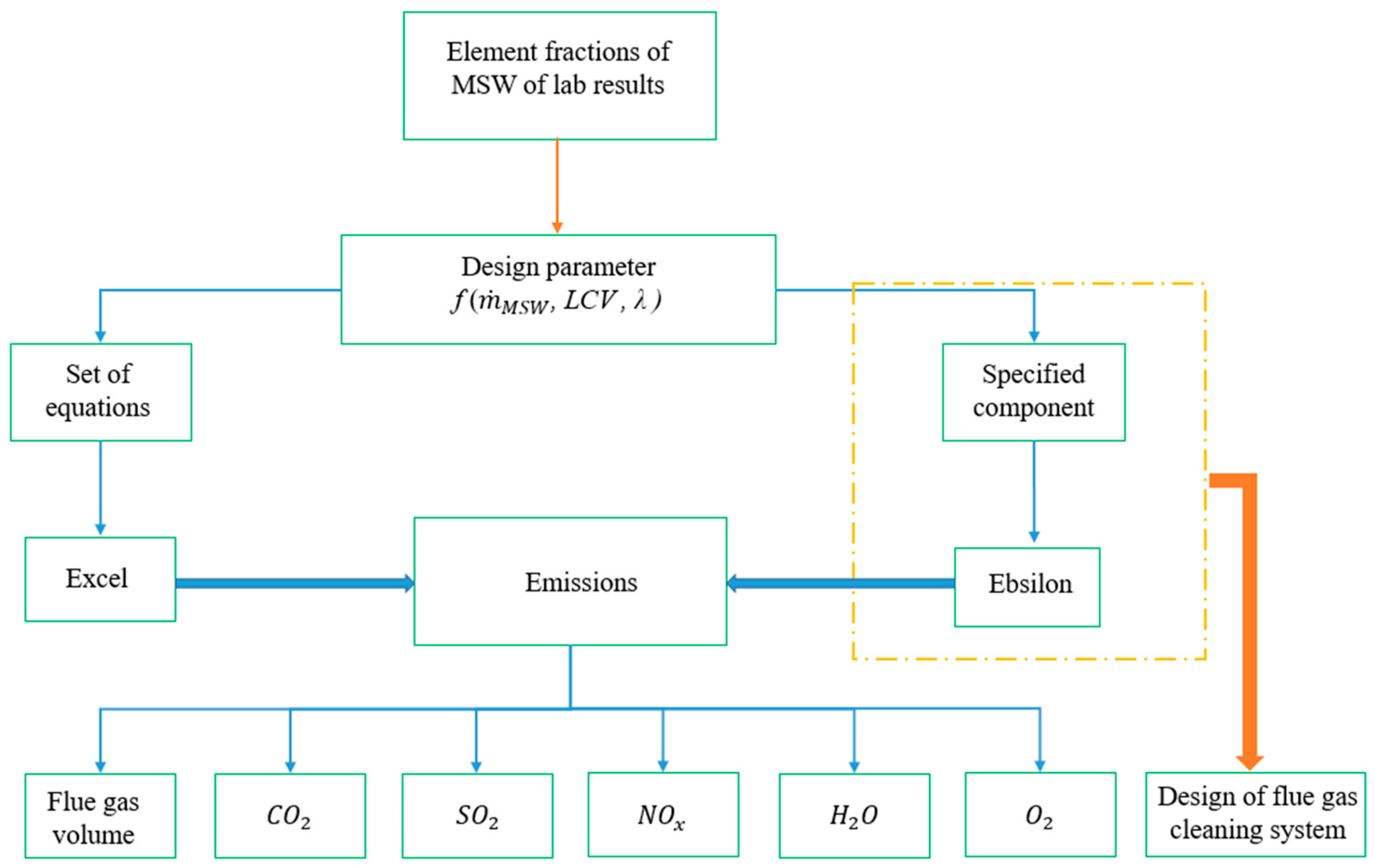
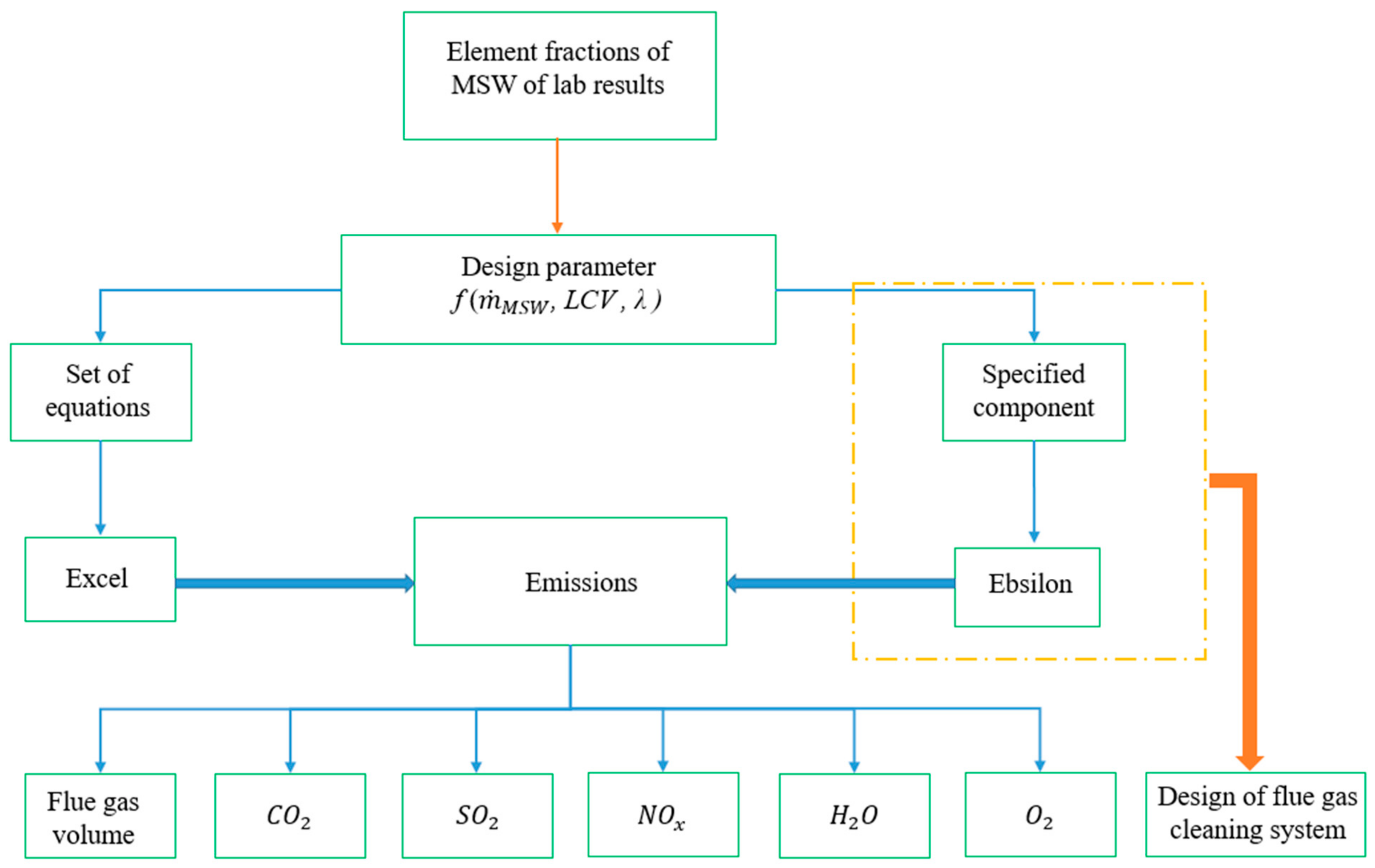
3.1. Model Calculations
A set of the model equations was used to find the volumetric flow rate of the flue gas, the excess air needed, and the gas fractions forming the flue gas itself. The results from this model were compared with the results achieved by Ebsilon as a first step in the design of the proposed flue gas cleaning system. The reason for using this equation model and inserting the governing parameters of the suggested waste incineration plant was to validate Ebsilon’s results and to build a comprehensive emission calculation model that can be used easily and for free. However, careful consideration must be given to specifying the constitution of the elements of the waste and the capacity of the incineration facility. The findings showed that the results from the equations model were close to Ebsilon’s. Furthermore, Equations (2) and (4) perfectly matched the mass flowrate of air in Ebsilon’s and could be considered for the calculation of air mass flow required for the incineration of MSW. The CO2 specification methodology also matched Ebsilon’s results, where the percentage of CO2 was calculated as a function of O2. These matches were validated for different values of excess air ratios and different MSW mass flows. In all cases, the results from the calculated air mass flow, oxygen volume, and CO2 percentage matched Ebsilon’s results.
Note: O
2 volume must still be divided by the calculated flue gas volumetric flowrate to get the percentage of O
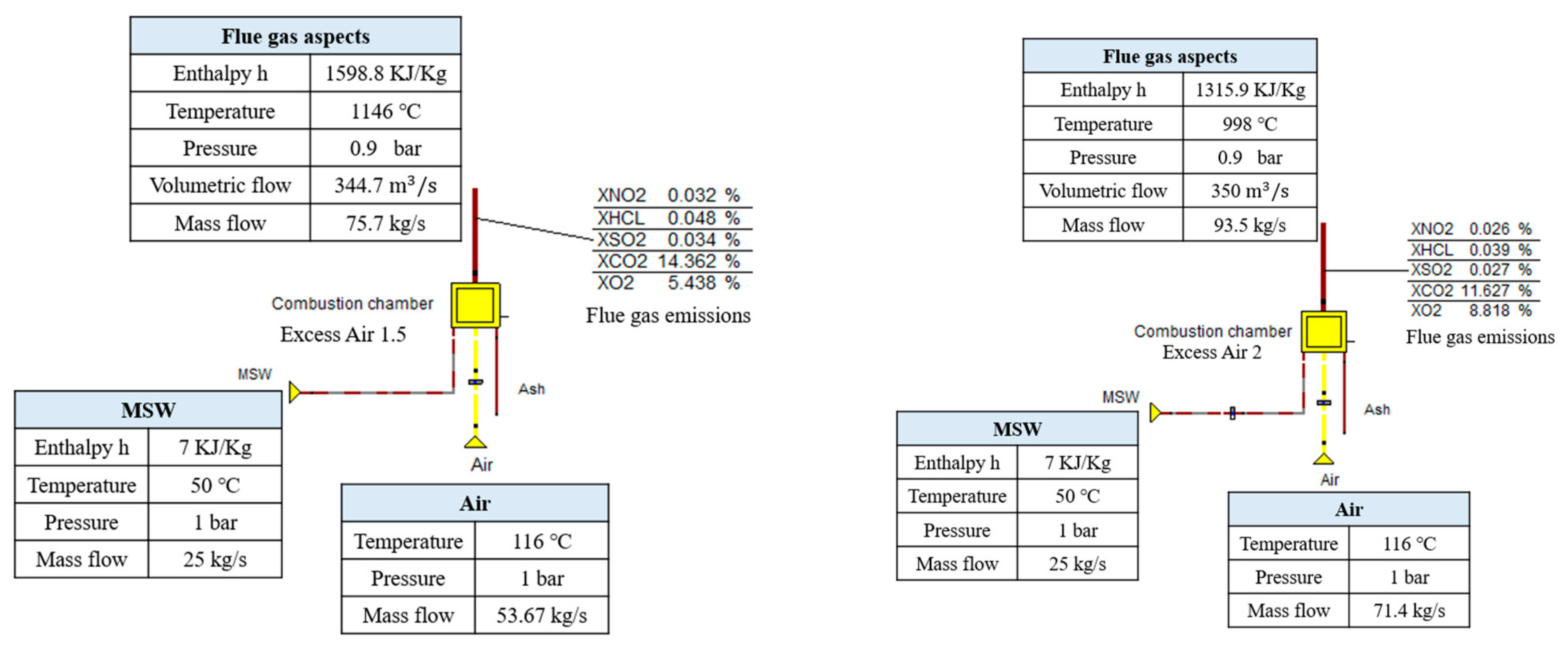
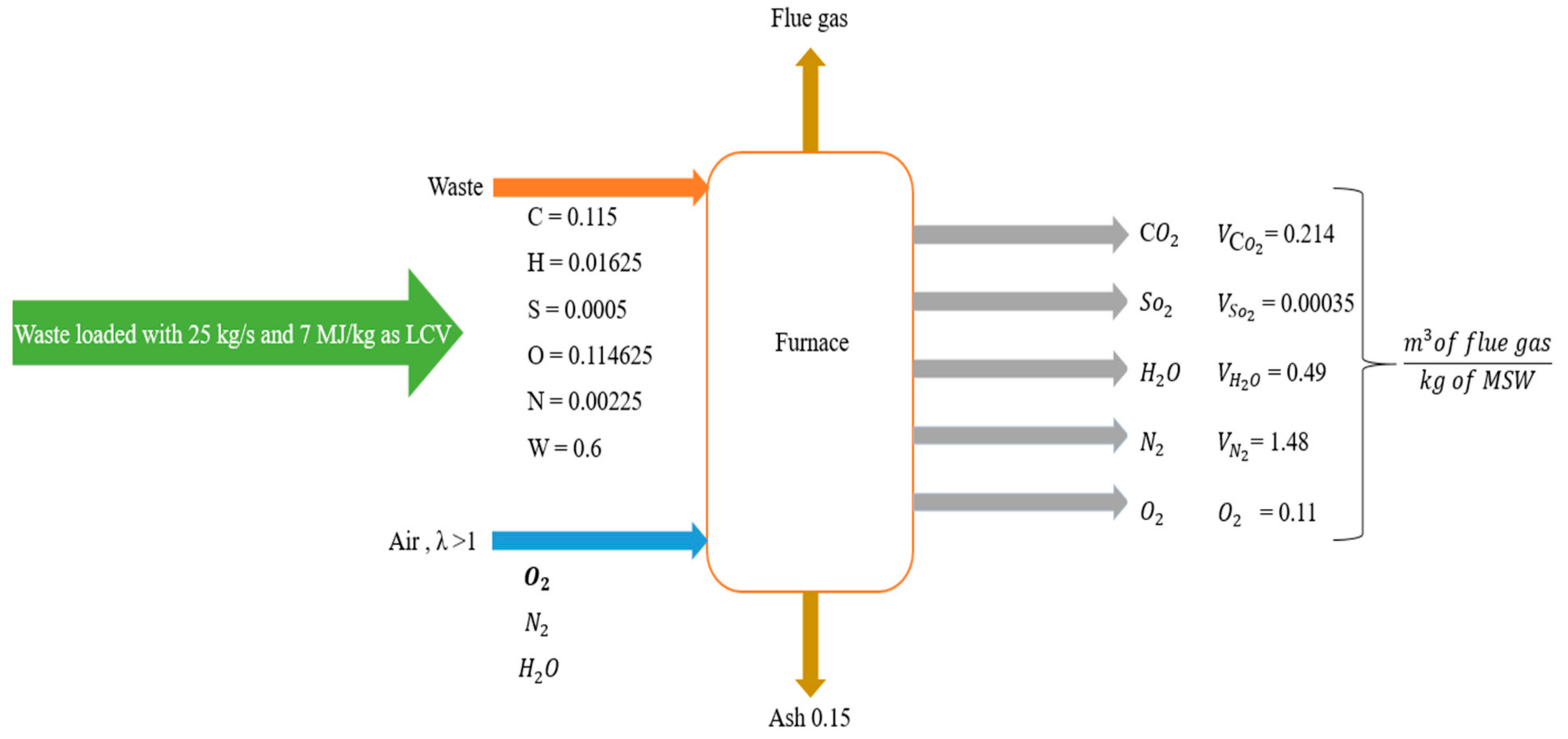
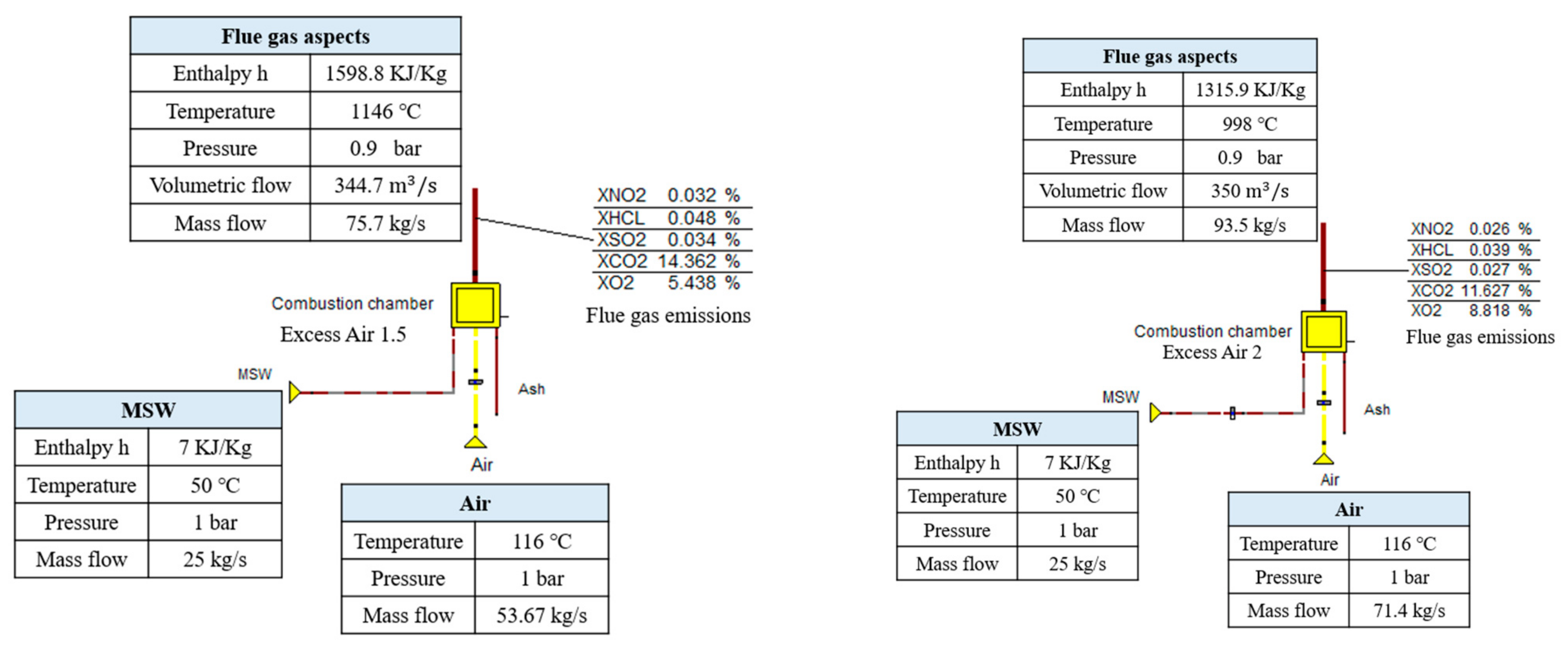
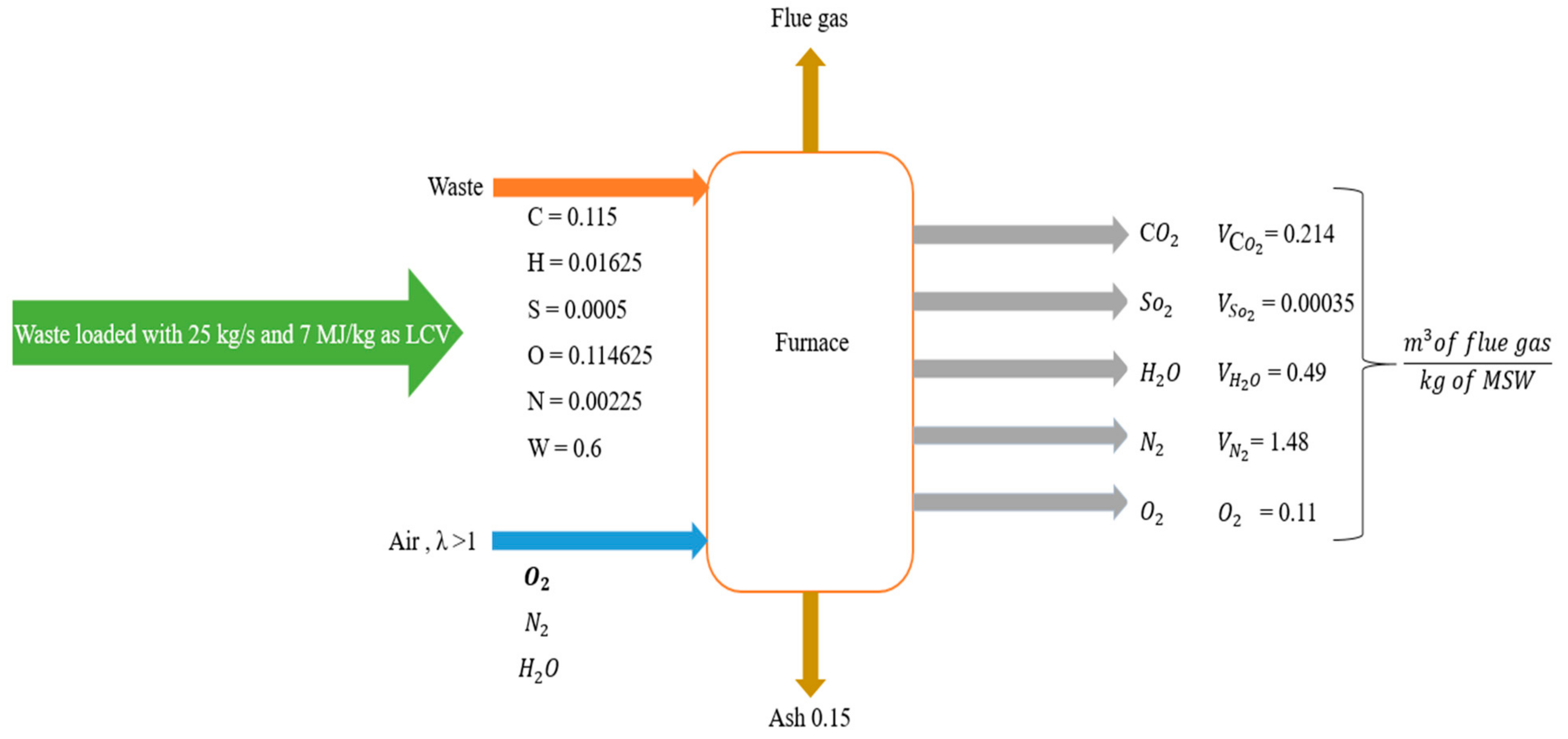
2. According to the calculation model, the theoretical flue gas volumetric flow rate was 2.55 m
3/kg for 25 kg/s with MSW mass flow and an excess air ratio of 1.5. Thus, the percentage of O
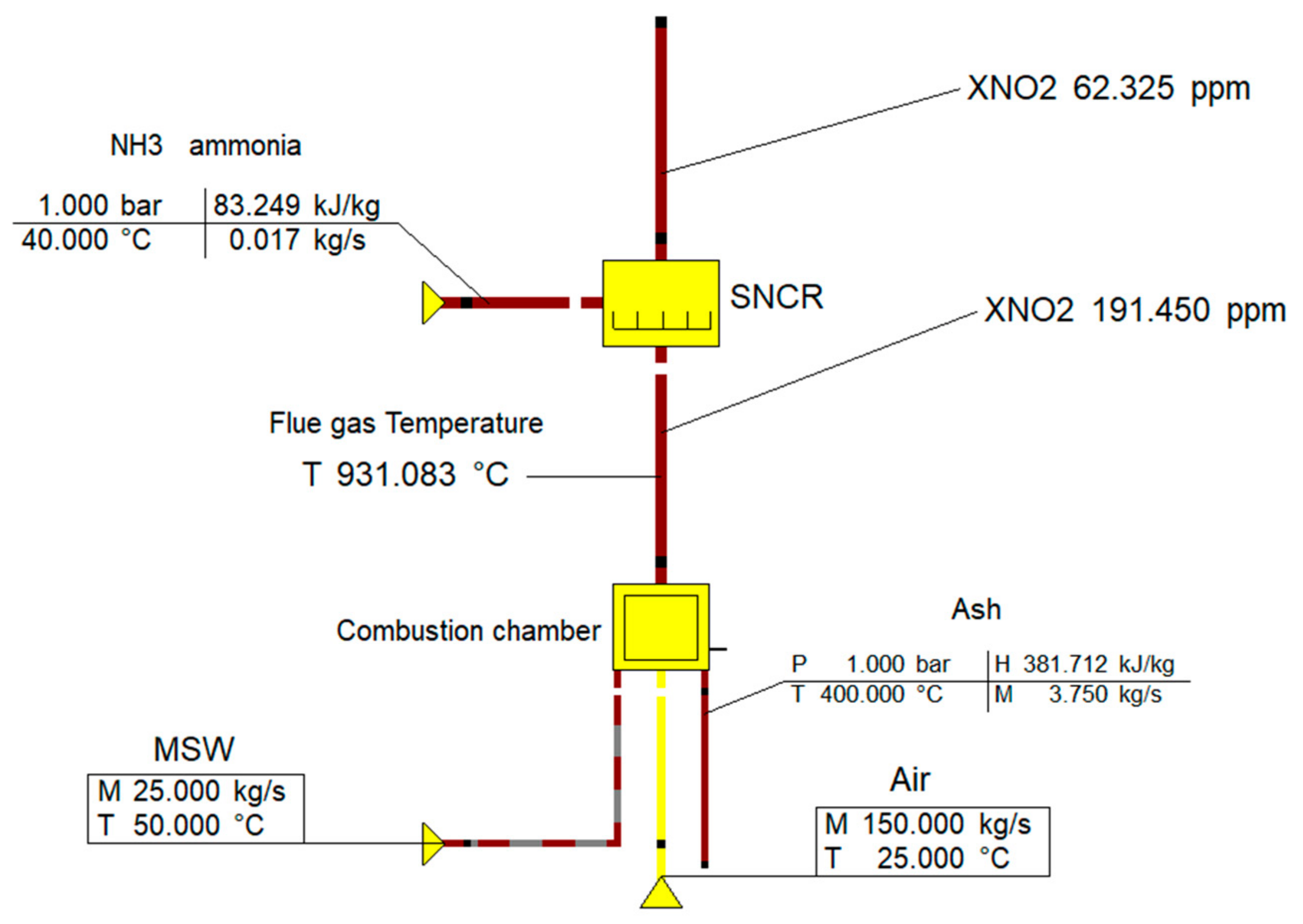
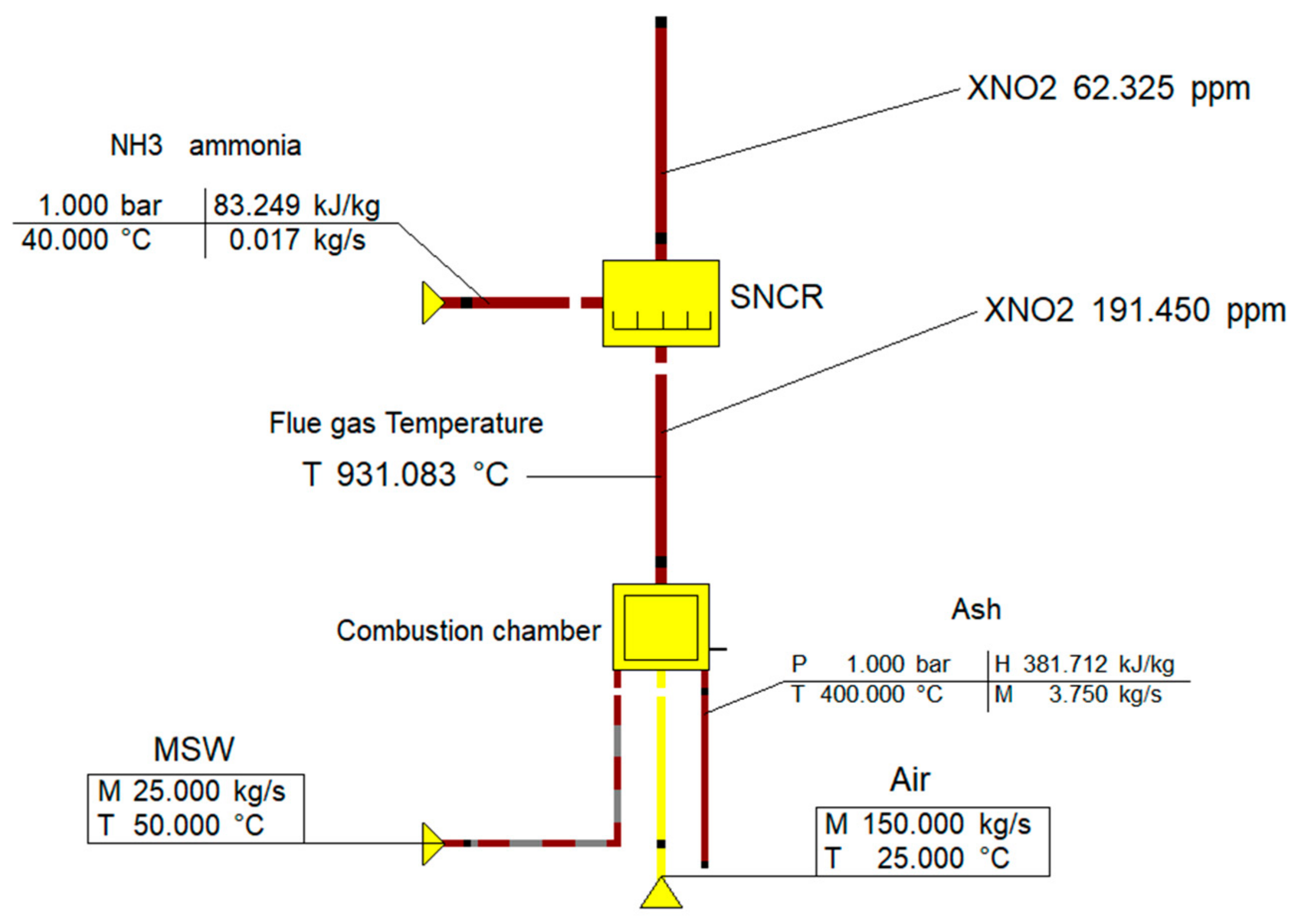
2 in the flue gas volume was around 5%. The source of water vapor in the flue gas was attributed to the presence of water content in the MSW, meaning that dry air was considered (see
Figure 4). To validate this calculation model with the results from Ebsilon, the governing parameters of the emission fractions (mass flow of MSW and excess air ratio) were checked for each step change as seen in
Table 10. As can be seen from the model calculations, the CO
2 volume had the major fraction of the flue gas volume constitution at around 21%, which makes sense since carbon formed around 11% of the combustible fraction of the analyzed sample of MSW taken in Jordan. At the same time, the SO
2 volume and N
2 had the lowest contribution in the flue gas volume with 0.00035 and 1.48%, respectively.
The findings from both methodologies (model equations and Ebsilon) showed approximately the same results for O2, CO2, volumes in flue gas, and air mass flow as required in the furnace. Any deviations in the results were small. The volume portions of O2 and CO2 were not affected by the change in the mass flow of the MSW, but did change with the excess air ratio. The volume of CO2 decreased when the excess air ratio increased, and as previously mentioned, this is what should happen. The mass flow rate of air required to achieve the combustion process in the furnace was affected by both the excess air ratio and the MSW mass flow. The air mass flow rate was proportional to the excess air ratio and the MSW mass flow. This makes sense, as increasing the mass flow of MSW requires more excess air to match the increment in the MSW loaded into the furnace which requires an increase in the amount of air pumped into the furnace (air mass flow) and vice versa. The results from the model equations can be considered and adapted for the pre-design steps of any waste incineration plant to be erected when the MSW composition (elementary analysis), LCV, and plant capacity are specified.
3.4. Adopted Flue Gas Cleaning System for the Proposed Plant
Two main categories are available for flue gas cleaning; either dry or wet [
27]. The main issue which must be considered if using the wet cleaning facility is water usage. For example, if NaOH suspension is applied, the scrubber system must have an additional water treatment plant in which the sulfate ions of the Na
2SO
4 solution are precipitated as gypsum. As the MENA region is one of the most water-scarce areas in the world [
32,
33], the dry cleaning system would be much better than the wet system despite the corresponding increase in operational costs because of the increased consumption of chemicals.
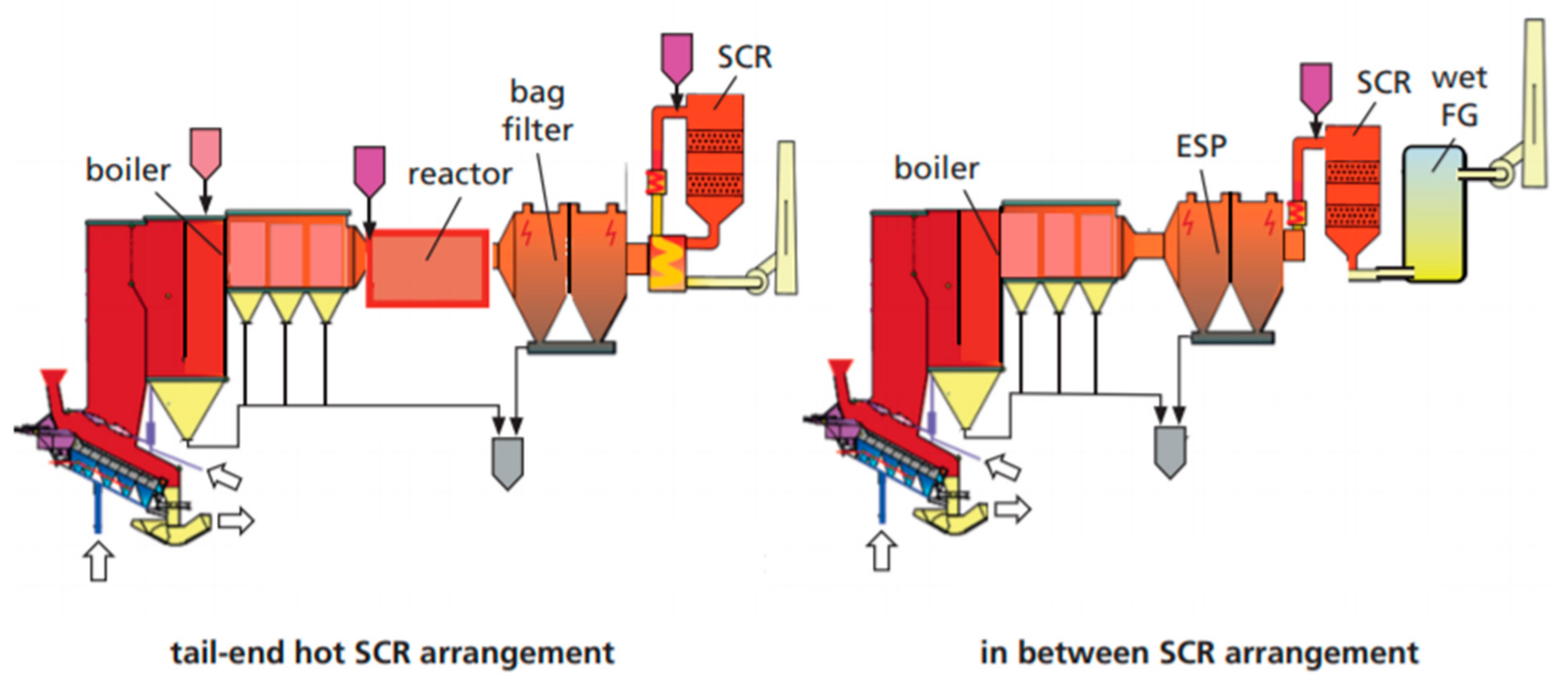
Dry and semi-dry flue gas cleaning systems are similar. In both systems, the acid gases react with hydrated lime (Ca(OH)2). In this process, the gases are converted to solid substances such as calcium chloride, calcium sulfite, and calcium fluoride. The reaction products are precipitated in a subsequent bag house filter. The difference between the two systems is that in dry flue gas cleaning, the lime is injected in a solid form, whereas in semi-systems, it is injected in the form of an aqueous suspension.
To calculate the amount of lime required to interact with the emitted amount of acids and sulfate emissions (HCl, SO
2, and HF), the molar weight of these compounds was used. According to [
34], hydrated lime and one mole of Ca(OH)
2 captures two moles of HCl and one mole of Ca(OH)
2 captures one mole of SO
2 (see the chemical equations below).
According to the simulated results in Ebsilon for emissions and the molar weights of the related compounds, the amount of lime required to reach a certain level of emissions (see
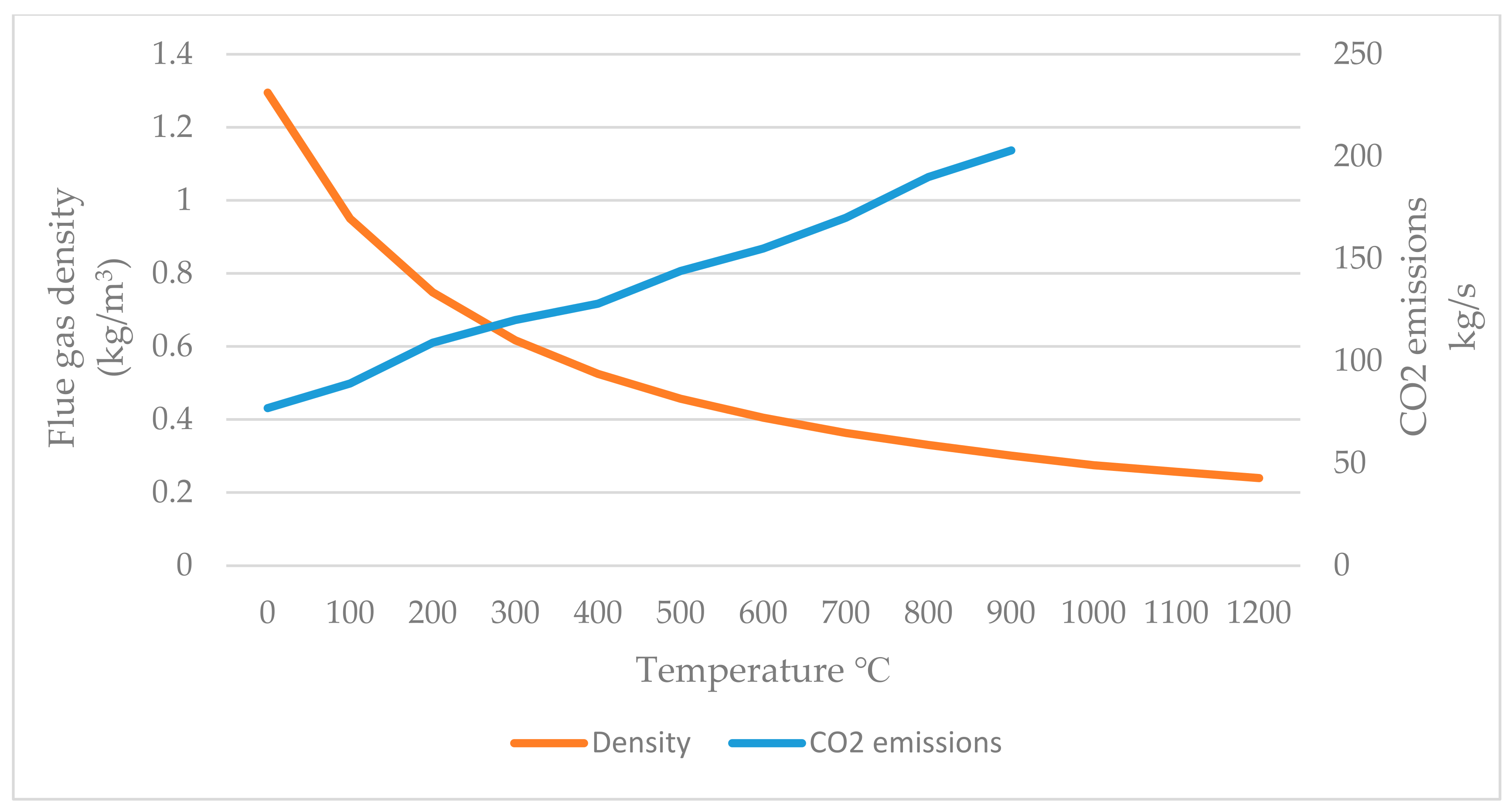
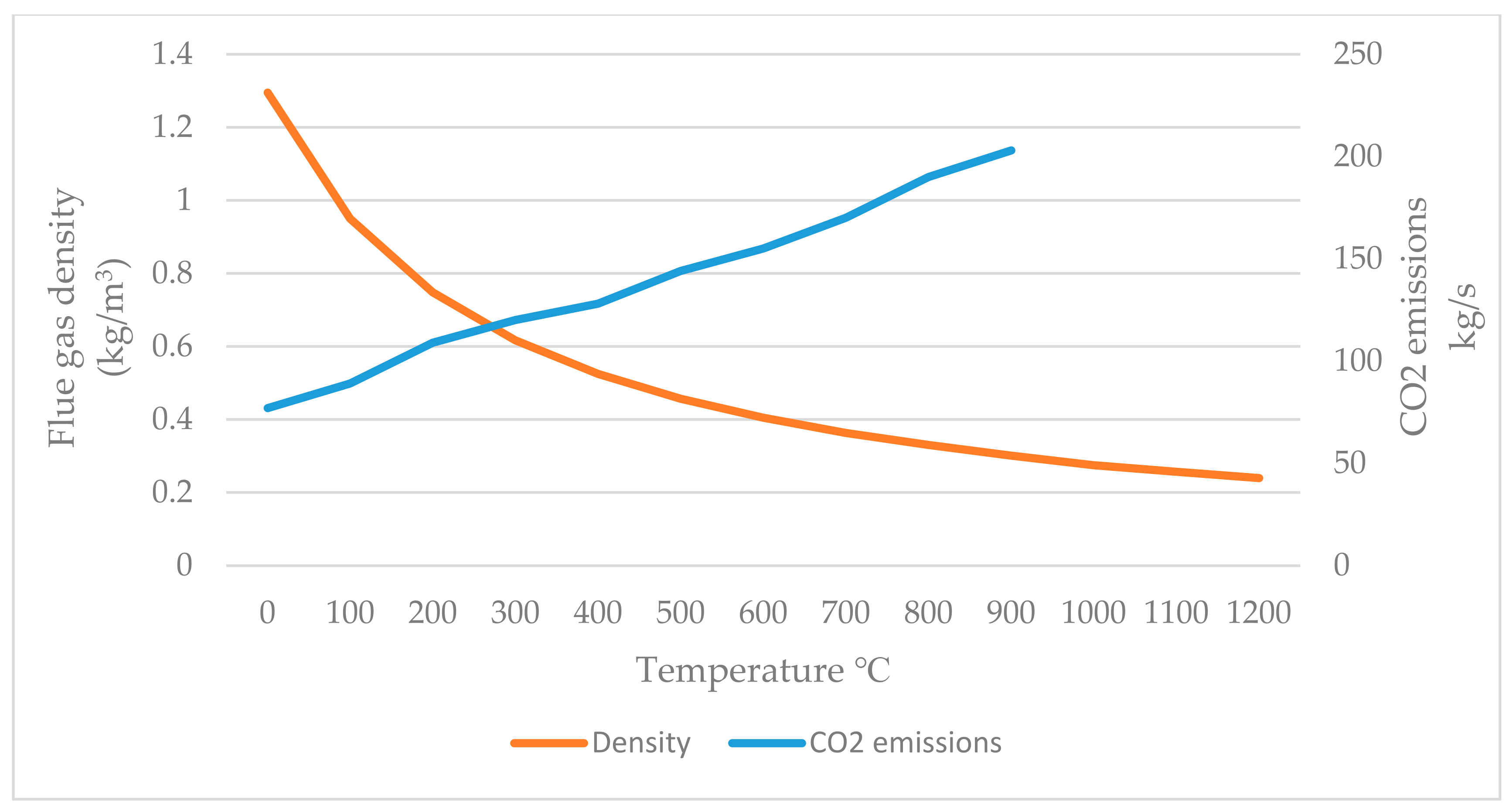
Table 12) matched the limitations on emissions stated in the 2018 BREF, which is 293 g of lime. The lime is injected as dry material into the flue gas stream in the reactors. It should be noted that the flue gas mass flow rate was around 340 m
3/s where the temperature of the flue was around 1000 °C, which decreases the flue gas density and increases its mass flow.
In recent years, the international community has paid more attention to climate change. It has promoted the study of technologies to reduce the emission of greenhouse gases such as CO
2, SO
2, HCl, and HF, among others, which is said to be responsible for contamination of the atmosphere and climate change. The increase in CO
2 has been generated by the growth in demand for energy, which makes it difficult to reduce. In the short term, one of the most viable options to reduce emissions is capture and storage, as agreed by the IPCC, which has set an ambitious objective of reducing CO
2 emissions by 50% by 2050 [
35].
There are three main technologies currently available on the market to treat and reduce CO
2 emissions (an explanation about each of them can be found in
Appendix A). Post-combustion technology was chosen to be simulated in Ebsilon and to ascertain the results of any potential CO
2 reduction. It is most important when using this technology to select an efficient sorbent, so in this model, spherical nano carbon materials were used.
The governing chemical equation for the interaction between the solid spherical carbon materials and CO
2 gas is as follows:
As can be seen, the chemical molar equality states that each mole of carbon grabs one mole of carbon dioxide, and as a result, this interaction produces two moles of carbon monoxide (CO). It is important to mention that carbon monoxide does not directly contribute to global climate change, but it does react in the atmosphere to produce methane and ozone [
30]. Methane and ozone are similar to carbon dioxide in the contribution they make to human-caused climate change. Despite this, carbon monoxide was not identified in the suite of greenhouse gases addressed by the Kyoto Protocol or in most other international agreements aimed at reducing climate change. Carbon monoxide has not been targeted as a greenhouse gas in part because its effects on the climate depend on the locations from which it is emitted.
The generated carbon monoxide can reproduce carbon dioxide by interacting with the oxygen in the atmosphere, and while CO is both formed and oxidized in the upper atmosphere, the rate of oxidation of CO in the dense lower atmosphere is not known with certainty [
36]. It has been indicated that no direct chemical oxidation of CO by oxygen in sunlight has ever been observed. The concentrations of atomic oxygen (O) and the rate coefficients, particularly in the lower atmosphere, are too low to cause appreciable loss. Carbon monoxide is chemically oxidized slowly by molecular oxygen in the lower atmosphere via the process:
Additionally, via the water gas reaction:
As can be seen, the reaction of carbon monoxide with water vapor is a reversible and unfixed reaction. Both the above-mentioned reactions require a massive amount of energy to be accomplished in nature (atmosphere), where 213,384 KJ/mol of energy is required for interacting carbon monoxide with oxygen and 280,328 KJ/mol is required to react with water vapor [
36]. The enormous amount of energy required is the main barrier to achieving these reactions in the atmosphere, due to which reproducing carbon dioxide by oxidation of carbon monoxide seems to be difficult in the lower part of the atmospheric wrap.
In nature, many sinks probably exist for carbon monoxide gas, and large-scale atmospheric mixing is sufficient to move the CO to an upper atmospheric sink. Another possible sink is when the CO is in contact with soil that may be oxidized and converted by commonly found specific anaerobic methane-producing soil microorganisms. The ocean may also serve as a potential sink for CO. Carbon monoxide is soluble to a degree in sea water to the order of 0.032 to 0.017 (volume of gas, absorbed by a unit volume of water when the pressure of the gas equals 1 atm) at a temperature range of −2 to 30 °C [
36].
Table 13 shows the results from the simulated spherical carbon injection to reduce the CO
2 emissions of the flue gas in Ebsilon.
As can be seen in
Table 13, the CO
2 emissions before the reactor were 180.9 g/m
3 which is equivalent to 35 kg/s, where the mass flow rate of the flue gas according to Ebsilon’s results was 195.25 m
3/s. This means that there are around 1.4 tons of CO
2 emissions generated from this facility, which matches the values for CO
2 emissions in the literature [
37], where the range is around 0.7–1.7 tons for each ton of waste burned in WtE systems. It should be noted that before the obligated abatement stated by the IPCC, the Kyoto Protocol, and other agreements, laws, and regulations issued to reduce the amount of CO
2 emissions, which make a direct contribution to climate change, this amount of pollution (CO
2 emissions) was directly released into the atmosphere. All European countries and those that have waste incineration techniques are now issuing regulations to reduce the amount of emissions from or with flue gas. For example, the waste incineration plant in Oslo in Norway (klemetsrud) was the source of 385,000 tons of CO
2 emissions each year, and therefore, Oslo’s goal of a 95% reduction in emissions by 2030 is necessary [
38].
A successful pilot project in 2011 to capture 90% of the CO
2 from a small flue gas stream is now a full-scale carbon capture project [
38]. The project will capture 400,000 tons of CO
2 every year in an amine-based absorption capture plant. Although this is an early example of large-scale capture of WtE, the capture process is well understood and has been tested in other capture applications [
39].
According to the simulation results, 9.4 kg/s of spherical carbon was required to verify 91% of CO
2 reduction (as shown in
Table 13). This means the equivalent CO
2 for each ton of waste is to be reduced to 0.03 tons for each ton of waste.
The results of the model calculations for CO
2 and O
2 were validated by comparing them with Ebsilon’s results and the available data from the literature which were adapted from real incineration plants. The model is viable to be used in the design phase and to predict the amount or percentage of CO
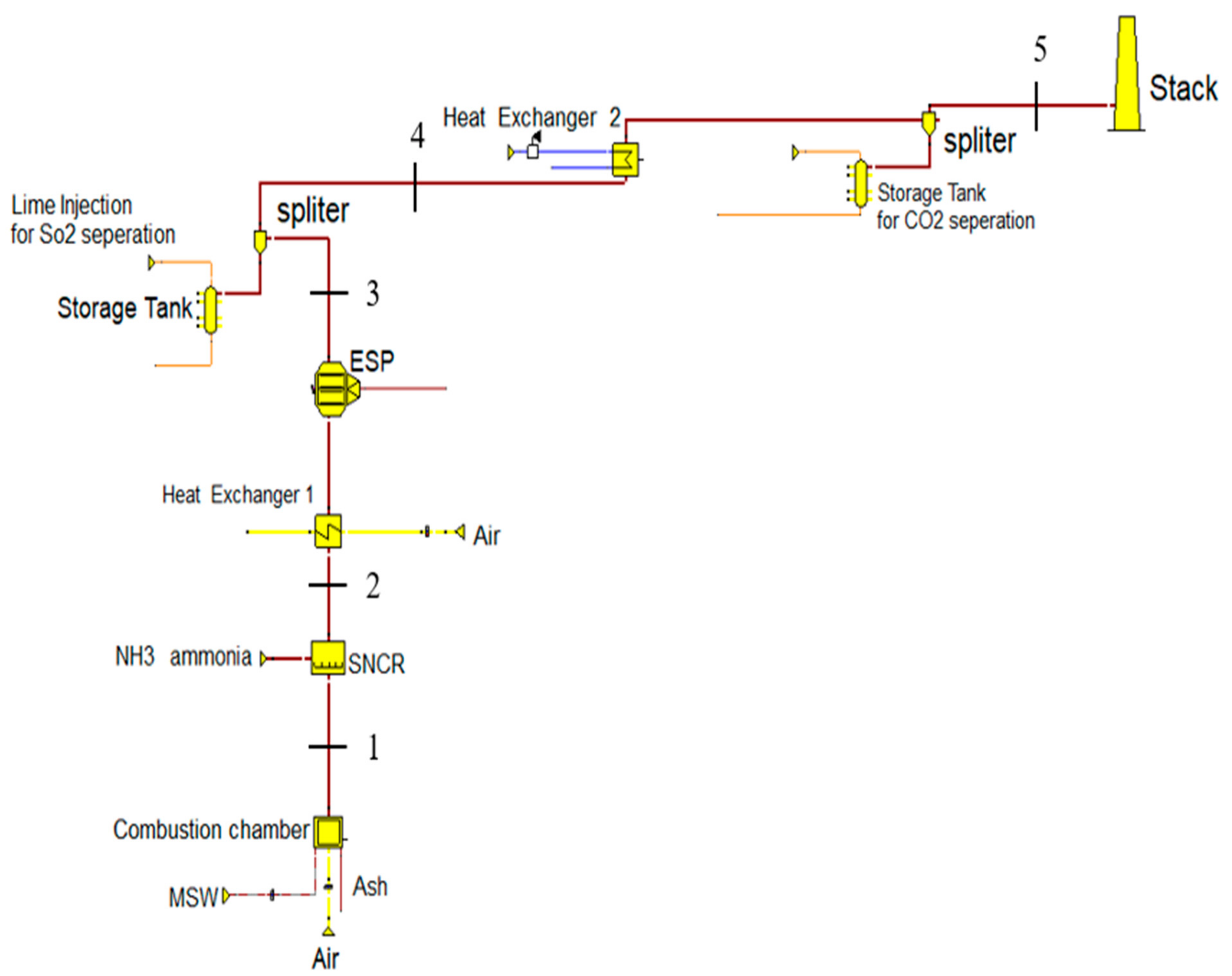
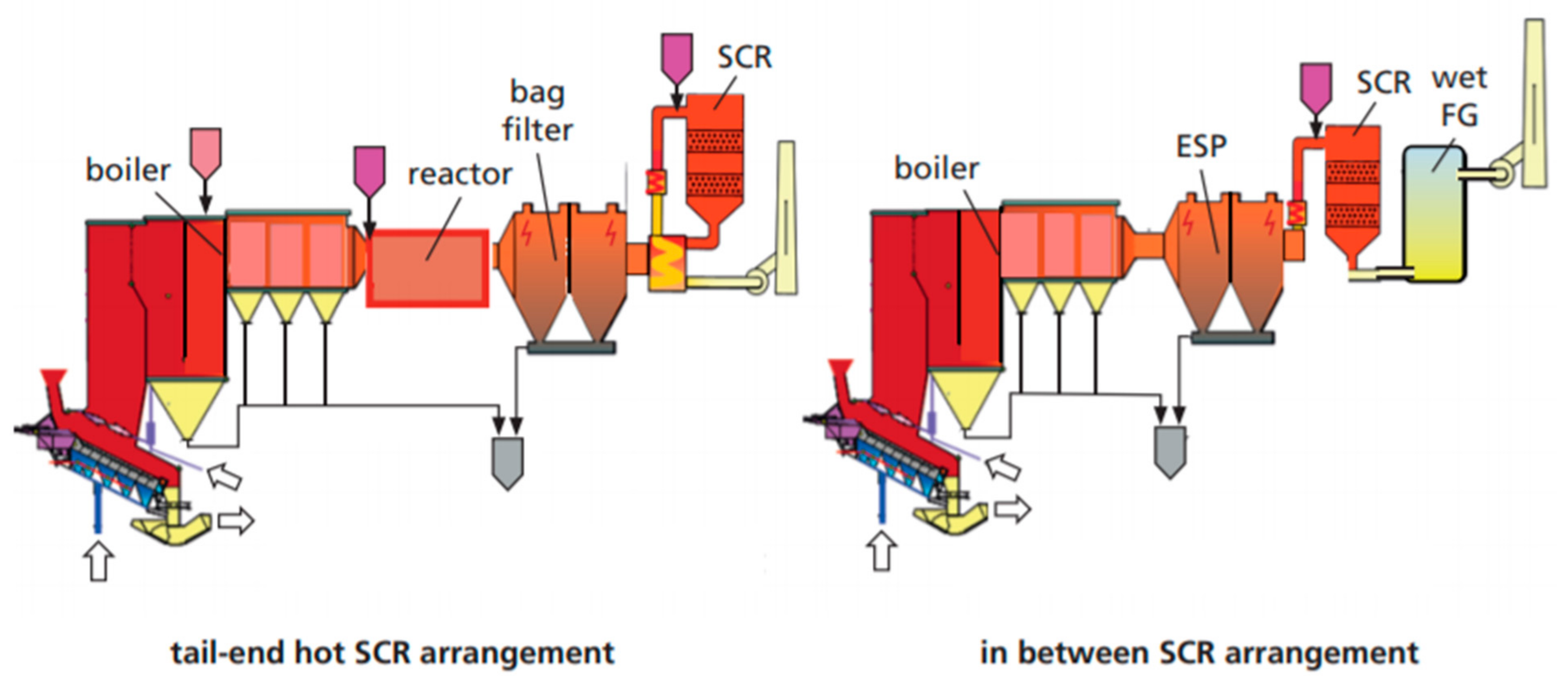
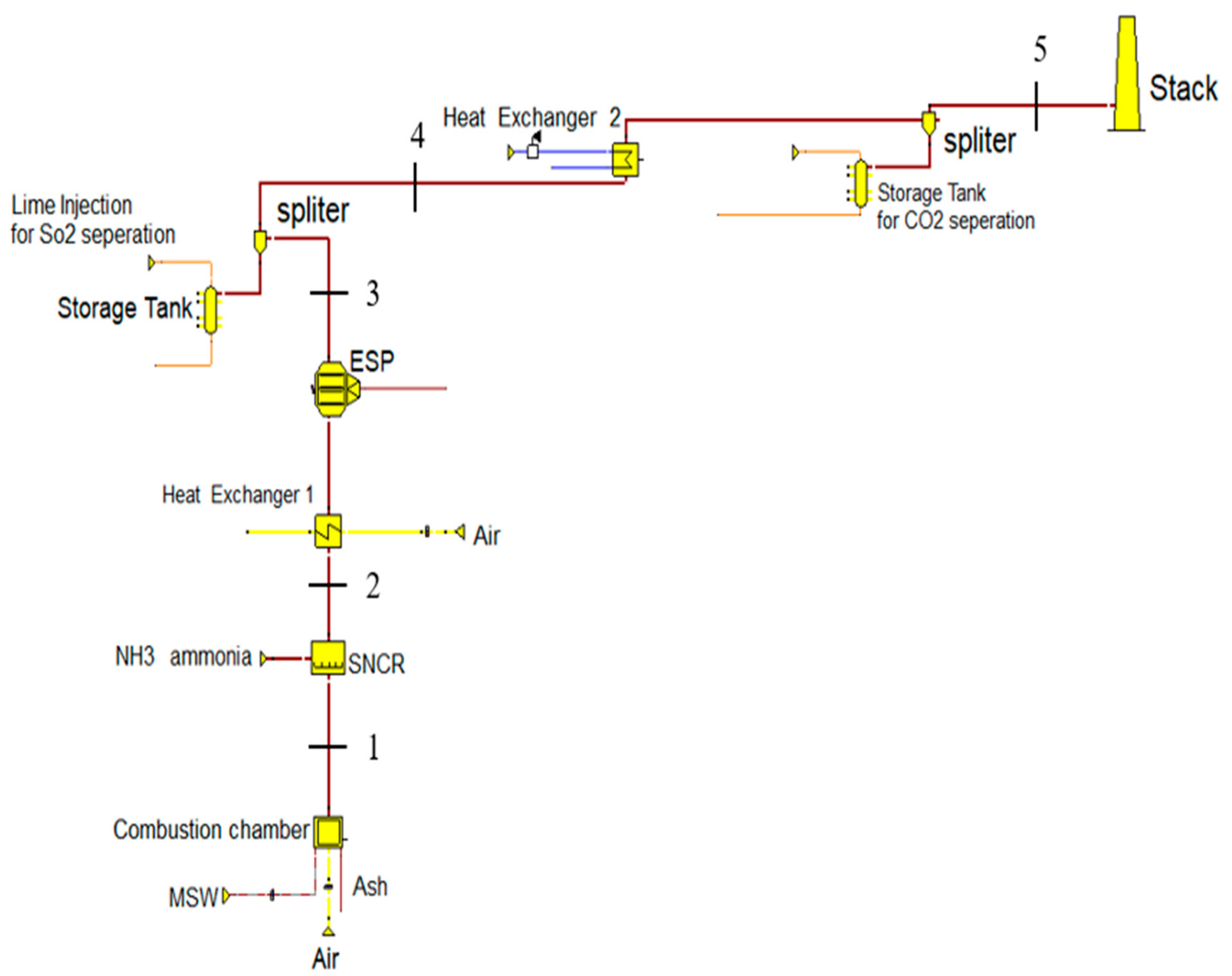
2 emissions in the generated volumetric flue gas. An integrated flue gas cleaning system was also simulated in this study. The results depended on an elementary analysis of the data which was prepared to build a comprehensive model (simulated) of a waste incineration plant with its related emission cleaning system. The proposed cleaning system for flue gas starts with SNCR to control and reduce the emission of NO
2 and ends with the reduction process for CO
2. The model is illustrated in
Figure 8.
Five points were made on the stream line of the flue gas to illustrate the important stages that the flue gas passes through during the cleaning process (see
Figure 8). The heat exchangers 1 and 2 have the same role as the boiler in the simulated facility. Point 1 is the effluent from the combustion chamber where the flue gas holds the total amount of thermal energy and the whole volume of gas emissions. Point 2 gives the data for the flue gas emissions just after the SNCR to scale-up the NO
2. Point 3 is after the first heat exchanger (the first stage of the boiler) and electrostatic precipitator (which works to reduce the amount of the particulate matters in the flue gas). Point 4 is after lime injection to measure the reduction in SO
2 and HCl. Point 5 is the most important, and comes after the injection of carbon (spherical carbon material) to capture CO
2 and reduce its concentration in the flue gas stream.
Splitter is a component of Ebsilon which is used to separate compounds and materials. Two different mass flowrates of MSW (25 and 30 kg/s) were inserted in the simulated model of the cleaning system. This produced the same emission values for both mass flowrates loaded into the furnace, and as they were the same, only the results for the 25 kg/s MSW are presented in
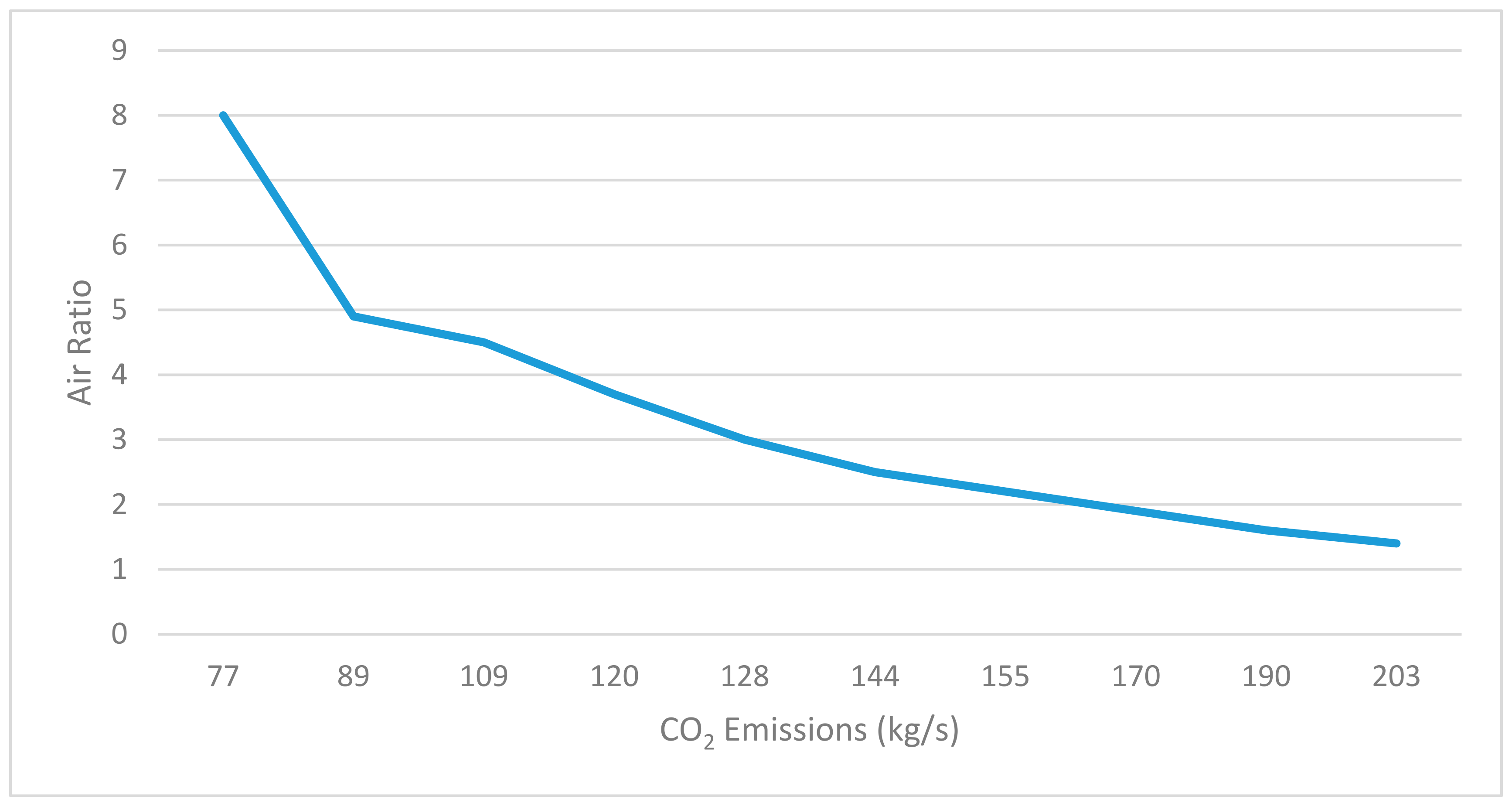
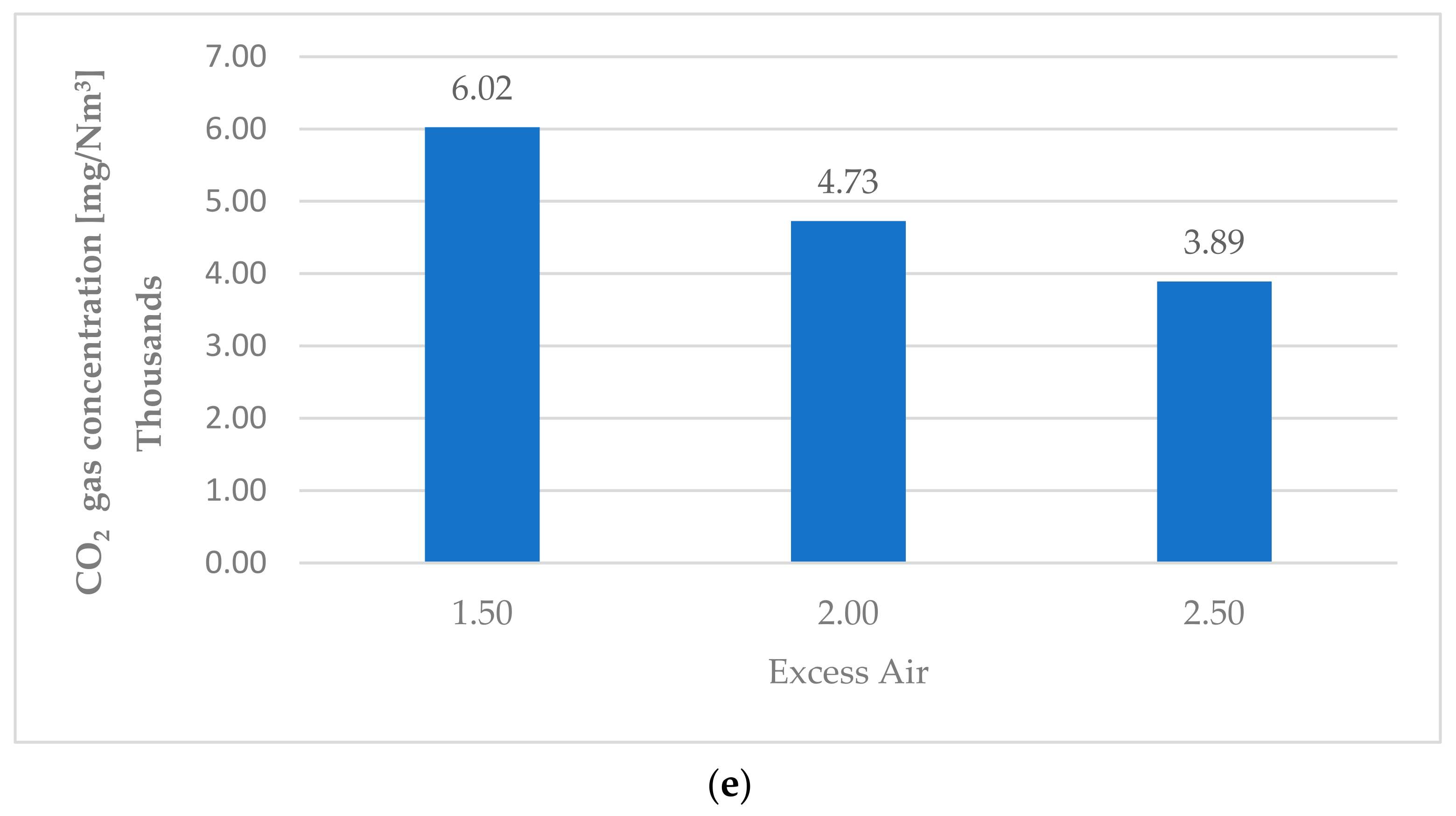
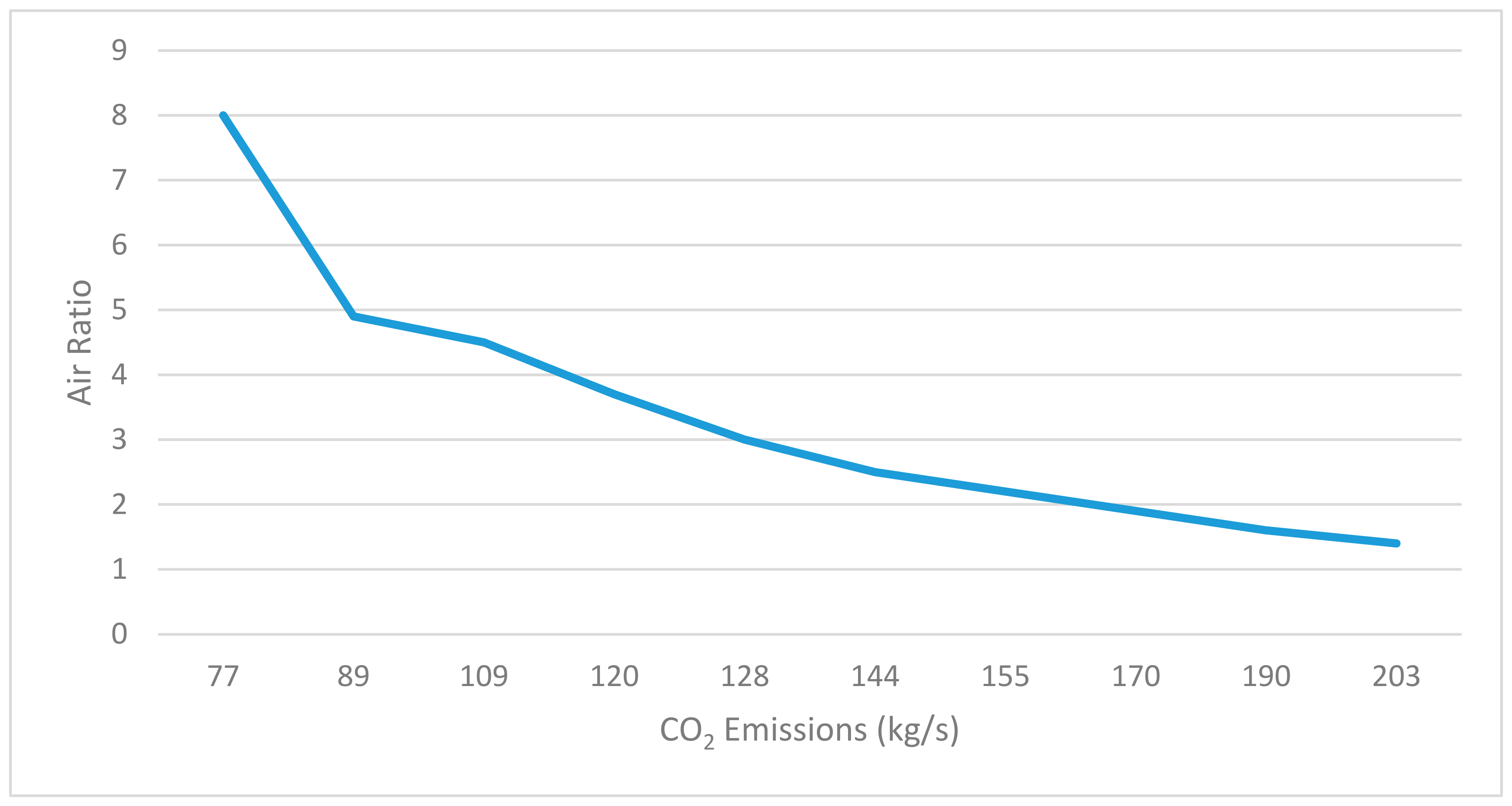
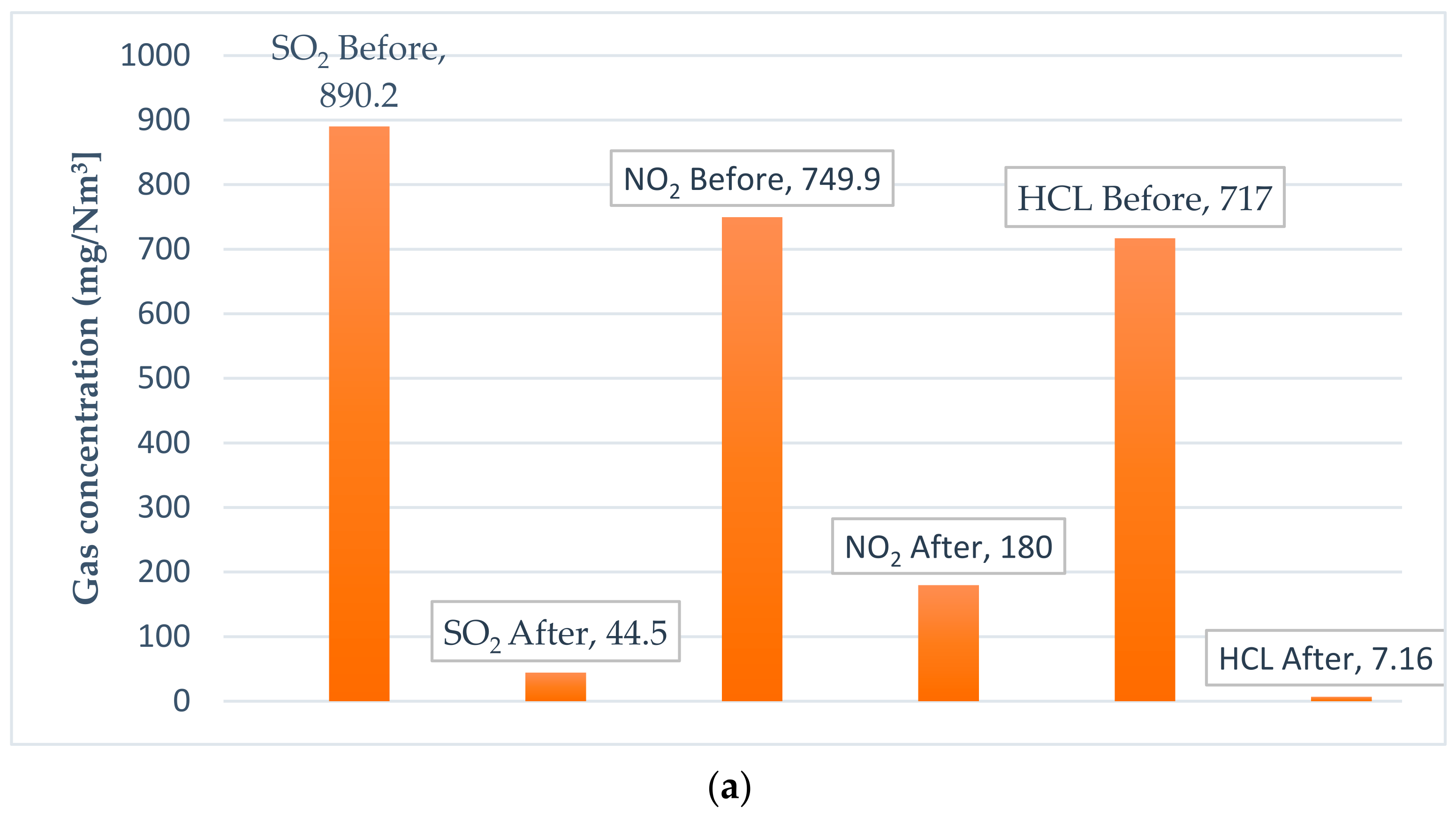
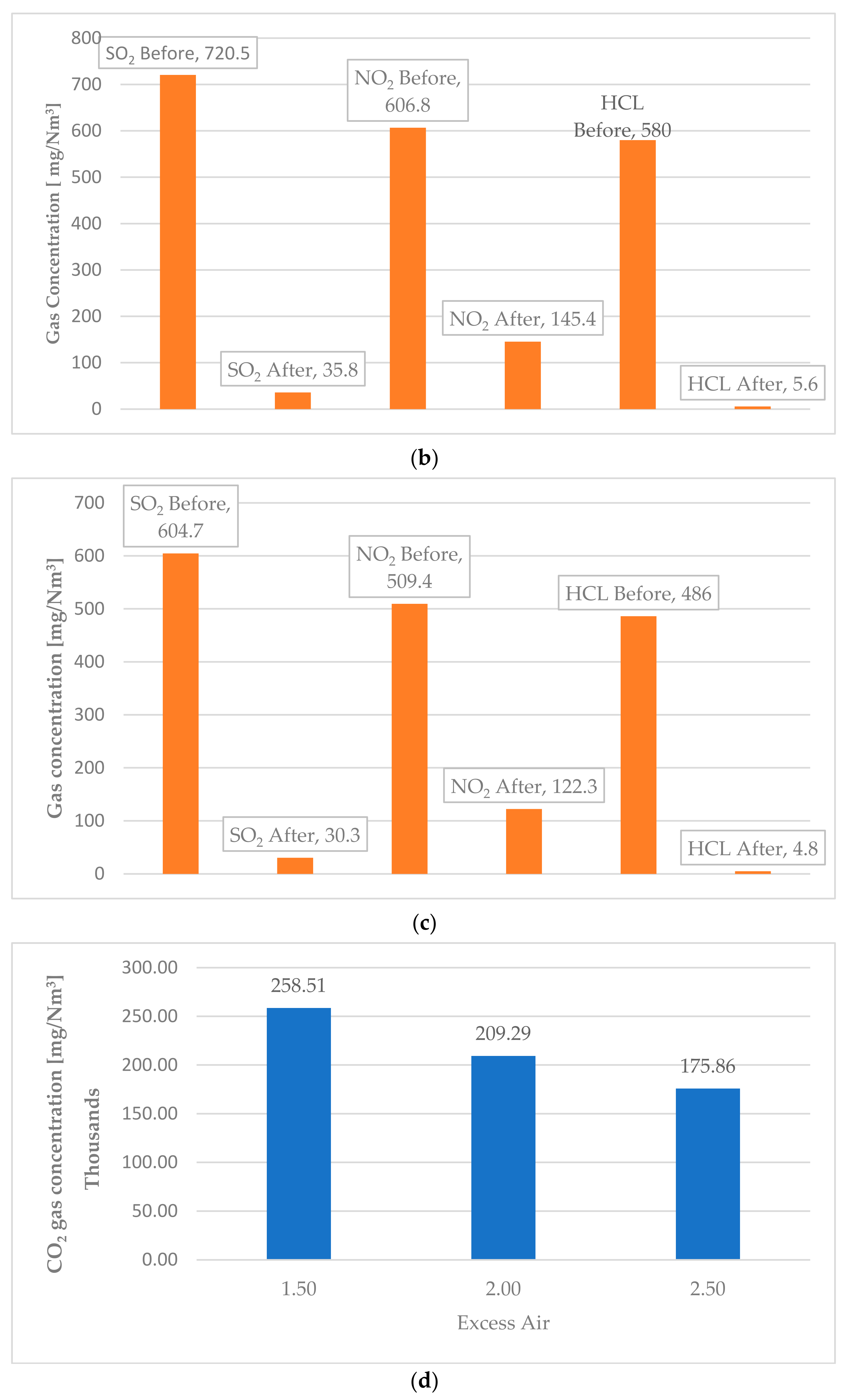
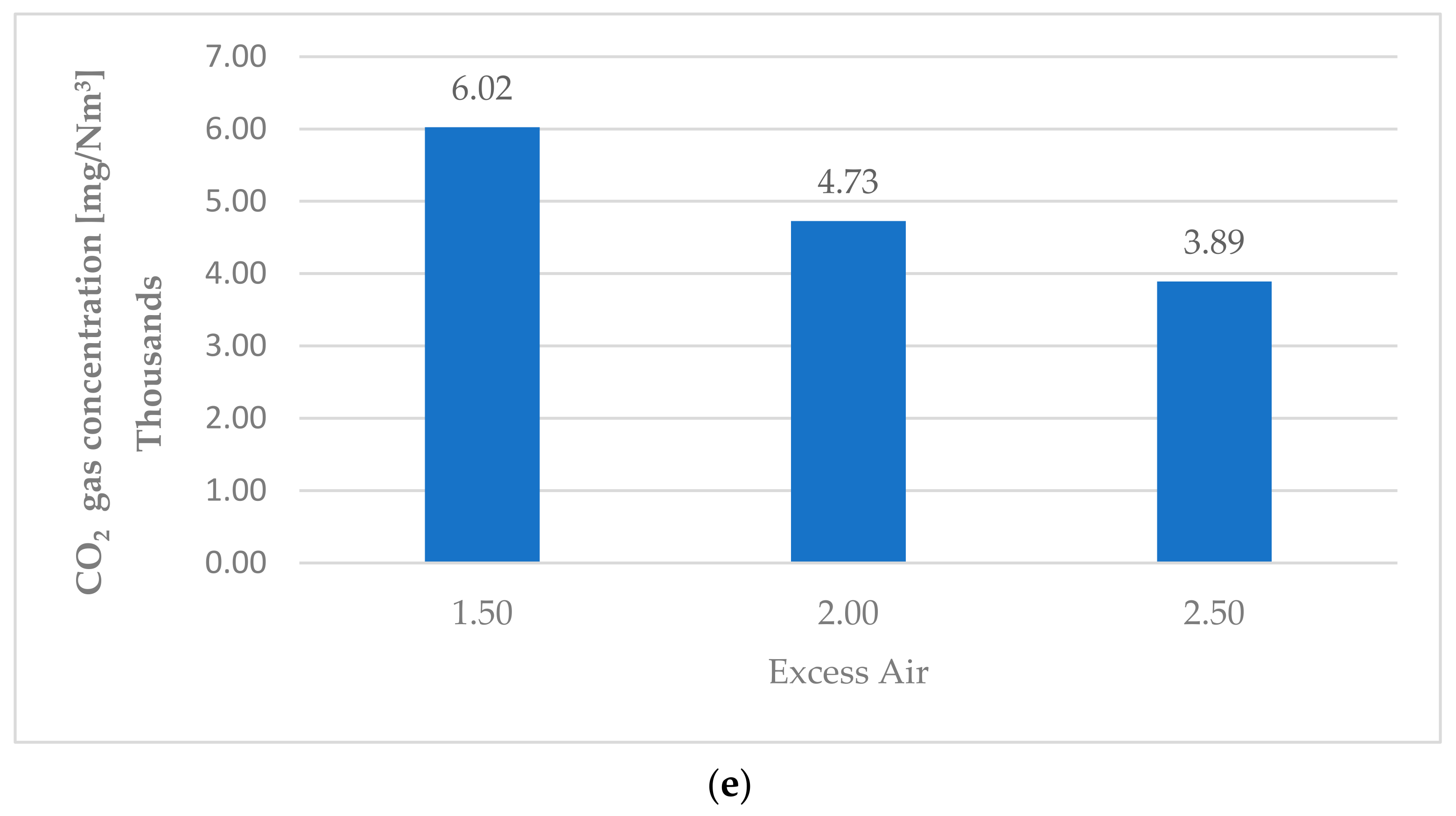
Table 14. The effect of excess air was clear, as shown in
Figure 9. For CO
2 emissions at 1.5 excess air ratio, the first value for the CO
2 concentration emitted from the furnace was 258,514 mg/Nm
3 which could be reduced to 6000 mg/Nm
3 before the stack. To achieve this reduction, around 9.4 kg/s of spherical carbon should be injected. For the 2 and 2.5 excess air ratio, CO
2 emissions reduced from 209,294 mg/Nm
3 to 4728 mg/Nm
3 and from 175,855 mg/Nm
3 to 3892 mg/Nm
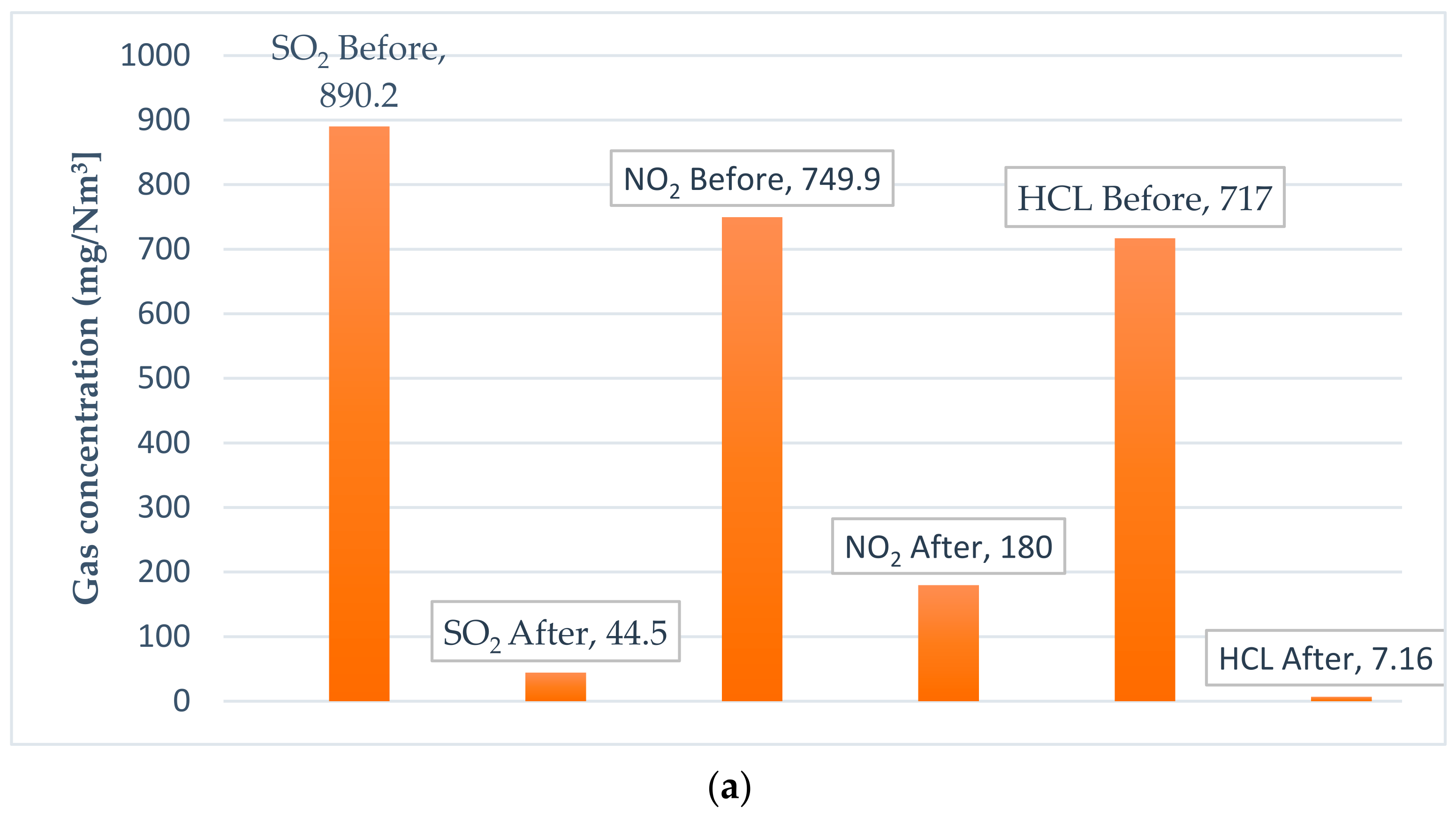
3, respectively. The same outcome was observed for all emitted gases. The SO
2 with 1.5 excess air was 890.2 mg/Nm
3 before treatment and 44.5 mg/Nm
3 after treatment. With 2 excess air, SO
2 emissions dropped to 720.5 mg/Nm
3 before treatment. After exposure to lime particles, it was 35.8 mg/Nm
3, and finally, with 2.5 excess air, it was 604.7 mg/Nm
3 before lime injection and 30.3 mg/Nm
3 after interaction with lime particles.
Regarding the NO2 emissions, for the 1.5 excess air ratio, it could be reduced from 749 mg/Nm3 to 180 mg/Nm3, and from 606 mg/Nm3 to 145 mg/Nm3 for 2 excess air ratio. With 2.5 excess air ratio, the reduction was from 509 mg/Nm3 to 122 mg/Nm3.
Table 15 summarizes the emission values of the flue cleaning system after the furnace at point 1 and before the stack at point 5.
As previously mentioned, gases emitted from waste incineration facilities must adhere to the laws and regulations in each country. For example, in Europe, they follow the EC BAT 2010 techniques which can be adapted for MENA region countries since there are no incineration plants. Flue gas emission requirements affect capital investment and plant operation costs which is why the economic analysis of waste incineration is so varied and changeable. The analysis of flue gas emissions in this study highlights the need for future research into the detailed costs of the chemical compounds required, such as lime and spherical carbon, to achieve reductions in emissions. Regarding the polychlorinated dibenzo-p-dioxins (PCDDs) and polychlorinated dibenzo-furans (PCDFs), as mentioned before, the design temperature of the furnace was taken at 850 °C, and the recommended temperature for the combustion zone to achieve complete combustion process and reduce formation possibility of PCDDs is in the range between 850–1000 °C, and therefore, this range of temperature hampers the rearrangement reaction of chlorinated precursors such as chlorophenols (CPs) and chlorobenzenes (CBs) in the gas phase. Furthermore, the end-of-pipe treatment technique from which 95% of dioxin and furan removal can be achieved, which can be formed in the post-combustion zone at low temperatures due to de novo process (the surface catalytic effect of fly ash), and this technique consists of a wet scrubber and a bag filter coupled with carbon injection at a temperature between 120–150 °C. Injecting carbon at 50 mg/Nm
3 burns it in the incinerators [
40]. The concentration and reduction of PCDDs and PCDFs were beyond the scope of this research.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}