
Microstructural Variation and Evaluation of Formability According to High-Temperature Compression Conditions of AMS4928 Alloy

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
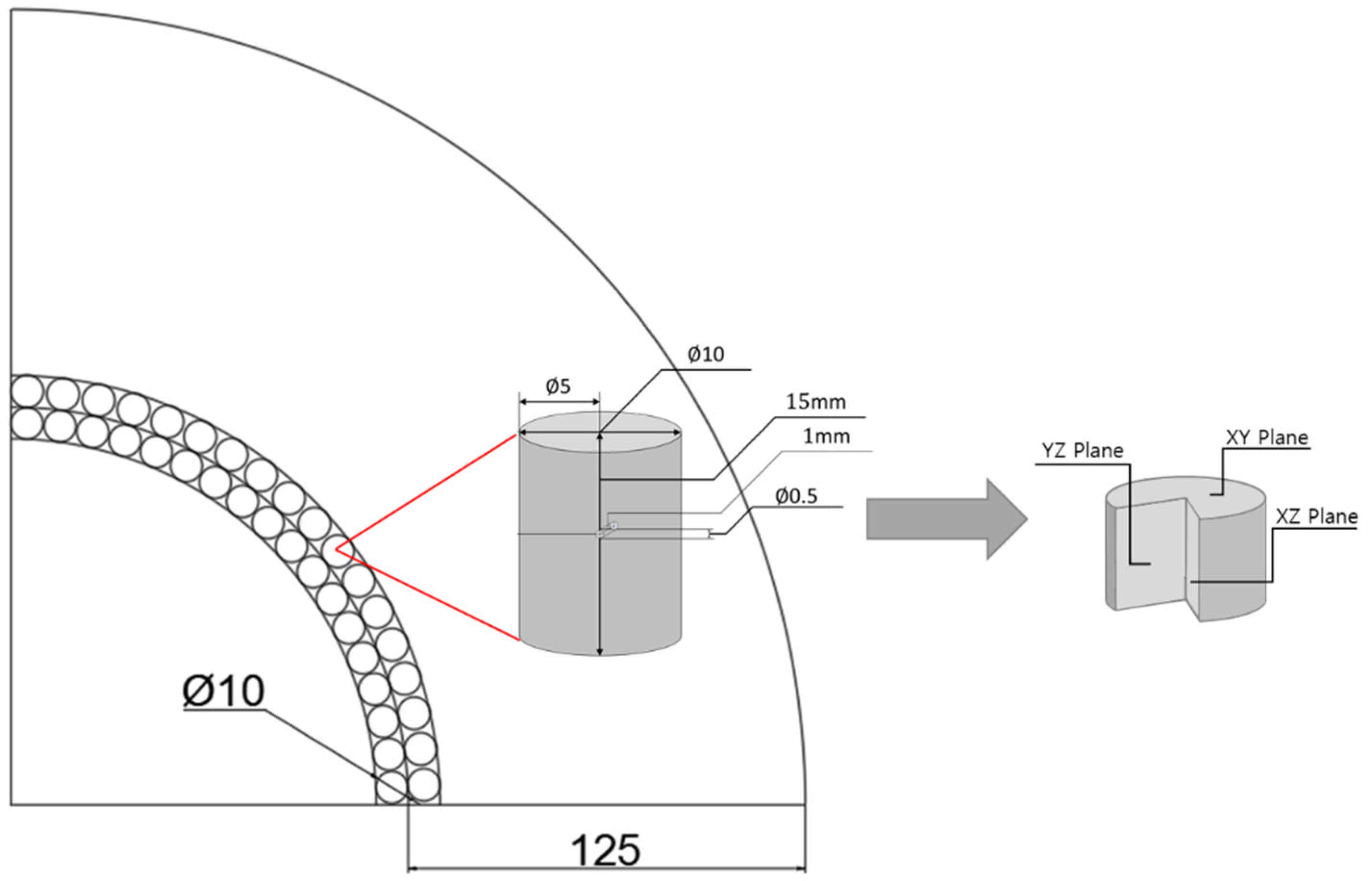
2. Materials and Methods
3. Results and Discussion
3.1. Room Temperature Properties
3.2. High Temperature Properties
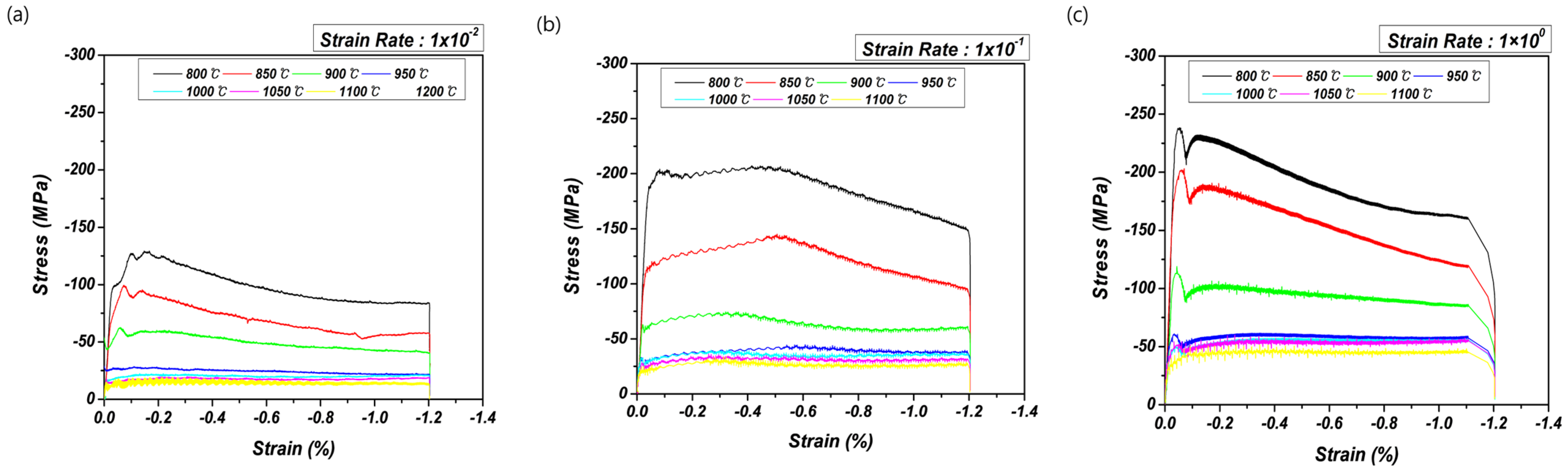
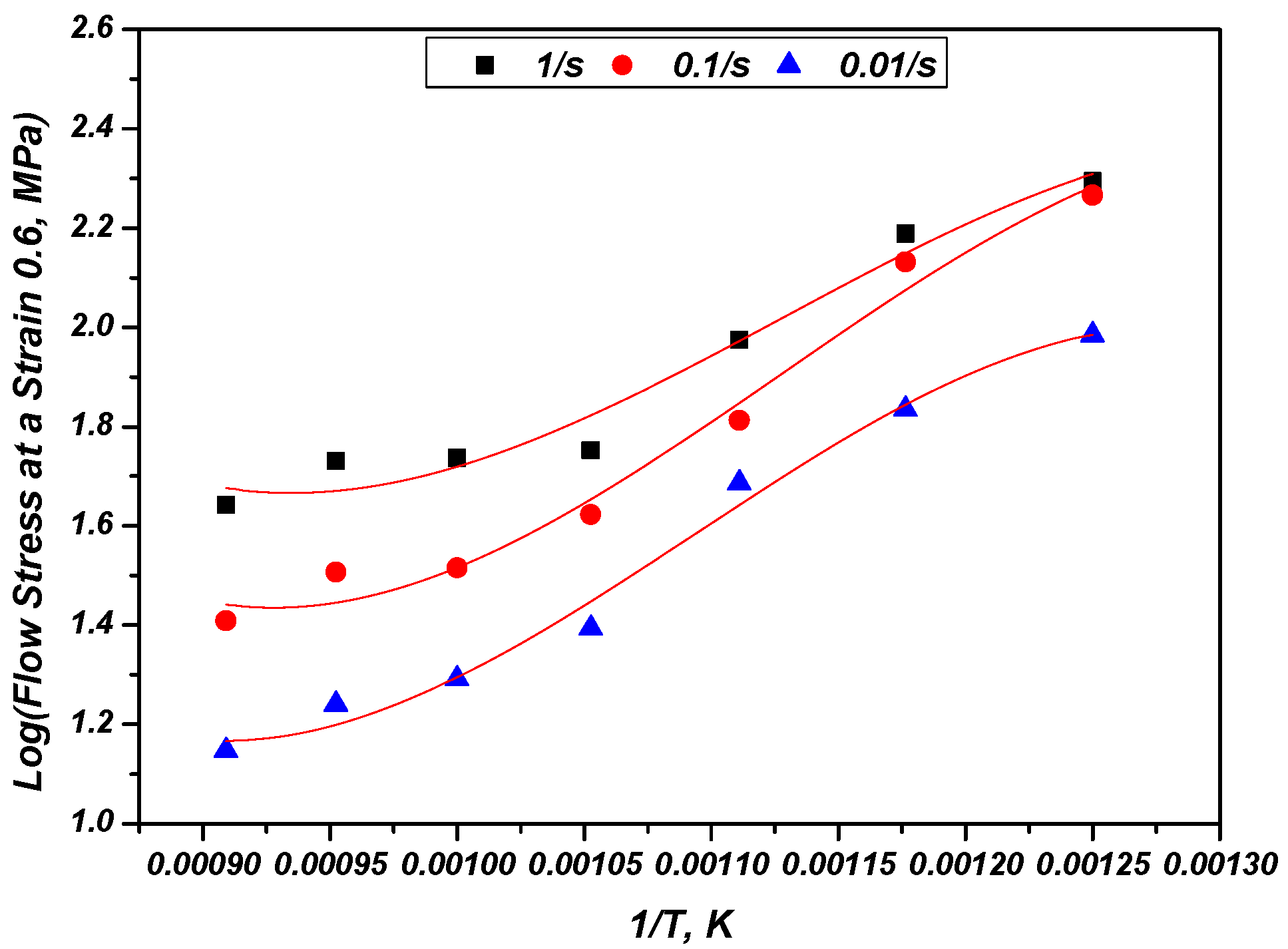
3.2.1. Hot Compression Test
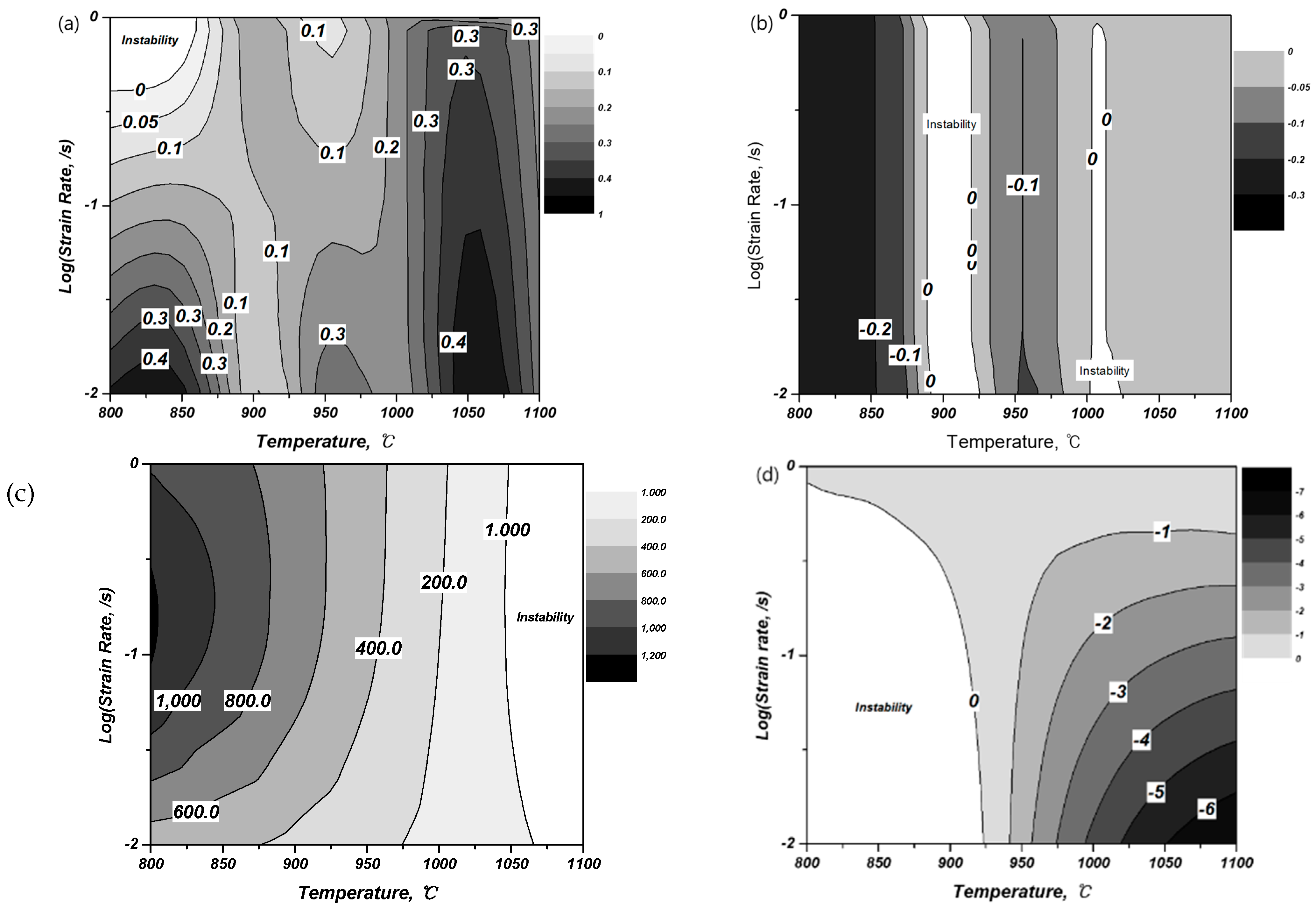
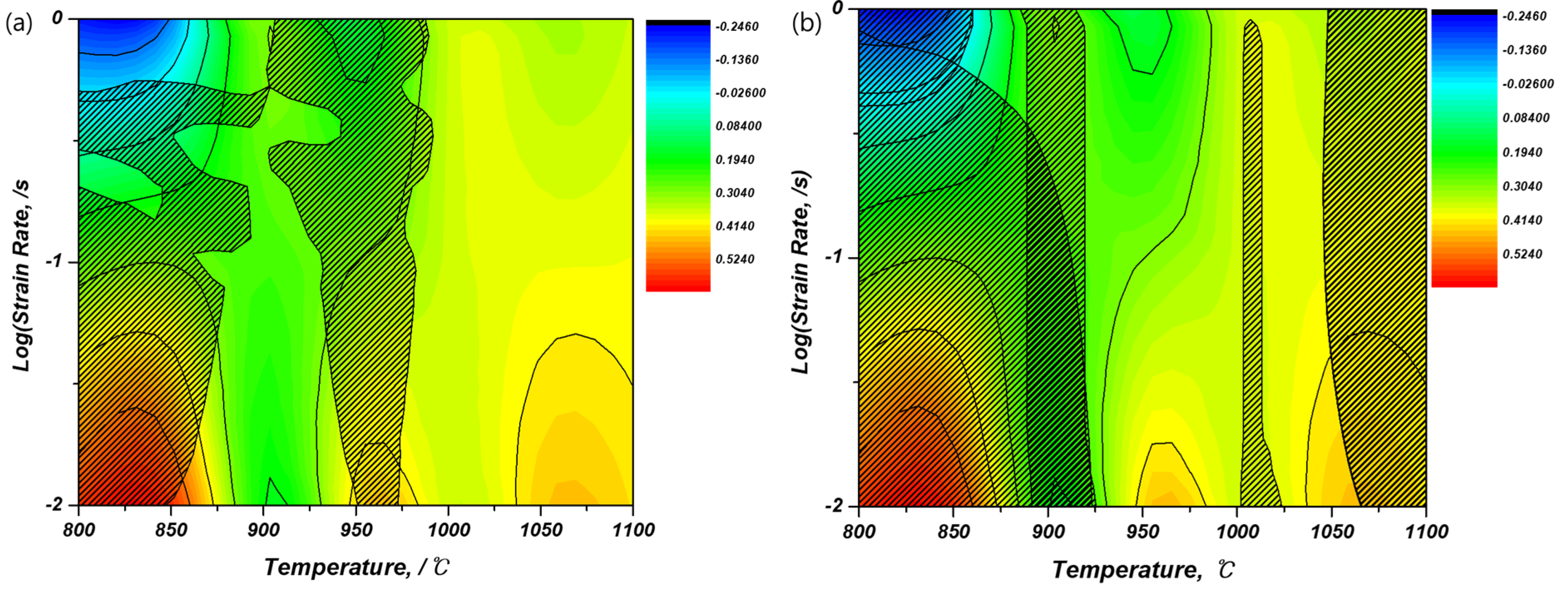
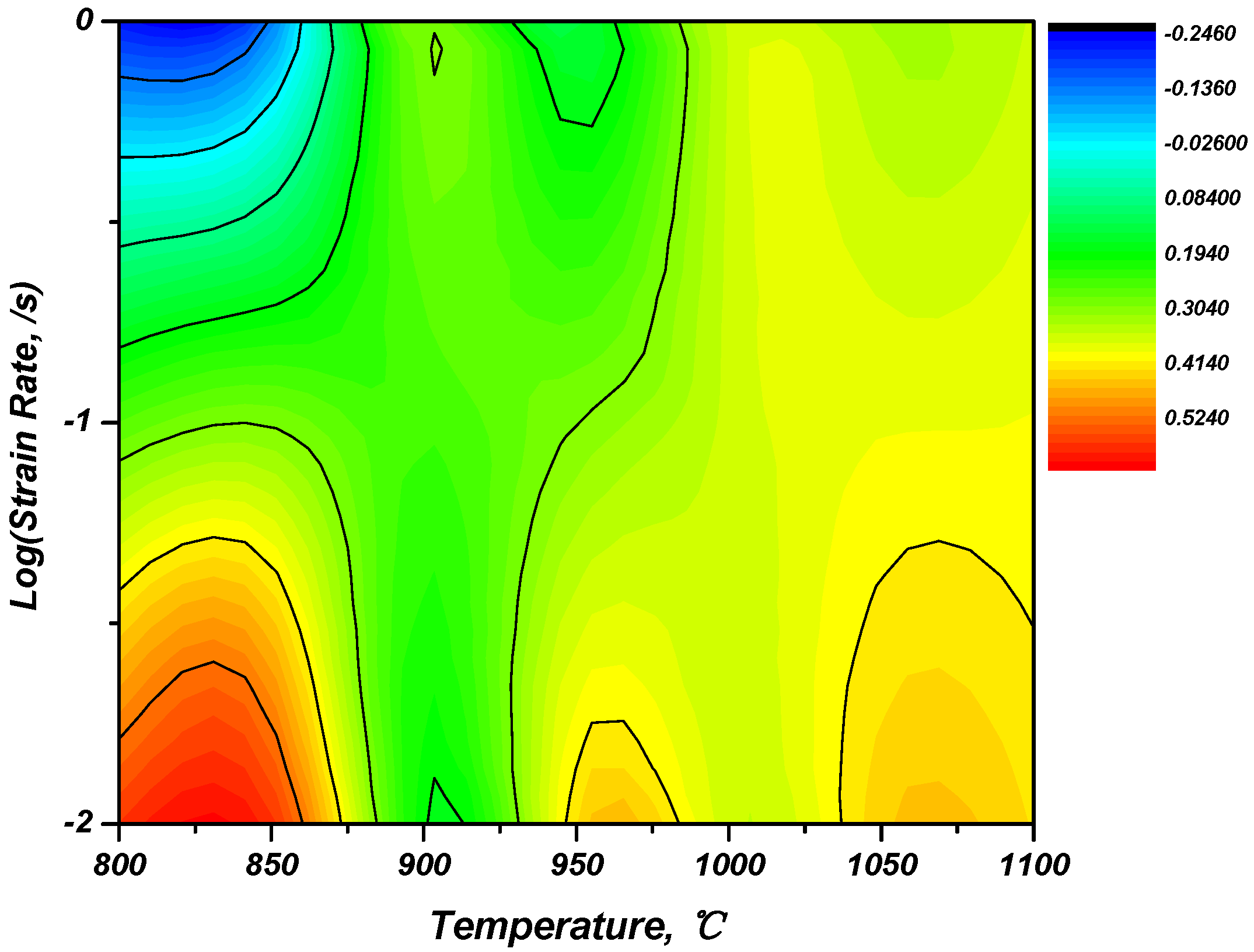
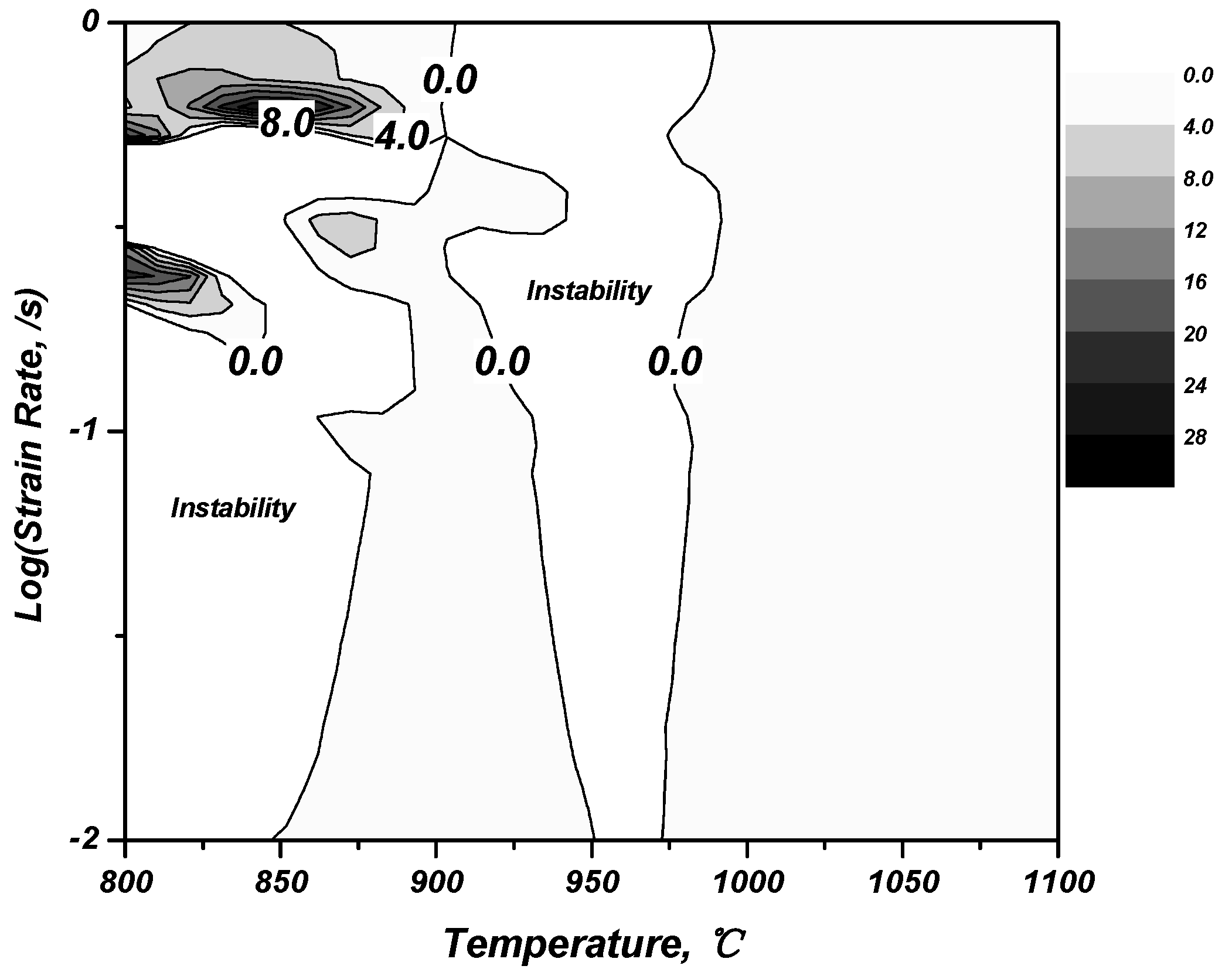
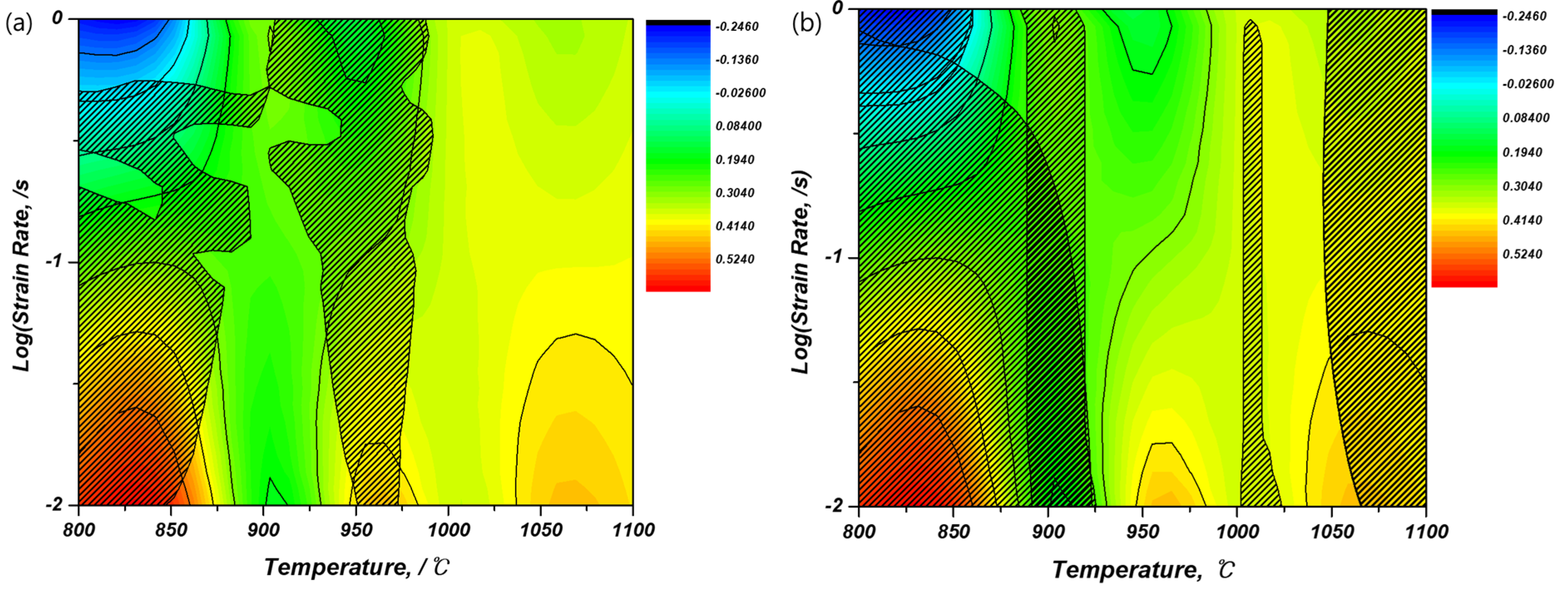
3.2.2. Processing Map
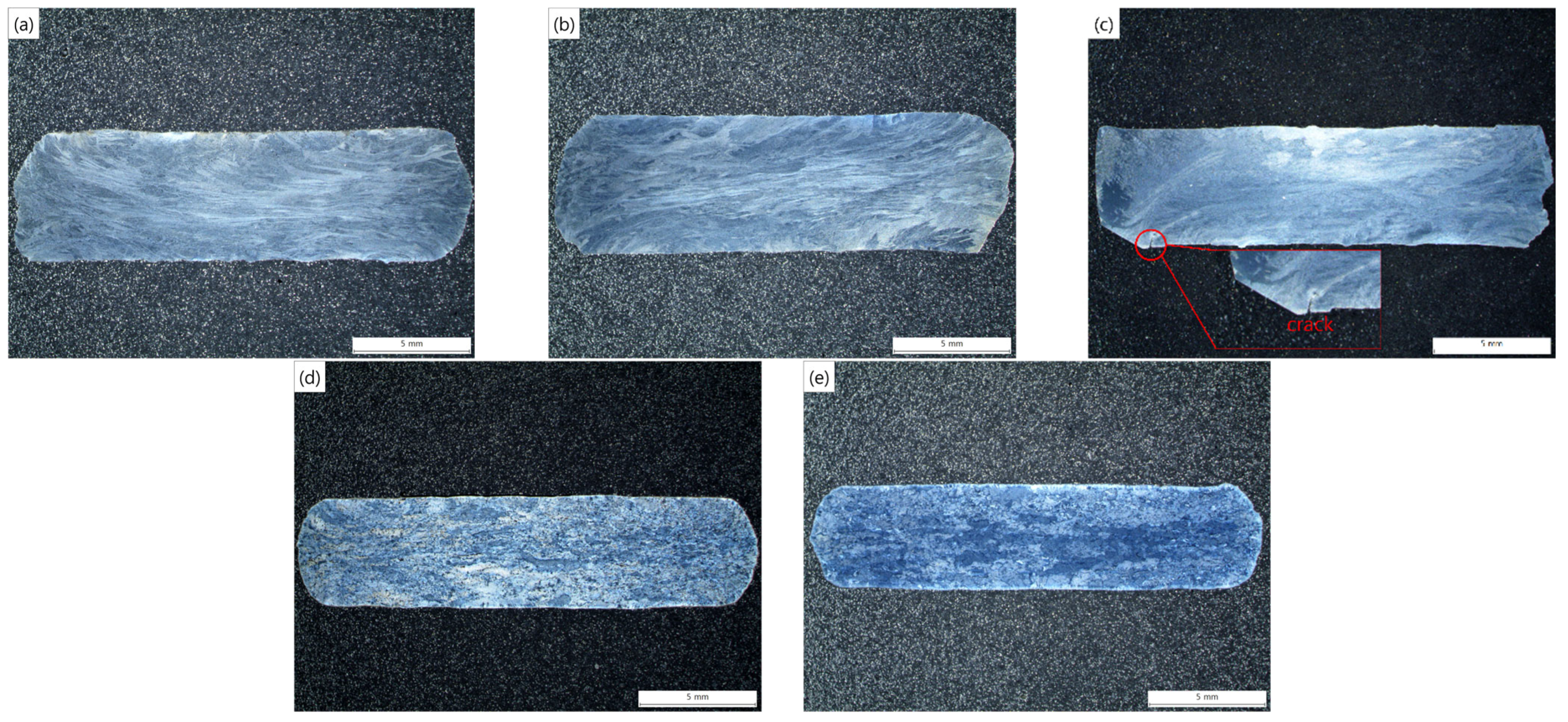
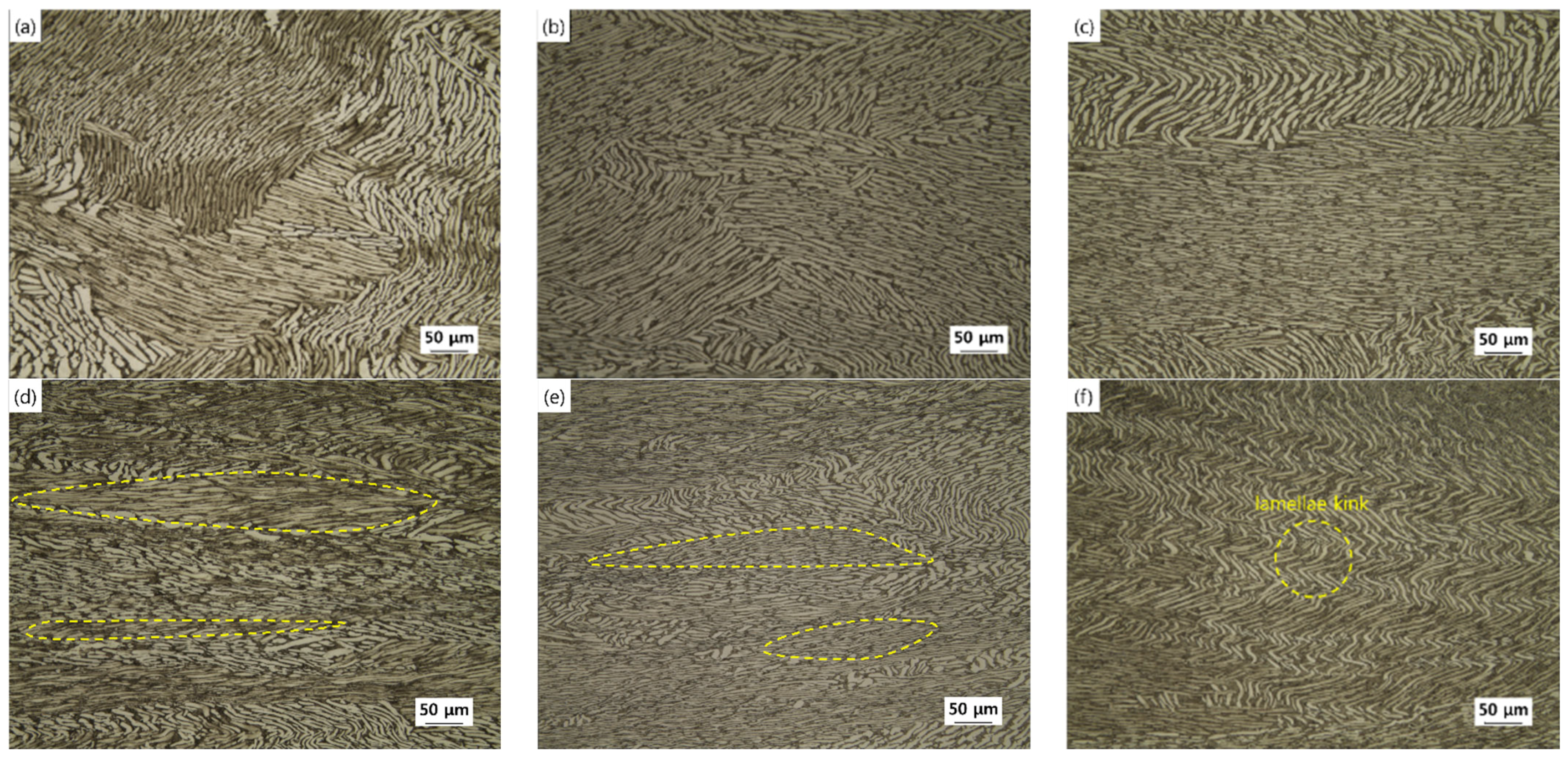
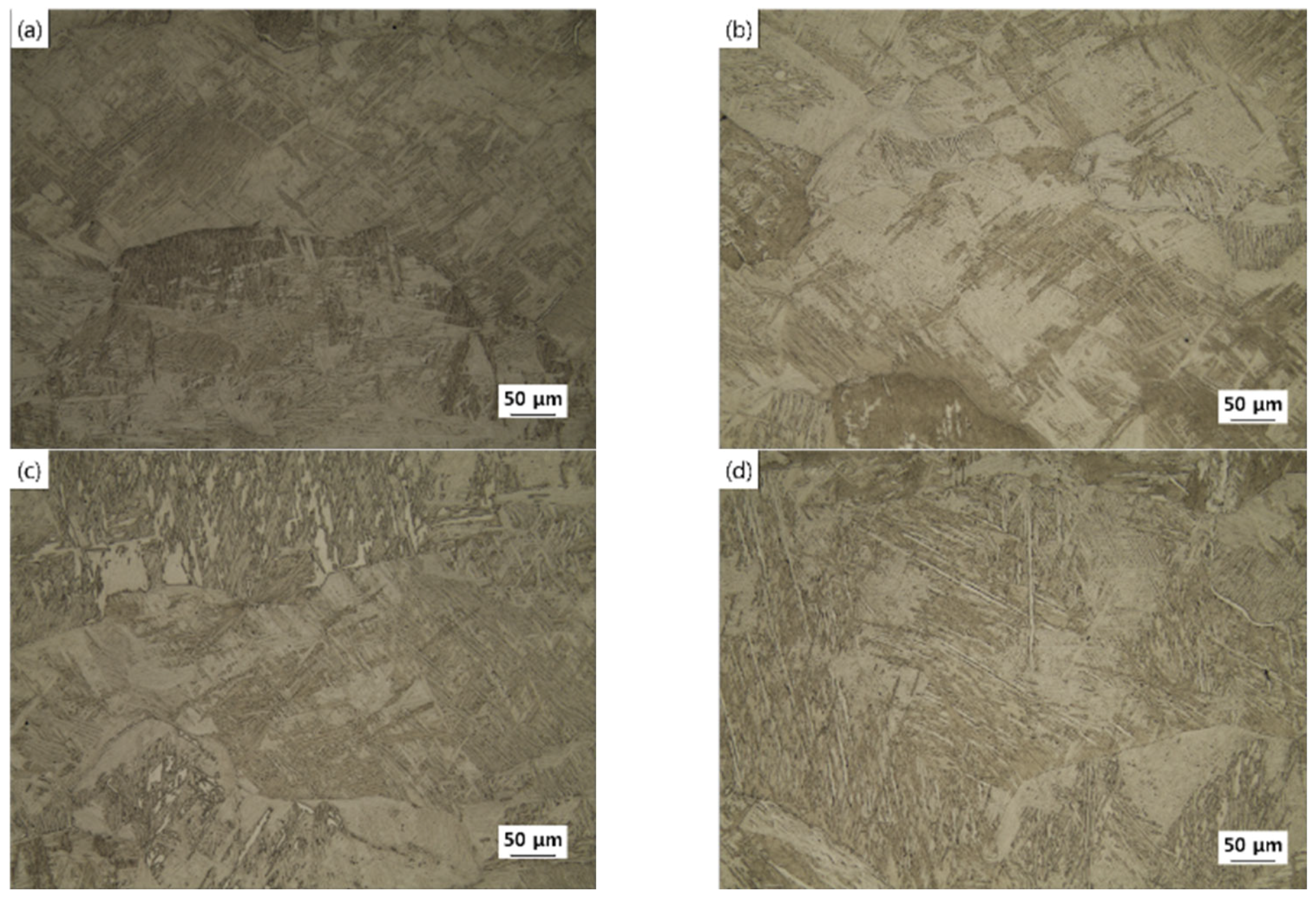
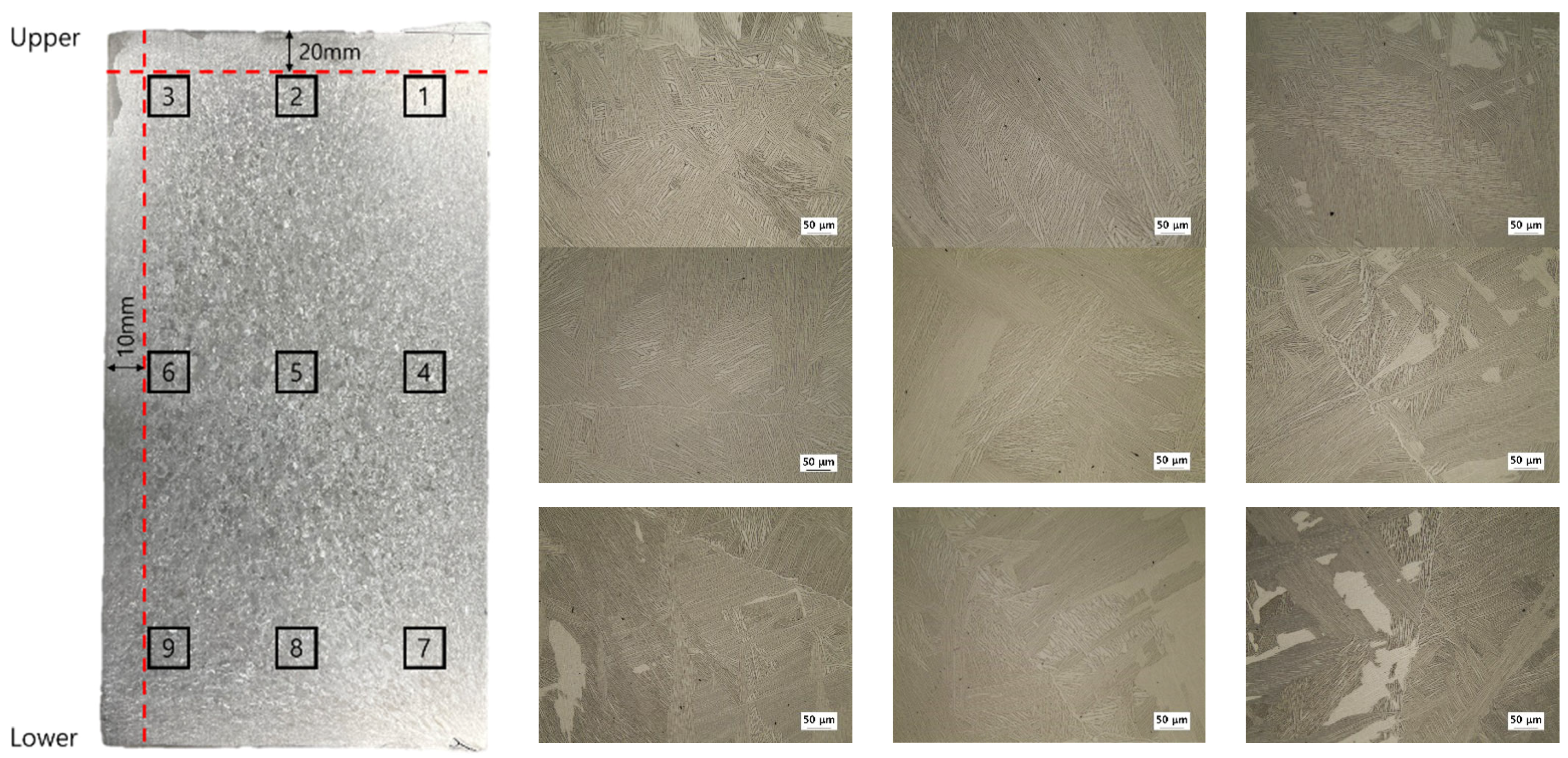
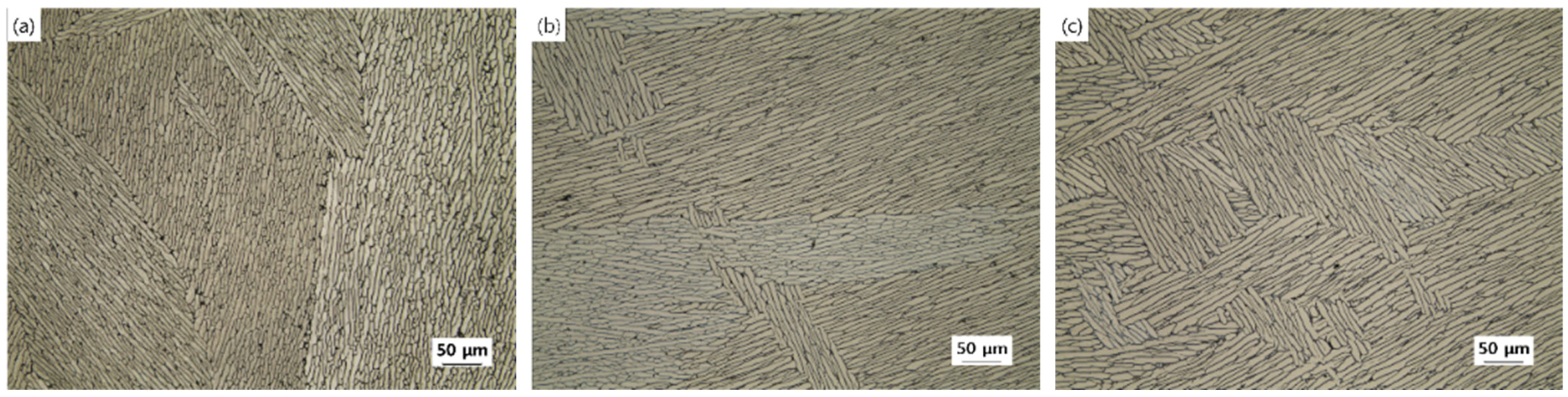
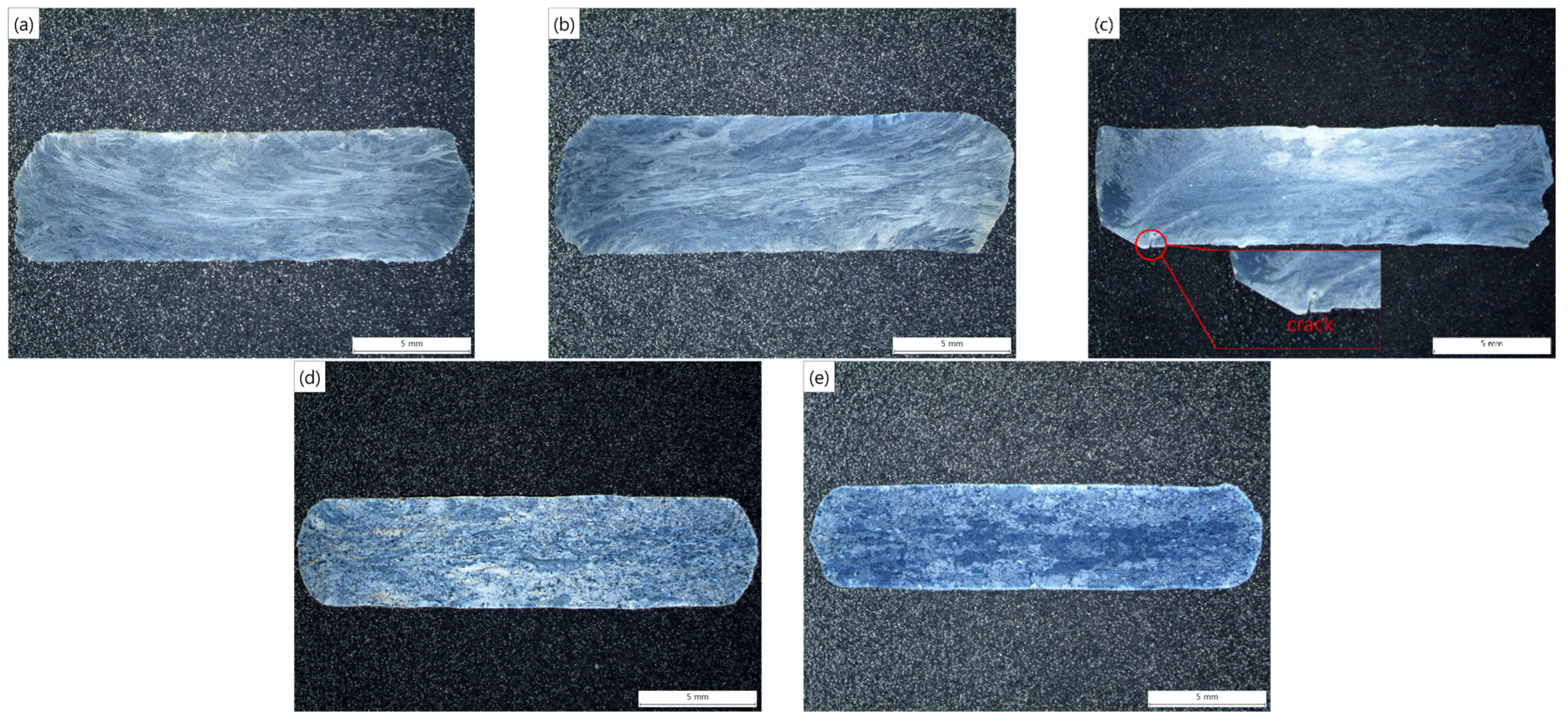
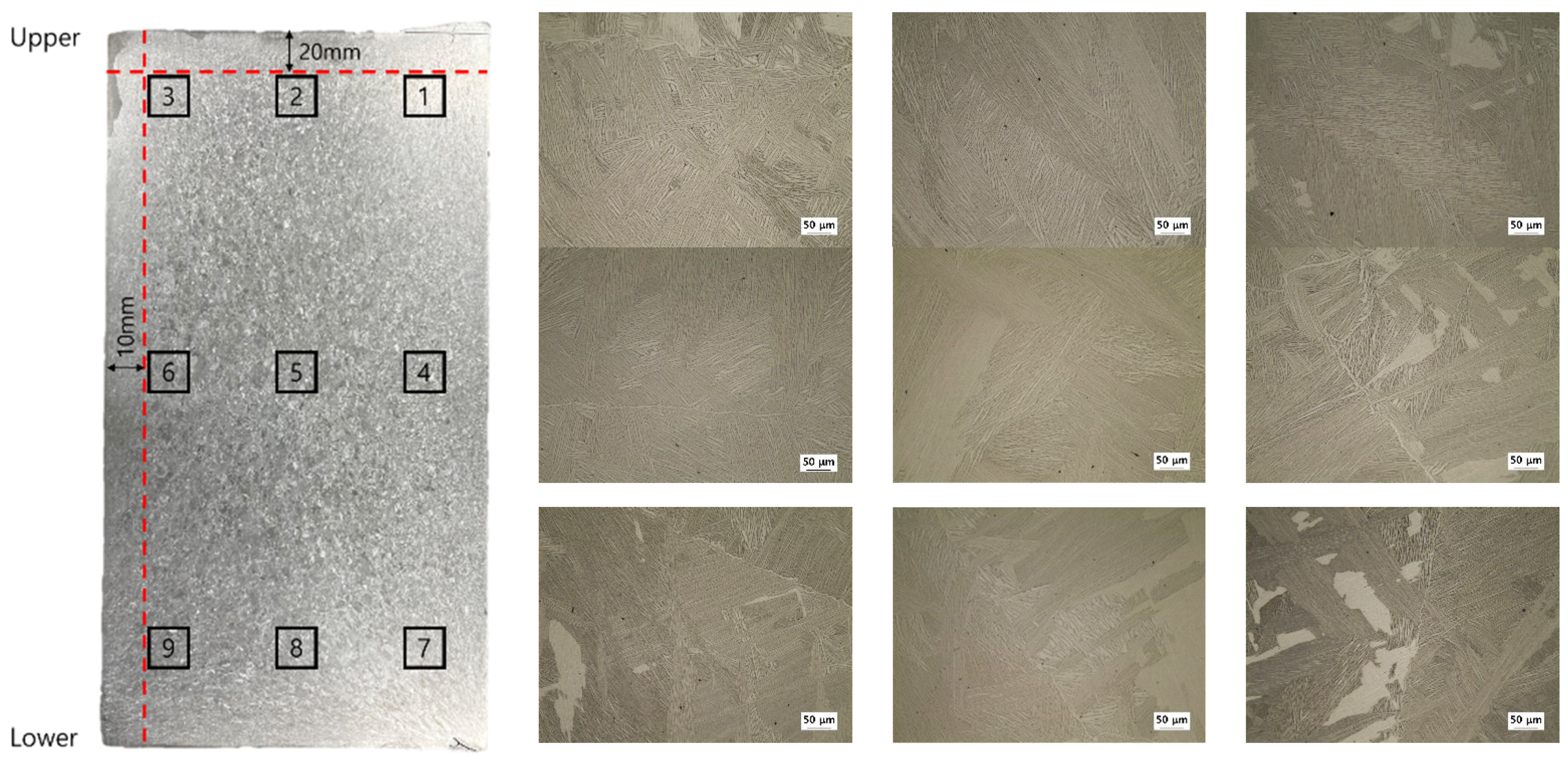
3.2.3. Macrostructure and Microstructure
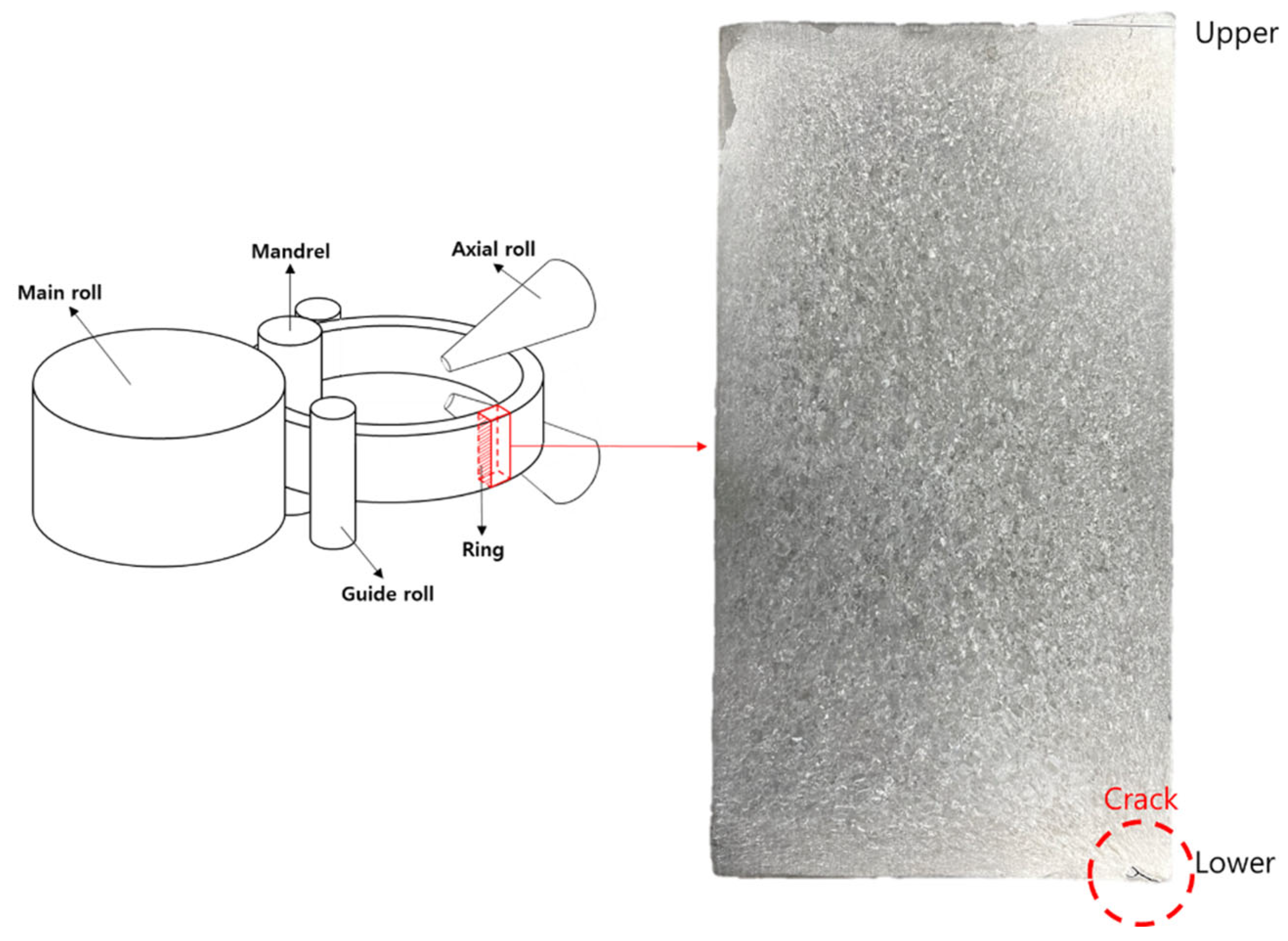
3.3. Ring-Rolling Process
4. Conclusions
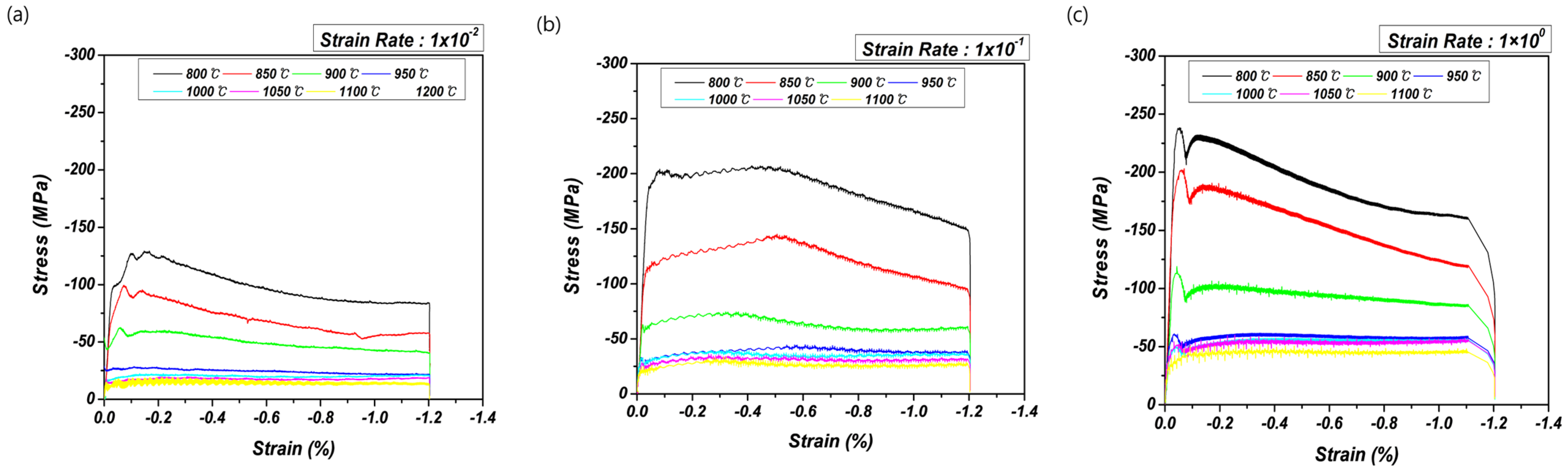
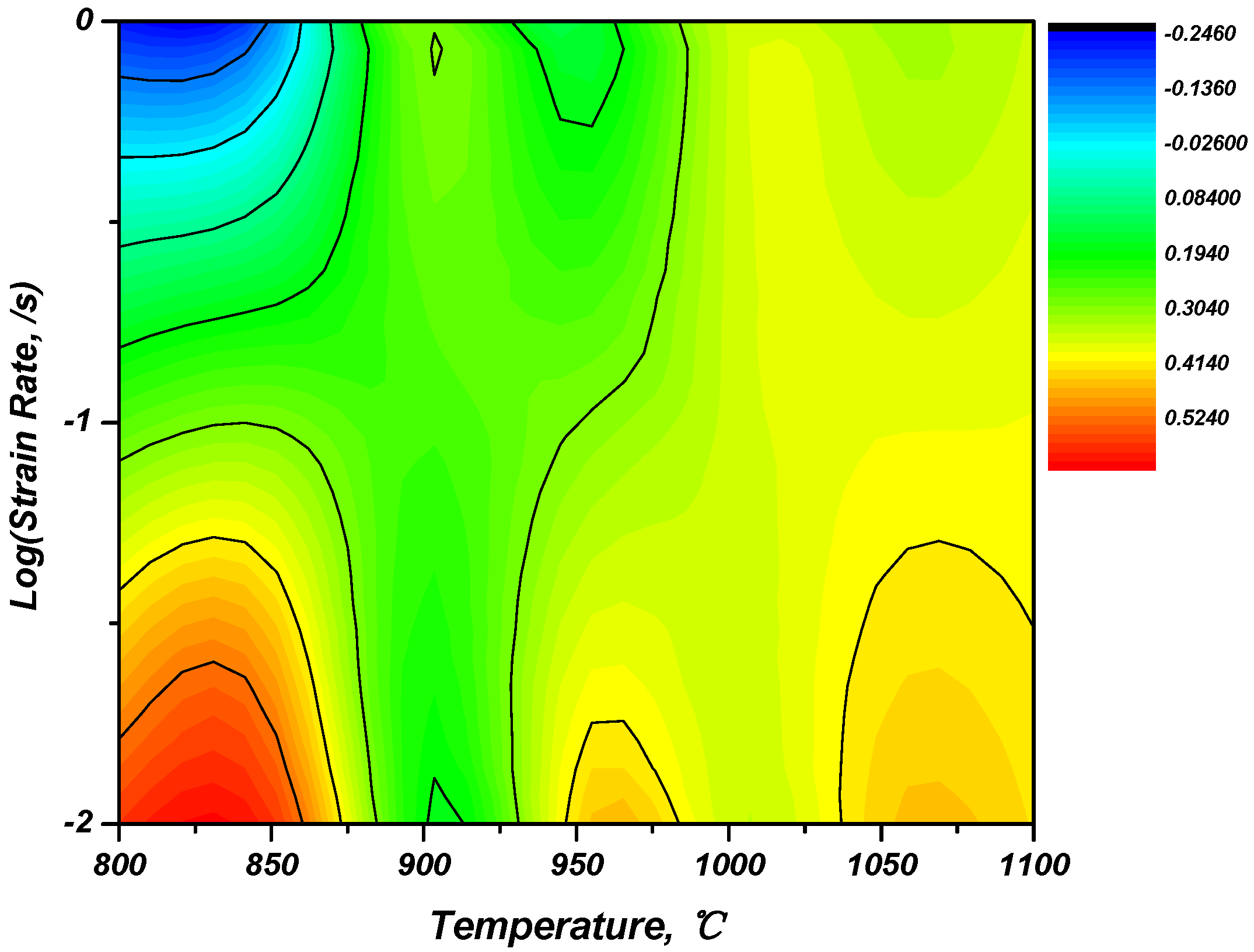
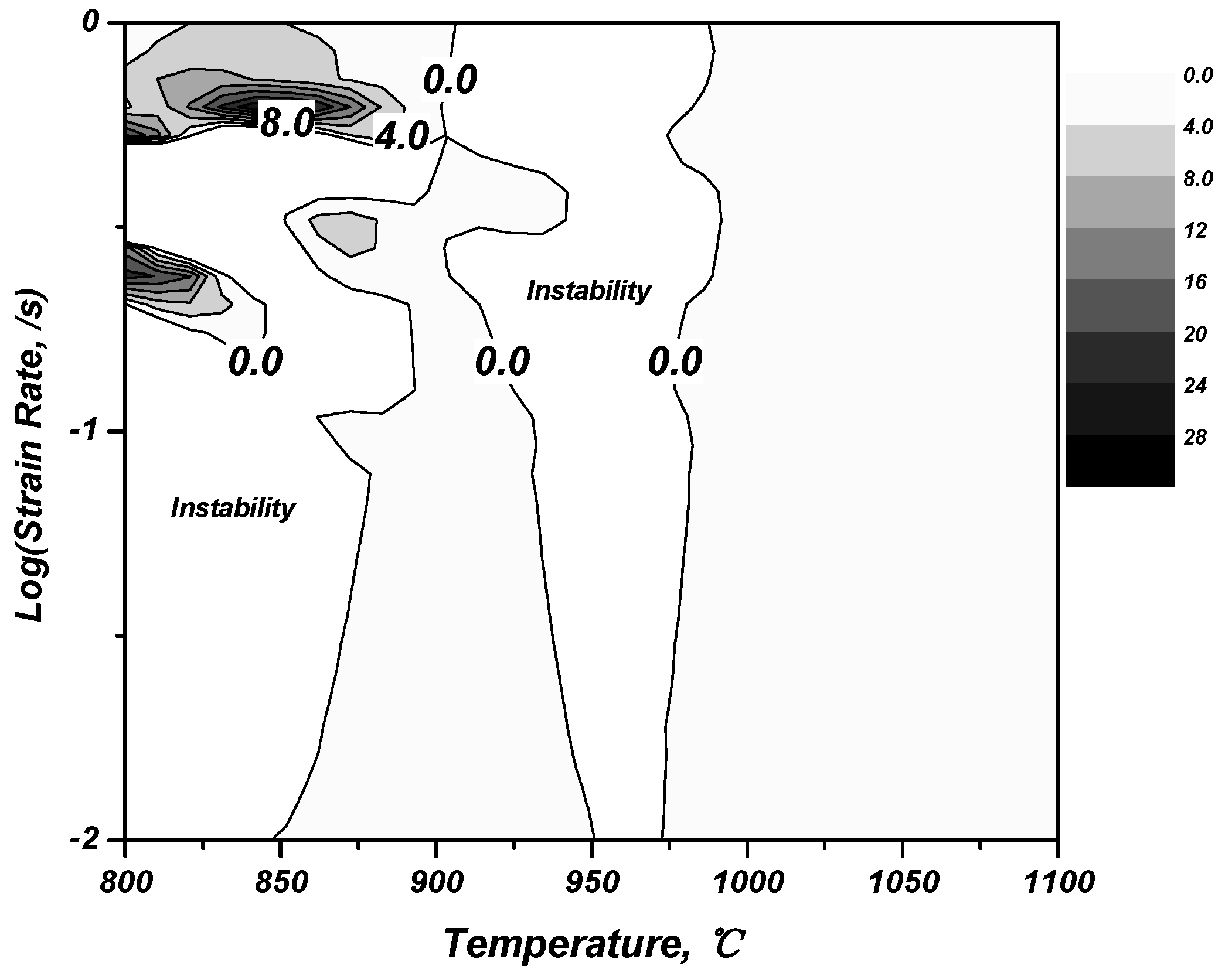
- In the stress–strain curve obtained after the high-temperature compression, a rapid decrease in stress and vibration with the possibility for unstable plastic deformation at a relatively low temperature were observed. When substituting it into the energy dispersion efficiency and the proposed plastic unstable region, it was confirmed to be consistent.
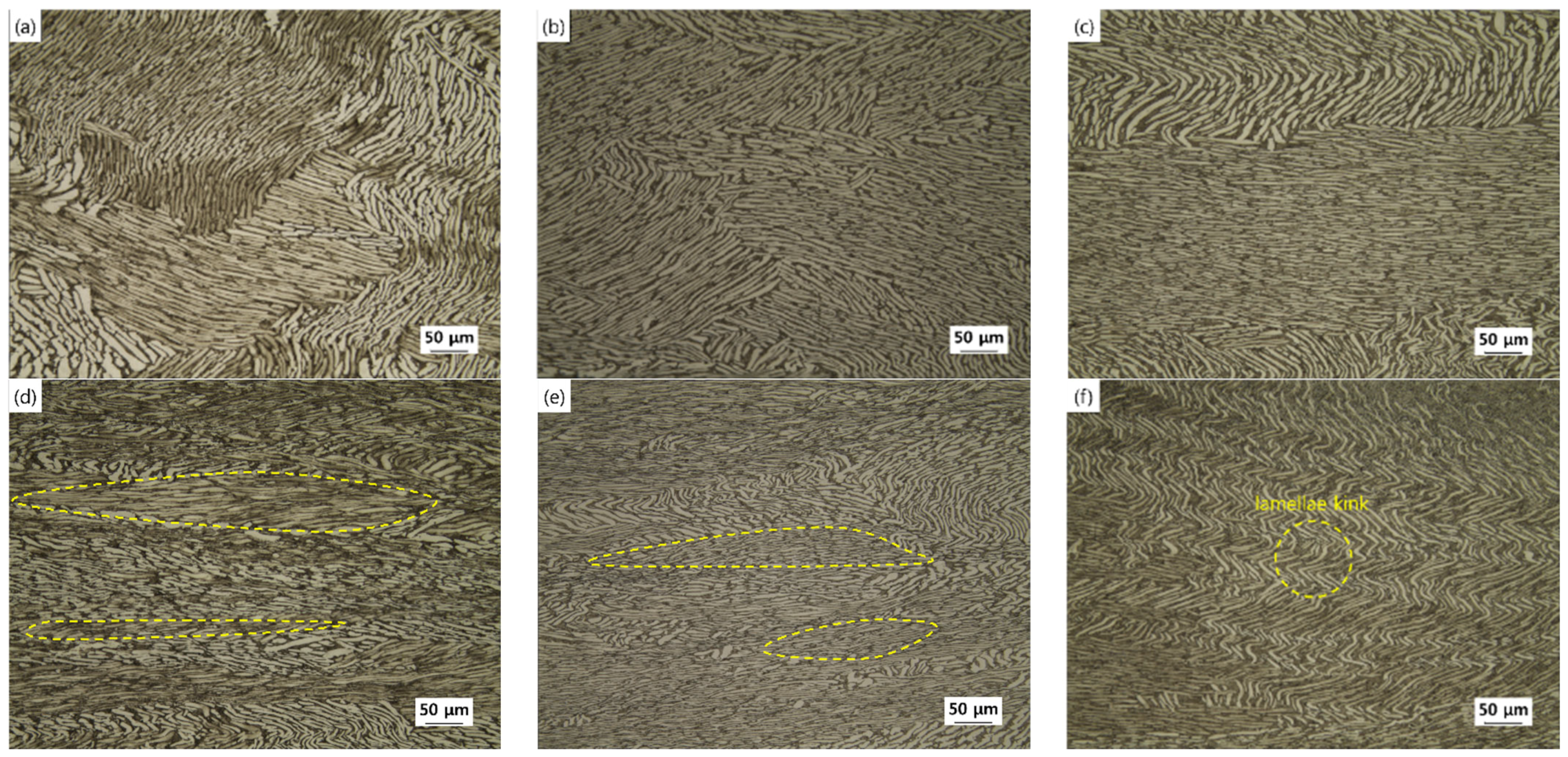
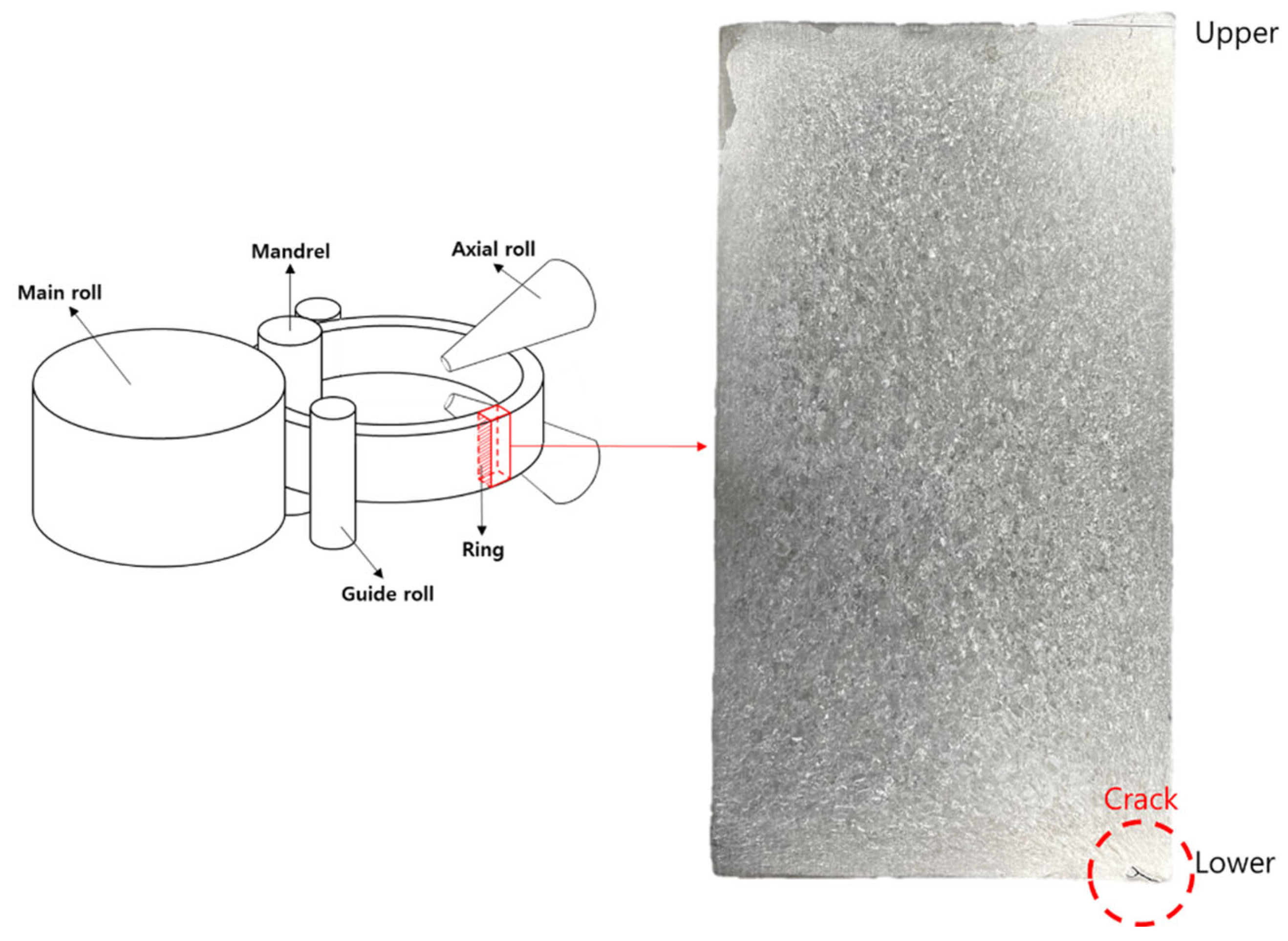
- Although 800 °C and 850 °C show a high energy dispersion efficiency, a flow localization band that can lead to 45° cracks and a kink that is likely to be plastically unstable in the Severe Plastic Deformation region were observed as plastic unstable regions according to the results of observing macrostructures and microstructures. In fact, cracks were observed and were found to be inappropriate for the high-temperature forming.
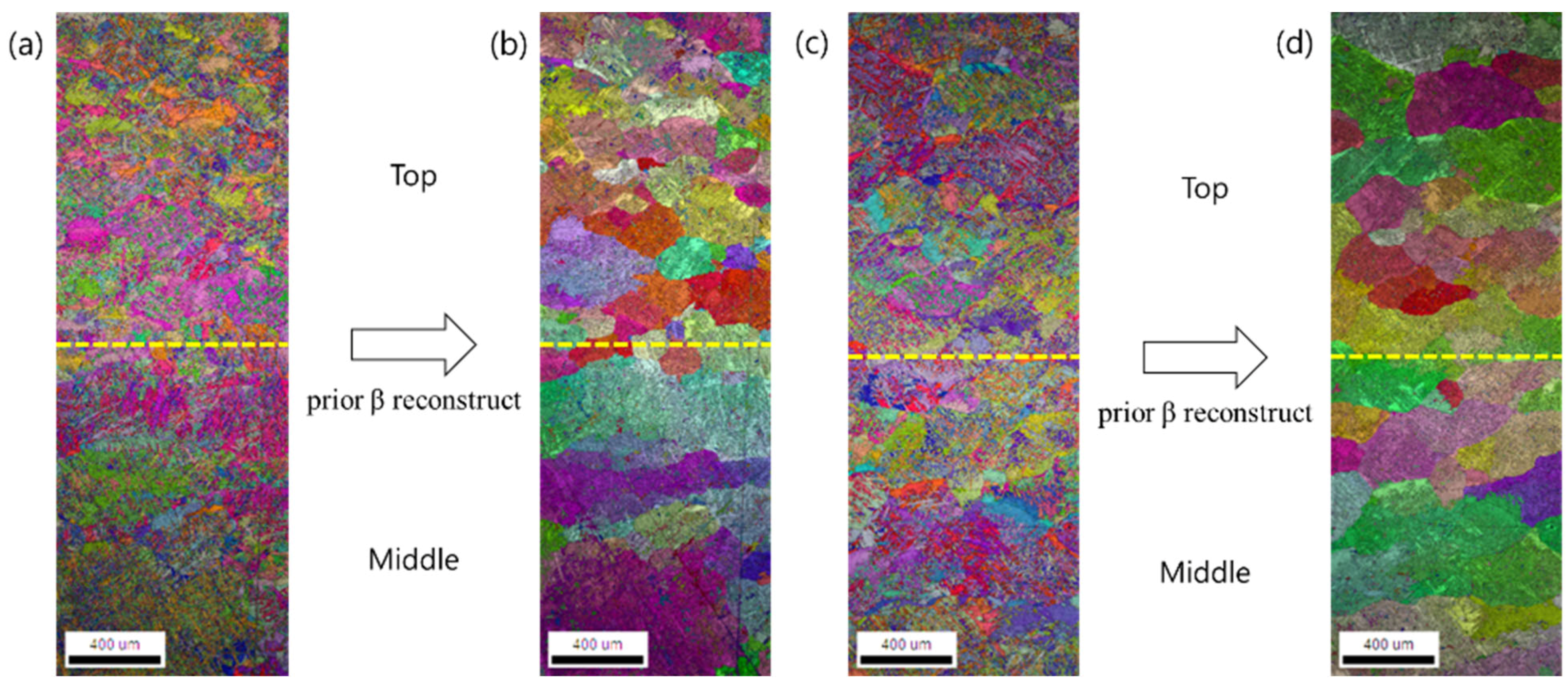
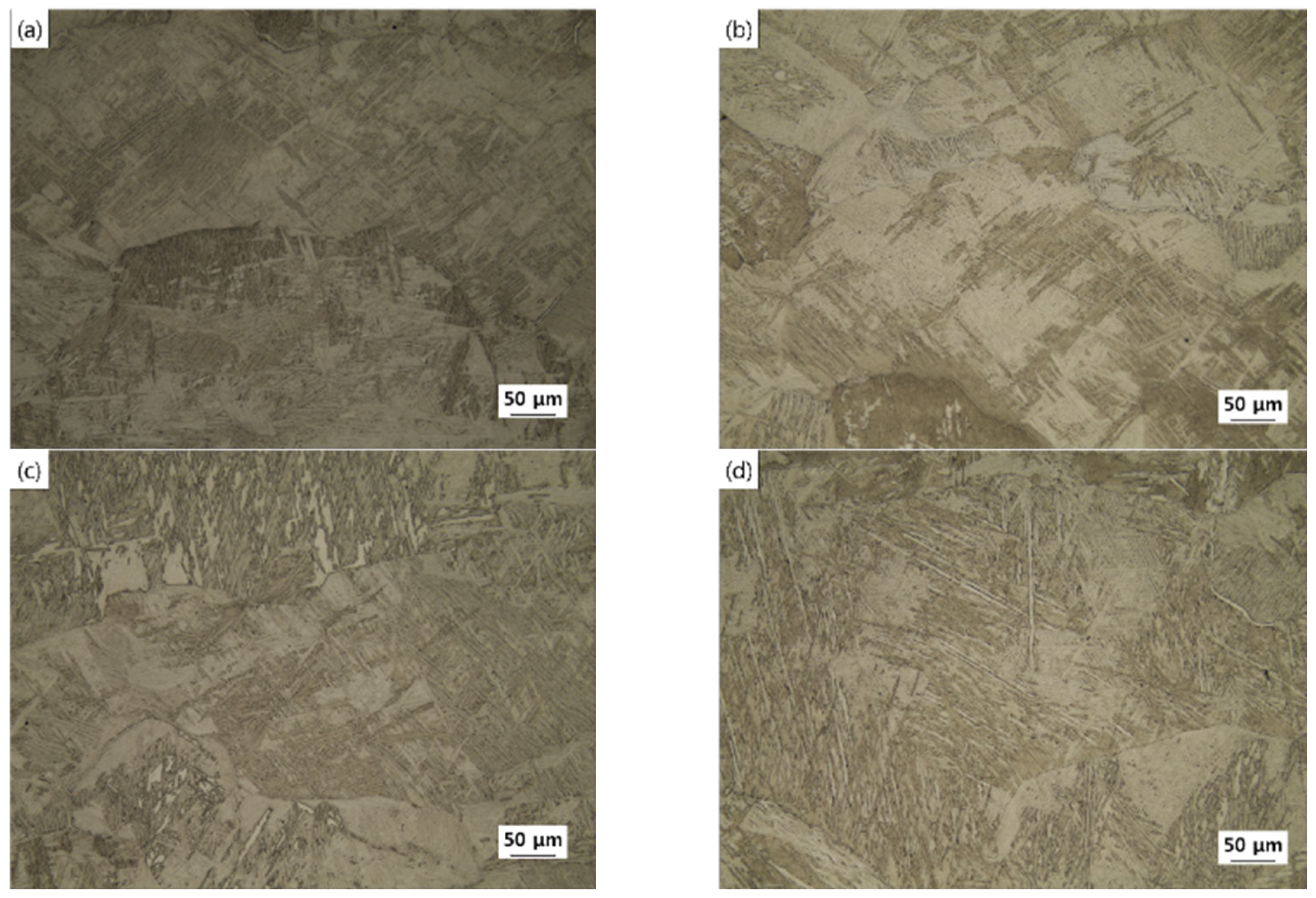
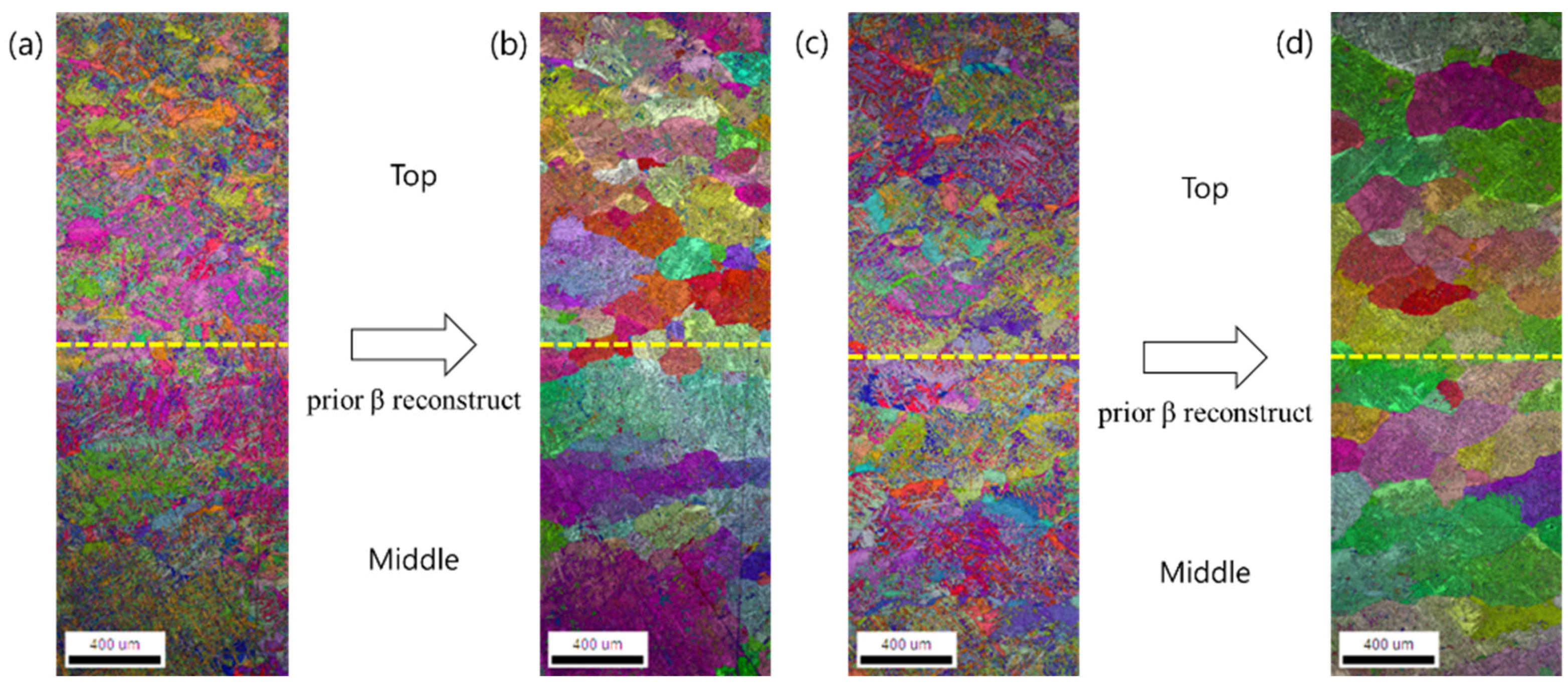
- Both samples at 1050 °C and 1100 °C showed uniform deformations without distinction between the Dead Zone and the Severe Plastic Deformation region, but did not belong to any plastic unstable region. In the results of the EBSD analysis, except for the processing part to meet the final dimension of the actual product, it was confirmed that the 1050 °C and conditions representing the uniform size of the prior β grain are the most suitable conditions for applying the high-temperature forming of the ring-rolling process.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Pan, X.; Wang, X.; Tian, Z.; He, W.; Shi, X.; Chen, P.; Zhou, L. Effect of Dynamic Recrystallization on Texture Orientation and Grain Refinement of Ti6Al4V Titanium Alloy Subjected to Laser Shock Peening. J. Alloy. Compd. 2021, 850, 156672. [Google Scholar] [CrossRef]
- Chun, C.K.; Kim, S.W. The Effect of Heat Treatment on Mircrostructure and Mechanical Behaviors of Laser Direct Energy Deposited Ti-6Al-4V Plate. J. Weld. Join. 2018, 36, 75–80. [Google Scholar] [CrossRef] [Green Version]
- Lee, D.G.; Lee, S.H.; Lee, C.S. Dynamic Deformation Behavior of Ti-6Al-4V Alloy Having Fine—α2-Ti3Al Precipitates. Korean J. Met. Mater. 2003, 41, 36–44. [Google Scholar]
- Lee, D.G.; Kim, S.H.; Lee, S.H.; Lee, C.S. Correlation of Microstructure with Quasi-Static and Dynamic Deformation Behavior of Ti-6Al-4V Alloy. J. Met. Mater. 2003, 38, 757–765. [Google Scholar]
- Ateekh, U.R.; Nagumothu, K.B.; Mahesh, K.T.; Yusuf, U.; Hisham, A. Characterisation of Microstructure and Mechanical Properties of Linear Friction Welded α+β Titanium Alloy to Nitinol. Appl. Sci. 2021, 11, 10680. [Google Scholar]
- Yeshanew, S.K.; Bai, C.; Jia, Q.; Xi, T.; Zhang, Z.; Li, D.; Xia, Z.; Yang, R.; Yang, K. Microstructure Evolution and Deformation Mecahnisms of As-Cast Antibacterial Ti6Al4V-5Cu Alloy for Isothermal Forging Process. Materials 2022, 15, 3349. [Google Scholar] [CrossRef]
- Pan, D.; Liu, B.; Xu, R.; Qiu, J.; Liu, C. Predicting Workability of a Low-Cost Powder Metallurgical Ti-5Al-2Fe-3Mo Alloy Using Constitutive Modeling and Processing Map. Materials 2021, 14, 836. [Google Scholar] [CrossRef]
- Ozgurluk, Y.; Doleker, K.M.; Ozkan, D.; Ahlatci, H.; Karaoglanli, A.C. Cyclic Hot Corrosion Failure Behaviors of EB-PVD TBC Systems in the Presence of Sulfate and Vanadate Molten Salts. Coatings 2019, 9, 166. [Google Scholar] [CrossRef] [Green Version]
- Lee, H.W.; Kong, B.O.; Kim, S.E. Microstructure and Mechanical Properties of Vacuum Centrifugal Casted Ti-6Al-4V Alloy by Casting and Heat Treatment. J. Met. Mater. 2022, 60, 282–290. [Google Scholar] [CrossRef]
- Yeom, J.T.; Kim, J.H.; Park, N.K. Ring-rolling design for a large-scale ring product of Ti-6Al-4V alloy. J. Mater. Process. Technol. 2007, 187–188, 747–751. [Google Scholar] [CrossRef]
- Song, J.; Han, Y.; Fang, M.; Hu, F.; Ke, L.; Li, Y.; Lei, L.; Lu, W. Temperature Sensitivity of Mechanical Properties and Microstructure during Moderate Temperature Deformation of Selective Laser Melted Ti-6Al-4V Alloy. Mater. Charact. 2020, 19, 110342. [Google Scholar] [CrossRef]
- Deng, T.; Li, S.; Liang, Y.; Sun, L.; Zhang, Y. Effects of Scandium and Silicon Addition on the Microstructure and Mechanical Properties of Ti-6Al-4V Alloy. J. Mater. Res. Technol. 2020, 9, 5676–5688. [Google Scholar] [CrossRef]
- Bhardwaj, A.; Gohil, N.; Gupta, A.K.; Satheesh Kumar, S.S. An Experimental Investigation on the Influence of Elevated-Temperature Constrained Groove Pressing on the Microstructure, Mechanical Properties and Hardening Behaviour of Ti6Al4V Alloy. Mater. Sci. Eng. A 2020, 802, 140651. [Google Scholar] [CrossRef]
- Szabo, Z.J.; Bittrich, E. Manufacturing Systems for the Production of Seamless-Rolled Rings. J. Mater. Process. Technol. 1996, 60, 67–72. [Google Scholar] [CrossRef]
- Liu, Z.; He, B.; Lyu, T.; Zou, Y. A Review on Additive Manufacturing of Titanium Alloys for Aerospace Applications: Directed Energy Deposition and Beyond Ti-6Al-4V. JOM 2021, 73, 1804–1818. [Google Scholar] [CrossRef]
- Quan, G.Z.; Zhang, Z.H.; Zhang, L.; Liu, Q. Numerical Descriptions of Hot Flow Behaviors across β Transus for as-Forged Ti-10V-2Fe-3Al Alloy by LHS-SVR and GA-SVR and Improvement in Forming Simulation Accuracy. Appl. Sci. 2016, 6, 210. [Google Scholar] [CrossRef] [Green Version]
- Mosleh, A.O.; Mikhaylovskaya, A.V.; Kotov, A.D.; Sitkina, M.; Mestre-Rinn, P.; Kwame, J.S. Superplastic Deformation Behavior of Ultra-Fine-Grained Ti-1V-4Al-3Mo Alloy: Constitutive Modeling and Processing Map. Mater. Res. Express 2019, 6, 096584. [Google Scholar] [CrossRef]
- Sun, Y.; Cao, Z.; Wan, Z.; Hu, L.; Ye, W.; Li, N. 3D Processing Map and Hot Deformation Behavior of 6A02 Aluminum Alloy. J. Alloy. Compd. 2018, 742, 356–368. [Google Scholar] [CrossRef]
- Khomutov, M.G.; Pozdniakov, A.V.; Churyumov, A.Y.; Barkov, R.Y.; Solonin, A.N.; Glavatskikh, M.V. Flow Stress Modelling and 3D Processing Maps of Al4.5Zn4.5Mg1Cu0.12Zr Alloy with Different Scandium Contents. Appl. Sci. 2021, 11, 4587. [Google Scholar] [CrossRef]
- Peng, P.W.; Yang, J.C.; Lee, W.F.; Fang, C.Y.; Chang, C.M.; Chen, I.J.; Hsu, C.; Yang, T.S. Effects of Heat Treatment of Selective Laser Melting Printed Ti-6Al-4V Specimens on Surface Texture Parameters and Cell Attachment. Appl. Sci. 2021, 11, 2234. [Google Scholar] [CrossRef]
- Prasad, Y.; Gegel, H.L. Modeling of Dynamic Material Behavior in Hot Deformation: Forging of Ti-6242. Metall. Trans. 1984, 15, 1883. [Google Scholar] [CrossRef]
- Ziegler, H. Some Extremum Principles in Irreversible Thermodynamics with Application to Continuum Mechanics; Swiss Federal Institute of Technology: Zürich, Switzerland, 1962; Volume 4, p. 93. [Google Scholar]
- Malas, J.C.; Seetharaman, V. Using Material Behavior Models to Develop Process Control Strategies. JOM 1992, 44, 8–13. [Google Scholar] [CrossRef]
- Narayana Murty, S.V.S.; Rao, B.N. Hot Woking Characteristics of Zr-2.5Nb Using Processing Maps. Mater. Sci. Technol. 1998, 14, 835–837. [Google Scholar] [CrossRef]
- Yeom, J.T.; Park, N.K.; Hong, S.S. Investigation of Forming Stabilities Criteria in Hot Backward Extrusion of Ti-6Al-4V. J. KIMST 2004, 7, 84–92. [Google Scholar]
- Lukaszek-Solek, A.; Krawczyk, J.; Sleboda, T.; Grelowski, J. Optimization of the Hot Forging Parameters for 4340 Steel by Processing Maps. J. Mater. Res. Technol. 2019, 8, 3281–3290. [Google Scholar] [CrossRef]
- Omoniyi, P.O.; Akinlabi, E.T.; Mahamood, R.M. Heat Treatments of Ti6Al4V Alloys for Industrial Applications: An Overview. Mater. Sci. Eng. 2021, 1107, 012094. [Google Scholar] [CrossRef]
- Weiss, I.; Froes, F.H.; Eylon, D.; Welsch, G.E. Modification of Alpha Morphology in Ti-6Al-4V by Thermomechanical Processing. Metall. Trans. A 1986, 17, 1935–1947. [Google Scholar] [CrossRef]
- Kim, J.S.; Kim, J.H.; Lee, Y.T.; Park, C.G.; Lee, C.S. Microstructural Analysis on Boundary Sliding and its Accommodation Mode during Superplastic Deformation of Ti-6Al-4V. Mater. Sci. Eng. Struct. Mater. 1999, 263, 272–280. [Google Scholar] [CrossRef]
- Seshacharyulu, T.; Medeiros, S.C.; Frazier, W.G.; Prasad, Y.V.R.K. Microstructural Mechanisms during Hot Working of Commercial Grade Ti-6Al-4V with Lamellar Starting Structure. Mater. Sci. Eng. 2022, 325, 112–125. [Google Scholar] [CrossRef]
- Miller, R.M.; Bieler, T.R.; Semiatin, S.L. Flow Softening during Hot Working of Ti-6Al-4V with a Lamellar Colony Microstructure. Scr. Mater. 1999, 40, 1387–1393. [Google Scholar] [CrossRef]




Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lee, J.-G.; Jo, P.-S.; Choi, C.-Y.; Park, H.-S.; Lee, D.-G. Microstructural Variation and Evaluation of Formability According to High-Temperature Compression Conditions of AMS4928 Alloy. Appl. Sci. 2022, 12, 7621. https://doi.org/10.3390/app12157621
Lee J-G, Jo P-S, Choi C-Y, Park H-S, Lee D-G. Microstructural Variation and Evaluation of Formability According to High-Temperature Compression Conditions of AMS4928 Alloy. Applied Sciences. 2022; 12(15):7621. https://doi.org/10.3390/app12157621
Chicago/Turabian StyleLee, Jae-Gwan, Pyeong-Seok Jo, Chang-Yong Choi, Hee-Sang Park, and Dong-Geun Lee. 2022. "Microstructural Variation and Evaluation of Formability According to High-Temperature Compression Conditions of AMS4928 Alloy" Applied Sciences 12, no. 15: 7621. https://doi.org/10.3390/app12157621
APA StyleLee, J.-G., Jo, P.-S., Choi, C.-Y., Park, H.-S., & Lee, D.-G. (2022). Microstructural Variation and Evaluation of Formability According to High-Temperature Compression Conditions of AMS4928 Alloy. Applied Sciences, 12(15), 7621. https://doi.org/10.3390/app12157621