
Zero Defect Manufacturing in the Food Industry: Virgin Olive Oil Production

 , , , and
, , , and
Abstract
:1. Introduction
2. Related Work
2.1. Zero Defect Manufacturing Implementations
2.2. State-of-the-Art Technology at the VOO Elaboration Process
3. Proposal for ZDM in VOO Production
3.1. ZDM Definitions
3.1.1. Defects in VOO
- Musty—Characteristic flavour of oils obtained from fruits which have been stored under humid conditions or have been collected with earth or mud on them and have not been properly washed.
- Fusty—This occurs when harvested olives are incorrectly stored and for a longer period than advisable.
- Acid-sour—This defect appears when the olives gathered in the harvest are stored for too long before crushing them to extract the oil.
- Metallic—This is due to oil mills and their machinery whenever some component is not cleaned properly.
- Rancid—flavour of oils which have undergone an intense process of oxidation due to improper storage.
- Extra virgin olive oil (EVOO)—This is the highest quality rating for an olive oil. It contains zero defects and greater than zero positive attributes.
- Virgin olive oil (VOO)—This oil has a slightly lower quality than extra virgin olive oil. It contains defects from 0 to less than 3.5 and a free acidity of less than 2 percent.
- Lampante virgin olive oil—This type of olive is forbidden for direct sale if it is for consumption purposes. The number of defects is more than 3.5 or it has a free acidity of more than 2 percent.
3.1.2. ZDM Goal
3.1.3. New Defect Definition for ZDM
3.2. ZDM Approach
3.3. ZDM Strategies
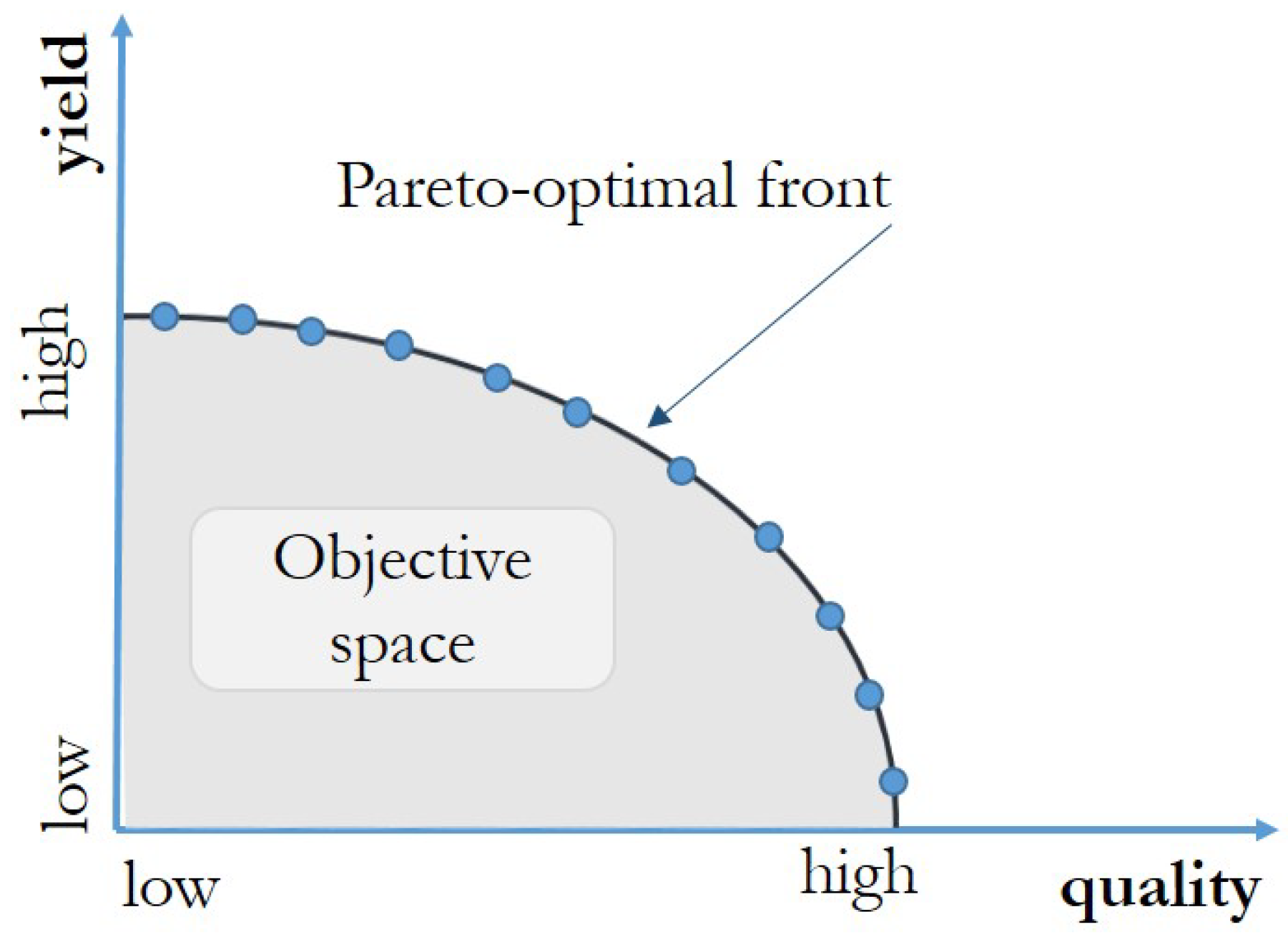
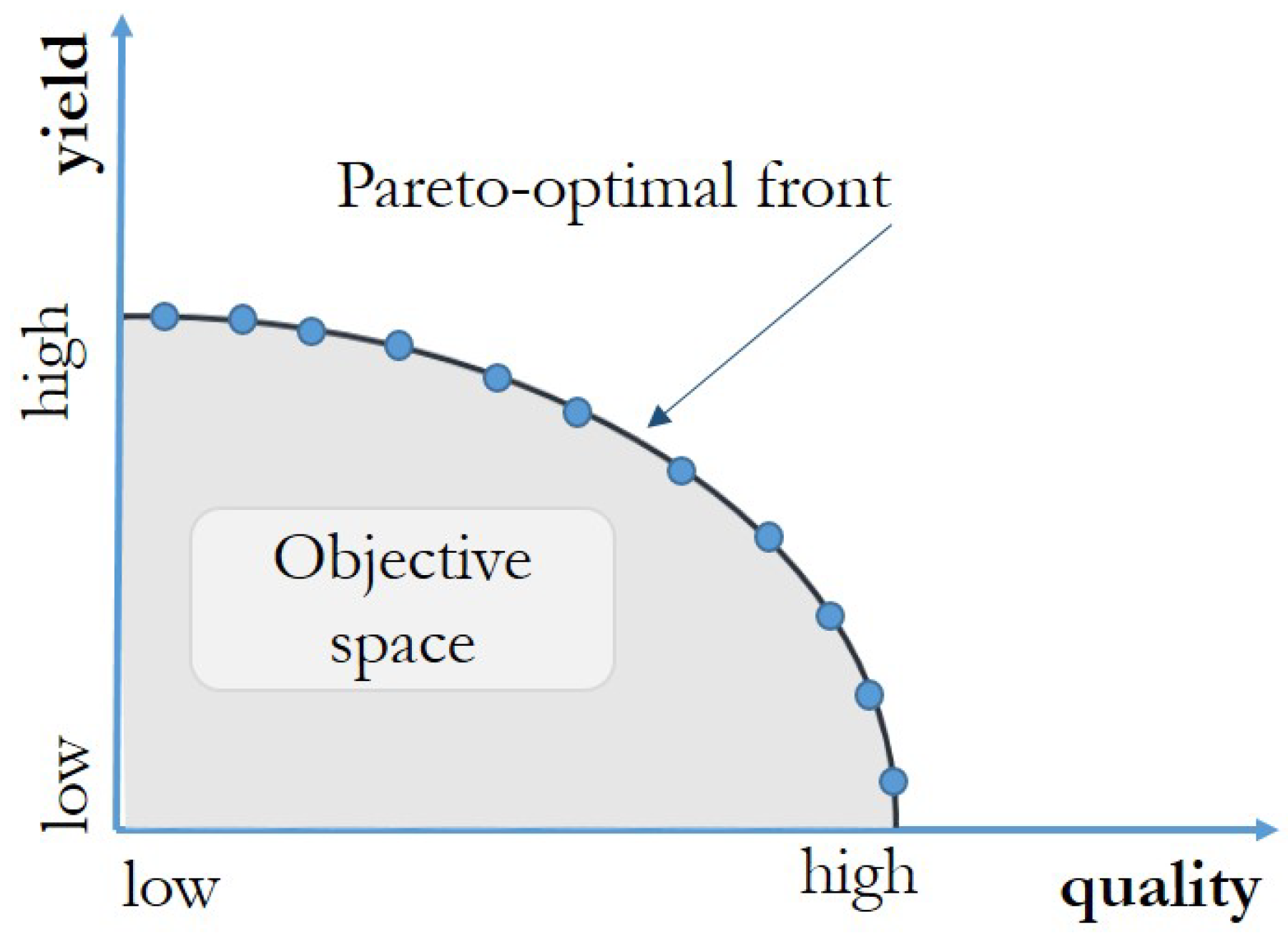
- Pd–Pv–A prediction of the olive oil quality and an estimation of the oil litres that can be obtained from a predefined fruit quantity are used to establish the importance of quality versus yield. In other words, the Pd–Pv pair defines the weights in the multi-objective fitness function. As such, the oil mill productivity and future profitability are better suited to the characteristics of the incoming fruits. These strategies have to be applied several times during the productive campaign, as the state of the fruit changes over the time. During the first months of the productive campaign, fruits are healthier and have a higher content of minor compounds which are responsible for relevant health properties as well as for increasing their shelf life [31]. These fruits are ideal for obtaining EVOO; therefore, in this case, the quality objective should be weighed against yield. However, as time passes, the fruit ripens and could be damaged because of adverse meteorological conditions. In this scenario, the second objective, yield, gains more significance.
- Dt–Pv. The detection of olive oils that do not fulfil the expected quality standard and/or yield is used to produce oil according to the specifications. For this, the oil quality estimation is based on the historical data of the panel test assessments and in-line information of the productive process. The yield can also be estimated by analysing the quantity of oil in the separation phase that remains in the pomace. On the basis of these data, the corresponding process parameters can be tuned to achieve the intended objectives.
4. First Steps towards ZDM Implementation
4.1. How to Obtain Data
- State of the incoming fruits—Computer vision is viable technology to classify fruits according their ripening and sanitary state before the oil extraction process. Two types of image acquisition set-ups based on cameras working in the visible and infrared (IR) spectra, have to be installed before and after the washing stage. First, cameras working in the visible spectra and installed at the reception yard before the washing stage acquire images that will be used to differentiate between the fruits picked from the ground or from the tree. Second, two different technologies of cameras must be installed after the washing stage. Images from a camera working in the visible spectra will be later processed to detect the ripening index of the fruits; while images from the other set-up working in the IR spectra will be used to classify fruits according to their internal and external damage.
- Process parameters—In this regard, it has to be considered those manipulated and controlled variables of the process having an influence on the product quality or yield. Among the decisive process variables, there are the storage time and storage conditions of the fruits before their processing (e.g., humidity, cooling or pressure); kneading stage parameters (e.g., paste temperature, water or talc addition); and olive paste state and the storage conditions of the final product (e.g., temperature, exposure to oxygen and exposure to light). The acquisition of the process data, except for the paste state, is supported by an HMI to allow the operator to gather the remaining data. Finally, a computer vision set-up working in the visible spectra and installed inside the thermomixer provides images, which will later be used to extract information about the olive paste state (e.g., viscosity, granularity, and the presence of olive oil over the paste).
- Product quality—Since there is no in-line systems for oil mills to provide the VOO organoleptic and flavour features, the product quality has to be estimated. Based on previous studies [24,29,31,37], it is possible to offer an estimation of the VOO quality supported by different sensory technologies and historical data. The information obtained from the images acquired with the set-ups installed after the washing stage are used to predict the maximum level of quality. If fruits are properly processed, the predicted quality can be reached. Data obtained from electronic nose technology can also be used to classify the obtained oil into its proper designation. This technology has to be installed after the centrifugation stage and before the oil storage. In addition, the historical data of the panel test assessments together with real-time data from the operator view and impressions are used for the quality estimation.
- Productivity—The quantity of VOO litres obtained from a predefined quantity of fruits can be inferred from the oil that remains in the pomace. New intelligent devices based on NIR technology enable the extraction of information on fat yield and moisture. This device has to be installed after the separation stage.
4.2. Transforming Data into Relevant Information
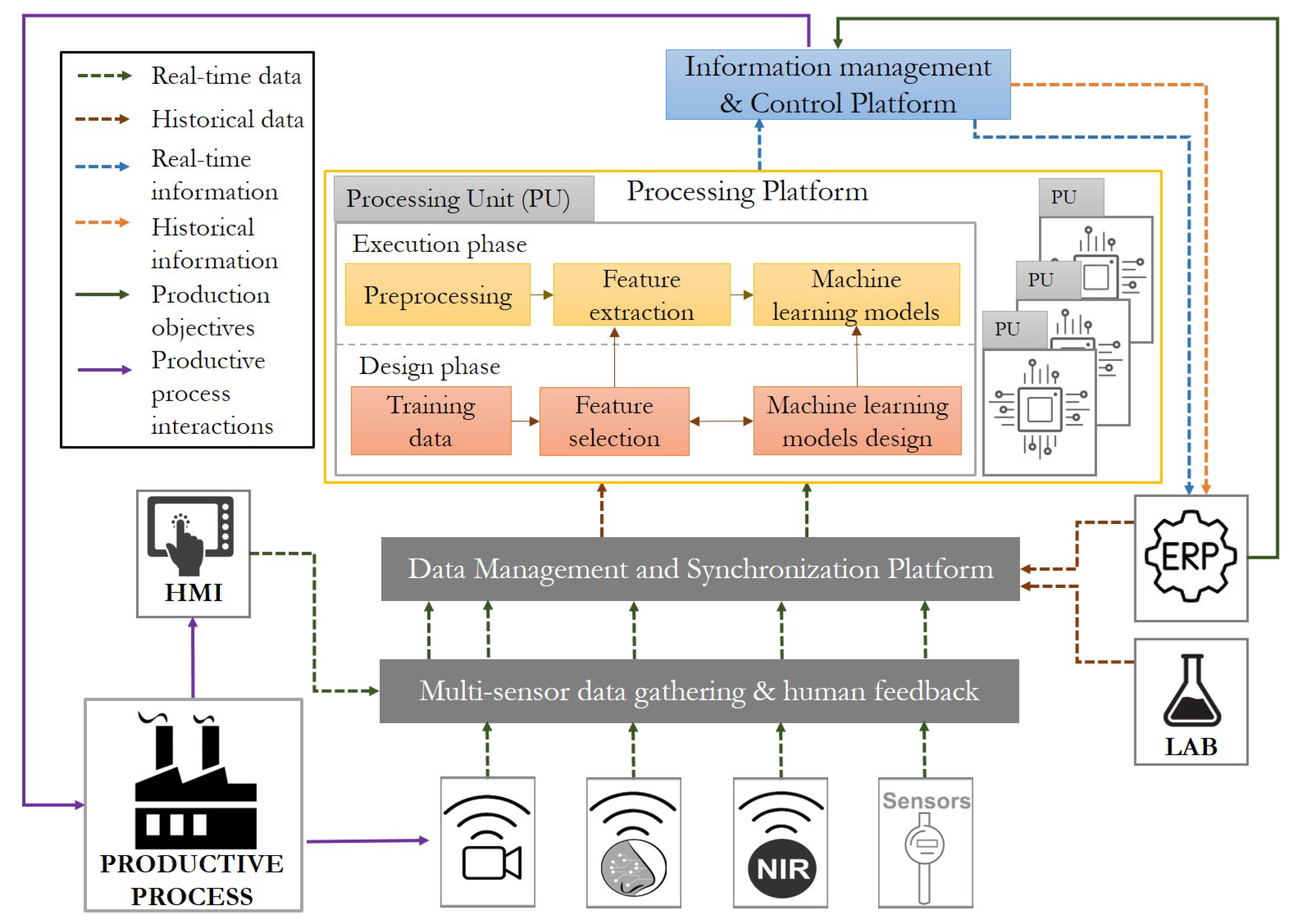
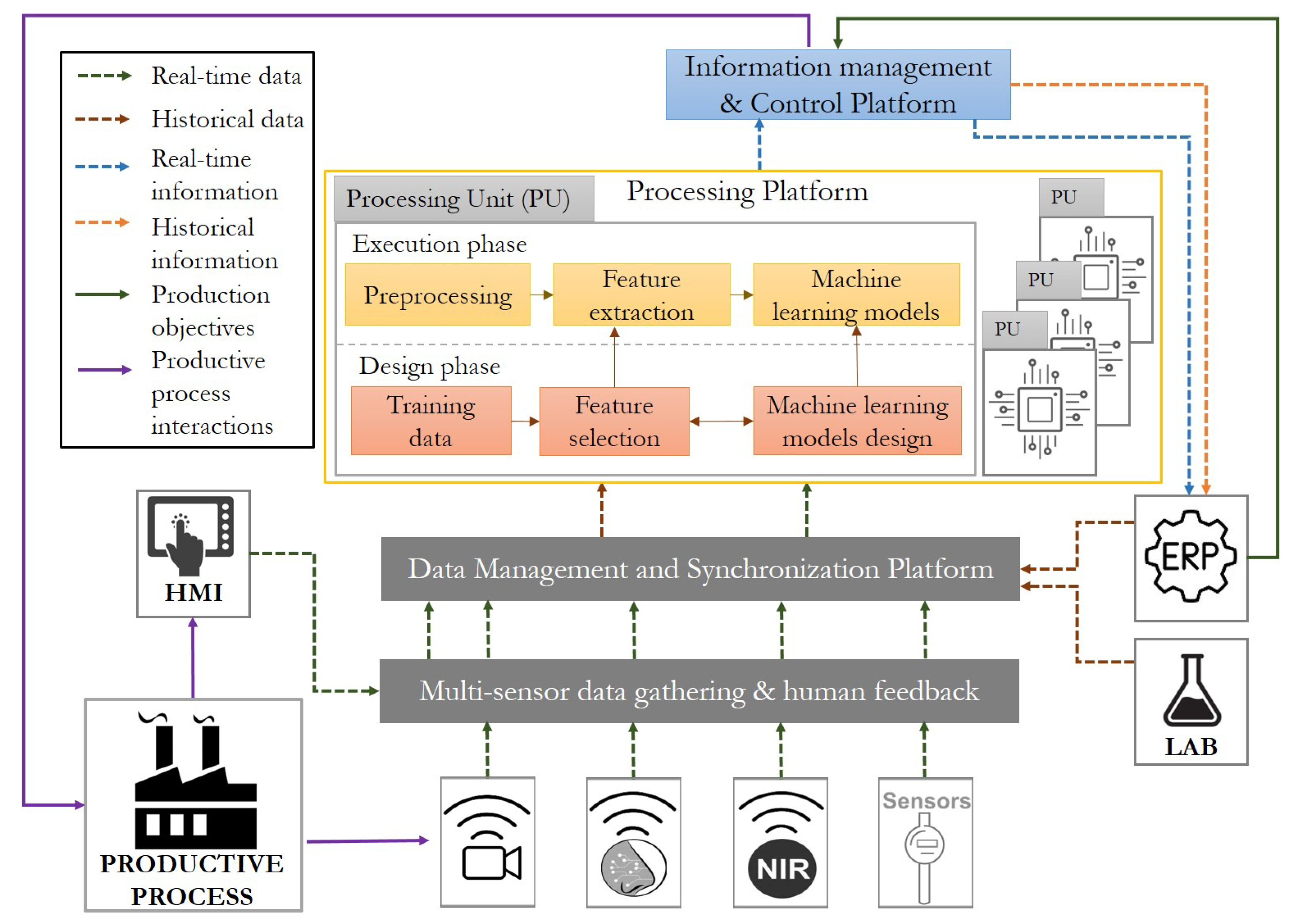
- Multi-sensor gathering and human feedback layer—This enables to collect data gathered from different sources distributed across the different stages of the productive process. These data include: images in the visible and IR spectra, gathered from smart cameras; data to further predict the fruity aroma and defect level in the produced VOO, gathered from the smart e-nose; data to estimate the quantity of oil that remains in the pomace, gathered from the smart NIR; process data, gathered from in-process sensors; operator impressions and feedback, gathered from HMI. Each of the former devices interfaces with a software component in charge of encapsulating the acquired data. These software components share a common structure and send the received data in a unified format to the data management and synchronisation platform.
- Data management and synchronisation platform—Data from the former layer are stored (historical data) and updated in a structured and formalised way. In addition, this platform is enriched with data from the production planning system (ERP) and from the VOO analyses conducted by accredited laboratories. This platform integrates web services in API format (application programming interface) which receive the formatted data from the multi-sensor gathering and human feedback layer and transmit the synchronised real-time and historical data to the processing platform. The platform also offers persistence to the received data.
- Processing platform—Data gathered from the data management platform represent a relevant source of knowledge and are key elements for implementing ZDM. However, this knowledge has to be extracted and structured in order to be taken advantage of, and this is performed in the processing platform. This platform is composed of a set of processing units (PUs) where machine learning models are first designed and then executed to transform data into information. In the design phase, historical data from the multi-sensor data gathering and human feedback platform conveniently correlated with data from the ERP and laboratories are used as the training dataset to extract features and design the data processing models. Once the models were designed and validated, real time data are preprocessed to extract the features needed for the machine learning models. Although PUs share a common design, data processing algorithms are particularised for each type of data source.
- Information management and control platform—This platform stores and distributes the information extracted from the processing platform. Historical and real-time information feed the ERP and this in turn defines the production targets through a predict and prevent ZDM strategy. The control systems at the different stages of the productive process are also included in this platform. Using real-time information, it is possible to establish the set-points or references at the critical process stages, and proactively adjust the manipulated variables enabling the controlled variables to reach the reference. Detection and prevention ZDM strategies are implemented in the control platform to define references. Systems integrating computation and physical actuation capabilities also run in this platform to control every process stage.
4.3. General Functional Requirements
- Automatic capture and formatting of relevant data using an intelligent sensors system.
- Automatic data processing, filtering and feature extraction.
- Data mining and knowledge algorithms for inferring information from data.
- Self-adaptation and optimisation control.
- Provision of clear and concise defect information and advice supplied to the user.
5. Conclusions and Future Works
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Kumar, P.; Maiti, J.; Gunasekaran, A. Impact of quality management systems on firm performance. Int. J. Qual. Reliab. Manag. 2018, 35, 1034–1059. [Google Scholar] [CrossRef]
- Liboreiro, C. Quality Management: Important Aspects for the Food Industry. Food Ind. 2013, 9, 191–192. [Google Scholar] [CrossRef] [Green Version]
- Ennals, R. Hoshin Kanri: The strategic approach to continuous improvement. AI Soc. 2010, 25, 371–372. [Google Scholar] [CrossRef]
- Psarommatis, F.; Prouvost, S.; May, G.; Kiritsis, D. Product Quality Improvement Policies in Industry 4.0: Characteristics, Enabling Factors, Barriers, and Evolution Toward Zero Defect Manufacturing. Front. Comput. Sci. 2020, 2, 26. [Google Scholar] [CrossRef]
- Psarommatis, F.; Sousa, J.; Mendonça, J.P.; Kiritsis, D. Zero-defect manufacturing the approach for higher manufacturing sustainability in the era of industry 4.0: A position paper. Int. J. Prod. Res. 2021, 60, 73–91. [Google Scholar] [CrossRef]
- Psarommatis, F.; May, G.; Dreyfus, P.A.; Kiritsis, D. Zero defect manufacturing: State-of-the-art review, shortcomings and future directions in research. Int. J. Prod. Res. 2020, 58, 1–17. [Google Scholar] [CrossRef]
- Psarommatis, F.; Kiritsis, D. Comparison Between Product and Process Oriented Zero-Defect Manufacturing (ZDM) Approaches; IFIP: Amsterdam, The Netherlands; Springer: Berlin/Heidelberg, Germany, 2021; Volume 630, pp. 105–112. [Google Scholar] [CrossRef]
- Psarommatis, F. A generic methodology and a digital twin for zero defect manufacturing (ZDM) performance mapping towards design for ZDM. J. Manuf. Syst. 2021, 59, 507–521. [Google Scholar] [CrossRef]
- Caiazzo, B.; Di Nardo, M.; Murino, T.; Petrillo, A.; Piccirillo, G.; Santini, S. Towards Zero Defect Manufacturing paradigm: A review of the state-of-the-art methods and open challenges. Comput. Ind. 2022, 134, 103548. [Google Scholar] [CrossRef]
- Lindström, J.; Kyösti, P.; Lejon, E.; Birk, W.; Andersson, A.; Borg, M.; Juntti, M.; Suupf, A.M.; Germain, M.; Hermanson, A.; et al. Zero Defect Manufacturing in an Industry 4.0 Context: A Case Study of Requirements for Change and Desired Effects. SSRN Electron. J. 2020. [Google Scholar] [CrossRef]
- Lindström, J.; Kyösti, P.; Birk, W.; Lejon, E. An initial model for zero defect manufacturing. Appl. Sci. 2020, 10, 4570. [Google Scholar] [CrossRef]
- Lindström, J.; Lejon, E.; Kyösti, P.; Mecella, M.; Heutelbeck, D.; Hemmje, M.; Sjödahl, M.; Birk, W.; Gunnarsson, B. Towards intelligent and sustainable production systems with a zero-defect manufacturing approach in an Industry4.0 context. Procedia CIRP 2019, 81, 880–885. [Google Scholar] [CrossRef]
- Papageorgiou, E.I.; Theodosiou, T.; Margetis, G.; Dimitriou, N.; Charalampous, P.; Tzovaras, D.; Samakovlis, I. Short Survey of Artificial Intelligent Technologies for Defect Detection in Manufacturing. In Proceedings of the IISA 2021—12th International Conference on Information, Intelligence, Systems and Applications, Chania Crete, Greece, 12–14 July 2021; pp. 1–7. [Google Scholar] [CrossRef]
- Alpern, P.; Nelle, P.; Barti, E.; Gunther, H.; Kessler, A.; Tilgner, R.; Stecher, M. On the way to zero defect of plastic-encapsulated electronic power devicespart I: Metallization. IEEE Trans. Device Mater. Reliab. 2009, 9, 269–278. [Google Scholar] [CrossRef]
- Alpern, P.; Nelle, P.; Barti, E.; Gunther, H.; Kessler, A.; Tilgner, R.; Stecher, M. On the way to zero defect of plastic-encapsulated electronic power devicespart III: Chip coating, passivation, and design. IEEE Trans. Device Mater. Reliab. 2009, 9, 288–295. [Google Scholar] [CrossRef]
- Alpern, P.; Nelle, P.; Barti, E.; Gunther, H.; Kessler, A.; Tilgner, R.; Stecher, M. On the way to zero defect of plastic-encapsulated electronic power devicespart II: Molding compound. IEEE Trans. Device Mater. Reliab. 2009, 9, 279–287. [Google Scholar] [CrossRef]
- Konrad, B.; Lieber, D.; Deuse, J. Striving for Zero Defect Production: Intelligent Manufacturing Control Through Data Mining in Continuous Rolling Mill Processes. Robust Manuf. Control 2013, 215–229. [Google Scholar] [CrossRef]
- Mourtzis, D.; Angelopoulos, J.; Panopoulos, N. Equipment Design Optimization Based on Digital Twin under the Framework of Zero-Defect Manufacturing. Procedia Comput. Sci. 2021, 180, 525–533. [Google Scholar] [CrossRef]
- Papacharalampopoulos, A.; Petridis, D.; Stavropoulos, P. Experimental investigation of rubber extrusion process through vibrational testing. Procedia CIRP 2020, 93, 1236–1240. [Google Scholar] [CrossRef]
- Eger, F.; Coupek, D.; Caputo, D.; Colledani, M.; Penalva, M.; Ortiz, J.A.; Freiberger, H.; Kollegger, G. Zero Defect Manufacturing Strategies for Reduction of Scrap and Inspection Effort in Multi-stage Production Systems. Procedia CIRP 2018, 67, 368–373. [Google Scholar] [CrossRef]
- Azamfirei, V.; Granlund, A.; Lagrosen, Y. Multi-layer quality inspection system framework for industry 4.0. Int. J. Autom. Technol. 2021, 15, 641–650. [Google Scholar] [CrossRef]
- Zhu, C.; Chang, Q.; Arinez, J. Data-Enabled Modeling and Analysis of Multistage Manufacturing Systems with Quality Rework Loops. J. Manuf. Syst. 2020, 56, 573–584. [Google Scholar] [CrossRef]
- Aguilera Puerto, D.; Cáceres Moreno, Ó.; Martínez Gila, D.M.; Gómez Ortega, J.; Gámez García, J. Online system for the identification and classification of olive fruits for the olive oil production process. J. Food Meas. Charact. 2019, 13, 716–727. [Google Scholar] [CrossRef]
- Martínez Gila, D.M.; Navarro Soto, J.P.; Satorres Martínez, S.; Gómez Ortega, J.; Gámez García, J. The Advantage of Multispectral Images in Fruit Quality Control for Extra Virgin Olive Oil Production. Food Anal. Methods 2021, 15, 75–84. [Google Scholar] [CrossRef]
- Guzmán, E.; Baeten, V.; Pierna, J.A.F.; García-Mesa, J.A. Infrared machine vision system for the automatic detection of olive fruit quality. Talanta 2013, 116, 894–898. [Google Scholar] [CrossRef] [PubMed]
- Marchal, P.C.; Martínez, S.S.; Ortega, J.G.; García, J.G. Automatic system for the detection of defects on olive fruits in an oil mill. Appl. Sci. 2021, 11, 8167. [Google Scholar] [CrossRef]
- Martínez Gila, D.M.; Marchal, P.C.; Ortega, J.G.; García, J.G. Expert system for monitoring the malaxing state of the olive paste based on computer vision†. Sensors 2018, 18, 2227. [Google Scholar] [CrossRef] [Green Version]
- Conte, L.; Bendini, A.; Valli, E.; Lucci, P.; Moret, S.; Maquet, A.; Lacoste, F.; Brereton, P.; García-González, D.L.; Moreda, W.; et al. Olive oil quality and authenticity: A review of current EU legislation, standards, relevant methods of analyses, their drawbacks and recommendations for the future. Trends Food Sci. Technol. 2020, 105, 483–493. [Google Scholar] [CrossRef]
- Majchrzak, T.; Wojnowski, W.; Dymerski, T.; Gȩbicki, J.; Namieśnik, J. Electronic noses in classification and quality control of edible oils: A review. Food Chem. 2018, 246, 192–201. [Google Scholar] [CrossRef]
- Martínez Gila, D.M.; Sanmartin, C.; Navarro Soto, J.; Mencarelli, F.; Gómez Ortega, J.; Gámez García, J. Classification of olive fruits and oils based on their fatty acid ethyl esters content using electronic nose technology. J. Food Meas. Charact. 2021, 15, 5427–5438. [Google Scholar] [CrossRef]
- Navarro Soto, J.; Satorres Martínez, S.; Martínez Gila, D.; Gómez Ortega, J.; Gámez García, J. Fast and Reliable Determination of Virgin Olive Oil Quality by Fruit Inspection Using Computer Vision. Sensors 2018, 18, 3826. [Google Scholar] [CrossRef] [Green Version]
- Beltrán Ortega, J.; Martínez Gila, D.M.; Aguilera Puerto, D.; Gámez García, J.; Gómez Ortega, J. Novel technologies formonitoring the in-line quality of virgin olive oil during manufacturing and storage. J. Sci. Food Agric. 2016, 96, 4644–4662. [Google Scholar] [CrossRef]
- IOC. Sensory Analysis of Olive Oil—Method for the Organoleptic Assessment of Virgin Olive Oil; International Olive Council Madrid: Madrid, Spain, 2018; Volume 15. [Google Scholar]
- Deb, K. Multi-Objective Optimization Using Evolutionary Algorithms; John Wiley Sons: Hoboken, NJ, USA, 2001; p. 498. [Google Scholar]
- Cano Marchal, P.; García, J.G.; Ortega, J.G. Application of Fuzzy Cognitive Maps and Run-to-Run Control to a Decision Support System for Global Set-Point Determination. IEEE Trans. Syst. Man Cybern. Syst. 2017, 47, 2256–2267. [Google Scholar] [CrossRef]
- Marchal, P.C.; Gila, D.M.; García, J.G.; Ortega, J.G. Fuzzy decision support system for the determination of the set points of relevant variables in the virgin olive oil elaboration process. In Proceedings of the 2013 IEEE International Conference on Systems, Man, and Cybernetics, SMC 2013, Manchester, UK, 13–16 October 2013; pp. 3489–3494. [Google Scholar] [CrossRef]
- Marchal, P.C.; Sanmartin, C.; Martínez, S.S.; Ortega, J.G.; Mencarelli, F.; García, J.G. Prediction of fruity aroma intensity and defect presence in virgin olive oil using an electronic nose. Sensors 2021, 21, 2298. [Google Scholar] [CrossRef] [PubMed]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Process Stages | Controlled Variables | Technologies | References |
|---|---|---|---|
| Reception | Fruits classification (ground or tree) | CV in the visible spectra | [23] |
| Washing | Fruits classification | CV in the visible spectra | [23] |
| Firmness of the fruits | CV (multispectral system) | [24] | |
| Presence of defects in the fruits | CV in the infrared spectra | [25,26] | |
| Oil quality prediction | CV in the visible spectra | [31] | |
| Kneading | Olive paste state | CV in the visible spectra | [27] |
| Storage | Organoleptic characteristics of the VOO | Electronic nose | [26] |
| Definitions | ||||
|---|---|---|---|---|
| Industries | Defect | Product | ZDM Goal | New Defect Definition |
| Manufacturing | Non-conformance to product specifications is detected | PART: is defective or not defective | No defective products leave the production site | – |
| VOO process | Organoleptic and flavour features | VOO: Varying degrees of quality | To produce the best VOO according to predefined objectives | Non-conformance to ZDM multi-objective function |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Satorres Martínez, S.; Illana Rico, S.; Cano Marchal, P.; Martínez Gila, D.M.; Gómez Ortega, J. Zero Defect Manufacturing in the Food Industry: Virgin Olive Oil Production. Appl. Sci. 2022, 12, 5184. https://doi.org/10.3390/app12105184
Satorres Martínez S, Illana Rico S, Cano Marchal P, Martínez Gila DM, Gómez Ortega J. Zero Defect Manufacturing in the Food Industry: Virgin Olive Oil Production. Applied Sciences. 2022; 12(10):5184. https://doi.org/10.3390/app12105184
Chicago/Turabian StyleSatorres Martínez, Silvia, Sergio Illana Rico, Pablo Cano Marchal, Diego Manuel Martínez Gila, and Juan Gómez Ortega. 2022. "Zero Defect Manufacturing in the Food Industry: Virgin Olive Oil Production" Applied Sciences 12, no. 10: 5184. https://doi.org/10.3390/app12105184
APA StyleSatorres Martínez, S., Illana Rico, S., Cano Marchal, P., Martínez Gila, D. M., & Gómez Ortega, J. (2022). Zero Defect Manufacturing in the Food Industry: Virgin Olive Oil Production. Applied Sciences, 12(10), 5184. https://doi.org/10.3390/app12105184