1. Introduction
Gold and silver were most likely the first metals that people encountered during evolution. These metals can be found in nature in their pure forms, and in addition to their advantage of being easily processed, they offer not only utility applications but also medical applications. Silver has strong antibacterial effects; it is therefore widely used in contemporary medicine in the production of various medications, ointments, and medical devices.
Metals that may be used for medical applications also include copper (Cu) which, unlike silver, is a more accessible and affordable raw material. It is one of a few metals that may be found in its native form, and it is classified as a precious metal. Its medical applications are facilitated by its disinfection properties and effects against bacteria and molds. In a modified form, it is used for the disinfection of premises, surfaces, and clothes, and often as a component of respiratory masks with antiviral effects.
An attractive combination of porous copper filters’ properties, such as ductility and high thermal and electrical conductivity, makes them excellent candidates for a potential use in a wide range of industrial applications [
1]. Copper tends to act as an electron donor and participate in the redox reaction, making it possible to apply copper filters to treat and purify tap water. It can remove several heavy metals, decompose organic pollutants, and has antimicrobial and antiviral properties, which are mainly based on the occurrence of reduction mechanisms. The Copper Development Association (CDA) has reported several independent studies that report the antimicrobial efficacy of uncoated copper and copper alloy surfaces against human-affecting pathogens, including one coronavirus strain (HuCoV-229E), as reported by Warnes et al. [
2]. Researchers at the National Institutes of Health and the Centers for Disease Control and Prevention (CDC) found that the SARS-CoV-2 virus, which causes COVID-19, remained viable for 2 to 3 days on plastic and stainless-steel surfaces, but only about 4 h on a copper surface. In the first two hours, 96% of the virus particles have been killed, and 99.2% were killed in 5 h [
3]. According to the currently available data, it is known that the virus can invade different tissues and the infection can exhibit numerous symptoms [
4,
5].
The topicality of newly developed Cu filters is supported by the fact that the major copper producer, Chile, recently touted the use of copper in face masks, such as those produced by a U.S.-Chilean company [
6]. Pores quality is considered a key factor for sustainable designing of high-performance porous components. These must have a high degree of porosity and arrangement as well as regulated distribution [
7,
8,
9]. The combination of metal filters and polymer nanofibers produced by electrospinning (ES) creates new possibilities for increasing the quality of filtration in respirators. In paper [
10], ES was used to prepare PVDF (polyvinylidene fluoride) fiber filters, which were subsequently charged with an electrostatic charge. Tests have shown that the preparation of such filter membranes increased the virus filtering efficiency to 90%. Effects of different weight percentage concentrations of polyvinylpyrrolidone in uncalcinated TiO
2 nanofibers were analyzed in connection with the elimination of viruses. The synthesized TiO
2/polyvinylpyrrolidone nanofibers have a tremendous practical potential in filtration and environmental remediation applications [
11]. Electrostatic nanofibers represent another interesting material for fighting against viruses [
12]. In this paper, the methods for preparation of high-performance electrospun air filtration membranes (EAFMs), typical surface structures, and the air filtration principles regarding electrospun fibers are reviewed, and the limitations of the use of EAFMs and trends for future developments are presented.
Newly developed filter materials can only be commercialized if they are certified and tested in accredited laboratories. Respirators, half masks, and masks belonging to the FFP3 category must meet the requirements of European norms EN 143, EN 149, and EN 1827, as well as the relevant standards applicable to respirators protecting against particles.
The basic tests of filters include the tests for the particle penetration through filters, an analysis of a CO
2 concentration in the inhaled air, tests for respiratory resistance, filter clogging with dolomite dust, total penetration through the mask, flammability, skin tolerance of the mask, etc. [
13,
14,
15]. The insufficient number of accredited laboratories, as well as the lack of certified testing equipment available on the market, led the authors to develop their own measuring devices, which enabled simple and less expensive testing of half mask filters and their accessories before the certification process.
In order to ensure sufficient antiviral protection of the airways, the filtering face piece (FFP 3) respirators, which are practically all made of a filtration material, are required to achieve 99% filtration efficacy to comply with the EN 149 standard. Half masks without inhalation valves and with replaceable filters against FMP 3 (face mask particles) must comply with the EN 1827 standard under which their filtration efficiency must be as much as 99.95%. In addition to the filter’s function of minimizing the penetration of particles, it seems beneficial to modify its properties and use self-disinfecting/self-cleaning antibacterial materials containing microparticles that produce ions of copper, silver, or zinc. Such materials contribute to the degradation of viruses captured in the filter.
2. Experimental Materials and Methods
In this research, the elemental Cu powder produced by Kovohuty Dolný Kubín, s.r.o., Slovakia with a purity of 99.5% was used. The induction furnace is designed for melting and holding various copper alloys in a 600 kg crucible, and then pouring the liquid metal into further equipment or ladles. The exact chemical composition of the delivered material was: min. 99.5% of Cu; <0.001% of P; <0.001% of Sn; <0.001% of Pb; <0.003% of Fe; <0.001% of Zn; and <0.14% of O2. The powders were made by atomization with air and water.
Water atomization is used primarily for ferrous compositions but can also be used to produce a range of nonferrous alloys. Commercial water-atomized powders are normally irregular in shape. Particle size distributions are relatively broad, i.e., 10–350 μm (micrometer). A cooling rate is a function of a particle size. The representative operating conditions in water atomization are summarized in paper [
15].
Production of gas- or air-atomized powders is lower than water-atomized ones due to its higher cost. The atomization ensures a low oxygen content of 100 ppm (parts per million) of the spherical powders (ferrous and non-ferrous alloys). Commercial air- or gas-atomized powders are normally regular in shape [
16,
17].
Four types of copper powders were used in this study. The basic powder parameters are shown in
Table 1.
Sintering of the free-flowing powders was carried out in the Carbolite electric tube furnace. The sintering temperature was 865 °C; the heating rate was 10 °C∙min−1; and the holding time was 1 h after gradual cooling. The sintering environments of nitrogen and hydrogen were employed.
Morphological characterization was performed using the Olympus optical microscope, model GX71, and the TESCAN scanning electron microscope.
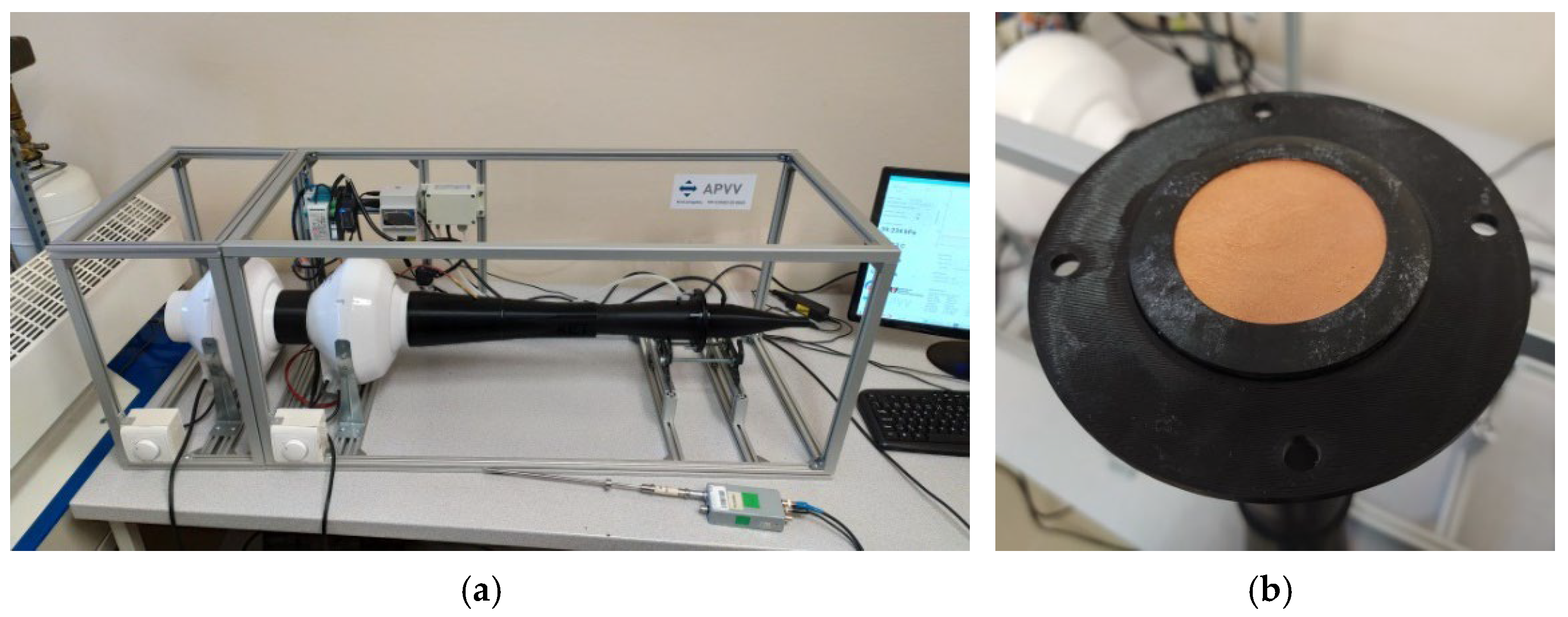
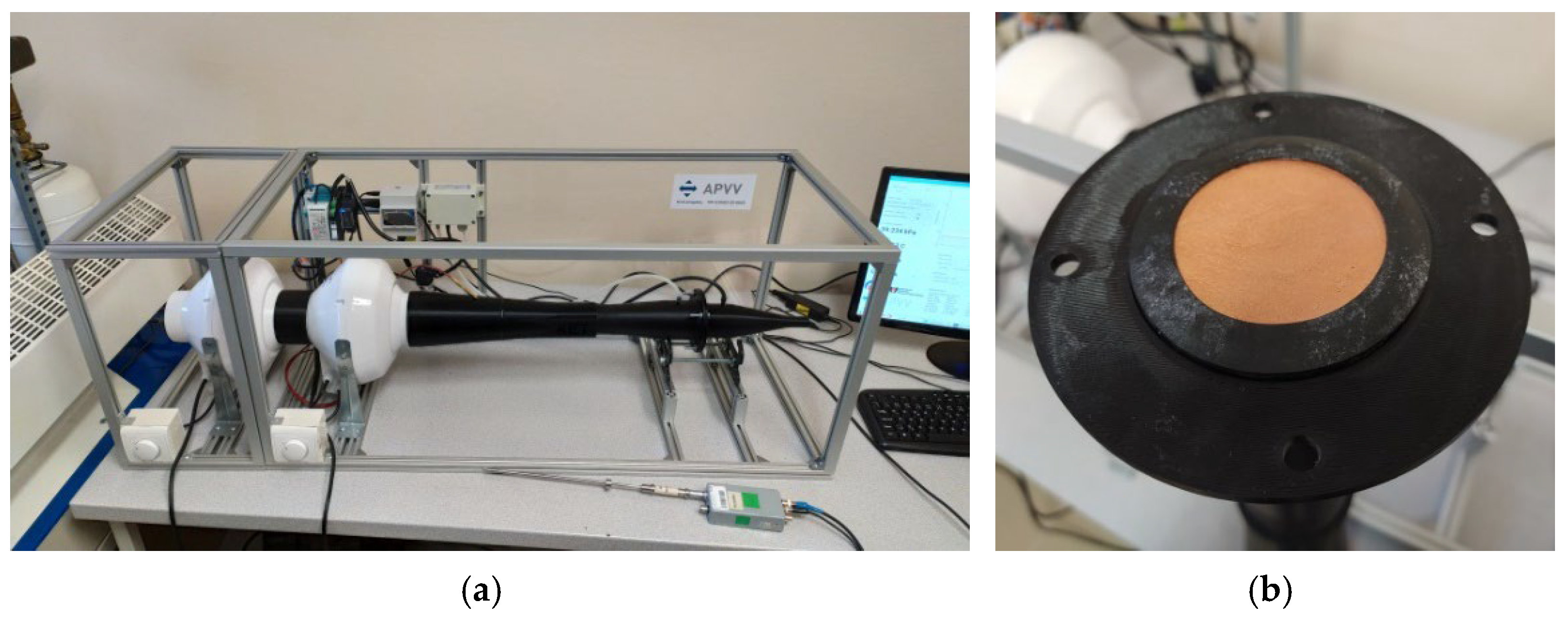
The measurements of pressure losses in filters were carried out using a newly created experimental device which allows determining the pressure losses at a known airflow. The prototype is intended for testing various filtration materials while its universal applicability consists of the possibility of adjusting the components that are used to attach the filtration material and manufactured by 3D printing. The 3D printing facilitates the fast production and adjustment of a holder for the filtration material to meet current requirements and the determination of a pressure drop in the respective filter that is embedded, for instance, in a filter case. Negative pressure in the system is achieved using a continuously controllable radial fan while the negative pressure generated on the fan side may amount to 900 Pa. According to EN 149 +A, the standard of filtration half masks, the maximum allowable pressure in inhalation or exhalation is 300 Pa.
This prototype device is equipped with the measuring technology consisting of a differential pressure sensor (BD Sensors 816-CS4M-1-0-8-0-1-Y00-M-000) which detects a difference in pressure before and after the filtration material, a sensor of atmospheric pressure (BD Sensors 111-JS38-1-8-100-100-1-000), a thermometer, and an anemometer that identifies a velocity profile of the flowing air on the plane located on the mouth of the measuring stand. Replacing the fan with artificial lungs facilitated the measurement of a pressure drop in the filter in the mode simulating spontaneous breathing.
Automatic evaluation of measurement results and graphical representation of the measured values were carried out using the basic software programmed at the Department of Power Engineering at the Faculty of Mechanical Engineering of the Technical University of Košice. Measurements and recording of the required physical parameters were carried out using the measuring technology and Raspberry Pi 3 microcomputer. The measured values were visualized in a Qt Creator graphical environment programmed in the C++ language. The controlling software of the prototype device also contained an additionally programmed section of the controlling code which facilitated using the obtained values of physical parameters to calculate the coefficient of resistance and filter permeability.
Figure 1a shows a functional prototype device intended for the identification of pressure drops in filters with automatic measurement of permeability and coefficient of resistance [
18].
The device determined two pressure loss values at different air velocities (average values of 100 measurements over about 12 s), from which the permeability and the resistance coefficient of the filter were calculated. The pressure drop in the filter can be described by a differential equation derived from the Darcy’s equation for a laminar flow by adding a member for a turbulent flow:
For a filter with an average thickness of
δ, it is possible to make the following substitution:
Then, Equation (2) takes the following form:
After permeability,
k′f, and resistance coefficient,
β′, were calculated, Equation (5) was used to show the analytically obtained pressure drop. The measurements were repeated several times to obtain a possible pressure losses variance.
Figure 1a shows a measuring stand for determining a pressure loss, permeability, and resistance coefficient of filters;
Figure 1b shows the location of the filter in the measuring stand.
An X-ray tomography measurement was carried out using the I12-JEEP beamline [
19]. A small piece of a CU filter, approximately 5 × 12 × 1 mm
3 (h × l × w) in size, was mounted and aligned on the beamline rotation stage. Each projection was collected at an exposure time of 0.075 s with the monochromatic X-ray beam, with the energy level of 52.8 keV. Projections were acquired using the PCO.edge camera at a sample-to-detector distance of 700 mm and an optical module 3 corresponding to a resolution of 3.24 μm
2 per pixel, in a 1600 × 1800 pixels
2 field of view (5.2 × 5.8 mm
2). In total, 1800 projections were collected with a step of 0.1 deg per tomogram. The collected images were processed using the SAVU system [
20]; DarkFlatFieldCorrection plugin and DezingerSinogramDeprecated plugin [
21] to reduce zinger artifacts; RemoveAllRings plugin [
22] to reduce ring artifacts; VoCentering plugin [
23] for an automatic determination of the center of rotation; and AstraReconGpu plugin [
24] to perform the final reconstruction. The reconstructed 32-bit slices were downscaled to 8-bit tiff format images to reduce requirements on the processing memory. To label objects as particles and pores, the segmentation process was performed using the commercial software Avizo Lite 2020.2 [
25]. Firstly, individual images were smoothed using a Mean Filter tool to reduce the noise while still preserving edges of the objects. Segmentation was carried out in the 3D domain using the Threshold tool which separates different regions according to the intensity values by choosing appropriate threshold points in the grey level histogram [
25]. To quantify the segmented images, the Label Analysis tool with option Basic Measures was employed implemented in Avizo Lite 2020.2 software to estimate volume of individually segmented objects (in this case particles and pores). Then, the relative ratios between empty spaces (pores) and particles were obtained. The 3D visualization (volume rendering) of the reconstructed and segmented volume was obtained using Avizo Lite 2020.2 software as well.
3. Results and Discussion
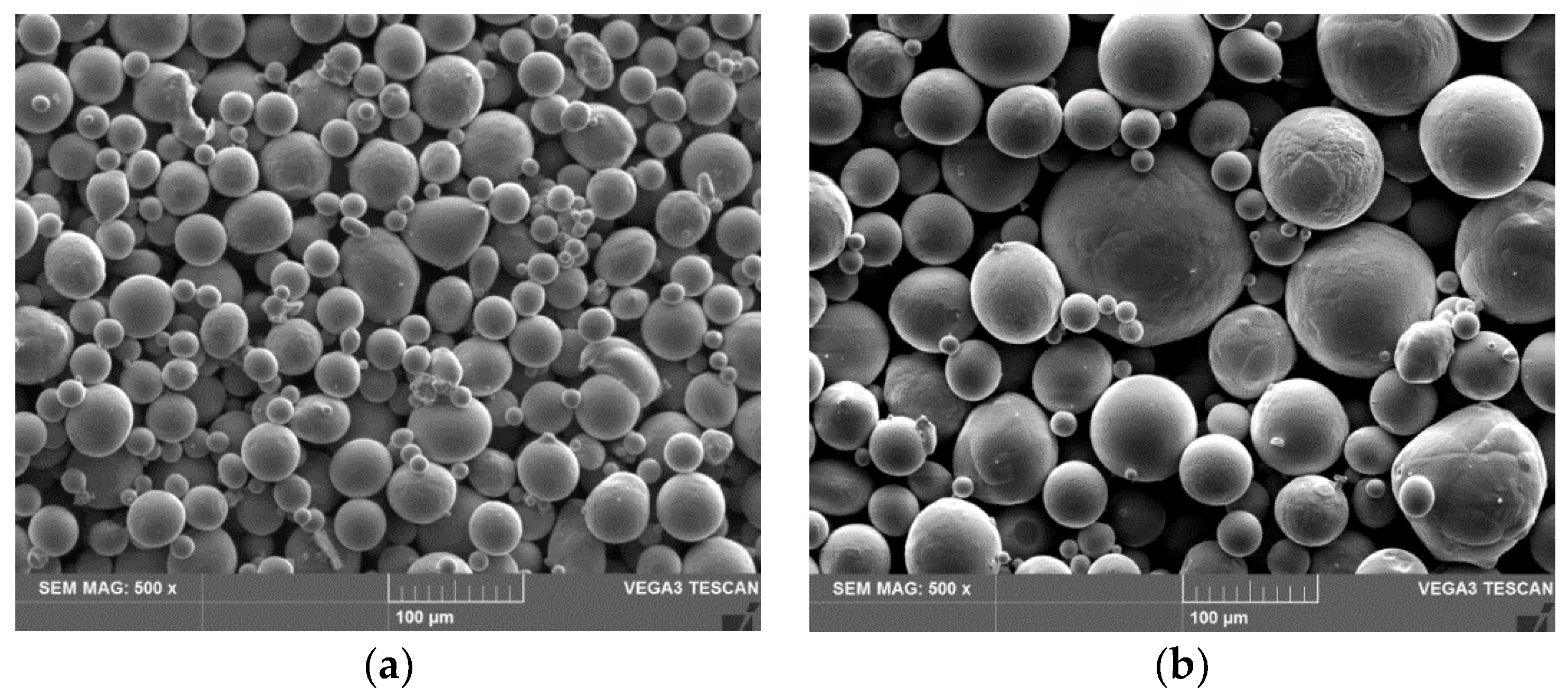
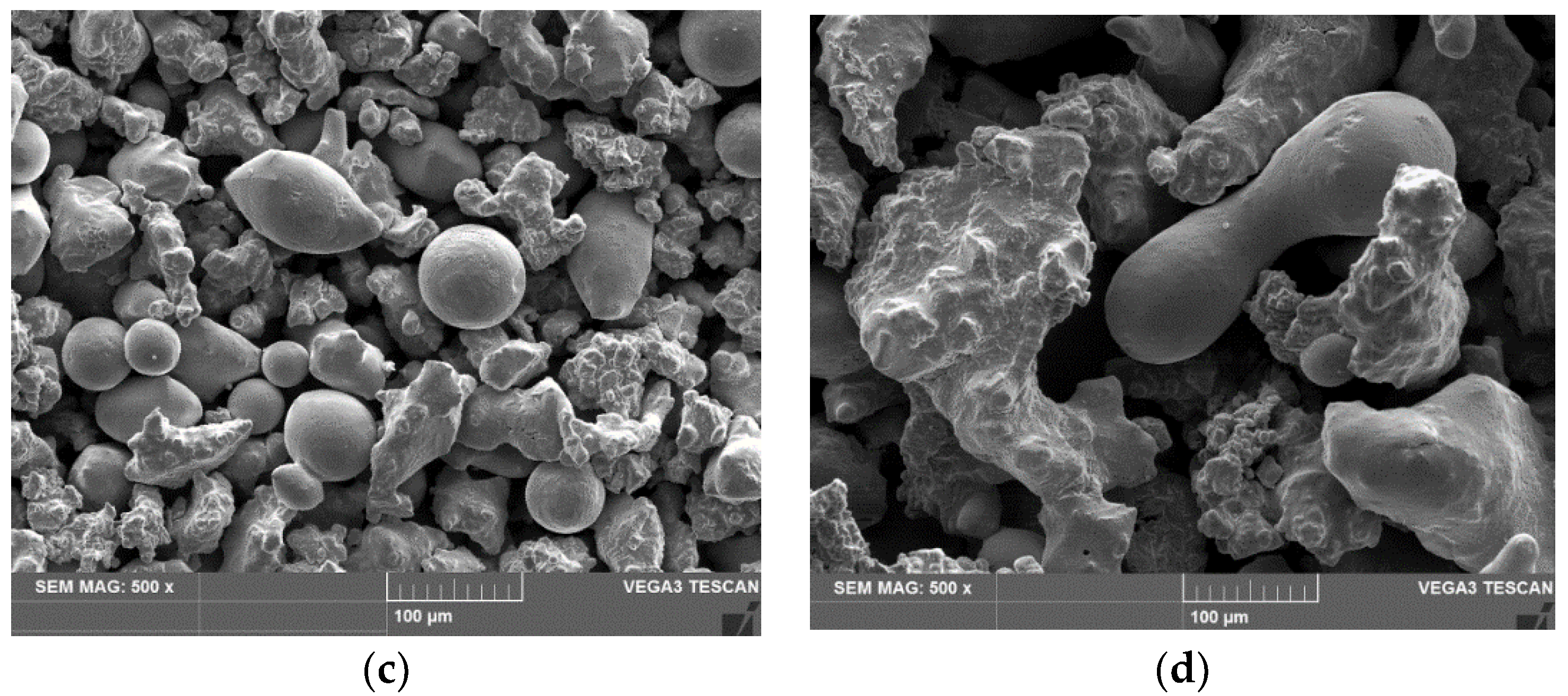
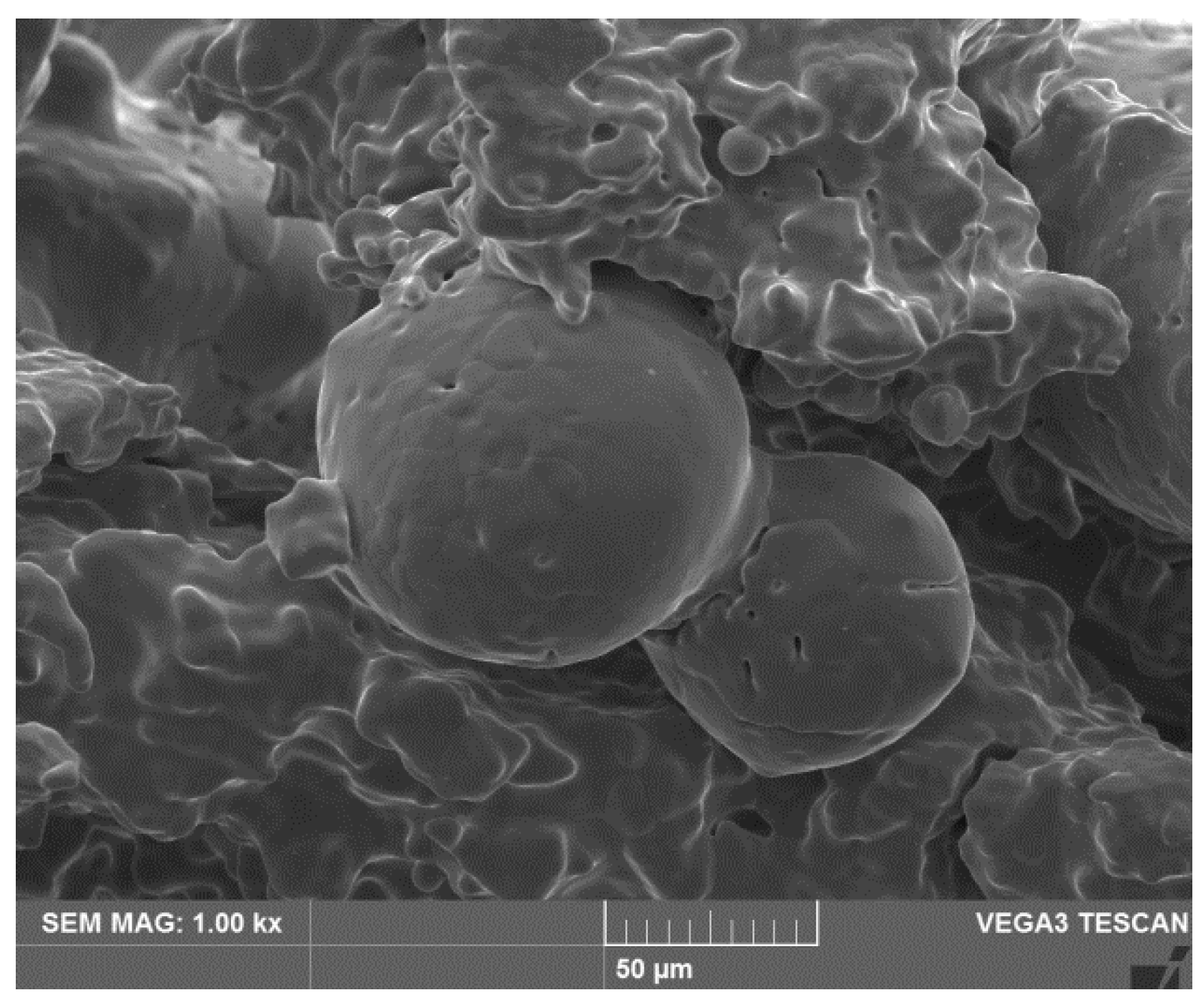
Typical morphologies of the Cu powders prepared by air and water atomization are shown in
Figure 2a–d. The morphology of powder particles produced by air atomization was regular in shape. The morphology of the powder particles after water atomization was mixed; the powder was mostly irregular but regular particles were present too. Both small and large powder particles were uniformly distributed in the volume of the powder mixture.
Successful production of a metal filter requires the optimal choice of raw metal powder in terms of its purity, particle size, and distribution. All types of the tested Cu powders met these requirements. The individual loose powders were sintered in molds with a diameter of 66 mm and a height of 1.2 mm, while the effective area of the filter was 0.342 dm
2 (square decimeter). The mold parameters were defined by the size of the filter holder, which is part of the facial half mask [
12].
Figure 3 shows a half-face mask made of 3D prints, and
Figure 4 shows a filter holder with a Cu filter.
An important part of a respirator is the body with a facepiece that must meet the requirement for allowable permeability (1% for FFP3 respirators). The respirator’s filtration ability and a tight fit to a user’s face are the two basic parameters that affect its protective function. The prototype of a filtration half-face mask (
Figure 3) was created at the Faculty of Mechanical Engineering of the Technical University of Košice and consists of the half mask, as such (a facepiece), as well as a filter-carrying part (bayonet attachment), filtration layers, and fixation components. The facepiece of the half mask was designed based on the anthropometric data obtained in the research; it was made of Santoprene 8281-65MED, a soft, cooling, non-hydroscopic thermoplastic vulcanisate (TPV) in the group of thermoplastic elastomers (TPE), which is designed for medical and healthcare applications. It does not absorb humidity or water vapor from the air; it is biocompatible and recyclable. The filtration half-face mask also comprises two inhalation filters through which the air passes directly into the area of the nose and mouth. The exhaled air passes through the filters back into the surrounding environment. The replaceable parts of the half mask can be easily and safely attached, and in case the filters are used in the environment with a low content of dust particles in the air, i.e., if they are not clogged as the pressure drop increases during breathing, the filters may be disinfected and reused.
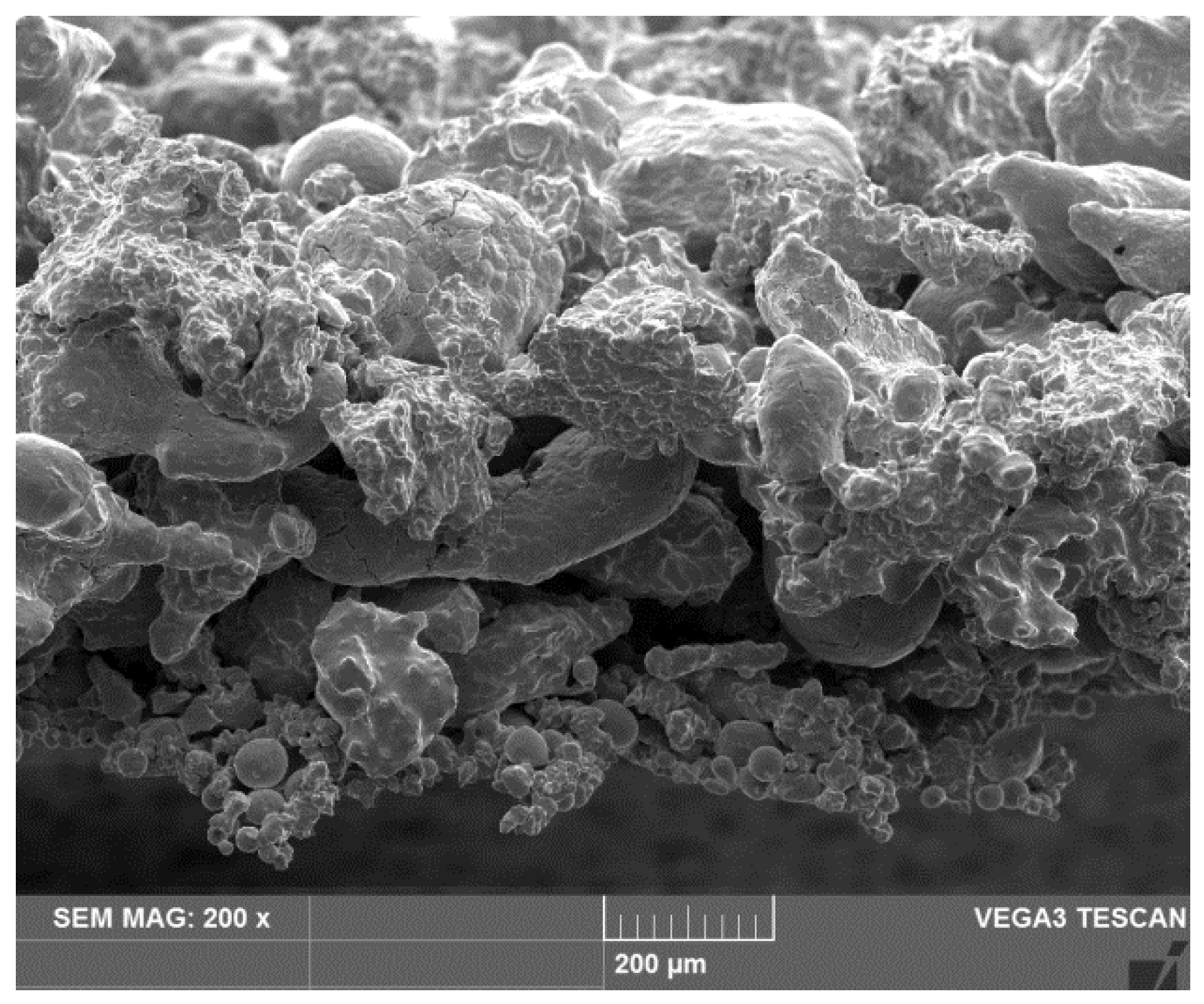
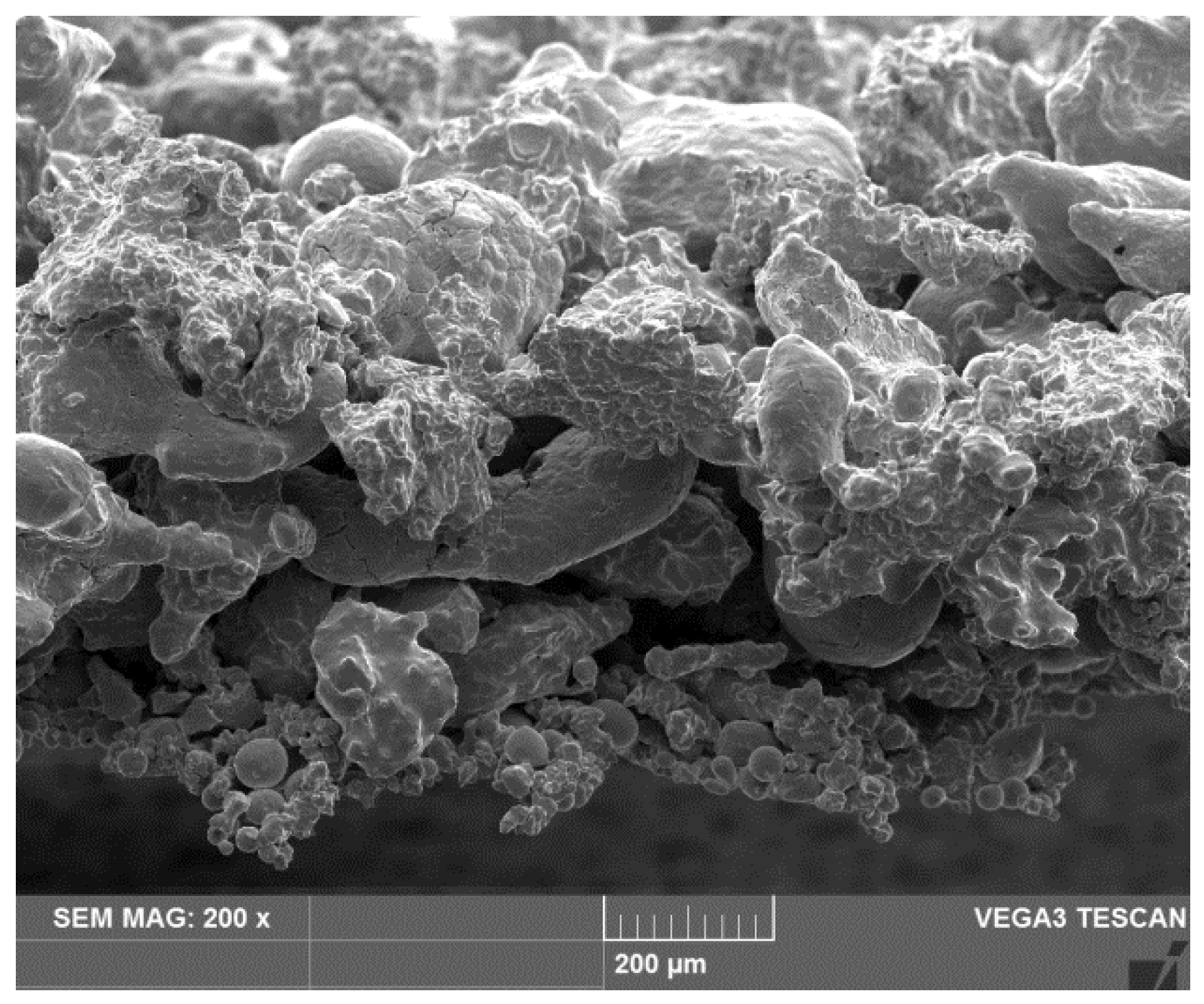
Filters of the required dimensions were produced by sintering, using all types of Cu powders. Typical, fractography of filters is prepared from powders by water atomization, as shown in
Figure 5 and
Figure 6.
In
Figure 5, we can see a number of pores that are present in the Cu matrix as a result of incomplete densification of Cu powders.
A fracture surface detail (
Figure 6) confirms the formation of diffusion connections between the grains of Cu powder during sintering.
Pressure losses were measured in filters prepared as described above using an indirect method; the pressure losses in the compressed air vessel were analyzed, and, subsequently, the total leakage flow was calculated. All measurements of filter pressure losses were performed at a dynamic air viscosity of 1.82 × 10
−5 Pa·s and an air density of 1.167 kg·m
−3. The investigated cross-sectional area of the filters was 1225 mm
2 (attached to the measuring stand). The calculated values of permeability and resistance coefficient corresponding to the total cross-sectional area of the leak in the filters are shown in
Table 2.
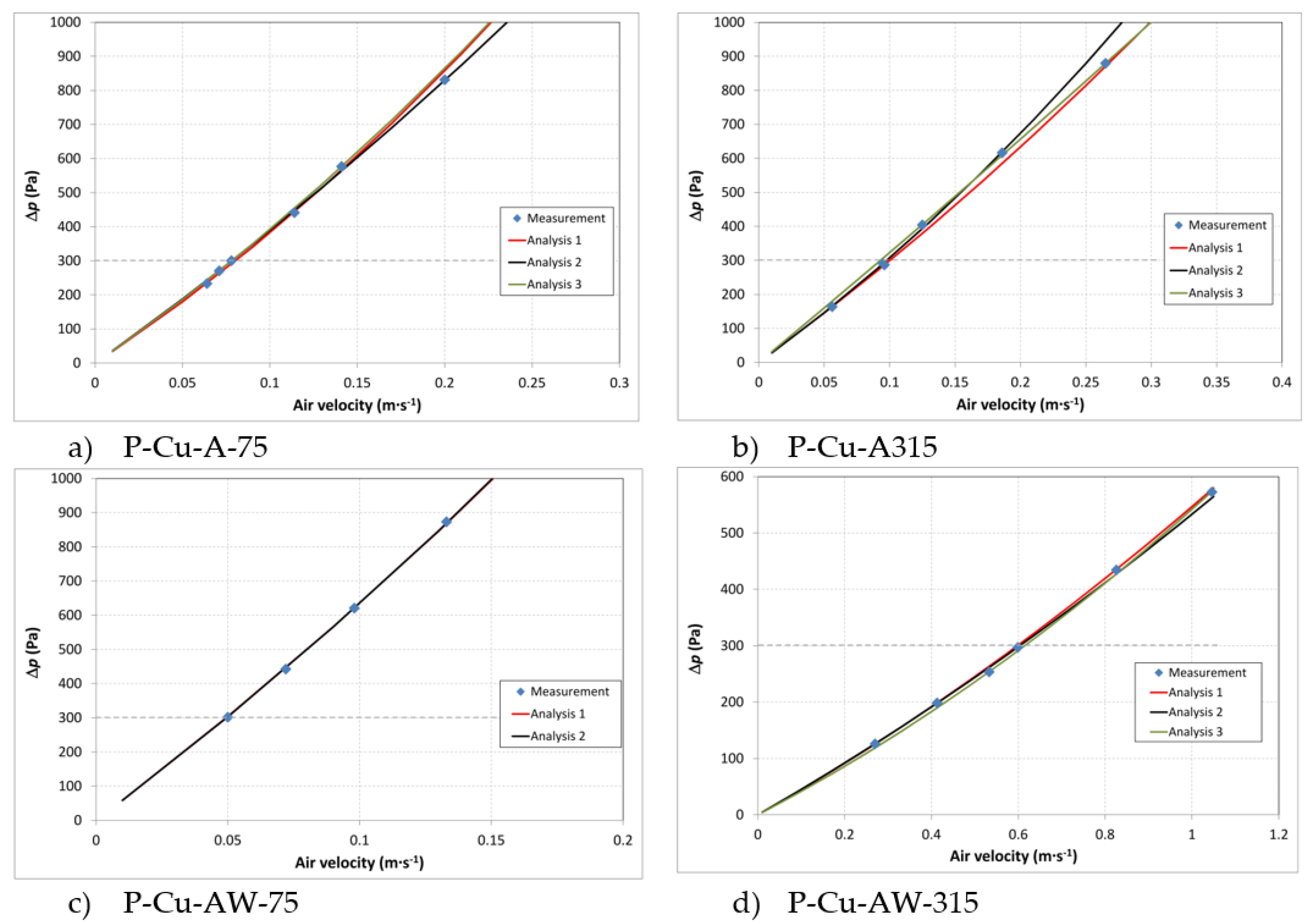
The permeability,
k′f, and the resistance coefficient,
β′, were determined from each pair of the measured pressure drop values. Based on this, the correlations between the pressure drop and the velocity of an air flow through the filter are shown (
Figure 7a–d).
The P-Cu-AW-315 filter (
Figure 7d), made of water-atomized particles, contained relatively large grains of irregular shapes, which facilitated the formation of permeable channels with a larger hydraulic diameter; this was reflected by a lower coefficient of resistance. With the P-Cu-AW-75 filter (
Figure 7c), this advantage was eliminated by a low permeability value, as it increases the linear member of the Darcy’s equation.
According to EN 149, the maximum permissible value of the pressure drop in respirator filters is 300 Pa. The total required air flow during inhalation is 95 L∙min
−1 and 160 L∙min
−1 during exhalation. The required total cross-sectional area of the respirator filter for inhalation (S
n) and exhalation (S
v) is determined with respect to the maximum pressure loss, as described by the following equation:
The measured and calculated values showed that the filter made of P-Cu-AW-315 powder by atomization in water met the requirements laid out in European standards and exhibited a pressure drop value that is convenient for use of this filter in half-face masks. Respecting the maximum pressure loss, the required total cross-sectional area of the respirator filter for inspiration was 0.264 dm2, while for expiration it was 0.445 dm2. Out of all the tested filters, this particular filter exhibited the lowest value of the resistance coefficient and an acceptable permeability value.
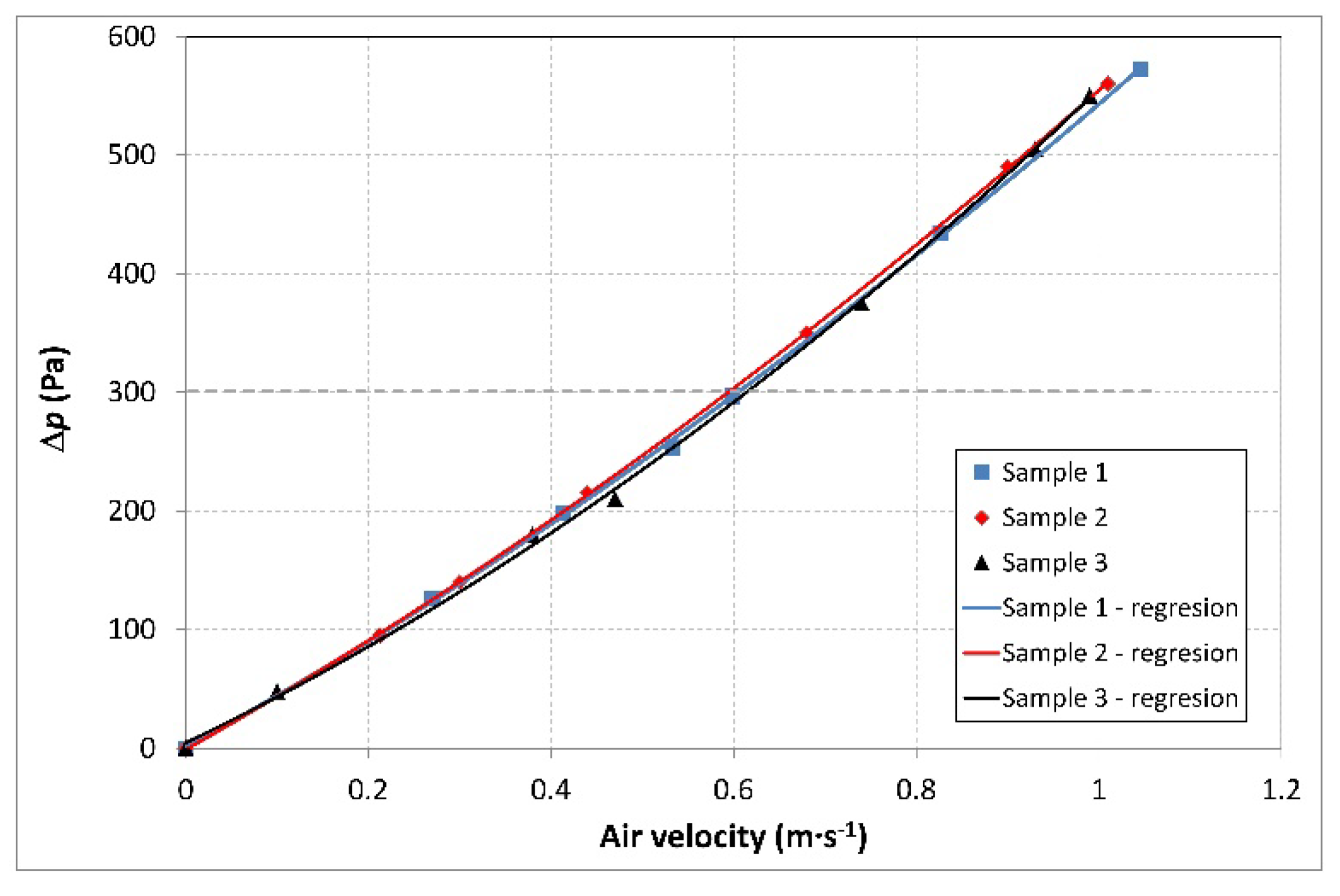
A reproduction of the results of measurement of a pressure drop was carried out using three samples of a Cu filter, of P-Cu-AW-315 type, while all of them were manufactured by applying the identical method. The curves representing the changes in pressure drops observed in the analyzed samples are shown in
Figure 8.
A pressure drop deviation at a velocity of 0.6 m∙s−1, which corresponds to a pressure drop of 300 Pa, amounted to 7.5%.
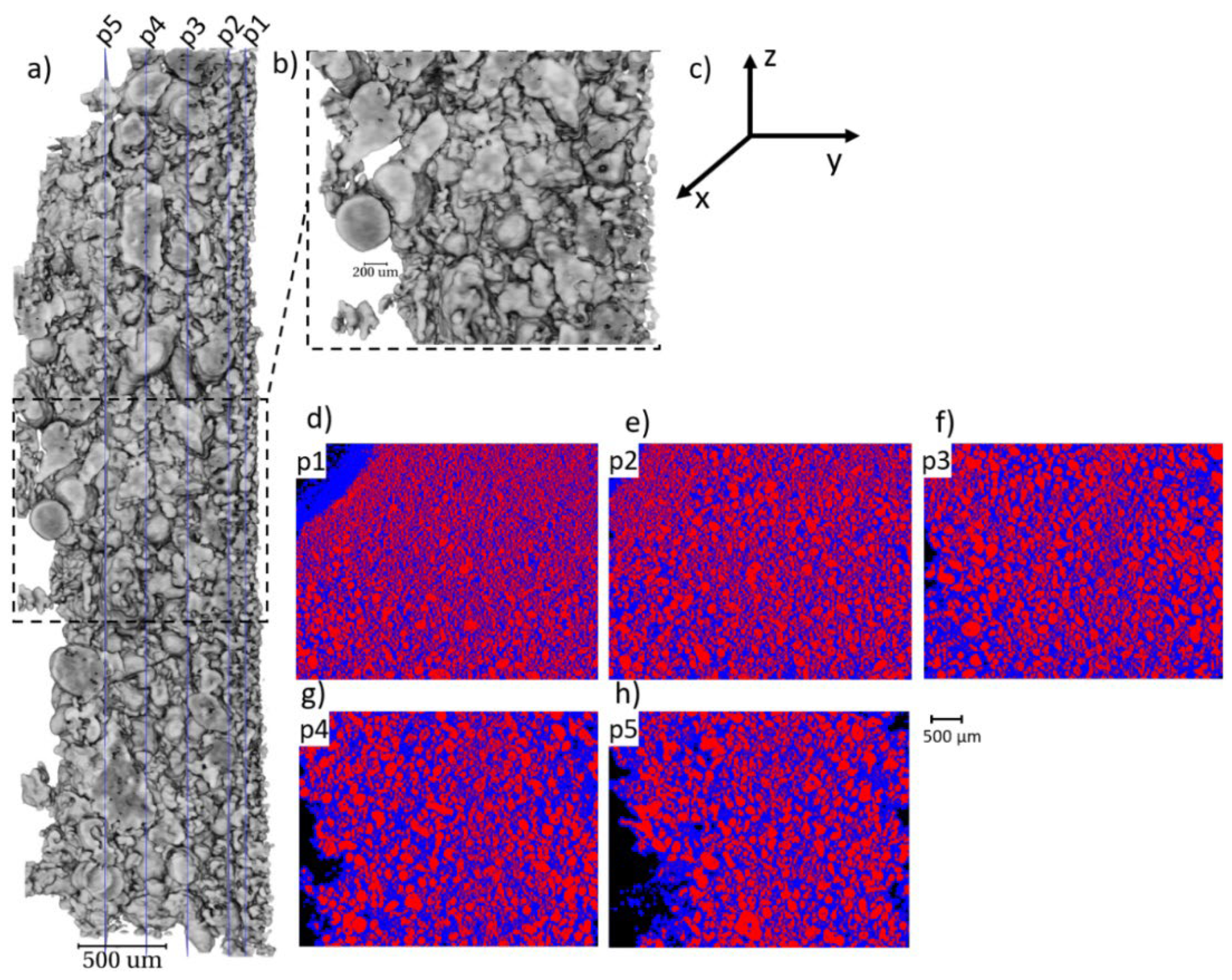
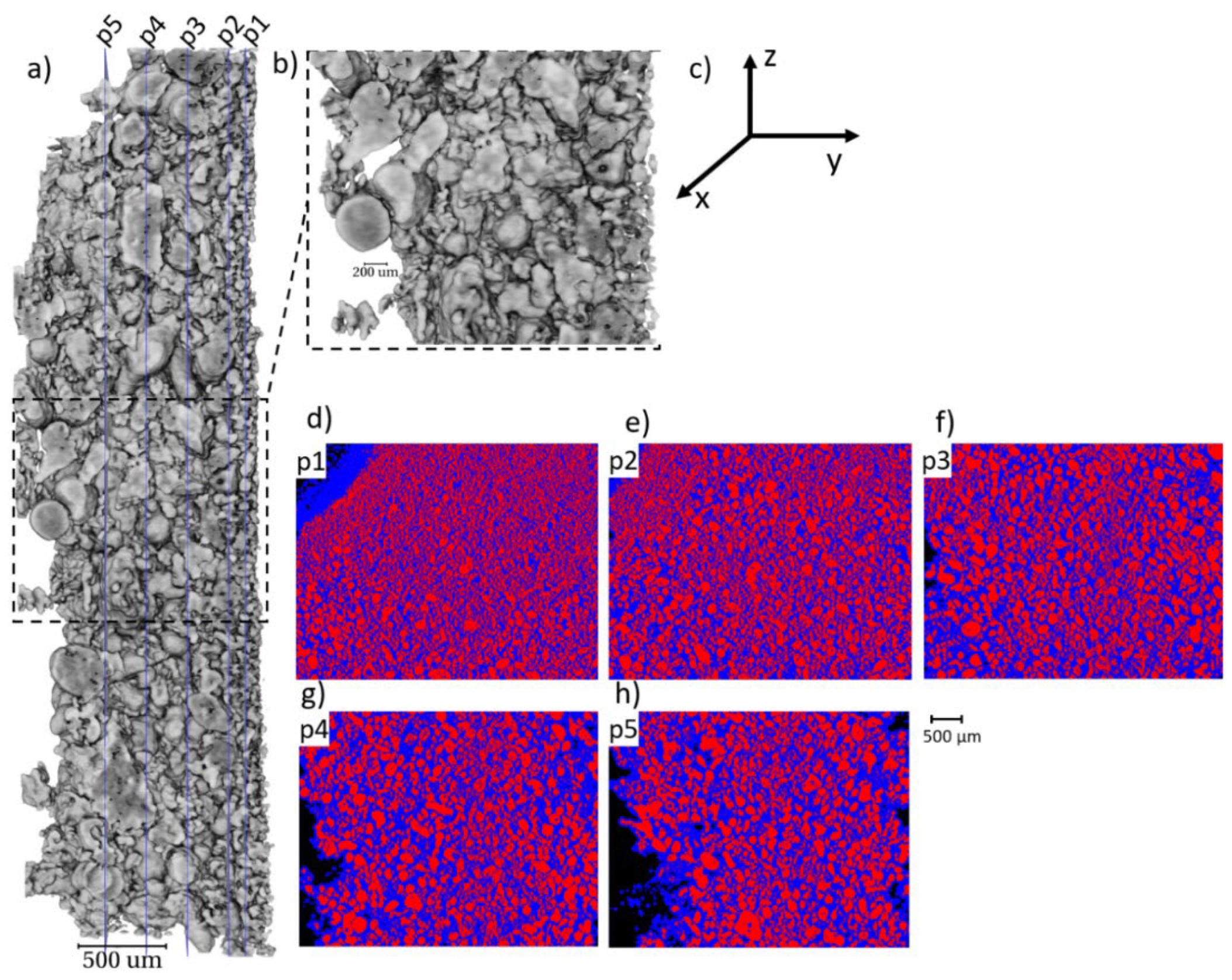
An X-ray tomography measurement was carried out with the P-Cu-AW-315 filter.
Figure 9 shows a reconstructed 3D image of the specimen together with selected xz projections after performing segmentation based on the threshold settings.
Figure 9 demonstrates inhomogeneity in particle sizes (from a few tens of microns up to a few hundreds of microns) and their distribution in the specimen volume. The smallest particles (20–30 microns) were only present on one side of the specimen in a layer about 50–60 microns thick. Further on along the specimen’s thickness, (
y-axis in
Figure 9), distant from the surface with small particles, the particle dimensions become significantly larger (about 200 microns).
In addition, a relative volume of grains and pores was estimated (on the basis of the segmentation results) to be approximately 50% to 50% of the investigated specimen volume. This article analyzes a potential for the deployment of the newly designed copper-based filtration layers in the fight against the coronavirus, while respecting the requirements laid out in the EN 149 standard regarding a maximum pressure drop in a filtration layer. Filter clogging caused by the utilization is highly probable, and a method for cleaning the filter will represent the focus of further investigation. Antibacterial and antiviral effects of the produced Cu filters are estimated based on the results published in a number of technical papers. These tests have not yet been performed, and the results of the study in question will be published separately in the future.


 ,
, 



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}