. Combined Influence of Recycled Concrete Aggregates and High Contents of Fly Ash on Concrete Properties. Constr. Build. Mater. 2017, 157, 554–572. [Google Scholar] [CrossRef]
- Gonçalves, T.; Silva, R.V.; de Brito, J.; Fernández, J.M.; Esquinas, A.R. Mechanical and Durability Performance of Mortars with Fine Recycled Concrete Aggregates and Reactive Magnesium Oxide as Partial Cement Replacement. Cem. Concr. Compos. 2020, 105, 103420. [Google Scholar] [CrossRef]
- Vance, K.; Kumar, A.; Sant, G.; Neithalath, N. The Rheological Properties of Ternary Binders Containing Portland Cement, Limestone, and Metakaolin or Fly Ash. Cem. Concr. Res. 2013, 52, 196–207. [Google Scholar] [CrossRef]
- Demirboǧa, R. Influence of Mineral Admixtures on Thermal Conductivity and Compressive Strength of Mortar. Energy Build. 2003, 35, 189–192. [Google Scholar] [CrossRef]
- Dhandapani, Y.; Santhanam, M.; Kaladharan, G.; Ramanathan, S. Towards Ternary Binders Involving Limestone Additions—A Review. Cem. Concr. Res. 2021, 143, 106396. [Google Scholar] [CrossRef]
- Jiang, H.; Yi, H.; Yilmaz, E.; Liu, S.; Qiu, J. Ultrasonic Evaluation of Strength Properties of Cemented Paste Backfill: Effects of Mineral Admixture and Curing Temperature. Ultrasonics 2020, 100, 105983. [Google Scholar] [CrossRef]
- ASTM C618-19; Standard Specification for Coal Fly Ash and Raw or Calcined Natural Pozzolan for Use in Concrete. ASTM: West Conshohocken, PA, USA, 2014.
- Horsakulthai, V. Effect of Recycled Concrete Powder on Strength, Electrical Resistivity, and Water Absorption of Self-Compacting Mortars. Case Stud. Constr. Mater. 2021, 15, e00725. [Google Scholar] [CrossRef]
- Jiang, D.; Li, X.; Lv, Y.; Zhou, M.; He, C.; Jiang, W.; Liu, Z.; Li, C. Utilization of Limestone Powder and Fly Ash in Blended Cement: Rheology, Strength and Hydration Characteristics. Constr. Build. Mater. 2020, 232, 117228. [Google Scholar] [CrossRef]
- Dehghan, S.M.; Najafgholipour, M.A.; Baneshi, V.; Rowshanzamir, M. Experimental Study on Effect of Water–Cement Ratio and Sand Grading on Workability and Mechanical Properties of Masonry Mortars in Iran. Iran. J. Sci. Technol. Trans. Civ. Eng. 2019, 43, 21–32. [Google Scholar] [CrossRef]
- Cantero, B.; Sáez del Bosque, I.F.; Matías, A.; Sánchez de Rojas, M.I.; Medina, C. Water Transport Mechanisms in Concretes Bearing Mixed Recycled Aggregates. Cem. Concr. Compos. 2020, 107, 103486. [Google Scholar] [CrossRef]
- Paris, J.M.; Roessler, J.G.; Ferraro, C.C.; De Ford, H.D.; Townsend, T.G. A Review of Waste Products Utilized as Supplements to Portland Cement in Concrete. J. Clean. Prod. 2016, 121, 1–18. [Google Scholar] [CrossRef]
- Bogas, J.A.; Gomes, M.G.; Gomes, A. Compressive Strength Evaluation of Structural Lightweight Concrete by Non-Destructive Ultrasonic Pulse Velocity Method. Ultrasonics 2013, 53, 962–972. [Google Scholar] [CrossRef]
- Hong, G.; Oh, S.; Choi, S.; Chin, W.-J.; Kim, Y.-J.; Song, C. Correlation between the Compressive Strength and Ultrasonic Pulse Velocity of Cement Mortars Blended with Silica Fume: An Analysis of Microstructure and Hydration Kinetics. Materials 2021, 14, 2476. [Google Scholar] [CrossRef] [PubMed]
- Han, Y.; Lin, R.; Wang, X.-Y. Performance and Sustainability of Quaternary Composite Paste Comprising Limestone, Calcined Hwangtoh Clay, and Granulated Blast Furnace Slag. J. Build. Eng. 2021, 43, 102655. [Google Scholar] [CrossRef]
- Ibáñez-Gosálvez, J.; Real-Herraiz, T.; Ortega, J.M. Microstructure, Durability and Mechanical Properties of Mortars Prepared Using Ternary Binders with Addition of Slag, Fly Ash and Limestone. Appl. Sci. 2021, 11, 6388. [Google Scholar] [CrossRef]
- Alnahhal, M.F.; Alengaram, U.J.; Jumaat, M.Z.; Alqedra, M.A.; Mo, K.H.; Sumesh, M. Evaluation of Industrial By-Products as Sustainable Pozzolanic Materials in Recycled Aggregate Concrete. Sustainability 2017, 9, 767. [Google Scholar] [CrossRef] [Green Version]
- Costa, C.; Marques, J.C. Feasibility of Eco-Friendly Binary and Ternary Blended Binders Made of Fly-Ash and Oil-Refinery Spent Catalyst in Ready-Mixed Concrete Production. Sustainability 2018, 10, 3136. [Google Scholar] [CrossRef]
- Saint-Pierre, F.; Philibert, A.; Giroux, B.; Rivard, P. Concrete Quality Designation Based on Ultrasonic Pulse Velocity. Constr. Build. Mater. 2016, 125, 1022–1027. [Google Scholar] [CrossRef]
- Çelikten, S. Mechanical and Microstructural Properties of Waste Andesite Dust-Based Geopolymer Mortars. Adv. Powder Technol. 2021, 32, 1–9. [Google Scholar] [CrossRef]
- Demirboğa, R.; Türkmen, İ.; Karakoç, M.B. Relationship between Ultrasonic Velocity and Compressive Strength for High-Volume Mineral-Admixtured Concrete. Cem. Concr. Res. 2004, 34, 2329–2336. [Google Scholar] [CrossRef]
- Trtnik, G.; Kavčič, F.; Turk, G. Prediction of Concrete Strength Using Ultrasonic Pulse Velocity and Artificial Neural Networks. Ultrasonics 2009, 49, 53–60. [Google Scholar] [CrossRef] [Green Version]
- Arribas, I.; Vegas, I.; García, V.; Vigil de la Villa, R.; Martínez-Ramírez, S.; Frías, M. The Deterioration and Environmental Impact of Binary Cements Containing Thermally Activated Coal Mining Waste Due to Calcium Leaching. J. Clean. Prod. 2018, 183, 887–897. [Google Scholar] [CrossRef]
- Hossain, U.; Poon, C.S.; Lo, I.M.C.; Cheng, J.C.P. Comparative Environmental Evaluation of Aggregate Production from Recycled Waste Materials and Virgin Sources by LCA. Resour. Conserv. Recycl. 2016, 109, 67–77. [Google Scholar] [CrossRef]
- García-Segura, T.; Yepes, V.; Alcalá, J. Life Cycle Greenhouse Gas Emissions of Blended Cement Concrete Including Carbonation and Durability. Int. J. Life Cycle Assess. 2014, 19, 3–12. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | |||||
|---|---|---|---|---|---|
| Binders | Sands | ||||
| Oxides | OPC (%) | RC (%) | FA (%) | Fine (%) | Coarse (%) |
| Na2O | 0.2 | 0.3 | 1.2 | 0.9 | 0.1 |
| MgO | 1.9 | 0.5 | 1.8 | 0.1 | 0.0 |
| Al2O3 | 5.3 | 3.9 | 24.4 | 7.0 | 3.9 |
| SiO2 | 19.3 | 47.5 | 57.5 | 87.2 | 92.8 |
| P2O5 | 0.0 | 0.0 | 0.4 | 0.0 | 0.0 |
| SO3 | 3.1 | 0.4 | 0.8 | 0.0 | 0.0 |
| Cl2O3 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 |
| K2O | 0.5 | 1.2 | 2.7 | 4.0 | 2.4 |
| CaO | 67.1 | 41.2 | 7.1 | 0.2 | 0.2 |
| TiO2 | 0.0 | 0.0 | 1.0 | 0.1 | 0.1 |
| MnO2 | 0.0 | 0.0 | 0.1 | 0.0 | 0.0 |
| Fe2O3 | 2.7 | 1.5 | 2.6 | 0.4 | 0.5 |
| CuO | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 |
| ZnO | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 |
| SrO | 0.0 | 0.0 | 0.1 | 0.0 | 0.0 |
| ZrO2 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 |
| BaO | 0.0 | 0.0 | 0.2 | 0.0 | 0.0 |
| Cr2O3 | 0.0 | 0.0 | 0.0 | 0.0 | 0.0 |
| Materials | Sieve Size (µm) | Per cent Passing (%) | Density (g/cm3) 1 | ||
|---|---|---|---|---|---|
| 10 | 50 | 90 | <63 µm | ||
| OPC | 1.9 | 13.8 | 46.0 | 97.9 | 3.11 |
| RC | 1.6 | 21.2 | 147.0 | 67.8 | 2.54 |
| FA | 0.7 | 7.6 | 43.5 | 96.9 | 2.43 |
| Material | Proportion (kg/m3) |
|---|---|
| OPC | 612 |
| FA | 0 |
| RC | 0 |
| Total water | 306 |
| Fine sand | 641 |
| Coarse sand | 641 |
| Parameter | RM 1 | M-5/0 | M-10/0 | M-0/10 | M-0/20 | M-5/10 | M-10/20 |
|---|---|---|---|---|---|---|---|
| Consistency (mm) | 271 | 268 | 260 | 292 | 319 | 284 | 301 |
| Air content (vol%) | 1.6 | 1.9 | 2.2 | 1.0 | 0.8 | 1.1 | 0.7 |
| Density (kg/m3) | 2249 | 2221 | 2213 | 2230 | 2203 | 2227 | 2214 |
| Differential | ∆ with RC (%) 2 | ∆ with FA (%) 3 | ∆ with RC × FA (%) 4 | ||||
| Consistency (mm) | - | −1.1 | −4.1 | 7.7 | 17.7 | 4.8 | 11.1 |
| Air content (vol%) | - | 18.8 | 37.5 | −37.5 | −50.0 | −31.3 | −56.3 |
| Density (kg/m3) | - | −1.2 | −1.6 | −0.8 | −2.0 | −1.0 | −1.4 |
| Mechanical property | ||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Mortar | Compressive Strength (MPa) | Flexural Strength (MPa) | ||||||||||||||||
| 7 days | CV | 91 days | CV | 365 days | CV | 7 days | CV | 91 days | CV | 365 days | CV | |||||||
| RM | 44.8 | 1.1 | 65.7 | 1.2 | 87.5 | 1.6 | 6.5 | 4.2 | 8.1 | 2.9 | 8.4 | 4.1 | ||||||
| M-5/0 | 37.4 | 0.9 | 58.1 | 1.1 | 78.9 | 1.4 | 6.1 | 5.4 | 7.7 | 3.6 | 8.2 | 3.8 | ||||||
| M-10/0 | 36.0 | 0.4 | 50.0 | 0.8 | 74.9 | 1.1 | 5.6 | 3.8 | 7.2 | 4.1 | 8.0 | 3.3 | ||||||
| M-0/10 | 41.6 | 1.0 | 59.6 | 1.2 | 81.5 | 0.9 | 6.2 | 2.1 | 7.5 | 2.7 | 7.8 | 2.4 | ||||||
| M-0/20 | 35.1 | 0.7 | 53.6 | 1.0 | 79.4 | 1.1 | 5.7 | 3.4 | 6.6 | 2.9 | 7.2 | 3.1 | ||||||
| M-5/10 | 42.0 | 0.8 | 61.3 | 1.1 | 85.4 | 1.4 | 6.2 | 4.1 | 7.6 | 2.8 | 8.0 | 2.9 | ||||||
| M-10/20 | 30.6 | 0.4 | 44.9 | 0.9 | 72.1 | 1.1 | 5.8 | 3.1 | 7.1 | 2.7 | 7.4 | 2.4 | ||||||
| Quantification of synergistic effects | ||||||||||||||||||
| Age | Compressive strength | |||||||||||||||||
| ∆ with RC (%) | ∆ with FA (%) | ∆ with RC × FA (%) | ||||||||||||||||
| 7 days | −16.6 | −19.8 | −7.1 | −21.7 | −6.4 | −31.8 | ||||||||||||
| 91 days | −11.5 | −23.9 | −9.2 | −18.4 | −6.6 | −31.6 | ||||||||||||
| 365 days | −9.8 | −14.3 | −6.8 | −9.2 | −2.4 | −17.5 | ||||||||||||
| Age | Flexural strength | |||||||||||||||||
| ∆ with RC (%) | ∆ with FA (%) | ∆ with RC × FA (%) | ||||||||||||||||
| 7 days | −5.8 | −13.7 | −4.0 | −11.5 | −4.9 | −9.6 | ||||||||||||
| 91 days | −5.6 | −11.9 | −8.1 | −18.3 | −6.2 | −12.6 | ||||||||||||
| 365 days | −2.6 | −5.0 | −7.2 | −14.7 | −5.1 | −11.8 | ||||||||||||
| Mechanical Property | ||||||
|---|---|---|---|---|---|---|
| Mortar | Compressive Strength | Flexural Strength | ||||
| A | B | R2 | A | B | R2 | |
| RM | 10.43 | 22.92 | 0.967 | 0.51 | 5.58 | 0.949 |
| M-5/0 | 10.19 | 16.12 | 0.971 | 0.54 | 5.11 | 0.984 |
| M-10/0 | 9.31 | 15.27 | 0.925 | 0.61 | 4.41 | 0.999 |
| M-0/10 | 9.70 | 20.98 | 0.950 | 0.41 | 5.46 | 0.973 |
| M-0/20 | 10.71 | 11.90 | 0.931 | 0.36 | 5.02 | 0.998 |
| M-5/10 | 1055 | 19.42 | 0.946 | 0.40 | 5.12 | 0.971 |
| M-10/20 | 9.9 | 8.43 | 0.985 | 0.47 | 5.30 | 0.968 |
| Physical Property | ||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Mortar | Dynamic Modulus of Elasticity (GPa) | Ultrasonic Pulse Velocity (km/s) | ||||||||||||
| 91 Days | CV 1 | 365 Days | CV 1 | 91 Days | CV 1 | 365 Days | CV 1 | |||||||
| RM | 38.0 | 0.6 | 38.3 | 0.5 | 4.5 | 0.2 | 4.7 | 0.1 | ||||||
| M-5/0 | 36.2 | 0.4 | 38.0 | 0.8 | 4.4 | 0.3 | 4.6 | 0.1 | ||||||
| M-10/0 | 36.1 | 0.1 | 37.8 | 0.7 | 4.4 | 0.8 | 4.6 | 0.4 | ||||||
| M-0/10 | 36.6 | 0.6 | 38.1 | 0.4 | 4.4 | 0.5 | 4.6 | 0.2 | ||||||
| M-0/20 | 35.2 | 0.8 | 37.7 | 0.3 | 4.3 | 0.5 | 4.5 | 0.2 | ||||||
| M-5/10 | 36.8 | 1.0 | 38.3 | 0.8 | 4.4 | 0.4 | 4.7 | 0.2 | ||||||
| M-10/20 | 33.7 | 0.9 | 37.5 | 1.1 | 4.2 | 0.2 | 4.5 | 0.1 | ||||||
| Quantification of synergistic effects | ||||||||||||||
| Age | Dynamic modulus of elasticity | |||||||||||||
| ∆ with RC (%) | ∆ with FA (%) | ∆ with RC × FA (%) | ||||||||||||
| 91 days | −4.7 | −4.9 | −3.7 | −7.4 | −3.1 | −11.3 | ||||||||
| 365 days | −0.8 | −1.4 | −0.6 | −1.6 | −0.1 | −2.1 | ||||||||
| Age | Ultrasonic pulse velocity | |||||||||||||
| ∆ with RC (%) | ∆ with FA (%) | ∆ with RC × FA (%) | ||||||||||||
| 91 days | −2.8 | −2.5 | −2.4 | −3.7 | −1.9 | −6.1 | ||||||||
| 365 days | −2.4 | −2.8 | −1.7 | −4.4 | −0.3 | −3.7 | ||||||||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cantero, B.; Bravo, M.; de Brito, J.; del Bosque, I.F.S.; Medina, C. The Influence of Fly Ash on the Mechanical Performance of Cementitious Materials Produced with Recycled Cement. Appl. Sci. 2022, 12, 2257. https://doi.org/10.3390/app12042257
Cantero B, Bravo M, de Brito J, del Bosque IFS, Medina C. The Influence of Fly Ash on the Mechanical Performance of Cementitious Materials Produced with Recycled Cement. Applied Sciences. 2022; 12(4):2257. https://doi.org/10.3390/app12042257
Chicago/Turabian StyleCantero, Blas, Miguel Bravo, Jorge de Brito, Isabel Fuencisla Sáez del Bosque, and César Medina. 2022. "The Influence of Fly Ash on the Mechanical Performance of Cementitious Materials Produced with Recycled Cement" Applied Sciences 12, no. 4: 2257. https://doi.org/10.3390/app12042257
APA StyleCantero, B., Bravo, M., de Brito, J., del Bosque, I. F. S., & Medina, C. (2022). The Influence of Fly Ash on the Mechanical Performance of Cementitious Materials Produced with Recycled Cement. Applied Sciences, 12(4), 2257. https://doi.org/10.3390/app12042257