
Detection and Classification of Artificial Defects on Stainless Steel Plate for a Liquefied Hydrogen Storage Vessel Using Short-Time Fourier Transform of Ultrasonic Guided Waves and Linear Discriminant Analysis

 , and
, and
Abstract
:1. Introduction
2. Materials and Methods
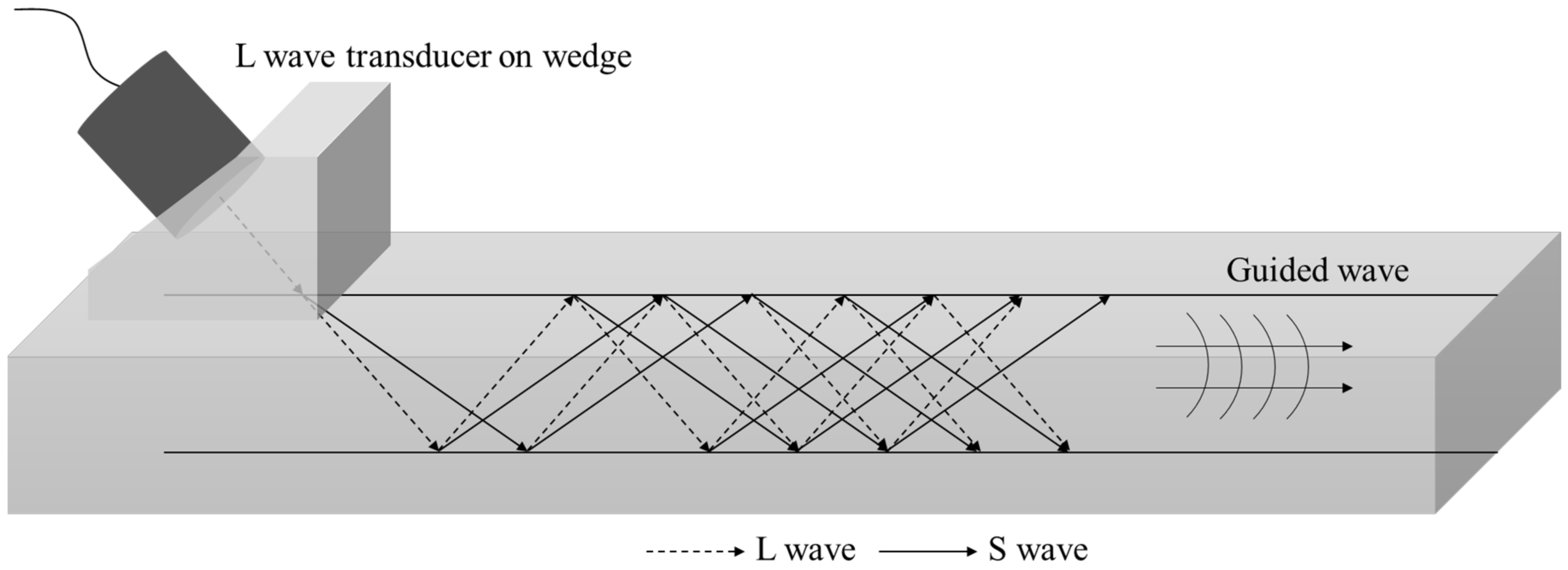
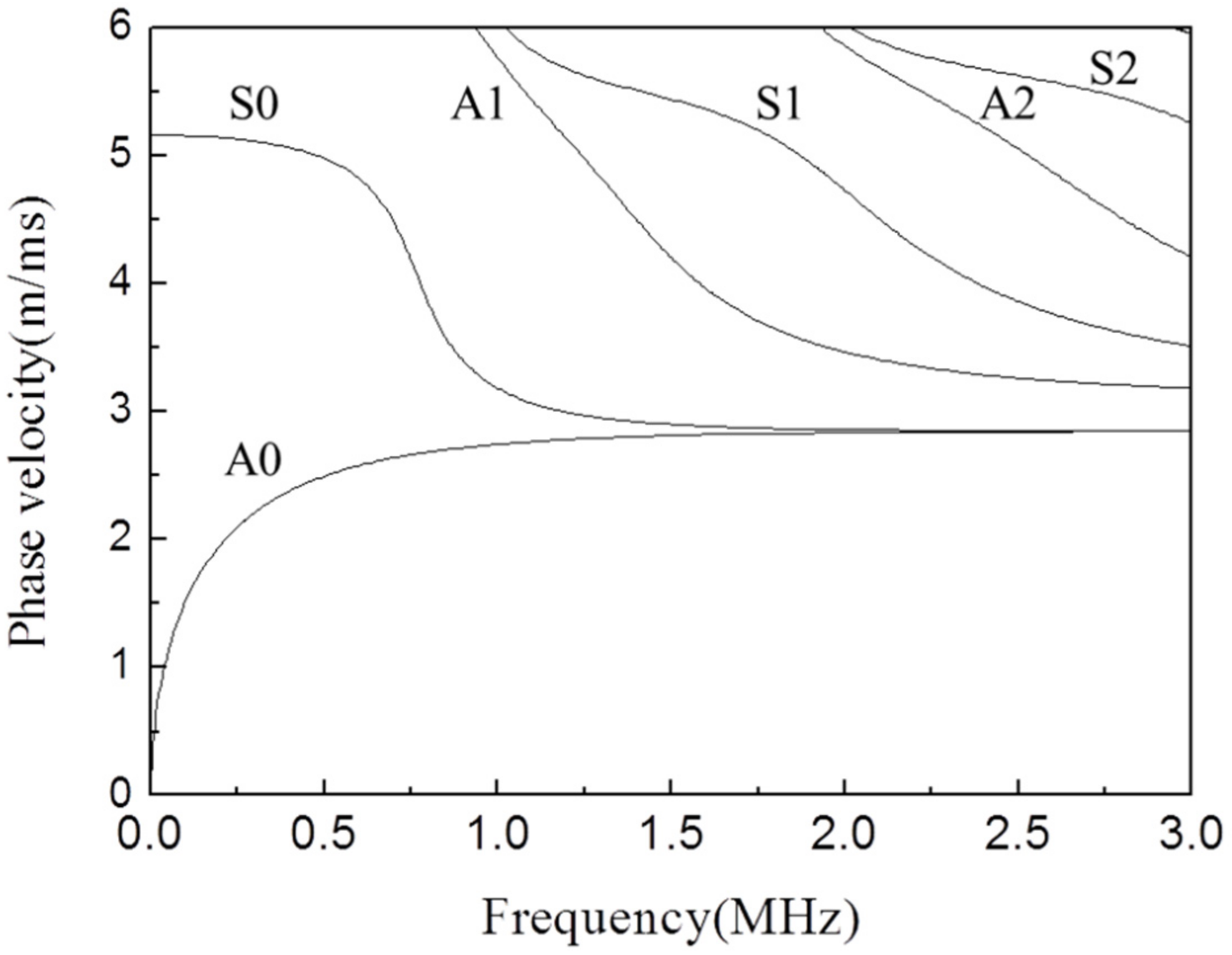
2.1. Generation of Ultrasonic GWs
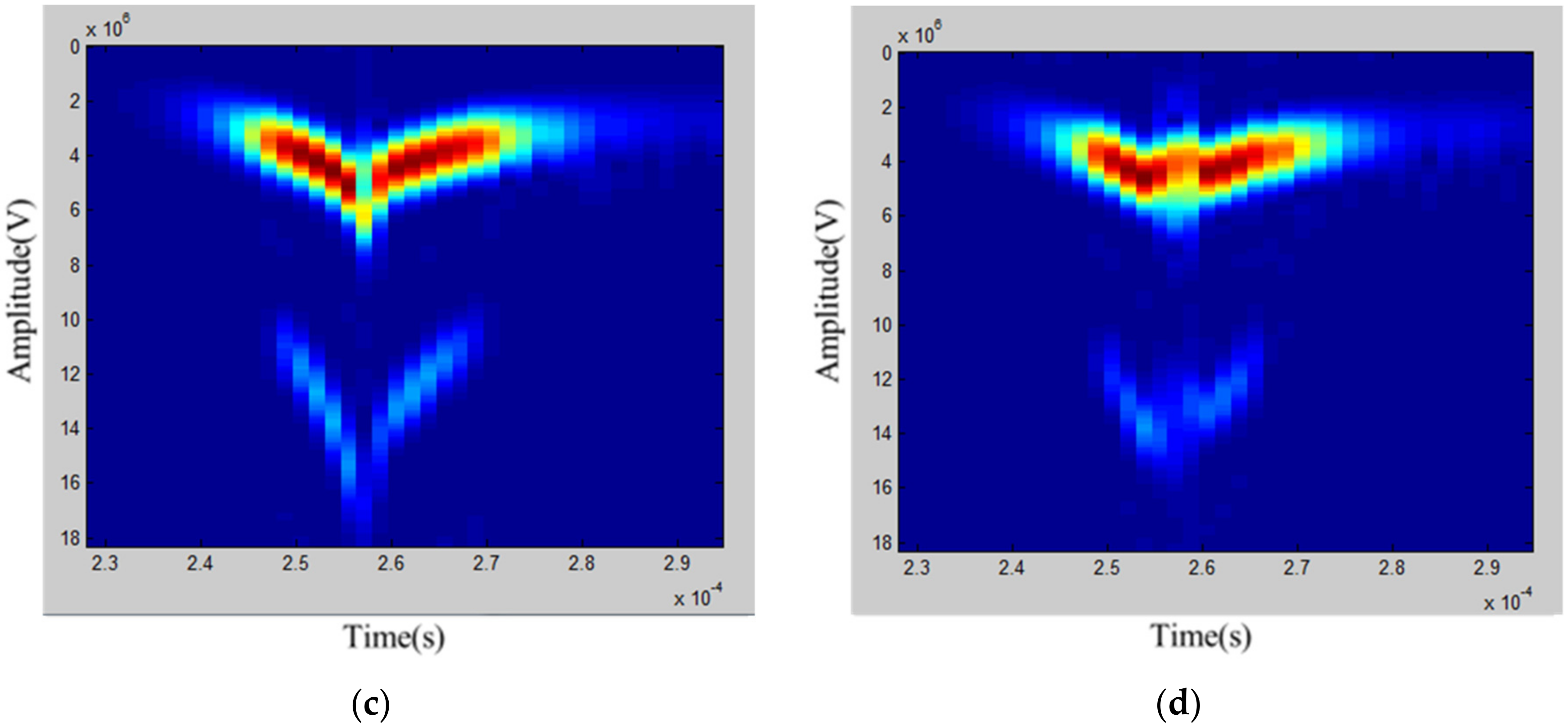
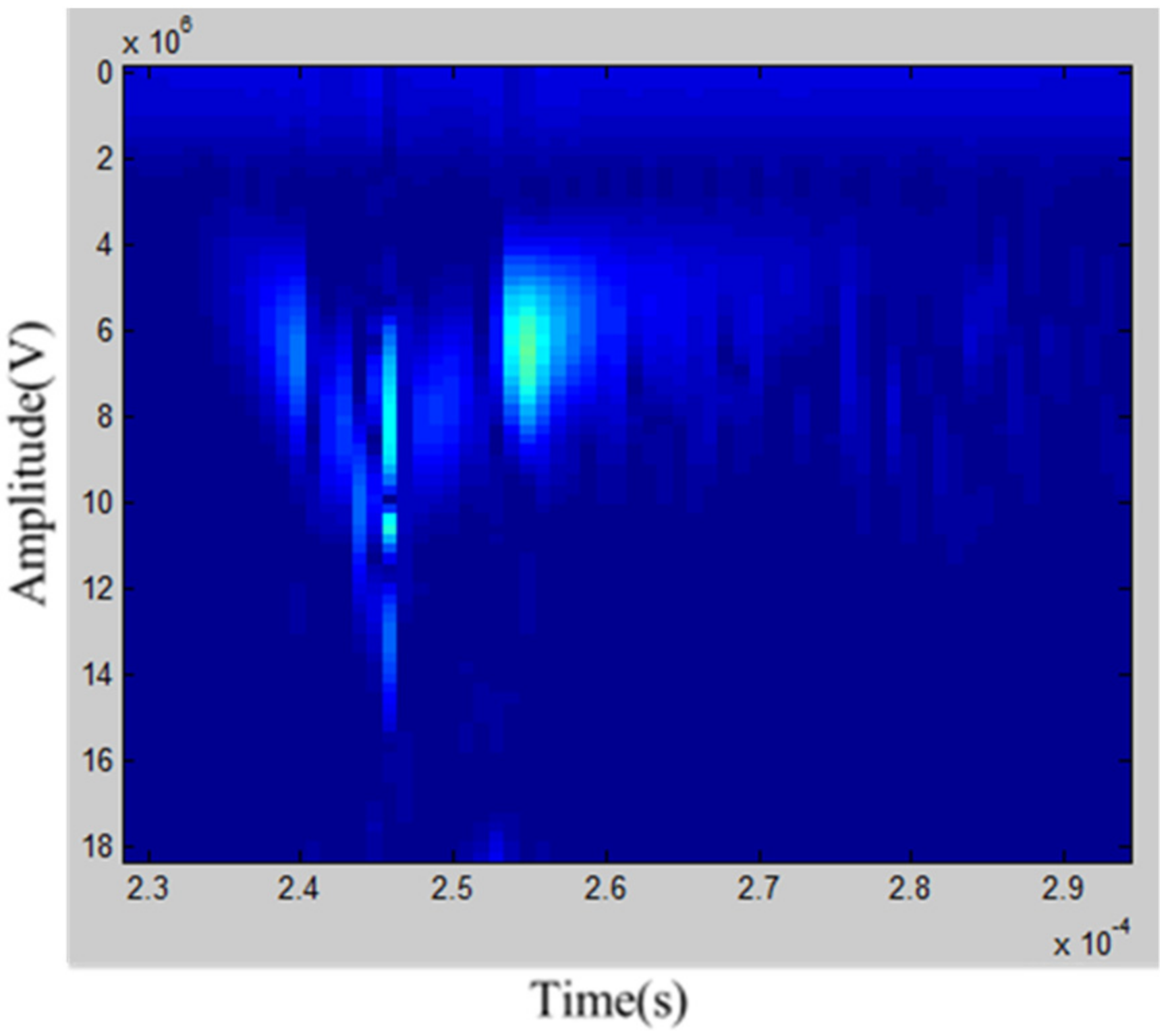
2.2. Short-Time Fourier Transform
2.3. Linear Discriminant Analysis
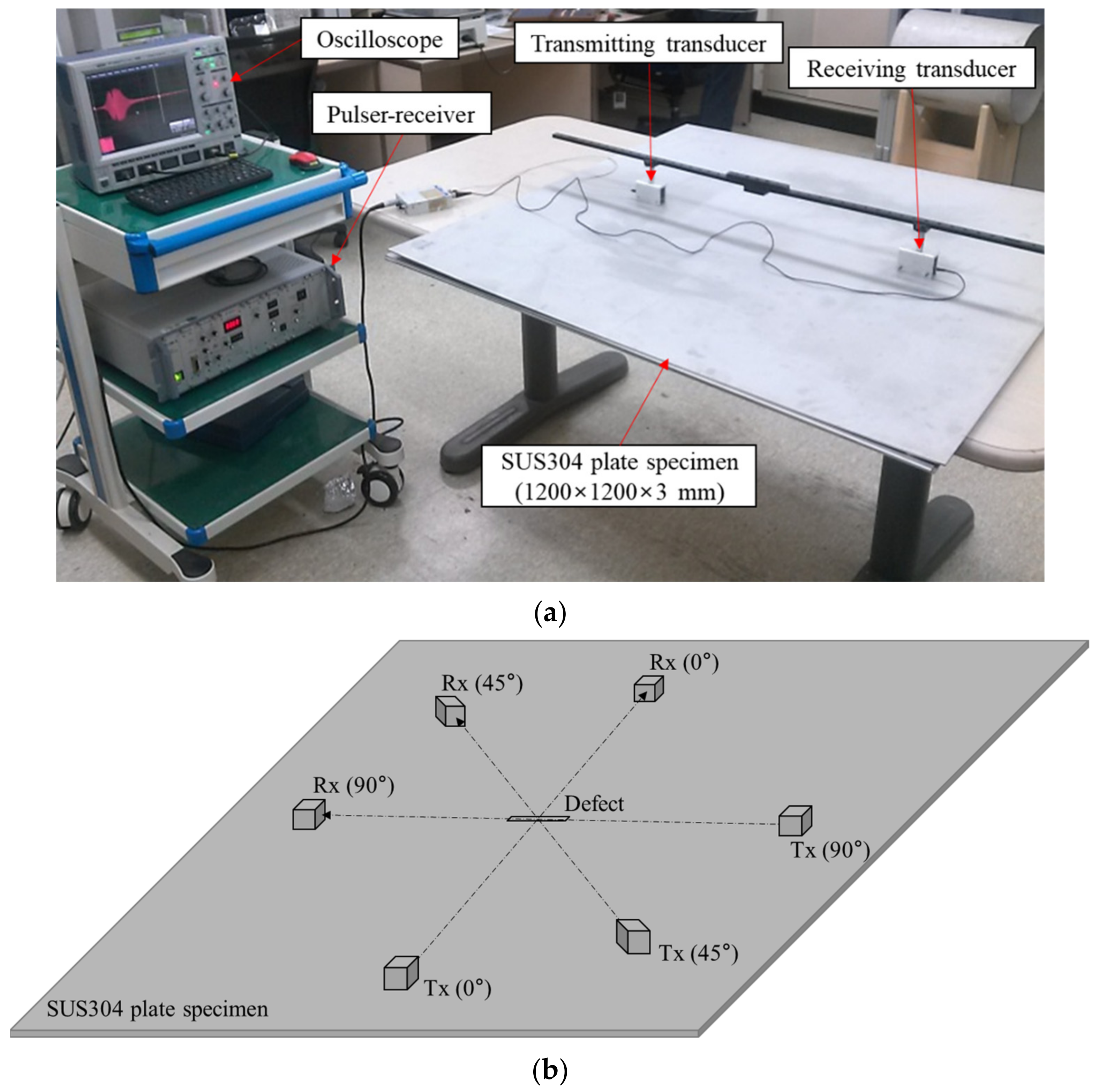
3. Ultrasonic GW System
4. Results and Discussion
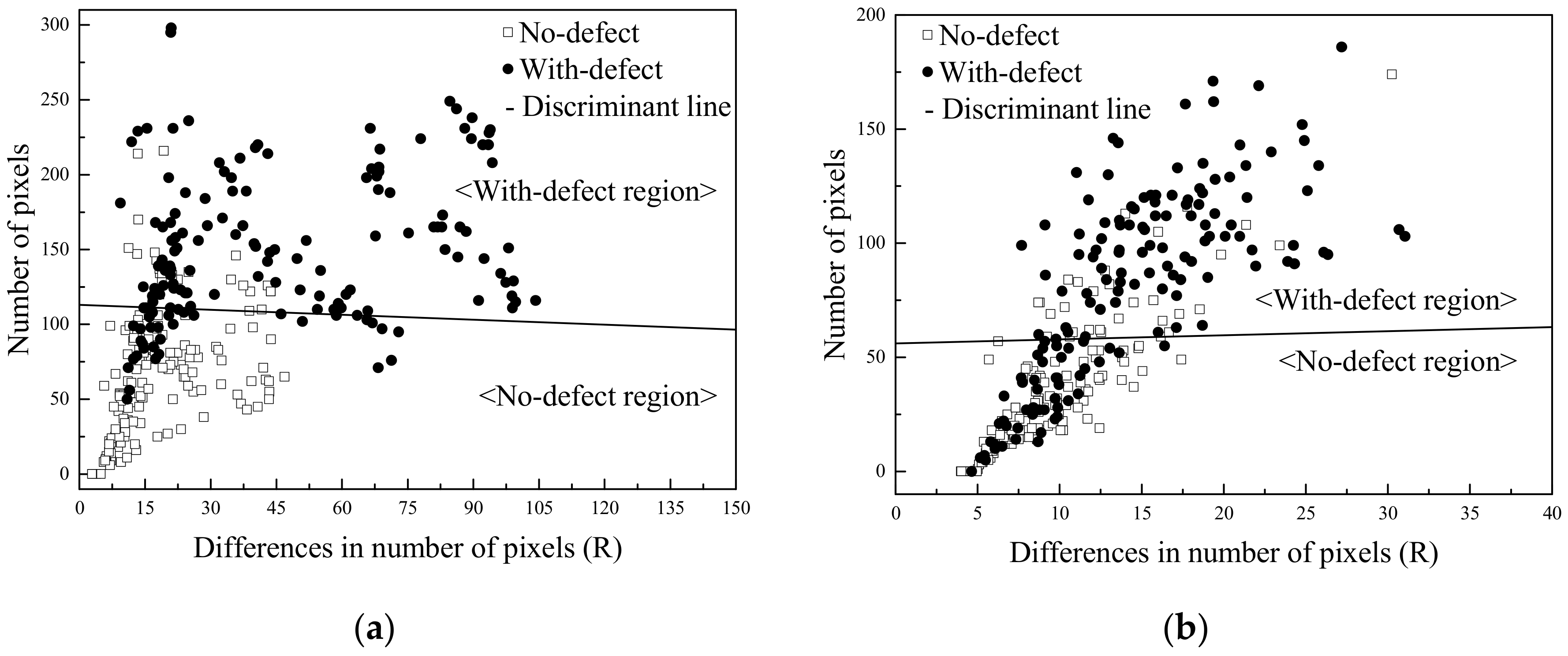
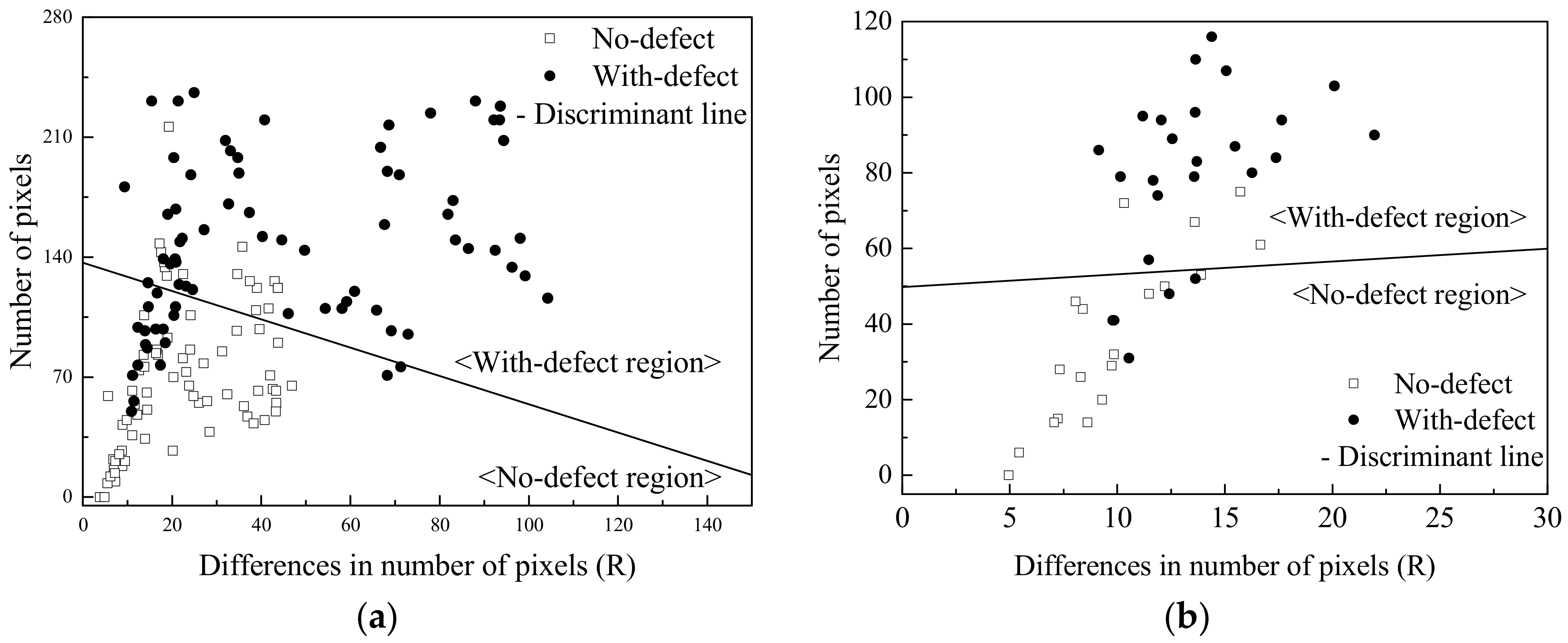
4.1. Discriminant Factor for Defects
4.2. Discriminant Analysis for Classifying Defects
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Hunt, N.D.; Liebman, M.; Thakrar, S.K.; Hill, J.D. Fossil energy use, climate change impacts, and air quality-related human health damages of conventional and diversified cropping systems in Iowa, USA. Environ. Sci. Technol. 2020, 54, 11002–11014. [Google Scholar] [CrossRef] [PubMed]
- Olabi, A.G.; Mahmoud, M.; Soudan, B.; Wilberforce, T.; Ramadan, M. Geothermal based hybrid energy systems, toward eco-friendly energy approaches. Renew. Energy 2020, 147, 2003–2012. [Google Scholar] [CrossRef]
- Edwards, P.P.; Kuznetsov, V.L.; David, W.I. Hydrogen energy. Philosophical Transactions of the Royal Society A: Mathematical, Physical and Engineering. Sciences 2007, 365, 1043–1056. [Google Scholar]
- Crabtree, G.W.; Dresselhaus, M.S.; Buchanan, M.V. The hydrogen economy. Phys. Today 2004, 57, 39–44. [Google Scholar] [CrossRef]
- Rüdiger, H. Design characteristics and performance of a liquid hydrogen tank system for motor cars. Cryogenics 1992, 32, 327–329. [Google Scholar] [CrossRef]
- Ewald, R.; Kesten, M. Cryogenic equipment of liquid hydrogen powered automobiles. In Advances in Cryogenic Engineering; Springer: Boston, MA, USA, 1990; pp. 1777–1781. [Google Scholar]
- Barthélémy, H.; Weber, M.; Barbier, F. Hydrogen storage: Recent improvements and industrial perspectives. Int. J. Hydrogen Energy 2017, 42, 7254–7262. [Google Scholar] [CrossRef]
- Stetson, N.T.; McWhorter, S.; Ahn, C.C. Introduction to hydrogen storage. In Compendium of Hydrogen Energy; Woodhead Publishing: Cambridge, UK, 2016; pp. 3–25. [Google Scholar]
- Timmerhaus, K.D.; Flynn, T.M. Cryogenic Process Engineering; Springer Science & Business Media: New York, NY, USA, 2013. [Google Scholar]
- Fukuyama, S.; Zhang, L.; Yokogawa, K. Development of materials testing equipment in high pressure hydrogen and hydrogen environment embrittlement of austenitic stainless steels. J. Jpn. Inst. Met. 2004, 68, 62–65. [Google Scholar] [CrossRef] [Green Version]
- Nibur, K.A.; Bahr, D.F.; Somerday, B.P. Hydrogen effects on dislocation activity in austenitic stainless steel. Acta Mater. 2006, 54, 2677–2684. [Google Scholar] [CrossRef]
- Krüger, S.E.; Rebello, J.M.A.; De Camargo, P.C. Hydrogen damage detection by ultrasonic spectral analysis. NDT E Int. 1999, 32, 275–281. [Google Scholar] [CrossRef]
- Ye, C.; Kan, W.; Li, Y.; Pan, H. Experimental study of hydrogen embrittlement on AISI 304 stainless steels and Rayleigh wave characterization. Eng. Fail. Anal. 2013, 34, 228–234. [Google Scholar] [CrossRef]
- Gonzalez, J.L.; Ramirez, R.; Hallen, J.M.; Guzman, R.A. Hydrogen-induced crack growth rate in steel plates exposed to sour environments. Corrosion 1997, 53, 935–943. [Google Scholar] [CrossRef]
- TM0284 N.A.C.E; Standard Test Method-Evaluation of Pipeline and Pressure Vessel Steels for Resistance to Hydrogen-Induced Cracking. NACE International: Orlando, FL, USA, 2003.
- Klebanoff, L.E.; Pratt, J.W.; LaFleur, C.B. Comparison of the safety-related physical and combustion properties of liquid hydrogen and liquid natural gas in the context of the SF-BREEZE high-speed fuel-cell ferry. Int. J. Hydrogen Energy 2017, 42, 757–774. [Google Scholar] [CrossRef] [Green Version]
- Omidi Bidgoli, M.; Reza Kashyzadeh, K.; Rahimian Koloor, S.S.; Petru, M. Estimation of critical dimensions for the crack and pitting corrosion defects in the oil storage tank using finite element method and taguchi approach. Metals 2020, 10, 1372. [Google Scholar] [CrossRef]
- Wei, G.; Zhang, J. Numerical study of the filling process of a liquid hydrogen storage tank under different sloshing conditions. Processes 2020, 8, 1020. [Google Scholar] [CrossRef]
- Beyer, K.; Kannengiesser, T.; Griesche, A.; Schillinger, B. Study of hydrogen effusion in austenitic stainless steel by time-resolved in situ measurements using neutron radiography. Nucl. Instrum. Methods Phys. Res. Sect. A Accel. Spectrometers Detect. Assoc. Equip. 2011, 651, 211–215. [Google Scholar] [CrossRef]
- Bae, D.; Lee, J.; Lee, S.; Son, I.; Baek, U.; Nahm, S.; Lee, J. Evaluation on hydrogen embrittlement of material using nondestructive test. Int. J. Precis. Eng. Manuf. 2014, 15, 989–993. [Google Scholar] [CrossRef]
- Hwang, Y.I.; Kim, H.J.; Song, S.J.; Lim, Z.S.; Yoo, S.W. Improving the ultrasonic imaging of hydrogen-induced cracking using focused ultrasound. J. Mech. Sci. Technol. 2017, 31, 3803–3809. [Google Scholar] [CrossRef]
- Choudhary, S.; Vishwakarma, M.; Dwivedi, S.K. Evaluation and Prevention of Hydrogen Embrittlement by NDT Methods: A Review. Mater. Proc. 2021, 6, 18. [Google Scholar]
- Hwang, Y.I.; Kim, G.; Kim, Y.I.; Park, J.H.; Choi, M.Y.; Kim, K.B. Experimental measurement of residual stress distribution in rail specimens using ultrasonic LCR waves. Appl. Sci. 2021, 11, 9306. [Google Scholar] [CrossRef]
- Ahluwalia, R.K.; Hua, T.Q.; Peng, J.K.; Lasher, S.; McKenney, K.; Sinha, J.; Gardiner, M. Technical assessment of cryo-compressed hydrogen storage tank systems for automotive applications. Int. J. Hydrogen Energy 2010, 35, 4171–4184. [Google Scholar] [CrossRef]
- Song, S.J.; Park, J.S.; Shin, H.J. Guided wave mode selection and flaw detection for long range inspection of polyethylene coated steel gas pipes. J. Korean Soc. Nondestruct. Test. 2001, 21, 406–414. [Google Scholar]
- Rose, J.L.; Ditri, J.J.; Pilarski, A.; Rajana, K.; Carr, F. A guided wave inspection technique for nuclear steam generator tubing. NDT E Int. 1994, 27, 307–310. [Google Scholar] [CrossRef]
- Shin, H.J.; Rose, J.L. Guided wave tuning principles for defect detection in tubing. J. Nondestruct. Eval. 1998, 17, 27–36. [Google Scholar] [CrossRef]
- Alleyne, D.; Lowe, M.; Cawley, P. The inspection of chemical plant pipework using Lamb waves: Defect sensitivity and field experience. In Review of Progress in Quantitative Nondestructive Evaluation; Springer: Boston, MA, USA, 1996; pp. 1859–1866. [Google Scholar]
- Brook, M.V.; Ngoc, T.D.; Eder, J.E. Ultrasonic inspection of steam generator tubing by cylindrical guided waves. In Review of Progress in Quantitative Nondestructive Evaluation; Springer: Boston, MA, USA, 1990; pp. 243–249. [Google Scholar]
- Fitch, A.H. Observation of Elastic-Pulse Propagation in Axially Symmetric and Nonaxially Symmetric Longitudinal Modes of Hollow Cylinders. J. Acoust. Soc. Am. 1963, 35, 706–708. [Google Scholar] [CrossRef]
- Ditri, J.J.; Rose, J.L. Excitation of guided elastic wave modes in hollow cylinders by applied surface tractions. J. Appl. Phys. 1992, 72, 2589–2597. [Google Scholar] [CrossRef]
- Kwun, H.; Bartels, K.A. Experimental observation of elastic-wave dispersion in bounded solids of various configurations. J. Acoust. Soc. Am. 1996, 99, 962–968. [Google Scholar] [CrossRef]
- Goswami, J.C.; Chan, A.K. Fundamentals of Wavelets: Theory, Algorithms, and Applications; John Wiley & Sons: New York, NY, USA, 2011. [Google Scholar]
- Mika, S.; Ratsch, G.; Weston, J.; Scholkopf, B.; Mullers, K.R. Fisher discriminant analysis with kernels. In Neural Networks for Signal Processing IX: Proceedings of the 1999 IEEE Signal Processing Society Workshop (Cat. No. 98th8468), Madison, WI, USA, 25 August 1999; IEEE: New York, NY, USA, 1999; pp. 41–48. [Google Scholar]
- Luo, S.; Kim, E.H.; Dighe, M.; Kim, Y. Thyroid nodule classification using ultrasound elastography via linear discriminant analysis. Ultrasonics 2011, 51, 425–431. [Google Scholar] [CrossRef]
- Khan, A.; Kim, H.S. Classification and prediction of multidamages in smart composite laminates using discriminant analysis. Mech. Adv. Mater. Struct. 2020, 29, 230–240. [Google Scholar] [CrossRef]
- Rose, J.L. A baseline and vision of ultrasonic guided wave inspection potential. J. Press. Vessel Technol. 2002, 124, 273–282. [Google Scholar] [CrossRef]
- Liu, Z.; He, C.; Wu, B.; Wang, X.; Yang, S. Circumferential and longitudinal defect detection using T (0, 1) mode excited by thickness shear mode piezoelectric elements. Ultrasonics 2006, 44, e1135–e1138. [Google Scholar] [CrossRef]
- Pavlakovic, B.; Lowe, M.; Alleyne, D.; Cawley, P. Disperse: A general purpose program for creating dispersion curves. In Review of Progress in Quantitative Nondestructive Evaluation; Springer: Boston, MA, USA, 1997; pp. 185–192. [Google Scholar]
- Knak, M.; Wojtczak, E.; Rucka, M. Non-Destructive Diagnostics of Concrete Beams Strengthened with Steel Plates Using Modal Analysis and Wavelet Transform. Materials 2021, 14, 3014. [Google Scholar] [CrossRef] [PubMed]
- Liu, Y.; Xu, K.; Xu, J. An improved MB-LBP defect recognition approach for the surface of steel plates. Appl. Sci. 2019, 9, 4222. [Google Scholar] [CrossRef] [Green Version]
- Liu, Y.; Xu, K.; Xu, J. Periodic surface defect detection in steel plates based on deep learning. Appl. Sci. 2019, 9, 3127. [Google Scholar] [CrossRef] [Green Version]
- Tian, S.; Xu, K. An algorithm for surface defect identification of steel plates based on genetic algorithm and extreme learning machine. Metals 2017, 7, 311. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Defect Number | Length Width Depth (mm) |
|---|---|
| #1 | 10 0.2 0.3 |
| #2 | 10 0.4 0.3 |
| #3 | 10 0.6 0.3 |
| #4 | 10 0.2 0.05 |
| #5 | 10 0.2 0.5 |
| S0 Mode | Classification Rate | A0 Mode | Classification Rate |
|---|---|---|---|
| No defects (150) | 83.4% | No defects (150) | 80.7% |
| With defects (150) | 77.4% | With defects (150) | 67.3% |
| Total (300) | 80.3% | Total (300) | 74.0% |
| Step I in S0 Mode | Misclassified Data | Step II in A0 Mode | Misclassified Data |
|---|---|---|---|
| No defects (100) | 19 | No defects (19) | 4 |
| With defects (100) | 25 | With defects (25) | 5 |
| Total (200) | 43 | Total (43) | 9 |
| Step I in S0 Mode | Misclassified Data | Step II in S0 Mode | Misclassified Data |
|---|---|---|---|
| No defects (50) | 4 | No defects (4) | 3 |
| With defects (50) | 7 | With defects (7) | 0 |
| Total (100) | 11 | Total (11) | 3 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hwang, Y.-I.; Seo, M.-K.; Oh, H.G.; Choi, N.; Kim, G.; Kim, K.-B. Detection and Classification of Artificial Defects on Stainless Steel Plate for a Liquefied Hydrogen Storage Vessel Using Short-Time Fourier Transform of Ultrasonic Guided Waves and Linear Discriminant Analysis. Appl. Sci. 2022, 12, 6502. https://doi.org/10.3390/app12136502
Hwang Y-I, Seo M-K, Oh HG, Choi N, Kim G, Kim K-B. Detection and Classification of Artificial Defects on Stainless Steel Plate for a Liquefied Hydrogen Storage Vessel Using Short-Time Fourier Transform of Ultrasonic Guided Waves and Linear Discriminant Analysis. Applied Sciences. 2022; 12(13):6502. https://doi.org/10.3390/app12136502
Chicago/Turabian StyleHwang, Young-In, Mu-Kyung Seo, Hyun Geun Oh, Namkyoung Choi, Geonwoo Kim, and Ki-Bok Kim. 2022. "Detection and Classification of Artificial Defects on Stainless Steel Plate for a Liquefied Hydrogen Storage Vessel Using Short-Time Fourier Transform of Ultrasonic Guided Waves and Linear Discriminant Analysis" Applied Sciences 12, no. 13: 6502. https://doi.org/10.3390/app12136502
APA StyleHwang, Y.-I., Seo, M.-K., Oh, H. G., Choi, N., Kim, G., & Kim, K.-B. (2022). Detection and Classification of Artificial Defects on Stainless Steel Plate for a Liquefied Hydrogen Storage Vessel Using Short-Time Fourier Transform of Ultrasonic Guided Waves and Linear Discriminant Analysis. Applied Sciences, 12(13), 6502. https://doi.org/10.3390/app12136502